The possibility of using solid-state joining technologies, such as friction stir welding (FSW) and its variants, to perform dissimilar joints is one of the well know advantages of this class of processes, namely because they are impossible to be produced by other conventional welding processes due to the evident differences in physical and chemical properties of both materials. Relevant advances have been made over the last 20 years in this field. The material pairs that are mostly addressed in the literature are based on systems involving aluminum alloys and other metallic and non-metallic materials. Indeed, with the upgraded interest in this technology concerning specific engineering applications, some specific material combinations such as aluminum-to-copper (Al-Cu) and aluminum-to-ferrous alloys (Al-Fe) have become relevant. However, the research about some material pairs is still scarce or inexistent.
Stainless-steel is recognized due to its strength, corrosion resistance and poor electrical and heat conductivities. On the other hand, copper is known by the high capacity of conducting heat and electricity and its moderate mechanical strength. The need for joining these two materials is usually driven by giving to a stainless-steel component the ability to transfer heat along its surface through a copper-welded part. However, the use of a conventional joining process will not allow to produce the desired component due to the strong differences in mechanical and physical properties of these materials. In fact, similarly to what occurs in Al-Cu and Al-Fe joining, FSW and related processes are those that can mitigate the technical difficulties raised from the use of a conventional welding process. Being a rare subject in literature, the feasibility of stainless-steel to copper (SS-Cu) friction stir spot welds (FSSW) will be studied in this work.
Several welds were performed by FSSW and analyzed. The use of a lap joint design regards the application point of view. The base materials used to perform the welds, supplied in 1 mm-thick plates, were AISI 304 stainless-steel and Cu-DHP copper alloy. Chemical composition and physical properties of both materials are shown in
Table 1 and
Table 2, respectively. Strong differences can be depicted from the information displayed in these tables. In fact, besides the evident discrepancy in chemical composition, the relevant differences in thermal conductivity are also noticeable.
To study the feasibility of joining these two materials, several dissimilar lap spot welds were performed, using pinless FSSW. In this variant, the use of a pinless tool promotes the joining of both materials without the conventional flow mechanisms occurring during FSW [
5]. In fact, according to Gomes-Andrade et al. [
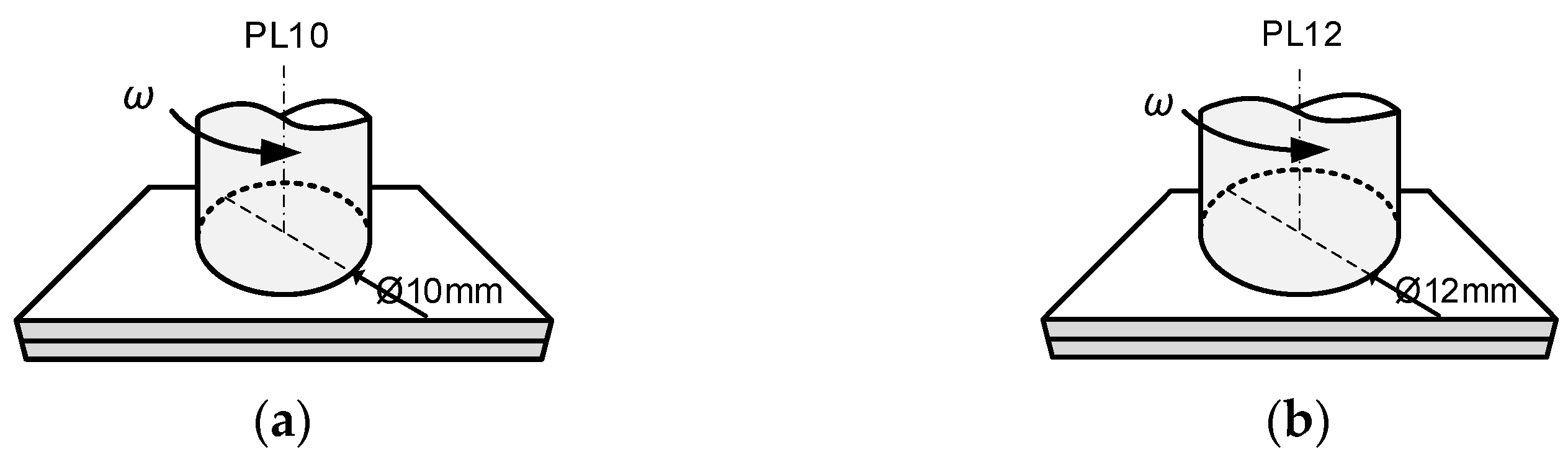
6], in spot welding (FSSW), this variant can eliminate the process susceptibility for forming material flow-based discontinuities, which strongly affect the joint strength. The tools used to produce the weld trials are shown schematically in
Figure 1. The tested tools are differentiated by their diameter, i.e., 10 and 12 mm.
