
Correlation Between Friction Time, Rotational Speed, and Mechanical Properties in Aluminum-Based Friction Welding Processes †



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Equipment and Experimental Setup
- Friction Welding Machine: The friction welding machine used was a custom-built rotary friction welding system, capable of controlled rotation speeds up to 3000 rpm and axial forces of up to 20 kN. The machine is equipped with a PLC-based control system (Siemens S7-1200, Munich, Germany) for precise parameter adjustments, including rotational speed, friction time, and axial force, allowing for high repeatability in the welding process.
- Lathe Machine: To ensure precise dimensions and surface finish of the specimens, a lathe machine (Brand: Haas ST-10, Oxnard, CA, USA) was used for machining the aluminum rods. The lathe offers high precision with a tolerance level of ±0.02 mm, ensuring uniformity in the dimensions of all specimens.
- Tensile Testing Machine: A Universal Testing Machine (Brand: Instron 5982, Norwood, MA, USA) with a load capacity of 100 kN was employed for tensile testing. The machine was equipped with Bluehill-2 software, which enabled automated data collection for maximum stress, strain, and elongation measurements. The crosshead speed was set to 1 mm/min for all tests to maintain consistency.
- Hardness Testing Machine: Vickers hardness testing was performed using a hardness tester (Brand: Mitutoyo HM-210, Kanagawa, Japan), with a load of 500 g and a dwell time of 10 s. This tester is capable of accurately measuring hardness values in the range of 5–1500 VHN, ensuring high-resolution data for evaluating the material’s hardness at different welding parameters.
- Microstructure Observation Equipment: Microstructural analysis was conducted using a Scanning Electron Microscope (SEM) with Energy Dispersive Spectroscopy (EDS) capabilities (Brand: JEOL JSM-IT500, Tokyo, Japan). The SEM was used to observe grain structure and analyze elemental distribution across the weld zone. The JEOL JSM-IT500 offers a resolution of 3 nm at 30 kV, allowing for detailed observation of microstructural changes.
2.3. Specimen Preparation
2.4. Friction Welding Process
- Rotational Speed: The 1450 rpm rotational speed was used for experimentation. This speed was selected based on prior studies showing optimal bonding characteristics in this range.
- Friction Time: The friction times tested were 3 s, 5 s, and 7 s, chosen to observe the effects of varying heat exposure on grain refinement and mechanical properties.
- Axial Force: A constant axial force of 10 kN was applied during the welding process to ensure consistent bonding pressure across all specimens.
2.5. Post-Weld Analysis
- Tensile Testing: The welded specimens were machined into standardized dog-bone shapes per ASTM E8 [19] requirements for tensile testing. Tensile tests were conducted on the Instron 5982 machine, and stress–strain curves were recorded to determine ultimate tensile strength (UTS), yield strength, and elongation.
- Hardness Testing: Hardness profiles were measured across the weld zone using the Mitutoyo HM-210 Vickers hardness tester. Indentations were made at intervals of 0.5 mm from the center of the weld outward, providing a hardness gradient across the weld interface.
- Microstructural Analysis: Samples for SEM analysis were sectioned from the welded specimens using an abrasive cutter (Brand: Buehler IsoMet 1000, Lake Bluff, IL, USA), then polished and etched with Keller’s reagent (2.5 mL HNO3, 1.5 mL HCl, 1 mL HF, and 95 mL H2O) to reveal grain boundaries. SEM images were taken at magnifications ranging from 500× to 5000× to capture detailed grain structure, while EDS was utilized to detect elemental distribution and confirm aluminum’s homogeneity at the weld interface.
