Abstract
In this study, to further clarify the advantages of industrial applications of wire arc additive manufacturing (WAAM), the focus is on the repair of blades damaged by cavitation erosion using WAAM. A fan-type inducer was installed in a centrifugal pump experimental apparatus, and then paint erosion tests were conducted. Based on the tests, the fabrication time for repairing blades with a hybrid system of WAAM and machining was calculated and compared with that for fabricating a new part. It is concluded that applying WAAM to the fabrication process of an industrial turbopump has advantages not only in the manufacture of parts but also in the repair of such parts.
1. Introduction
Turbomachinery used in various industries may have a life cycle of several decades or more from manufacturing to disposal. Thus, there is a social need for suitable maintenance not only from a cost perspective but also from an environmental impact perspective. Although the maintenance of turbomachinery requires various actions, this study focuses on damage caused by cavitation erosion in turbopump inducers [1,2,3]. Turbopumps are operated under a variety of conditions during long-term service. Since these conditions include operation at low liquid levels, when cavitation occurs significantly, it is impossible in industry to avoid damage due to cavitation erosion; thus, suitable actions are necessary. The use of inducers with accumulated damage will decrease pump performance and lead to the functional reduction or shutdown of the entire system, which includes the turbopump. Therefore, inducers with damage must be replaced with new ones. On the other hand, since damage due to cavitation erosion occurs in certain areas of the blades, undamaged areas can be used without replacement; however, since the inducer is usually a one-piece impeller, the entire component must be replaced, which introduces environmental issues. Therefore, this study focused on the repair of damaged blades using wire arc additive manufacturing (WAAM) and machining. WAAM is an additive manufacturing technology that is suitable for fabricating large parts and parts with complex shapes. Thus, it is being considered for application in the manufacturing processes of various industries [4,5]. The results of studies on repairs using WAAM include those on marine systems [6], machine tools [7], and steel structures [8]. As with the parts covered in these studies, evaluating the repair of impellers using WAAM is a useful evaluation material for the application of WAAM to the life cycle of turbomachinery.
In this study, a fan-type inducer fabricated by WAAM and machining was installed in a centrifugal pump, and paint erosion tests were conducted to clarify the damage area caused by cavitation erosion. Based on the paint erosion test results, the areas to be repaired on the blades were clarified, and the fabrication time for repairing the blades was analyzed using the information obtained from the WAAM and machining fabrication processes.
2. Methods
2.1. Test Model Fabricated Using WAAM
The test model is an axial-flow impeller called a fan-type inducer, which is used in industrial centrifugal pumps. The impeller outline is shown in Figure 1, and the primary dimensions are listed in Table 1. Fabrication is conducted using a hybrid system of WAAM and machining [9]. As shown in Figure 2, a round bar was used as the base material, laminating the near-net blades using WAAM. As shown in Figure 3, after being laminated by WAAM, the impeller was machined into the designed shape. In this study, the evaluation was based on this fabrication time.

Figure 1.
Outline of the axial-flow impeller.

Table 1.
Axial-flow impeller specifications.

Figure 2.
Fabrication of near-net-shaped blades by WAAM.
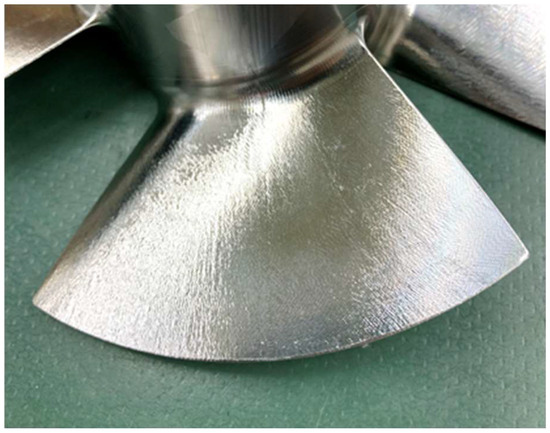
Figure 3.
Fabrication of blades by WAAM and machining.
2.2. Paint Erosion Test
For evaluating cavitation occurrence under various suction conditions, a test model fan-type inducer was installed in a centrifugal pump experimental apparatus [10], and a Net Positive Suction Head (NPSH) test based on JIS B 8301 [11] was conducted. Blue varnish was applied to the surface of the inducer blades during the NPSH test. Because the cavitation collapse caused the blue varnish to peel off, the region was considered the region where cavitation erosion occurred. This is called a paint erosion test. The operation time at each cavitation number σ was 30 min. The cavitation number σ was calculated from the peripheral speed of the inducer. To clarify the cavitation collapse region at each cavitation number σ, blue varnish was removed and reapplied every 30 min of operation. The working fluid was fresh water.
