1. Introduction
Limited resources and increased environmental concerns have raised the question of sustainable plastic solutions in recent decades. While it is clear that for a modern, safe and reliable society, plastics are an imperative part, be it in packaging, construction, electric consumer goods or medical care, just to name a few, we also need to think about efficient and responsible use of resources to reduce our impact on the environment. With plastic materials, an approach frequently taken is to modify the properties by fillers and reinforcements. Here, typical fillers are often mineral-based, such as calcium carbonate or talc, to name just a couple of examples. These offer good thermal stability as well as some reinforcement, but also show rather high density and are nonrenewable. To overcome these drawbacks, biobased fillers can be considered.
One common approach for biobased fillers is to use wood particles (i.e., sawdust) as a reinforcement in plastics. This has been studied for several decades, as wood particles are a by-product from wood mills, which produce such products as thermomechanical pulp or short bleached cellulose fibers for various applications. Studies investigating the effect of particle size and filler content on the properties of such wood plastic composites are abundant: examples are the work of Stark and Berger [
1], but also Bledzki and Faruk investigated this, besides the influence of coupling agents and processing [
2,
3]. Other researchers looked into wood surface modification [
4,
5], thermal stability [
6] and fracture mechanics [
7,
8] Although having been investigated for quite some time now, there is still research interest, as new additives [
9] and new material sources [
10] are investigated for improved composite performance.
Although already well investigated, wood particles also exhibit some drawbacks—less in a technical sense, but in terms of availability. Hardwood or softwood species are not readily available everywhere in the world, which limits their use. In addition, wood particles are often used to produce compacted pellets that are then used for heating, which also limits availability. For this reason, various other lignocellulosic materials have been investigated, e.g., sisal [
11], hemp, or flax [
12,
13]. These are typically more difficult to process, as these short fibers show unfavorable bulk density and are typically not free-flowing, making them more demanding to be dosed into polymer processing equipment such as extruders for mixing. Additionally, the by-products from fiber production are often not short fibers, but husks and other plant parts with high silica content, which leads to increased abrasion on processing machinery, making these fibers of limited suitability.
Another, rather overlooked, materials stream, a by-product from agricultural production, are pits or stones from fruits. These are typically a waste stream from fruit processing, and have only rarely been used to yield oils, seeds or other components as food ingredients. One by-product here is the shell of the pit, which could be an interesting side stream to be utilized as a lignocellulosic filler. These materials would be readily available, as a yearly amount of approx. 500,000 tons of pits remain unutilized in the food industry [
14].
Only a small number of investigations have been carried in recent years in this field. One work investigated flour from olive pits, walnut shells and cherry pits in PLA, where 40 wt% of the different flours were incorporated in PLA. They found some improvement in the tensile modulus with incorporating walnut shell and cherry pit flour, but a reduction in elongation at break. With the olive pit flour, some reduction in viscosity as well as elastic modulus was found, which the authors attributed to compatibility with the matrix [
15]. Another study investigated peach and cherry stone particles in polypropylene at a loading of 50 wt%. They found that the incorporation reduced most of the mechanical properties, at least for the coarse particles, while there was some reinforcement found in tensile and flexural properties with the finer particles. The particles performed less well than the wood particles, which are also investigated in this paper [
16]. One component that was not added in this work was a compatibilizer, which is usually used in polypropylene composites with cellulose reinforcement to improve the interaction between the matrix and the fibers. These compatibilizers are predominantly maleic anhydride grafted polypropylenes, where the anhydride function can interact with the cellulose hydroxyl groups by forming covalent or hydrogen bonds, and due to these bonds, mechanical properties such as composite tensile strength improve. Another work on olive pits incorporating compatibilizer found similar results to the study mentioned above, but showing some beneficial effects of the compatibilizer. In that case, a recycled polypropylene was used as the matrix, and adding the compatibilizer showed a positive effect on the unreinforced polypropylene [
17]. Therefore, the question remains if a compatibilizer would also improve the composite properties for cherry pits. Fruit pits were not only investigated in polymers but also in concrete, but in that case more for the capability to reduce the thermal conductivity of the concrete and not for any mechanical improvement or adhesion properties between the concrete and the pits [
18].
Although not a lot of investigations have been carried out, there seems to be some potential to utilize pit particles in thermoplastic composites. To assess the reinforcement, a comparison with well-investigated particles, i.e., wood particles of comparable size, would be our approach, to investigate the effects of chemical composition on the interactions of pit particles and the matrix. Additionally, the range of reinforcement content presented in the literature is limited, so we wanted to investigate potential reinforcing effects over a broader range of cherry pit particle share, as these also can help the interpretation of the results. Therefore, the aim of this work was to investigate the reinforcement capabilities of cherry pit particles in polypropylene and compare the effects found with the performance of regular softwood particles in the same matrix as the benchmark in this field. The main focus of the investigation was the effect of the cherry pit particle loading, i.e., up to 50 wt% in the composite, and the addition of a maleic anhydride grafted polypropylene to improve the interaction between the particles and the matrix. This should help to assess the potential of cherry pit particles as reinforcement for thermoplastic polymers.