3. Results and Discussion
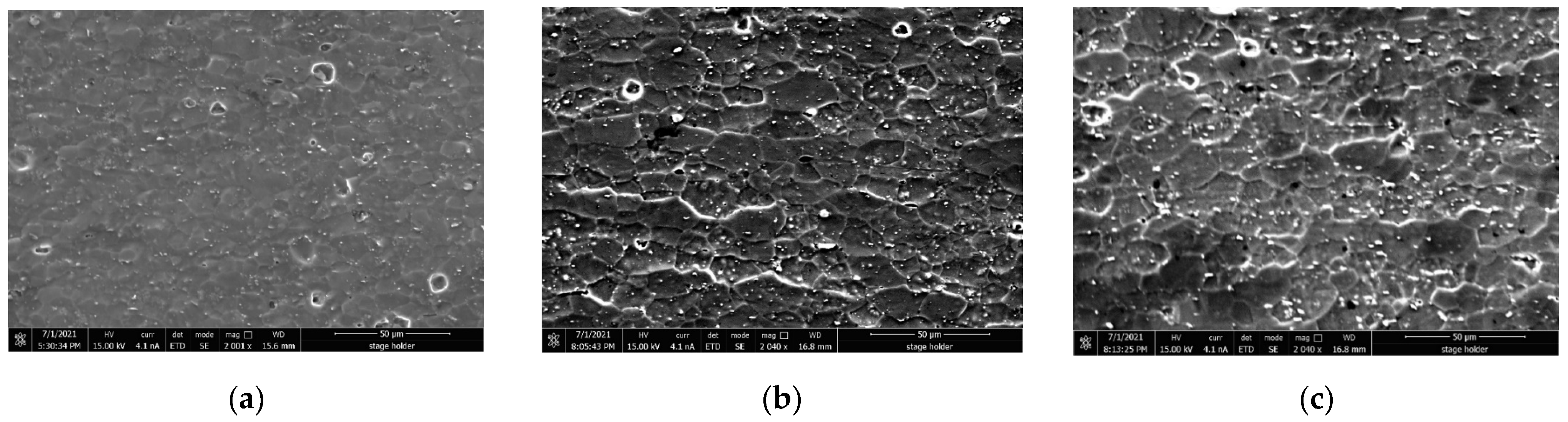
3.1. Microstructural Evolution and Grain Refinement
3.2. Material Mixing and Phase Distribution
3.3. Mechanical Properties: Strength, Hardness, and Ductility
3.4. Overall Trade-Offs and Practical Implications
3.5. Yield Strength and Ultimate Tensile Strength (UTS)
3.6. Ductility and Strain to Failure
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ahmed, M.M.Z.; Seleman, M.M.E.-S.; Fydrych, D.; Çam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Z.; Hu, Z.; Seet, H.L.; Liu, T.; Liao, W.; Ramamurty, U.; Nai, S.M.L. Recent progress on the additive manufacturing of aluminum alloys and aluminum matrix composites: Microstructure, properties, and applications. Int. J. Mach. Tools Manuf. 2023, 190, 104047. [Google Scholar] [CrossRef]
- Elsheikh, A.H. Applications of machine learning in friction stir welding: Prediction of joint properties, real-time control and tool failure diagnosis. Eng. Appl. Artif. Intell. 2023, 121, 105961. [Google Scholar] [CrossRef]
- Mirzadeh, H. Grain refinement of magnesium alloys by dynamic recrystallization (DRX): A review. J. Mater. Res. Technol. 2023, 25, 7050–7077. [Google Scholar] [CrossRef]
- Çam, G.; Javaheri, V.; Heidarzadeh, A. Advances in FSW and FSSW of dissimilar Al-alloy plates. J. Adhes. Sci. Technol. 2023, 37, 162–194. [Google Scholar] [CrossRef]
- Guo, Z.; Ma, T.; Yang, X.; Tao, J.; Li, J.; Li, W.; Vairis, A. In-situ investigation on dislocation slip concentrated fracture mechanism of linear friction welded dissimilar Ti17(α+β)/Ti17(β) titanium alloy joint. Mater. Sci. Eng. A 2023, 872, 144991. [Google Scholar] [CrossRef]
- Yang, J.; Oliveira, J.; Li, Y.; Tan, C.; Gao, C.; Zhao, Y.; Yu, Z. Laser techniques for dissimilar joining of aluminum alloys to steels: A critical review. J. Mech. Work. Technol. 2022, 301, 117443. [Google Scholar] [CrossRef]
- He, C.; Wei, J.; Li, Y.; Zhang, Z.; Tian, N.; Qin, G.; Zuo, L. Improvement of microstructure and fatigue performance of wire-arc additive manufactured 4043 aluminum alloy assisted by interlayer friction stir processing. J. Mater. Sci. Technol. 2023, 133, 183–194. [Google Scholar] [CrossRef]
- Ma, Y.; Chen, H.; Zhang, M.-X.; Addad, A.; Kong, Y.; Lezaack, M.B.; Gan, W.; Chen, Z.; Ji, G. Break through the strength-ductility trade-off dilemma in aluminum matrix composites via precipitation-assisted interface tailoring. Acta Mater. 2023, 242, 118470. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.; Robson, J.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Peng, P.; Zhang, T.; Liu, Q.; Yuan, S.-N.; Huang, L.-Y.; Yu, H.-L.; Qiao, K.; Wang, K.-S. Friction Stir Processing of Magnesium Alloys: A Review. Acta Met. Sin. Engl. Lett. 2020, 33, 43–57. [Google Scholar] [CrossRef]
- Zhai, M.; Wu, C.; Su, H. Influence of tool tilt angle on heat transfer and material flow in friction stir welding. J. Manuf. Process. 2020, 59, 98–112. [Google Scholar] [CrossRef]
- Li, J.; Li, Y.; Wang, F.; Meng, X.; Wan, L.; Dong, Z.; Huang, Y. Friction stir processing of high-entropy alloy reinforced aluminum matrix composites for mechanical properties enhancement. Mater. Sci. Eng. A 2020, 792, 139755. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Defect formation and material flow in Friction Stir Welding. Eur. J. Mech. A/Solids 2020, 80, 103912. [Google Scholar] [CrossRef]