3. Results and Discussion
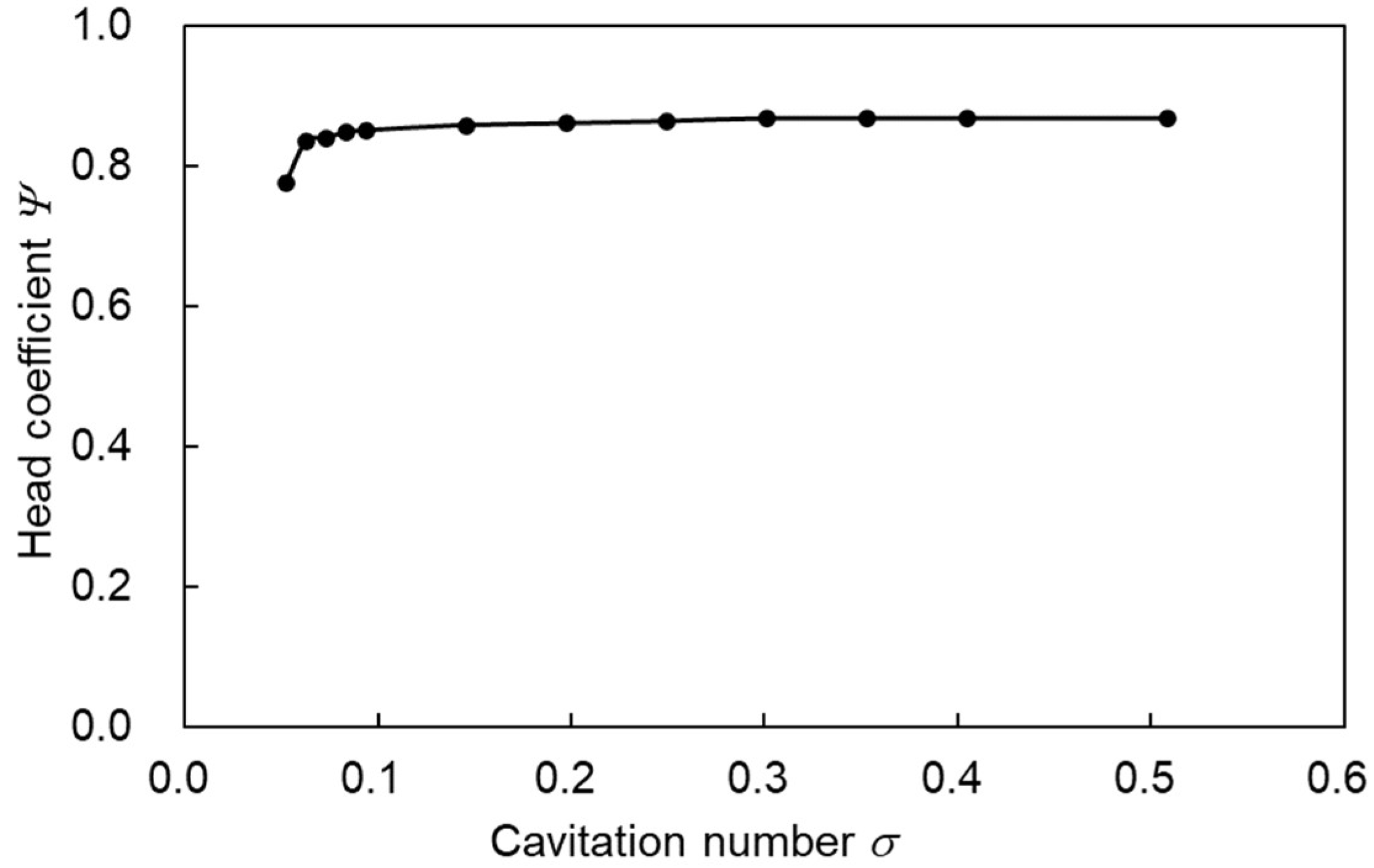
The NPSH test results are shown in Figure 4. The definitions of head coefficient Ψ and cavitation number σ are given in Equations (1) and (2).
where
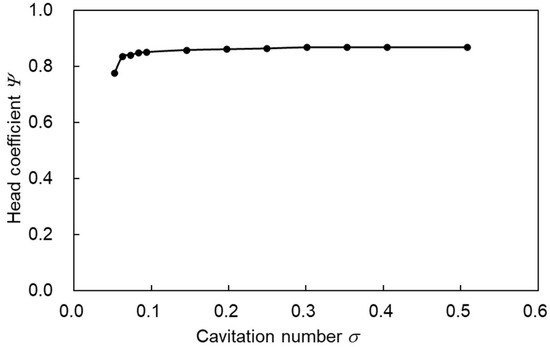
Figure 4.