2. Materials and Methods
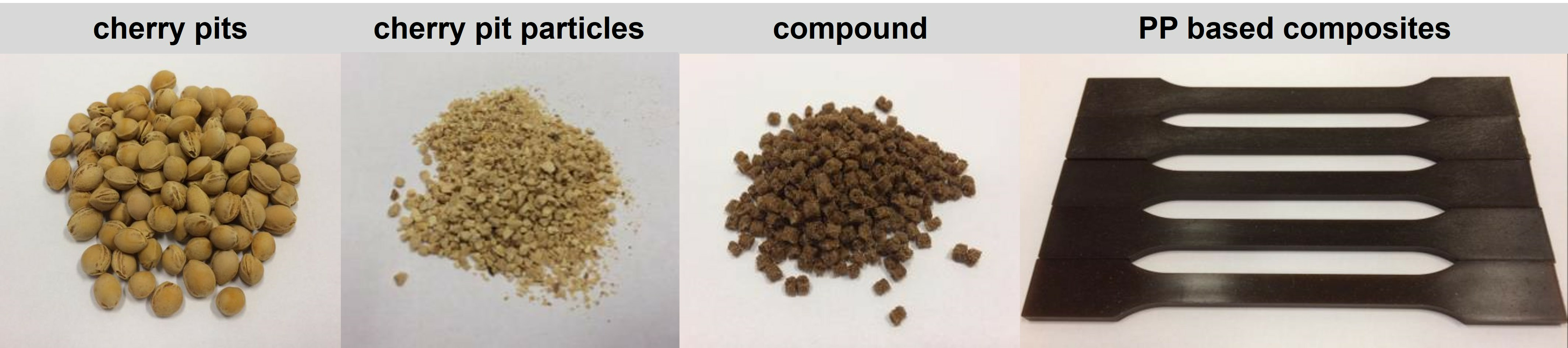
As reinforcements, cherry pits and wood flour were chosen, the latter as a reference reinforcement. Wood particles were softwood-grade Arbocel C320 from J. Rettenmaier and Sons, Rosenberg, Germany. Precleaned and dried cherry pits were ordered online (Lagento GmbH, Schwalmstadt, Germany). The pits were milled down from their original size (several millimeters) with a rotational mill (Pulverisette 14, Fritsch GmbH, Idar-Oberstein, Germany) equipped with a 1 mm sieve insert and a cyclone to collect the milled particles. The polymer matrix was a general purpose polypropylene homopolymer (HD120MO, supplied by Borealis, Austria) with a melt flow rate of 8 g/10 min at 230 °C and 2.16 kg piston weight. This grade was chosen due to its universal applicability for different processing routes. To improve interaction between the matrix and the reinforcements, a maleic anhydride grafted polypropylene (Scona TPPP8112FA, BYK Kometra, Schkopau, Germany) with 1.4 wt% of maleic anhydride and a melt flow rate of approx. 80 g/10 min at 190 °C and 2.16 kg piston weight. The compatibilizer was added at 1/10 of the reinforcement in each composite, e.g., for a composite containing 40 wt% of wood particles, we added 4 wt% of compatibilizer.
The particle size distribution of the samples was determined by a Horiba Partica LA-950V2 laser diffraction particle size analyzer, in wet mode (carrier fluid: ethanol). At least three parallel measurements were done for each test series. Micrographs of the particles were recorded with a stereomicroscope (Stemi, Zeiss, Jena, Germany) under reflected light. Thermogravimetric analysis was carried out on the wood particles and the cherry pit particles in accordance with ISO-11358 (TGA2, Mettler-Toledo, Columbus, OH, USA) under nitrogen flow in a temperature range of 50 to 550 °C with a heating rate of 10 °C/min. Sample weight was approx. 10 mg, weighed exactly into aluminum oxide crucibles. Two replicates were measured per material. To determine any hexane soluble components, a Soxhlet extraction was run on the cherry pit particles. Particles (1 g) were weighed in the glass fiber filter sleeve and topped off with glass wool. Then, the sleeve was set into the Soxhlet extractor, and the extraction was run with 100 mL hexane (reagent grade, VWR, Vienna, Austria) for 4 h, and after a subsequent drying step, the weight difference was recorded. The hexane was then evaporated (Rotovapor device) to about 5 mL residue to obtain a concentrate. This concentrate was poured out on an aluminum foil pan and then the residual hexane was evaporated off in a vacuum oven at 80 °C for 2 h. The obtained residue was then investigated by infrared spectroscopy (Spectrum 2, PerkinElmer, Waltham, MA, USA, equipped with an ATR-device) to determine its chemical composition.
From the different materials, compounds were produced by means of a co-rotating 24 mm twin screw extruder (TSE24MC, ThermoPrism, Karlsruhe, Germany), with a processing length of 40 L/D, a throughput of 10 kg/h at a screw speed of 400 rpm and a maximum barrel temperature of 210 °C. The extruded strands were cooled down in a water bath and afterwards cut to 4 mm-long granules by a strand cutter, and then dried in drying hoppers (Luxor 120, Motan, Konstanz, Germany) at 80 °C for at least 4 h. These compounds were injection molded (Victory 80, Engel, Schwertberg, Austria) with a maximum barrel temperature of 210 °C and a mold temperature of 40 °C to retrieve universal test specimens (specimen geometry according to ISO-527). Before further material characterization was carried out, the specimens were stored in standard climate (23 °C, 50% r.h., KBF 720, Binder, Tuttlingen, Germany) for at least 96 h to ensure cooling and post-crystallization of the samples.