- Boopathi, S. Experimental investigation and multi-objective optimization of cryogenic Friction-stir-welding of AA2014 and AZ31B alloys using MOORA technique. Mater. Today Commun. 2022, 33, 104937. [Google Scholar] [CrossRef]
- Sugito, B.; Hariyanto, A.; Anggono, A.D.; Subroto; Darmawan, A.S. Influence of tool speed on the friction stir welding joint of aluminium and steel with single weld line. IOP Conf. Ser. Mater. Sci. Eng. 2019, 674, 012064. [Google Scholar] [CrossRef]
- Darmawan, A.S.; Anggono, A.D.; Yulianto, A.; Febriantoko, B.W.; Masyrukan, M.; Ginta, T.L.; Hamid, A. Effect of Shielded Metal Arc Welding on Microstructure, Hardness, and Tensile Strength of Nodular Cast Iron. Adv. Sci. Technol. 2024, 141, 21–26. [Google Scholar]
- Riyadi, T.W.B.; Sarjito; Anggono, A.D.; Masyrukan; Eryawan, A. Effect of Ni underlayer thickness on the hardness and specific wear rate of Cu in the laminated Ni/Cu coatings produced by electroplating. AIP Conf. Proc. 2018, 1977, 030050. [Google Scholar] [CrossRef]
- ASTM E8/E8M-11; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2011.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Net Counts | Int. Cps/nA | Weight % | Atom % |
|---|---|---|---|---|
| C | 562 | 15.611 | 1.63 | 3.57 |
| O | 959 | 26.639 | 1.10 | 1.80 |
| Mg | 3244 | 90.111 | 0.72 | 0.78 |
| Al | 424,148 | 11,781.89 | 96.04 | 93.61 |
| Fe | 325 | 9.028 | 0.52 | 0.24 |
| Total | 100.00 | 100.00 |
| Element | Net Counts | Int. Cps/nA | Weight % | Atom % |
|---|---|---|---|---|
| C | 583 | 16.194 | 1.72 | 3.75 |
| O | 1065 | 29.583 | 1.24 | 2.03 |
| Mg | 3132 | 87.000 | 0.70 | 0.76 |
| Al | 417,353 | 11,593.14 | 95.89 | 93.25 |
| Fe | 278 | 7.722 | 0.45 | 0.21 |
| Total | 100.00 | 100.00 |
| Element | Net Counts | Int. Cps/nA | Weight % | Atom % |
|---|---|---|---|---|
| C | 475 | 13.194 | 1.44 | 3.16 |
| O | 799 | 22.194 | 0.95 | 1.57 |
| Mg | 2945 | 81.806 | 0.68 | 0.73 |
| Al | 409,146 | 11,365.17 | 96.35 | 94.26 |
| Fe | 354 | 9.833 | 0.58 | 0.28 |
| Total | 100.00 | 100.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sugito, B.; Anggono, A.D.; Darmawan, A.S.; Hariyanto, A. Correlation Between Friction Time, Rotational Speed, and Mechanical Properties in Aluminum-Based Friction Welding Processes. Eng. Proc. 2025, 84, 15. https://doi.org/10.3390/engproc2025084015
Sugito B, Anggono AD, Darmawan AS, Hariyanto A. Correlation Between Friction Time, Rotational Speed, and Mechanical Properties in Aluminum-Based Friction Welding Processes. Engineering Proceedings. 2025; 84(1):15. https://doi.org/10.3390/engproc2025084015
Chicago/Turabian StyleSugito, Bibit, Agus Dwi Anggono, Agung Setyo Darmawan, and Agus Hariyanto. 2025. "Correlation Between Friction Time, Rotational Speed, and Mechanical Properties in Aluminum-Based Friction Welding Processes" Engineering Proceedings 84, no. 1: 15. https://doi.org/10.3390/engproc2025084015
APA StyleSugito, B., Anggono, A. D., Darmawan, A. S., & Hariyanto, A. (2025). Correlation Between Friction Time, Rotational Speed, and Mechanical Properties in Aluminum-Based Friction Welding Processes. Engineering Proceedings, 84(1), 15. https://doi.org/10.3390/engproc2025084015