NPSH test results for design flow rate.
H = total head;
u2 = peripheral velocity of impeller outlet;
g = gravity.
where
Ps = suction pressure;
Pv = saturation vapor pressure;
ρ = density.
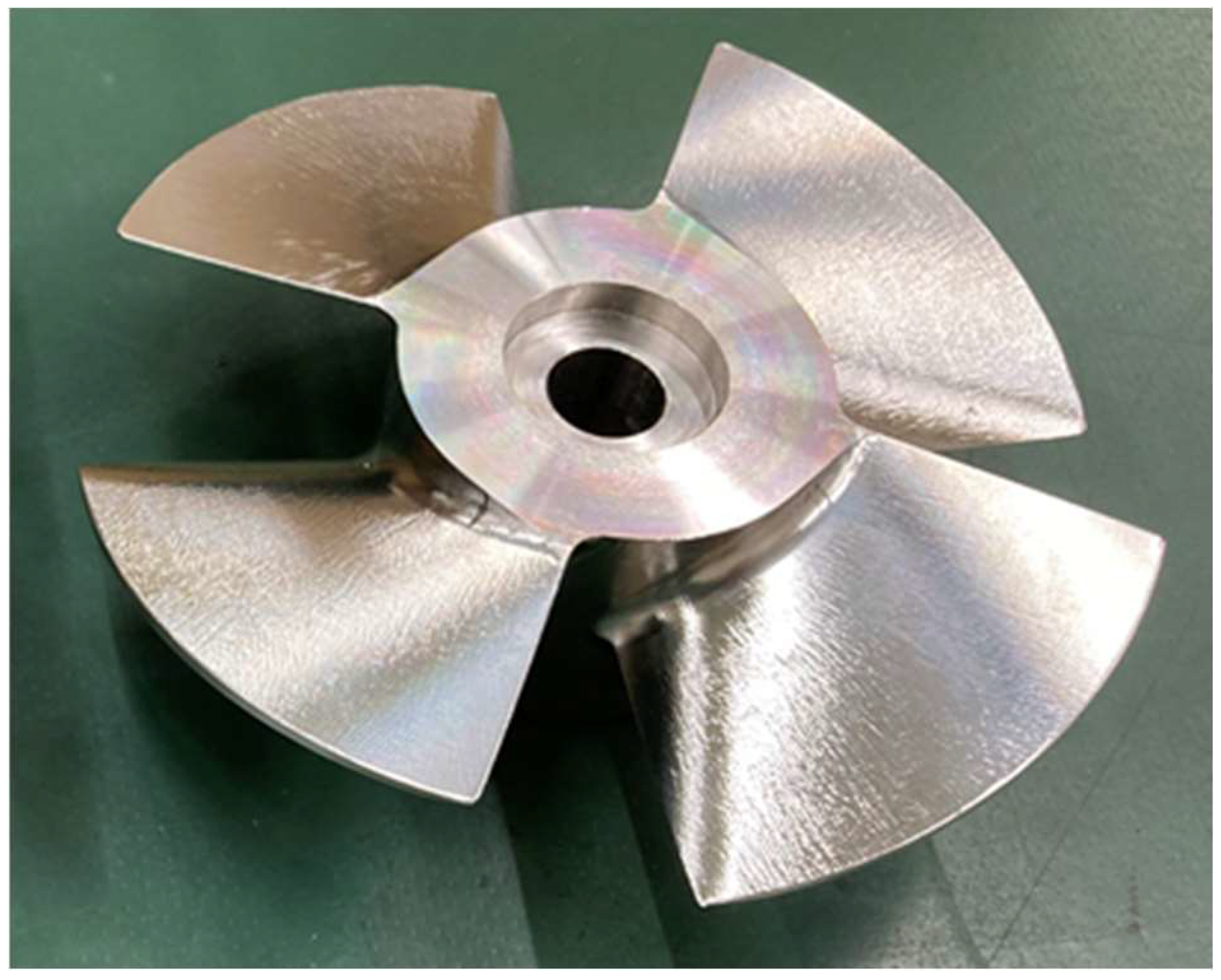
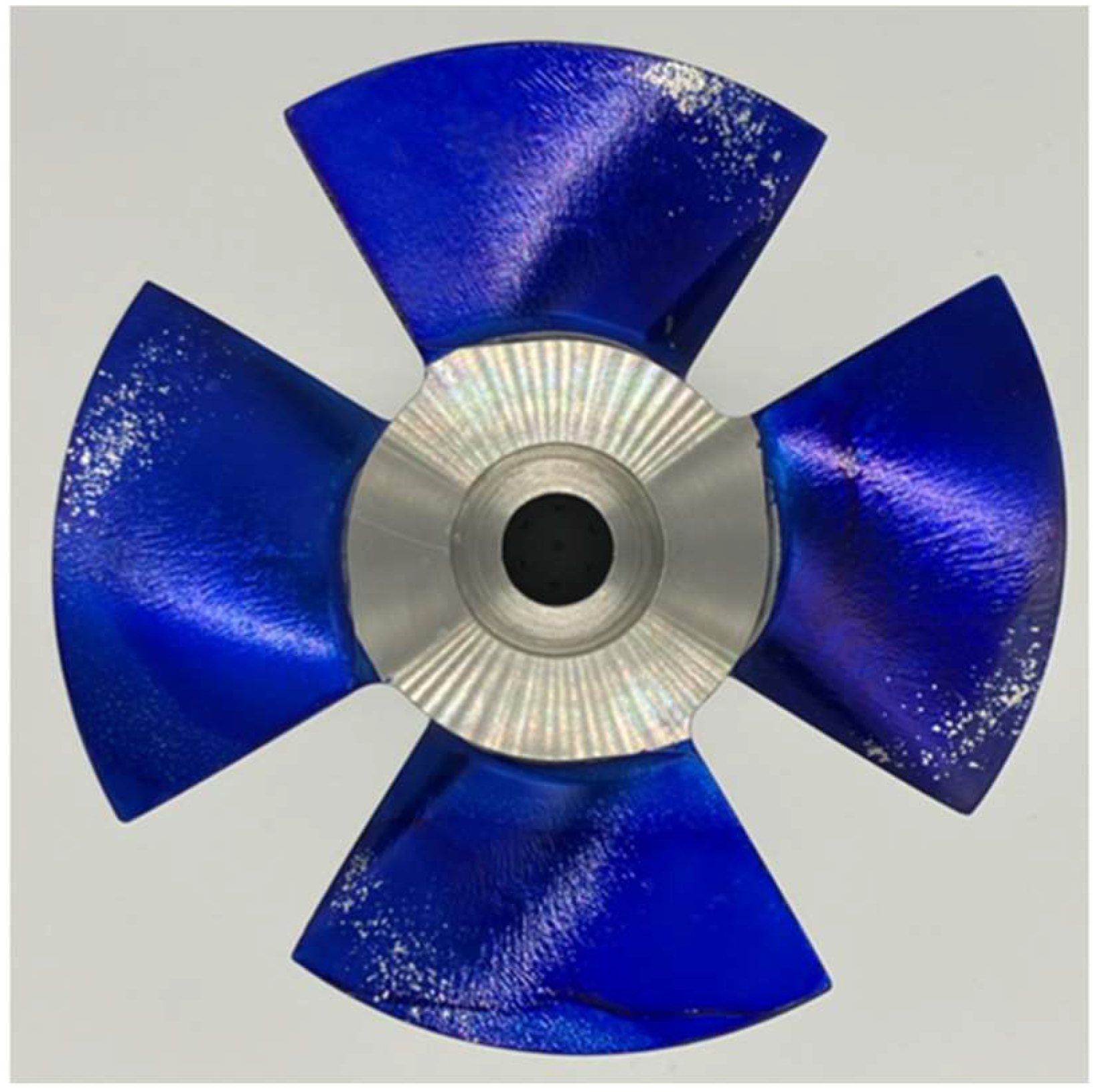
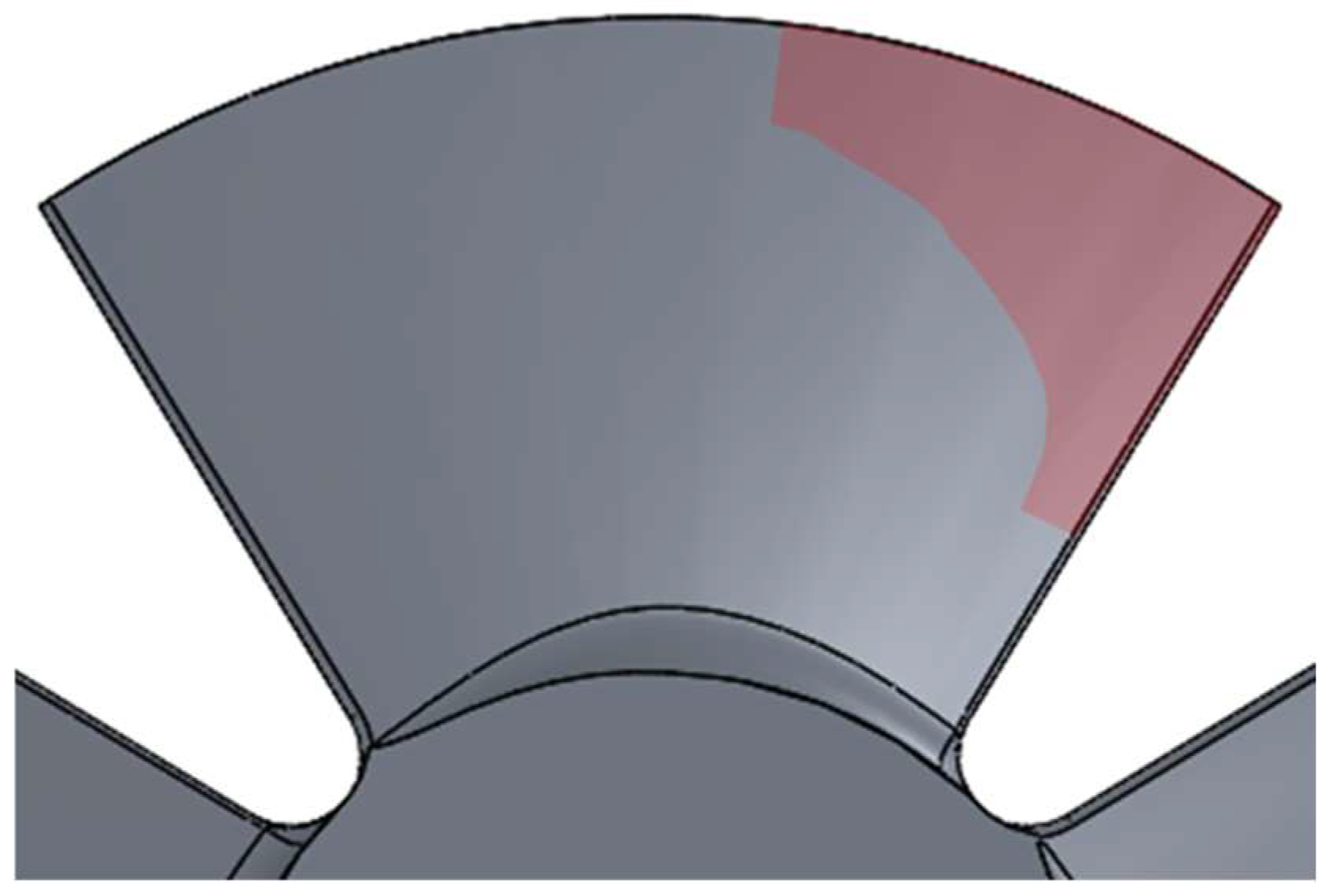
A decrease in the head coefficient can be observed by a lower cavitation number. This is due to