Tensile properties were recorded in accordance with ISO-527 with a crosshead speed of 1 mm/min until the determination of the elastic modulus and afterwards with 5 mm/min until the break of the samples on a 20 kN universal test machine (Z020, Zwick-Roell, Ulm, Germany). For each sample series, 5 replicates were tested. For acoustic emission tests, universal test specimens were subjected to tensile loading in an Instron 5566 (Instron Co., Norwood, MA, USA) at a crosshead speed of 5 mm/min and 115 mm gauge length. Acoustic emissions were recorded by microphones (Sensophone AED, Budapest, Hungary) attached to the surface of the specimens with rubber bands. Unnotched Charpy impact properties were recorded on prismatic specimen (80 × 10 × 4 mm3) punched out from the parallel part of the universal test specimen in accordance with ISO-179 on a pendulum impact tester (5113.300, Zwick-Roell, Ulm, Germany). Per sample series, 5 replicates were tested. Melt flow rate in accordance with ISO-1133 was determined for the produced granules with a flow test device (4106, Zwick-Roell, Ulm, Germany) at 230 °C and 2.16 kg piston weight after predrying the material at 80 °C for at least 4 h. Three replicates were measured per sample. The density of the composites was recorded in accordance with ISO-1183 (density kit YDK01 on an AX224 balance, both Sartorius, Göttingen, Germany), with ethanol as an immersion liquid. Five replicates were measured per sample.
For scanning electron microscopy observations, universal test specimens were double-notched, i.e., 1 mm-deep V-notches on opposite sides, and broken after they were submerged in liquid nitrogen for a short time. SEM (Vega II, Tescan, Brno, Czech Republic) was used for taking the micrographs after sputtering the fracture surface with gold to prevent electric charges.
3. Results and Discussion
To investigate the general suitability of the cherry pit particles (CPP) to be incorporated in polypropylene, thermogravimetric analysis was carried out to check the thermal stability. As can be seen from
Figure 1, the CPP are showing an initial mass loss around 100 °C, presumably due to the evaporation of water, and are stable after that up to 220 °C. This temperature is within the processing temperature range of polypropylene (190–250 °C), but also taking short residence times into account, the CPP should be processable without any further issues. Additionally, the TGA curve for CPP looks very similar to the one of softwood, which is known from experience to be processable with polypropylene when keeping the process temperature on the lower end of the processing window.