Besides the tool diameters and base material relative positioning, weld trials were produced with varying rotational speed (ω) and stabilization time (t
s). The process parameters are described in
Table 3.
After their production, weld trials were submitted to visual inspection to detect the presence of macro-defects. Additionally, smaller, micro-dimensional discontinuities were depicted from the cross-section’s observation performed by optical and electronic microscopy.
The first observations revealed a strong influence of base material positioning. In fact, none of the trials performed with copper as the top plate presented joint consistency after the process. For all tested conditions, both plates separated immediately after unfastening the holding grips. On the other hand, some of SS-Cu welds presented consistency after the process. Some trend was revealed, specifically, joint consistency was obtained for those welds performed with higher amount of stabilization time (60 s), regardless of the rotational speed.
Since the main joining mechanism in pinless FSSW is the diffusion of material between the two plates, it was possible to conclude that the material relative positioning and the stabilization time directly affect the diffusion conditions. If a copper plate is at the top of the joint, despite the higher temperatures promoted by higher rotational speeds and higher values of stabilization time, there is always a strong heat dissipation during the process because of the much higher thermal conductivity of this material comparing to stainless steel (388 vs. 16 W/m·K). This heat dissipation will disable the requirements to promote good diffusion conditions. On the other hand, by positioning the SS plate at the top of the joint, dissipation will be reduced and conditions for atomic diffusion will occur for a longer time at higher temperatures, i.e., higher rotational speeds and stabilization times, which results in the production of sound SS/Cu welds.
Author Contributions
Conceptualization, I.G., C.L., R.M.L., T.M.; methodology, D.T., I.G., C.L., R.M.L.; formal analysis, D.T., I.G., C.L., R.M.L., T.M.; investigation, D.T., I.G., C.L., R.M.L., T.M.; resources, I.G., C.L., R.M.L.; writing—original draft preparation, D.T., C.L., I.G., R.M.L., T.M.; writing—review and editing, D.T., C.L., I.G., R.M.L., T.M.; supervision, I.G., C.L.; project administration, I.G., C.L., R.M.L.; funding acquisition, I.G., C.L., R.M.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research is sponsored by FEDER funds through the program COMPETE—Programa Operacional Factores de Competitividade, by national funds through FCT—Fundação para a Ciência e a Tecnologia, under the project UIDB/00285/2020, and by Instituto Politécnico de Lisboa funds, under the project IPL/2021/SSWeld_ISEL.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to belonging to an ongoing research work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- ASM International Handbook Committee. ASM Handbook, Volume 01-Properties and Selection: Irons, Steels, and High-Performance Alloys; ASM International: Almere, The Netherlands, 1990. [Google Scholar]
- ASM International Handbook Committee. ASM Handbook, Volume 02-Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Almere, The Netherlands, 1990. [Google Scholar]
- Lingadurai, K.; Nagasivamuni, B.; Muthu Kamatchi, M.; Palavesam, J. Selection of wire electrical discharge machining process parameters on stainless steel AISI grade-304 using design of experiments approach. J. Inst. Eng. Ser. C 2012, 93, 163–170. [Google Scholar] [CrossRef]
- Iordache, M.D.; Badulescu, C.; Diakhate, M.; Constantin, M.A.; Nitu, E.L.; Demmouche, Y.; Dhondt, M.; Negrea, D. A numerical strategy to identify the FSW process optimal parameters of a butt-welded joint of quasi-pure copper plates: Modeling and experimental validation. Int. J. Adv. Manuf. Technol. 2021, 115, 2505–2520. [Google Scholar] [CrossRef]
- Mira-Aguiar, T.; Verdera, D.; Leitão, C.; Rodrigues, D.M. Tool assisted friction welding: A FSW related technique for the linear lap welding of very thin steel plates. J. Mater. Process. Technol. 2016, 238, 73–80. [Google Scholar] [CrossRef]
- Andrade, D.G.; Leitão, C.; Rodrigues, D.M. Properties of lap welds in low carbon galvanized steel produced by tool assisted friction welding. J. Mater. Process. Technol. 2018, 260, 77–86. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).








{kind=link}