the lower cavitation number, which leads to more cavitation development. As an example of the paint erosion test results, the appearance of the inducer after operation at cavitation number σ = 0.094 is shown in Figure 5. Figure 5 shows that although the degree of blue varnish peeling varies among the four blades, they are almost identical in terms of the peeling area. This trend is similar for other cavitation numbers σ. The blue varnish peeling occurs only on the negative pressure side and is not observed on the positive pressure side. The blue varnish peeling areas obtained in all paint erosion tests are summarized in the red region in Figure 6. Therefore, the red region in Figure 6 represents the area of the blades damaged by cavitation erosion.
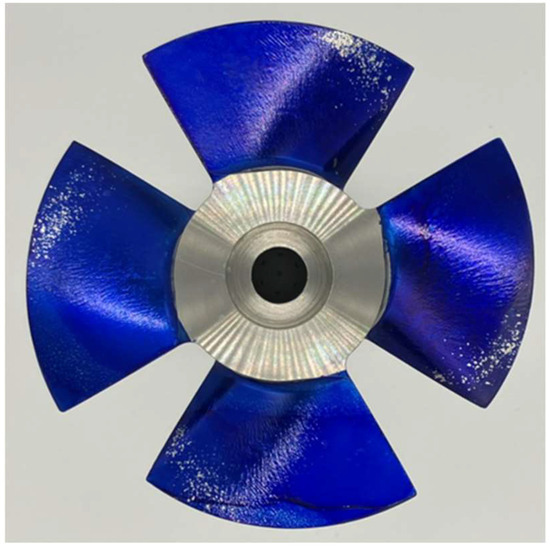
Figure 5.