In the following paragraphs, the mechanical properties of CPP composites are discussed. We are aware that composite properties should be interpreted on a volume fraction basis, but as the CPP and the wood particles (WP) exhibit similar density, we chose to keep the weight fractions as a simplification.
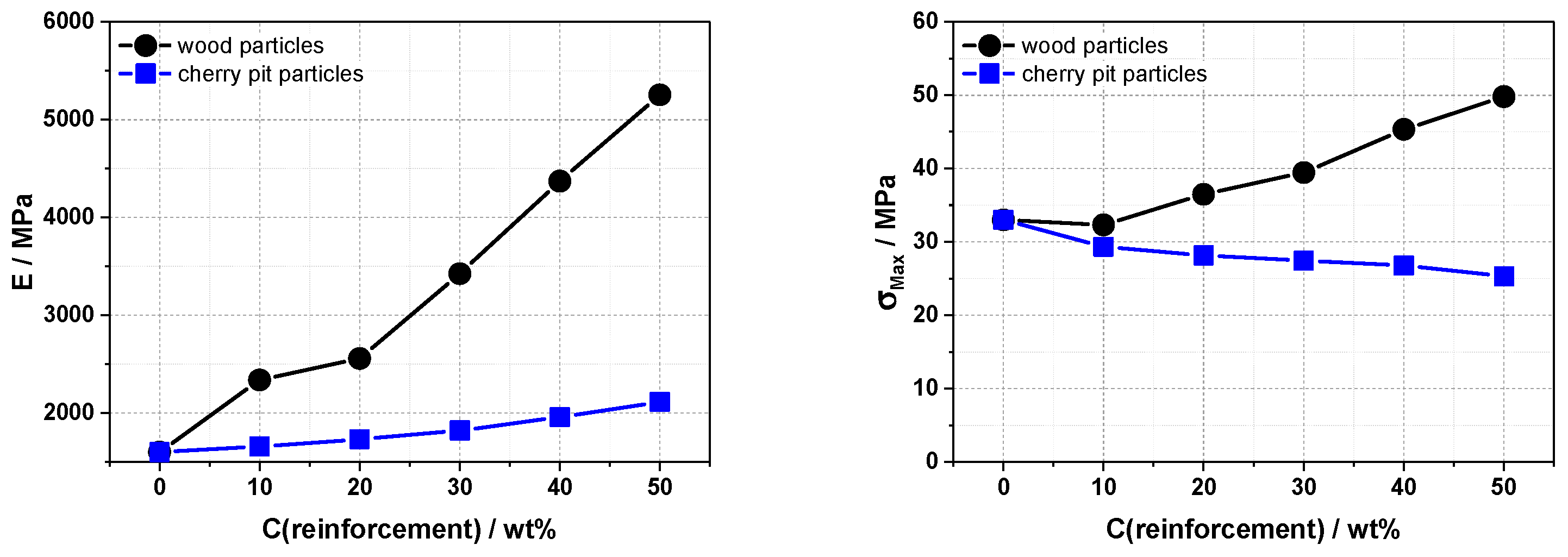
Looking at the mechanical properties of the CPP composites, one can see that the elastic modulus (
Figure 2) is increasing with increasing reinforcement content. This is to be expected, as the CPP is a solid material that exhibits higher elastic moduli than the polymer matrix. Comparing these with the data for the WP composites, one can see that the increase with CPP is much lower, resulting in an elastic modulus of about 2100 MPa at 50 wt% loading compared to over 5000 MPa at the same loading for wood particles. This cannot be accounted for by particle size, as the particle size measurements (
Table 1) show a volume-weighted mean diameter D (4,3) of 333 µm for CPP, while the WP exhibits 468 µm. These values are similar, and looking at the other results from the particle size distribution measurements, one can see that the CPP exhibits a share of smaller particles, as the d
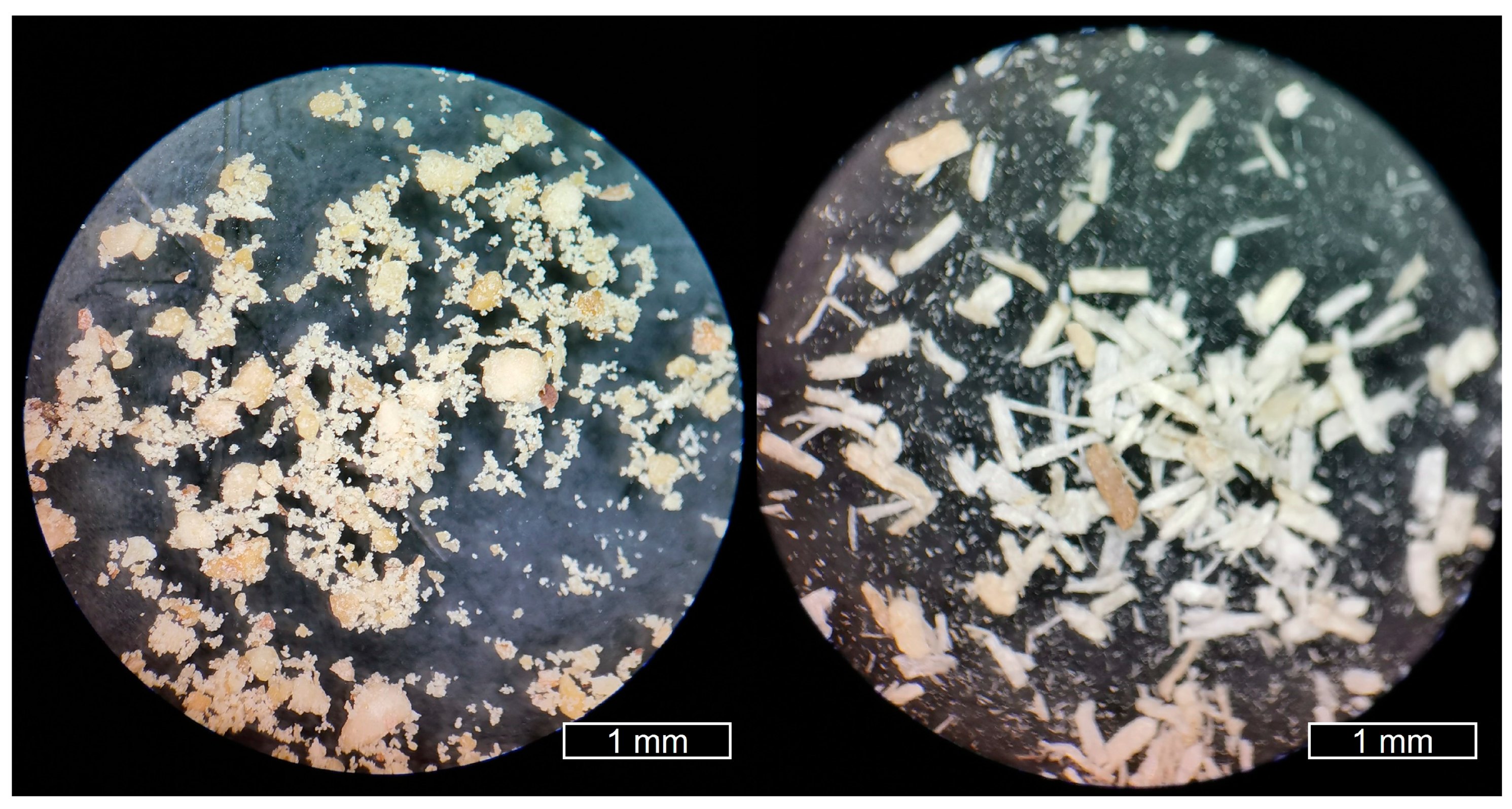
0.1 gives a smaller value. Additionally, as shown in
Figure 3, the particles exhibit a smaller aspect ratio, but this difference should not give rise to such a difference in elastic modulus, as many of the particles still exhibit some elongated shape, in contrast to completely spherical particles.
The tensile strength of the CPP composites shows a decrease with increasing reinforcement content (
Figure 2). As the CPP exhibits an elongated shape, this indicates that the transfer of force through the interface at higher elongations is somehow disturbed. This cannot be due to the particle size itself, as we can see different behavior with the WP, where an increase is found with increasing reinforcement content. Additionally, we used maleic anhydride grafted polypropylene as a compatibilizer to ensure the interaction between the polypropylene matrix and the particles, which works well in our experience and has also been reported in the literature numerous times to improve the interaction between cellulosic fillers and the polymer matrix. To further investigate that effect, tensile tests with an acoustic emission sensor were carried out to examine the micromechanical behavior of the CPP composites.
