
Evaluation of Axial Flow Impeller Fabrication Process by Wire Arc Additive Manufacturing and Machining †

Abstract
:1. Introduction
2. Methods
3. Results
4. Discussion
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chu, S.; Majumdar, A. Opportunities and challenges for a sustainable energy future. Nature 2012, 488, 294–303. [Google Scholar] [CrossRef] [PubMed]
- Klocke, F.; Klink, A.; Veselovac, D.; Aspinwall, D.K.; Soo, S.L.; Schmidt, M.; Schilp, J.; Levy, G.; Kruth, J.P. Turbomachinery component manufacture by application of electrochemical, electro-physical and photonic processes. CIRP Ann. 2014, 63, 703–726. [Google Scholar] [CrossRef]
- Zirak, N.; Shirinbayan, M.; Deligant, M.; Tcharkhtchi, A. Toward Polymeric and Polymer Composites Impeller Fabrication. Polymers 2022, 14, 97. [Google Scholar] [CrossRef] [PubMed]
- Stratogiannis, F.I.; Galanis, N.I.; Karkalos, N.E.; Markopoulos, A.P. Optimization of the Manufacturing Strategy, Machining Conditions, and Finishing of a Radial Impeller. Machines 2020, 8, 1. [Google Scholar] [CrossRef]
- Ahmad, N.; Zheng, Q.; Fawzy, H.; Jiang, B.; Ahmed, S.A. Performance improvement of axial compressor by introduction of circumferential grooves. Energy Sources Part A Recovery Util. Environ. Eff. 2020, 1–21. [Google Scholar] [CrossRef]
- Gao, C.; Sarah, W.; Shiren, W. Eco-friendly additive manufacturing of metals: Energy efficiency and life cycle analysis. J. Manuf. Syst. 2021, 60, 459–472. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire+ arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Chen, X.; Kong, F.; Fu, Y.; Zhao, X.; Li, R.; Wang, G.; Zhang, H. A review on wire-arc additive manufacturing: Typical defects, detection approaches, and multisensor data fusion-based model. Int. J. Adv. Manuf. Technol. 2021, 117, 707–727. [Google Scholar] [CrossRef]
- Chaturvedi, M.; Scutelnicu, E.; Rusu, C.C.; Mistodie, L.R.; Mihailescu, D.; Subbiah, A.V. Wire Arc Additive Manufacturing: Review on Recent Findings and Challenges in Industrial Applications and Materials Characterization. Metals 2021, 11, 939. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S.T. Cost Modelling and Sensitivity Analysis of Wire and Arc Additive Manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar] [CrossRef]