Impeller after paint erosion test at cavitation number σ = 0.094.
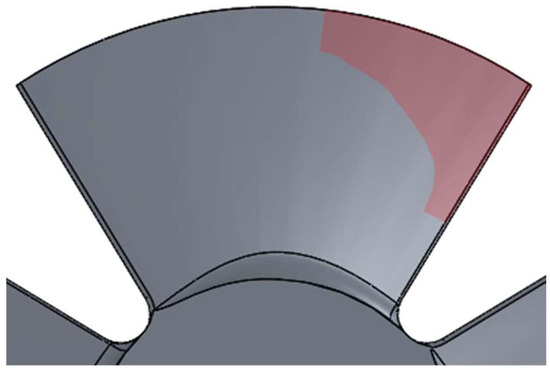
Figure 6.
Cavitation erosion blade (red area).
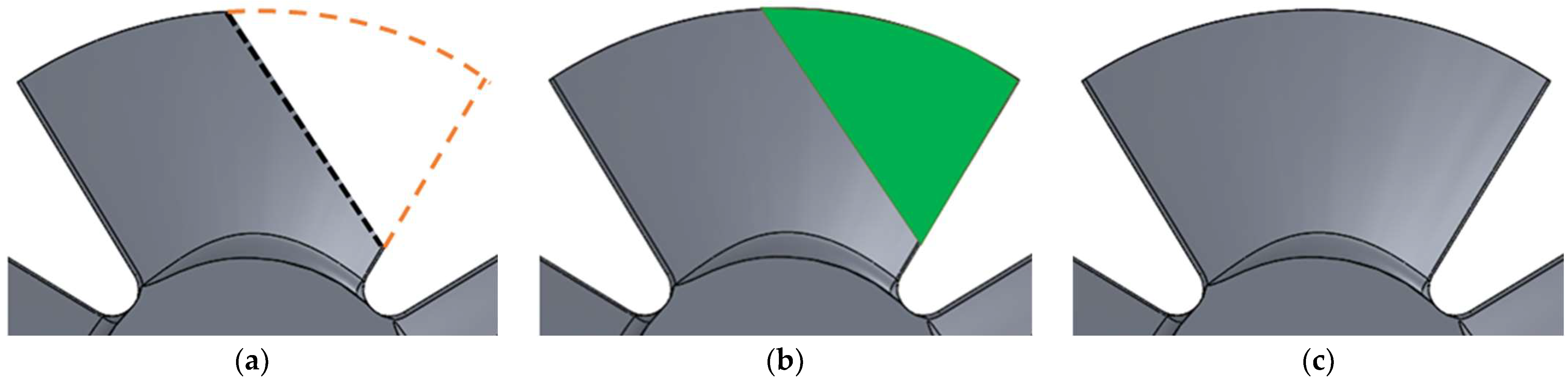
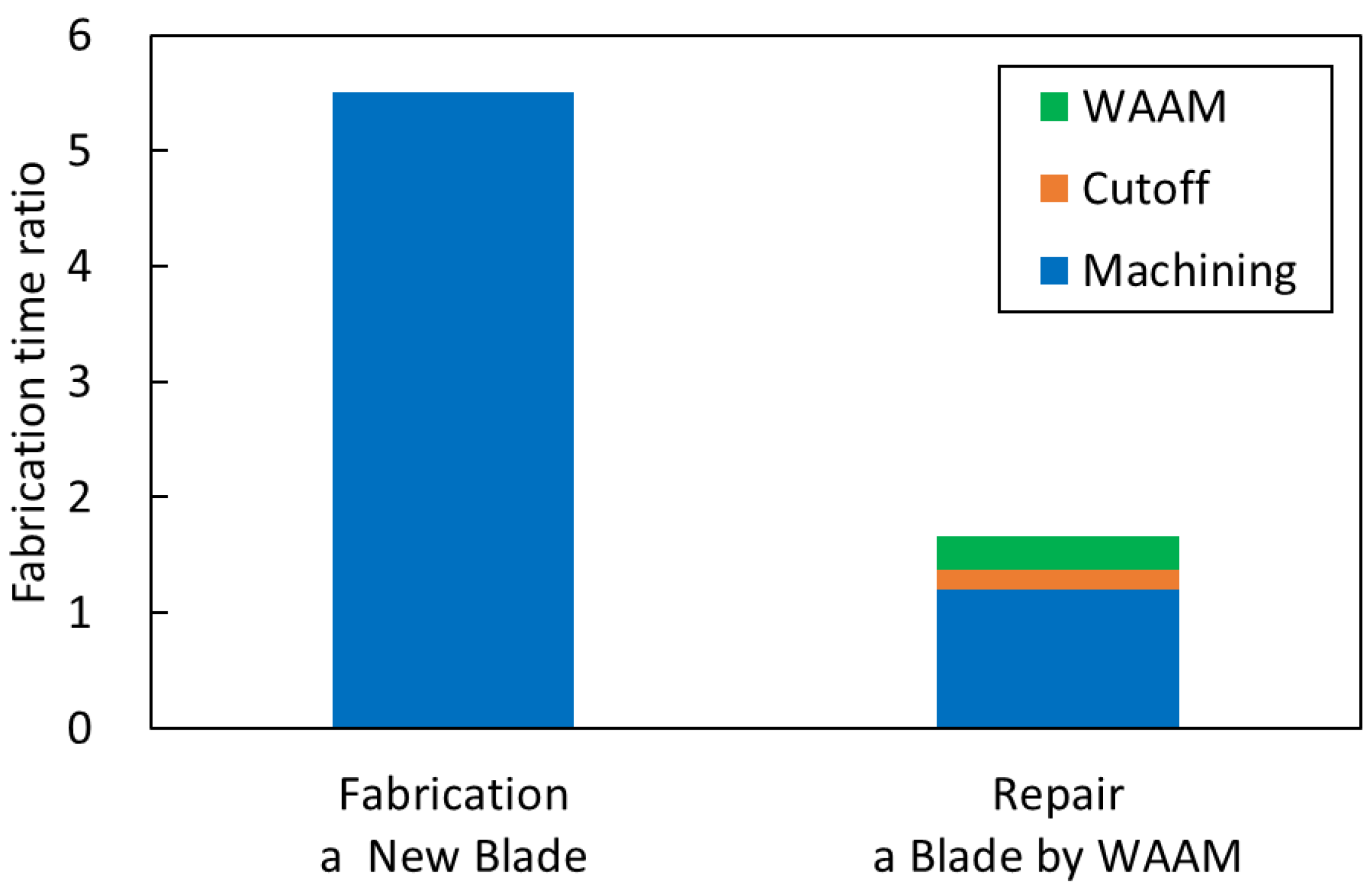
As a method of repairing the damaged area, the focus is on a method in which after cutting the damaged area, a near-net-shape vane corresponding to the cut area is reshaped by WAAM and finished by machining. Figure 7 presents an overview of the proposed repair method. To evaluate the usefulness of this repair method, an analysis of the fabrication time was conducted. In analyzing the fabrication time, the method for fabricating a blade shape from a round bar using only machining was used for comparison. The fabrication conditions for machining were the same as those in a previous study [9]. For example, for parts with a very small number of parts, such as one-of-a-kind items, fabrication by machining only is a common process in the industry. The results of comparing the fabrication time per blade