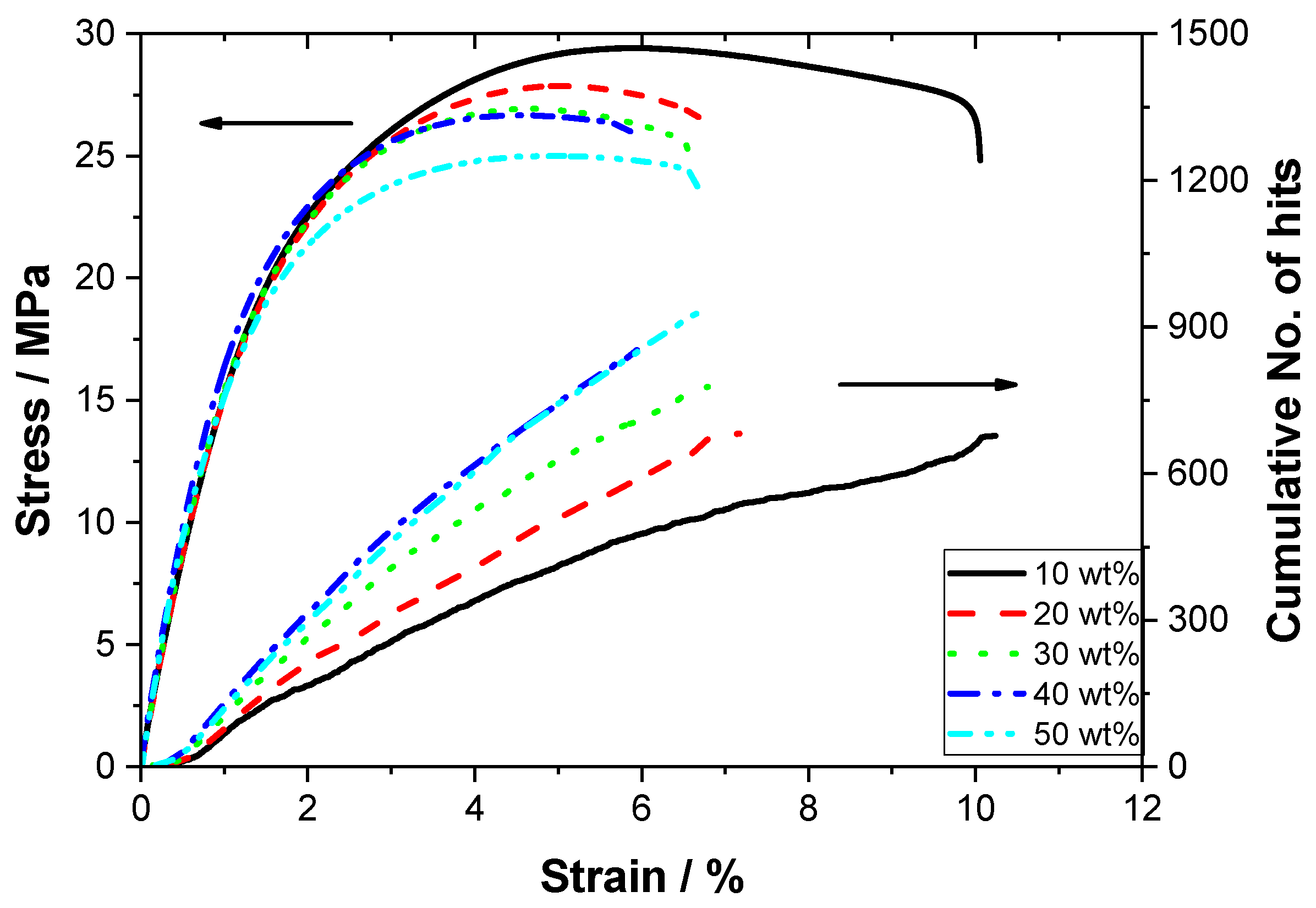
From the acoustic emission (
Figure 4), we can see that the cumulative number of hits, i.e., the recorded sound events, increase with increasing reinforcement content. This is to be expected, as with more reinforcement, more particles and therefore more interfaces are present, which can initiate a sound emission by mechanisms such as debonding, pullout or fracture. Another remarkable point seen from these curves is the fact that the signals start at low strain, i.e., below 0.5%, thus indicating a weak interfacial interaction. Usually, for WP composites with a compatibilizer, the interface is stronger and signals are generated at higher strains [
19,
20]. This weak interaction explains the reduction in tensile strength, which also means that the compatibilizer is not interacting properly with the CPP. This behavior also explains to some extent the relatively low increase in elastic modulus, as the initial deformations for the signals will start well below 0.5% strain, thus interfering with elastic modulus determination as well.
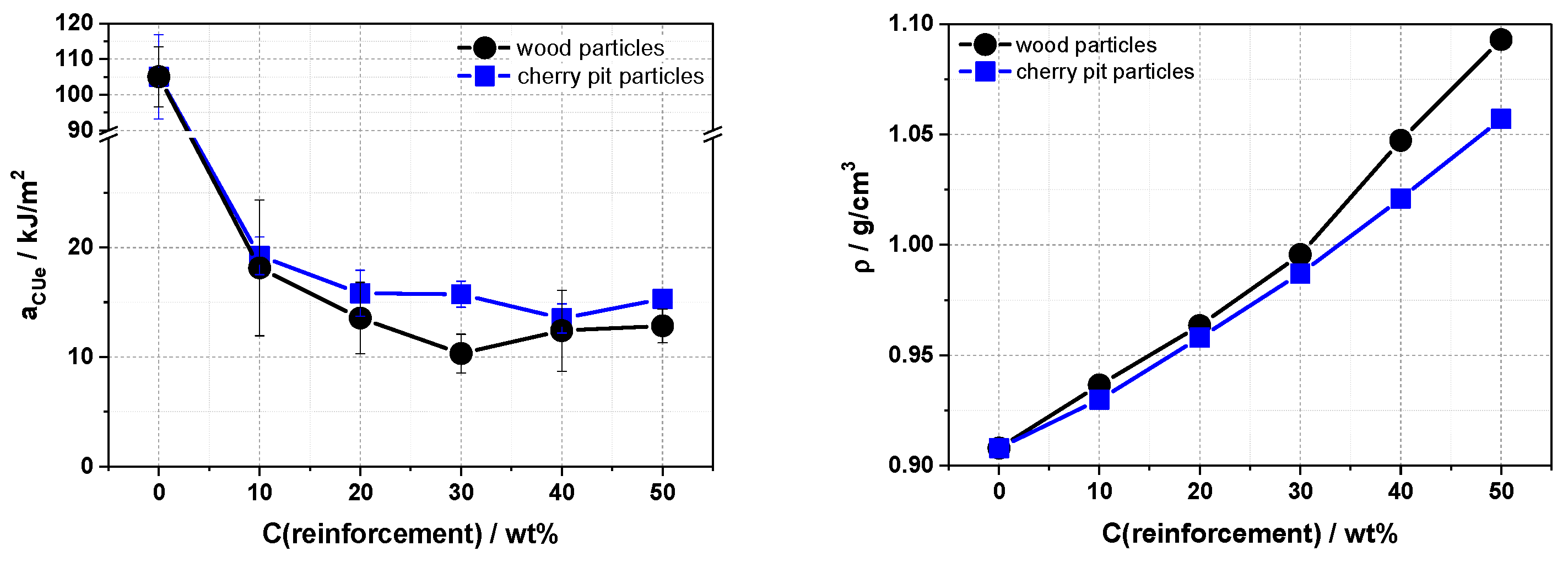
Looking at the unnotched Charpy impact strength (
Figure 5), one can see that the impact strength is decreasing with increasing reinforcement content. This is to be expected, as the addition of the fillers make the composite stiffer, and thus the impact behavior changes, i.e., the composites fracture and are more brittle, thus reducing the energy needed for the impact and so the unnotched impact strength. The difference between CPP and WP composites here is rather low: overall, the CPP yielded slightly higher impact strength, which could be due to the fact that the material exhibits lower elastic moduli. In contrast to fiber reinforcement, particles typically yield lower impact strengths, due to the stiffening of the matrix (for the unnotched impact behavior) and due to the lower aspect ratio (for notched impact). Due to that, we did not investigate the impact behavior in more detail.
In terms of composite density (
Figure 5), an increase with increasing reinforcement content is found. This may be not completely obvious at the first glance, as softwood is known to have densities below 1 g/cm