- Kulikov, A.A.; Sidorova, A.V.; Balanovskiy, A.E. Process Design for the Wire Arc Additive Manufacturing of a Compressor Impeller. IOP Conf. Ser. Mater. Sci. Eng. 2020, 969, 012098. [Google Scholar] [CrossRef]
- Ejiri, S. Fan Type Inducer for a Centrifugal Pump by Wire Arc Additive Manufacturing and Machining. Int. J. Fluid Mach. Syst. 2023, 16, 184–191. [Google Scholar] [CrossRef]
- Ejiri, S. Study on Multi-Material Axial-Flow Impeller Manufacturing by Nickel Based Alloy and Stainless Steel using Wire Arc Additive Manufacturing. Turbomachinery 2024, 52, 367–373. (In Japanese) [Google Scholar]
- Felli, M.; Guj, G.; Camussi, R. Effect of the number of blades on propeller wake evolution. Exp. Fluids 2008, 44, 409–418. [Google Scholar] [CrossRef]
- Rajabi, N.; Rafee, R.; Farzam-Alipour, S. Effect of blade design parameters on air flow through an axial fan. Int. J. Eng. 2017, 30, 1583–1591. [Google Scholar] [CrossRef]
- Al-Obaidi, A.R. Investigation of the influence of various numbers of impeller blades on internal flow field analysis and the pressure pulsation of an axial pump based on transient flow behavior. Heat Transf. 2020, 49, 2000–2024. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
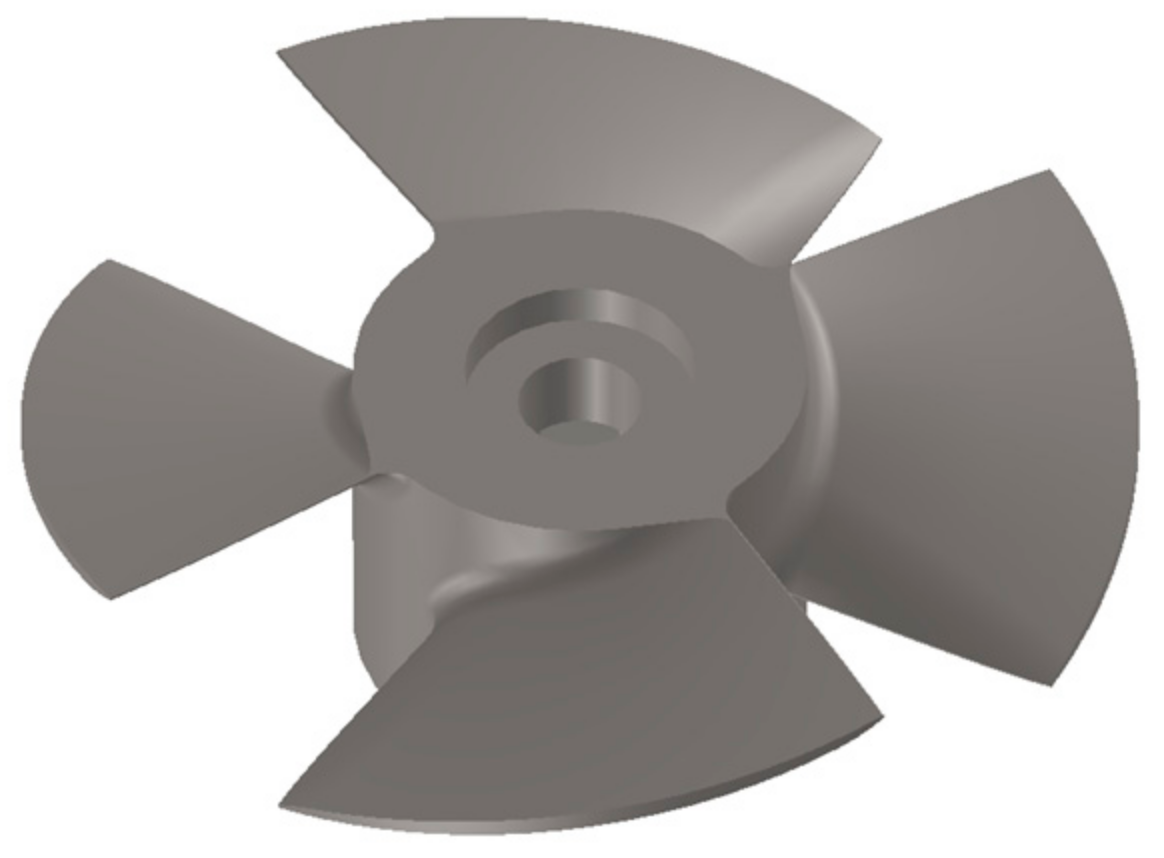
| Number of blades | 4 | |
| Tip diameter | [mm] | 125.3 |
| Hub diameter | [mm] | 51 |
| Hub length | [mm] | 40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ejiri, S. Evaluation of Axial Flow Impeller Fabrication Process by Wire Arc Additive Manufacturing and Machining. Eng. Proc. 2024, 67, 61. https://doi.org/10.3390/engproc2024067061
Ejiri S. Evaluation of Axial Flow Impeller Fabrication Process by Wire Arc Additive Manufacturing and Machining. Engineering Proceedings. 2024; 67(1):61. https://doi.org/10.3390/engproc2024067061
Chicago/Turabian StyleEjiri, Shinichiro. 2024. "Evaluation of Axial Flow Impeller Fabrication Process by Wire Arc Additive Manufacturing and Machining" Engineering Proceedings 67, no. 1: 61. https://doi.org/10.3390/engproc2024067061