are shown in Figure 8. The “Fabrication time ratio” on the vertical axis was calculated using the lamination time of a single near-net-shape blade by WAAM as 1. The application with WAAM achieves partial blade repair, which reduces the area to be finished by machining, resulting in a shorter fabrication time. Furthermore, even when including the time required for partial reshaping of near-net-shape blades by WAAM, the reduction in fabrication time is sufficient. In this case, the fabrication time was reduced by approximately 70% compared to the traditional process. Future work will include analyses of blade shapes and materials [12]. In addition, cost analysis and experimental evaluations are also necessary to clarify the industrial value of the process.
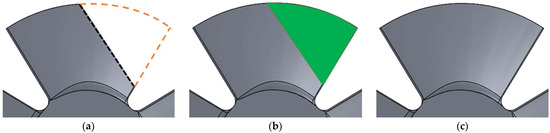
Figure 7.
Blade repair using WAAM: (a) cutoff cavitation erosion area (orange area); (b) fabrication of near-net-shape cutoff area using WAAM (green area); (c) finishing of the work.
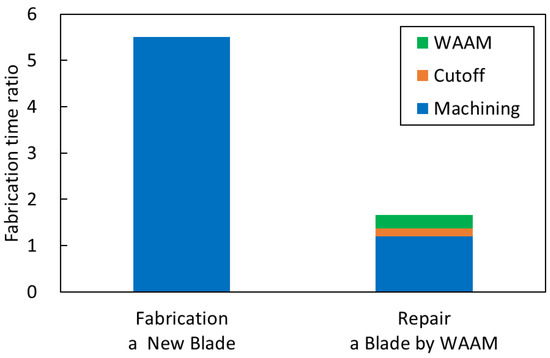
Figure 8.