3 as it usually swims on water, but due to the pressure in processing (compounding and injection molding), the wood cells collapse, and with that the density nears the density of the cell wall itself, which is around 1.5 g/cm
3. The final density is usually lower than this value, and depends on the process itself. From experience, we have found that a density of 1.2–1.3 g/cm
3 is a good approximation for softwood particles in wood–plastic composites. A similar effect is to be expected for the CPP. Although these are harder, as these are milled and processed, the cells also collapse, thus giving higher densities. The difference between the CPP and the WP composites here is small: at higher reinforcement loadings, the CPP exhibits lower composite densities, which could be due to fewer cells collapsing due to the greater hardness of the CPP.
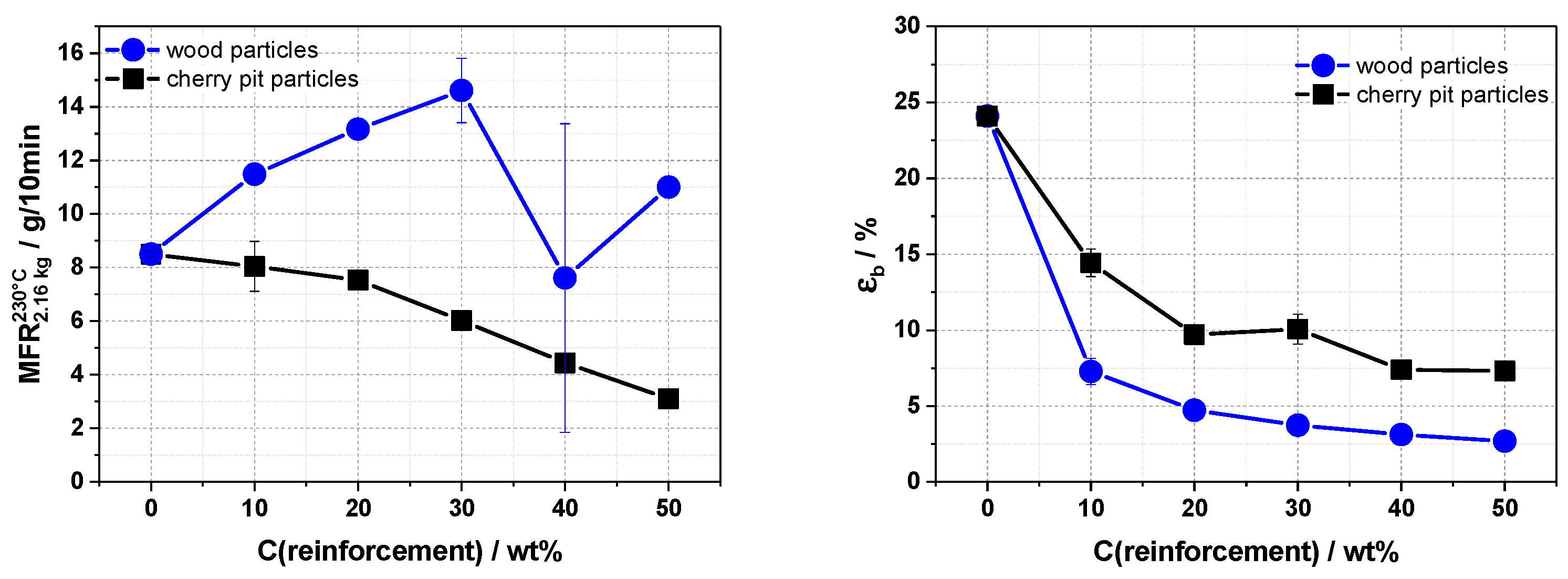
To get an indication of how the material behaves in the melt, the melt flow rate was determined (
Figure 6). With WP, one can see an increase in the viscosity with an increase in reinforcement, which is to be expected, as the material that is introduced in the matrix is not melting and thus flowability of the composite is reduced. In the case of the CPP, a different behavior is found. Initially, the melt flow increases only after 30 wt% of CPP in the mixture starts to decrease, but still exhibits higher melt flow than the neat matrix. In our opinion, this is an indication that there are components within the CPP that are like oils or waxes, thus increasing the melt flow. For sour cherry pits, the literature states that there are some fatty acid components such as stearic or oleic acid present in the kernel [
21]. These fatty acids are known to be used in plastics processing as processing aids or lubricants, and as these are brought into the composite via the CPP, this explains the behavior in melt flow, but also that found for tensile modulus and strength. The data point at 40 wt% CPP exhibits high scattering, but fits the overall trend. A detailed evaluation shows that the values are well distributed within the region the error bars represent (2–12 g/10 min). With 40 wt% of CPP, the particles are already influencing the flow, i.e., reducing the MFR value, but on the other hand, the fatty acid components act as a lubricant, so unstable flow conditions result in that high scattering.
These findings on a lubricating component are also supported by the data for the elongation at break (
Figure 6), where the CPP composites show considerably higher values than the WP composites. At comparable reinforcement weight fractions and densities, the volume fractions are also similar. Taking the similar particle size into account, the elongation at break can only be higher if there is less interaction between the matrix and the reinforcement. As we added a compatibilizer, which was proven several times to be beneficial for wood-based composites, we suspect that the potential presence of fatty components hinders the interaction at the interface, thus increasing the elongation at break.
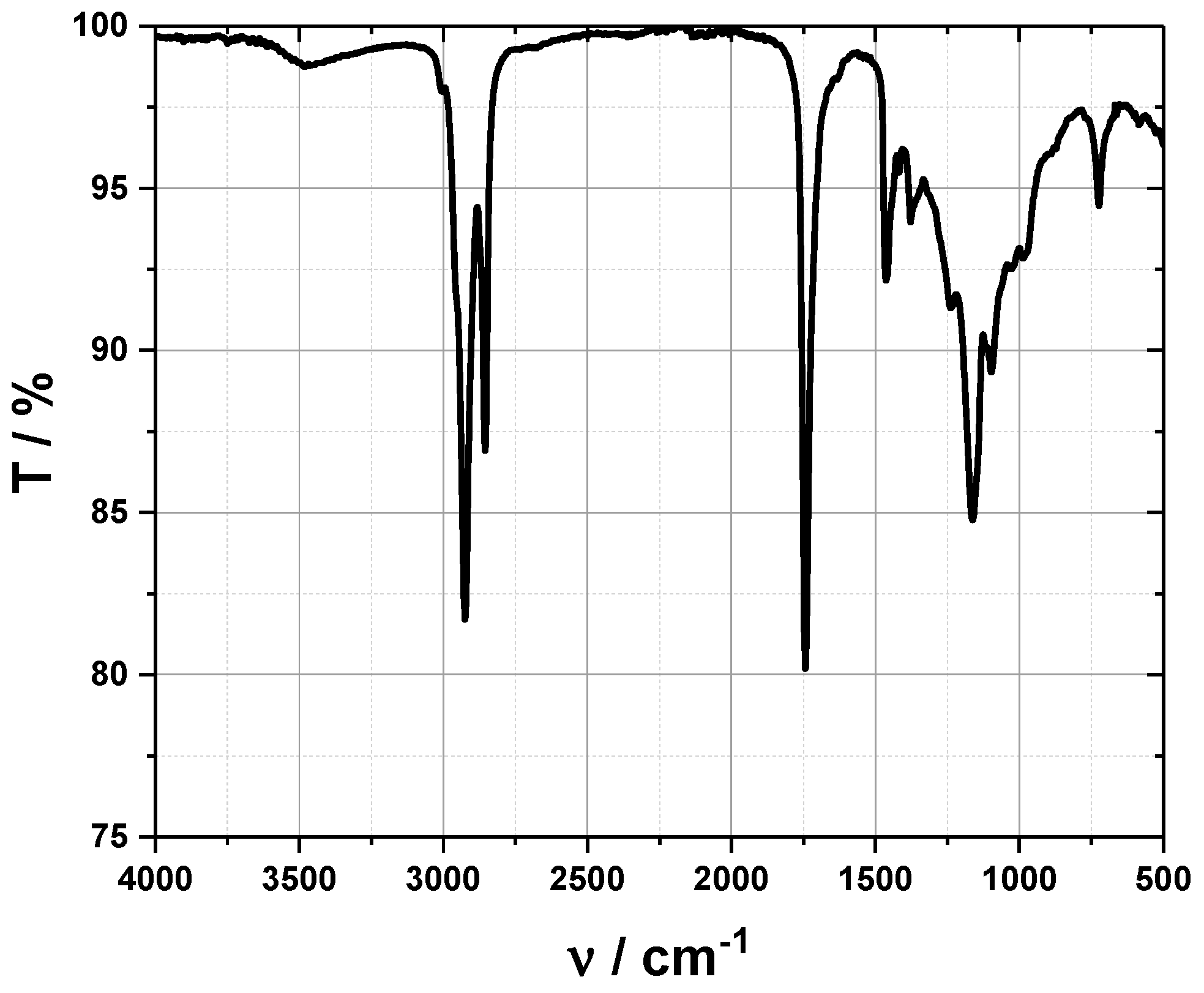
To investigate the nature of the component disturbing the interfacial adhesion and giving rise to the different flow behavior, we ran a Soxhlet extraction on the CPP with hexane. This yielded a weight loss of 3.6 wt%. The hexane was removed from the extract, and the residue, a yellowish paste, was then analyzed by IR spectroscopy. The spectrum (
Figure 7) shows that the component contains hydroxyl groups (bands at 3300–3600 cm
−1), C-H-bonds (bands at 2820–3000 cm
−1), carbonyl groups (band at 1750 cm
−1), methylene groups (1470 cm
−1) and hydroxyl from alcohols (1170 cm
−1), besides other signals. This indicates that these components can be fatty acids, which was also supported by the library search on the IR spectrometer software, which yielded different plant oils or fats, e.g., avocado oil, with approx. 95% correlation of the spectra. As such, our findings confirmed data from the literature [
21] on the presence of such fatty components.