Comparison between new blade fabrication and repair by WAAM.
4. Conclusions
This study evaluated the industrial value of applying fabrication processes by WAAM and machining to impeller repair. Paint erosion tests were conducted to determine the areas of damage to a blade caused by cavitation erosion. Then, an analysis of the blade repair time was conducted. The paint erosion test results showed experimentally that in operations at the design flow rate, cavitation erosion damage occurs only on the negative pressure surface of the blades of a fan-type inducer. Furthermore, the damage area of the blade due to cavitation erosion was clarified by summarizing the experimental results for several cavitation numbers. A comparison was presented between a newly fabricated blade and repair of the damaged area only by WAAM and machining. For the repair of blades damaged by cavitation erosion, partial repair of a blade by WAAM and machining can be performed in a shorter time than the fabrication of a new blade by machining. In this study, the blades were fabricated in an approximately 70% shorter fabrication time. In conclusion, a fabrication process using WAAM and machining is an option for impeller repair because of the industrial value that exists with respect to fabrication time. The application of WAAM to the fabrication process of industrial turbopumps has advantages not only in the manufacture of parts but also in the repair of such parts.
Funding
This research was conducted with a research fund from Nikkiso Co., Ltd.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The author thanks Masahiro Miyabe, Osaka institute of technology and Haruto Utsumi, graduate student for the cooperation of the paint erosion test.
Conflicts of Interest
This research was conducted with a research fund from Nikkiso Co., Ltd., which the author belongs to.
References
- Okada, T.; Iwai, Y. Cavitation erosion. JSME Int. J. Ser. 1 Solid Mech. Strength Mater. 1990, 33, 128–135. [Google Scholar] [CrossRef]
- Turbomachinery Society of Japan. TSJ G 001 Guideline for Prediction and Evaluation of Cavitation Erosion in Pumps; Japan Industrial Publishing: Tokyo, Japan, 2011. [Google Scholar]
- Iga, Y.; Ejiri, S.; Sakuta, M.; Nishigaki, N. Trouble Examples Due to Cavitation in Pumps 2. Turbomachinery 2024, 52, 258–266. (In Japanese) [Google Scholar]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire+ arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Chaturvedi, M.; Scutelnicu, E.; Rusu, C.C.; Mistodie, L.R.; Mihailescu, D.; Subbiah, A.V. Wire Arc Additive Manufacturing: Review on Recent Findings and Challenges in Industrial Applications and Materials Characterization. Metals 2021, 11, 939. [Google Scholar] [CrossRef]
- Vishnukumar, M.; Pramod, R.; Kannan, A.R. Wire arc additive manufacturing for repairing aluminium structures in marine applications. Mater. Lett. 2021, 299, 130112. [Google Scholar] [CrossRef]
- Lee, J.H.; Lee, C.M.; Kim, D.H. Repair of damaged parts using wire arc additive manufacturing in machine tools. J. Mater. Res. Technol. 2022, 16, 13–24. [Google Scholar] [CrossRef]
- Ghafoori, E.; Dahaghin, H.; Diao, C.; Pichler, N.; Li, L.; Ding, J.; Ganguly, S.; Williams, S. Metal 3D-Printing for Repair of Steel Structures. CE/Papers 2023, 6, 796–801. [Google Scholar] [CrossRef]
- Ejiri, S. Fan Type Inducer for a Centrifugal Pump by Wire Arc Additive Manufacturing and Machining. Int. J. Fluid Mach. Syst. 2023, 16, 184–191. [Google Scholar] [CrossRef]
- Utsumi, H.; Nakayama, S.; Ejiri, S.; Miyabe, M. Relationship between noise and cavitation at various cavitation numbers in fan type inducer blades of a centrifugal pump. In Proceedings of the INTER-NOISE and NOISE-CON Congress and Conference Proceedings, InterNoise23, Chiba, Japan, 20–23 August 2023. [Google Scholar] [CrossRef]
- JIS B 8301:2018; Rotodynamic Pumps-Hydraulic Performance Acceptance Tests-Grades 1, 2 and 3. Japanese Industrial Standards Committee: Tokyo, Japan, 2018.
- Ejiri, S. Study on Multi Material Axial Flow Impeller Manufacturing by Nickel Based Alloy and Stainless Steel using Wire Arc Additive Manufacturing. Turbomachinery 2024, 52, 367–373. (In Japanese) [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).