The reduced interaction due to the fatty acid can be explained by the chemical composition of the reinforcement and the compatibilizer (maleic anhydride grafted polypropylene). The surface of the CPP exhibits hydroxyl groups, which need to interact with the maleic anhydride groups from the compatibilizer by either covalent or hydrogen bonds. With the presence of fatty acids, and these being a component in the CPP, meaning being already on the surface, these will interact with the hydroxyl groups (at least with some hydrogen bonds, if not via covalent bonds). Due to that, the hydroxyl groups are not available to react with the compatibilizer, thus leading to weak interfacial interactions, which we saw resulting in the difference of the CPP composite properties compared to the WP properties. Additionally, the fatty acids on the surface of the CPP can act like an internal lubricant in the melt, and at 3.6% of the CPP, this means that the content in the composite is around 1.5–2% (at 40 or 50 wt% CPP loading), which is a high dosage compared to the addition of typical lubricants for plastics being more in the region of 0.5%, thus explaining the atypical behavior found for particle reinforcement in the MFR measurements.
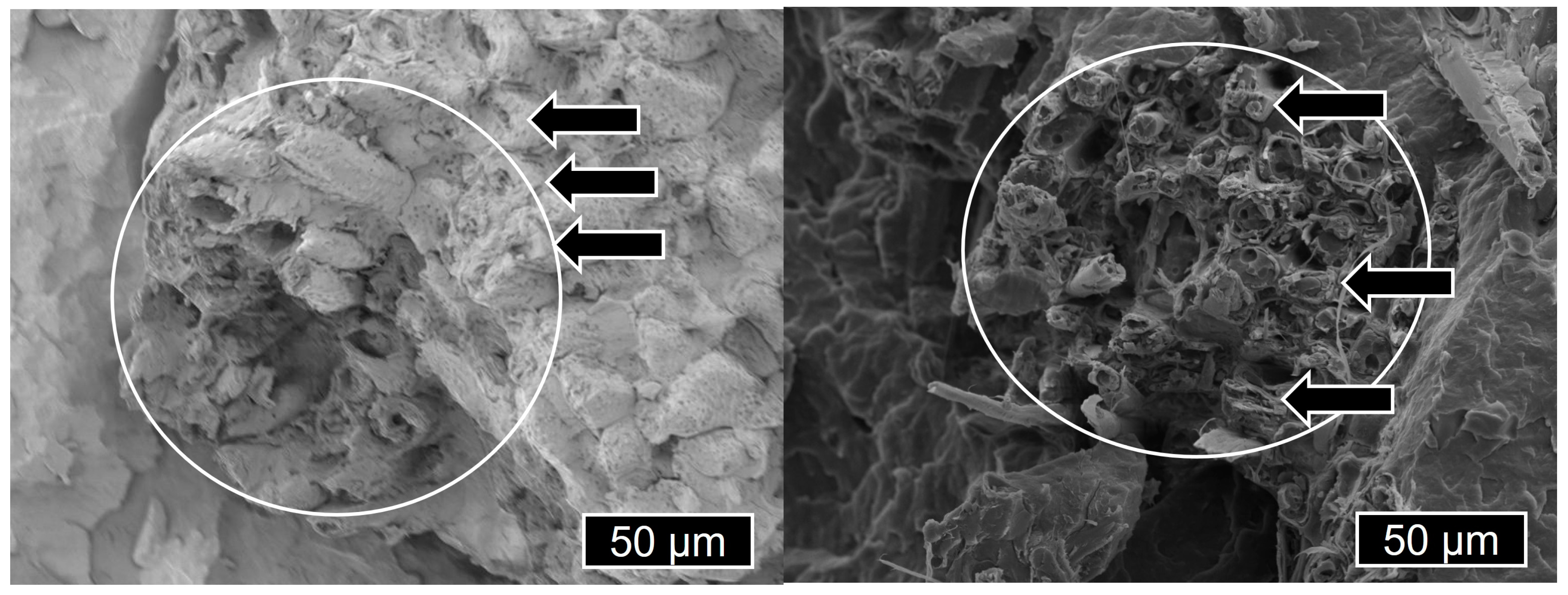
A look at the fracture surface on SEM (
Figure 8) shows the CPP and WP embedded in the matrix. Both materials exhibit a typical hollow fiber structure, where some collapsed fibers can also be seen. The particle sizes observed here are comparable after shear intense processing in the twin-screw extruder, where particles can be broken into shorter pieces, but also being sheared along the fiber axis of the elementary fibers building up the particles. Therefore, we consider that the size reduction of WP and CPP due to compounding is similar and is still comparable in the first approximation, and we did not extract the particles for further size determination. Wetting of the fibers with the matrix looks comparable, although we found pronounced differences in the tensile and melt flow behavior. In our opinion, this shows that from simple SEM, one cannot deduct the interfacial interaction as being high or low, but only the wetting behavior. For the former, other tests, e.g., tensile experiments, are necessary to characterize this.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}