


Effect of an Antioxidant and a Compatibilizer on the Mechanical Properties of Virgin and Thermally Aged Polypropylene Drawn Fibers




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Instruments
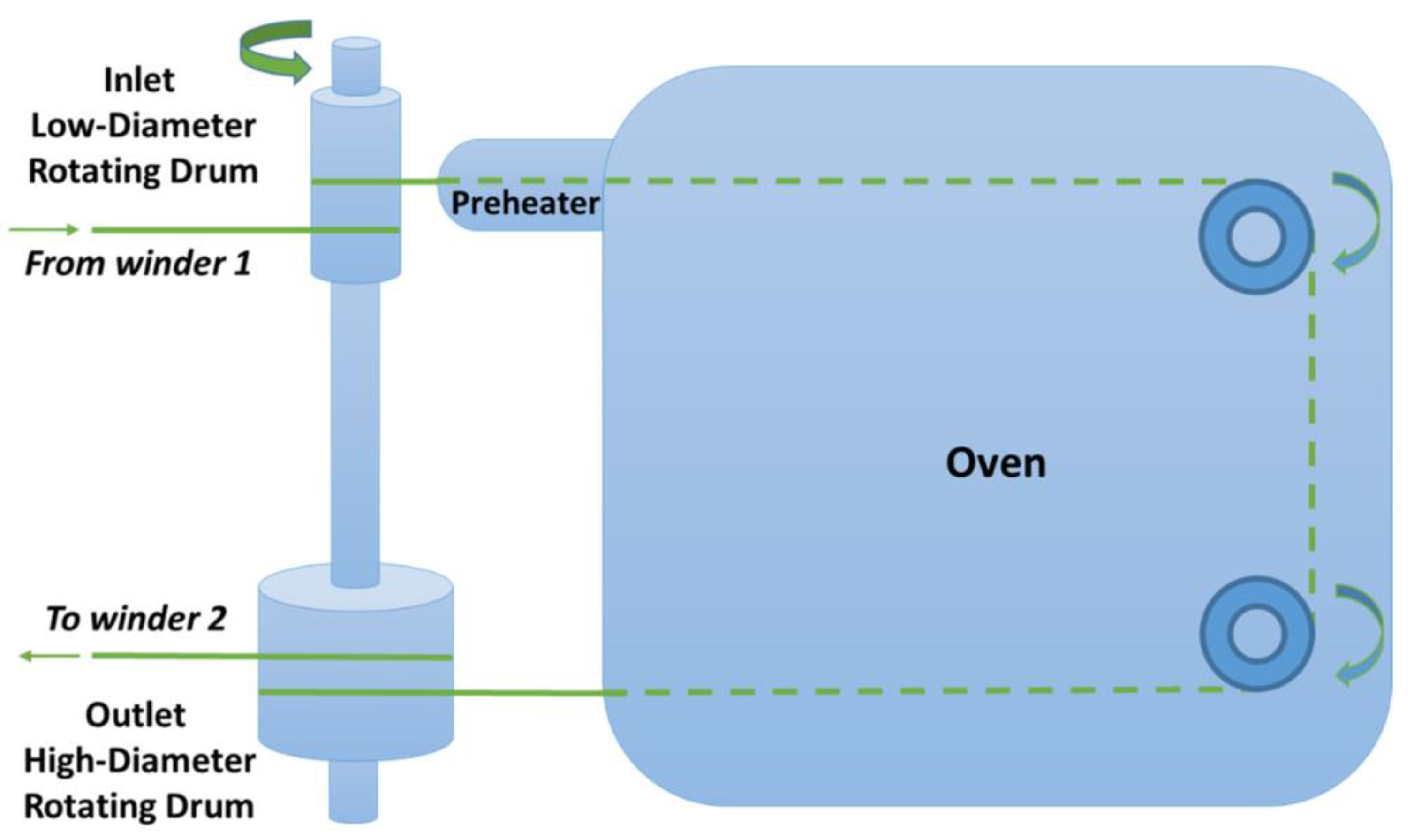
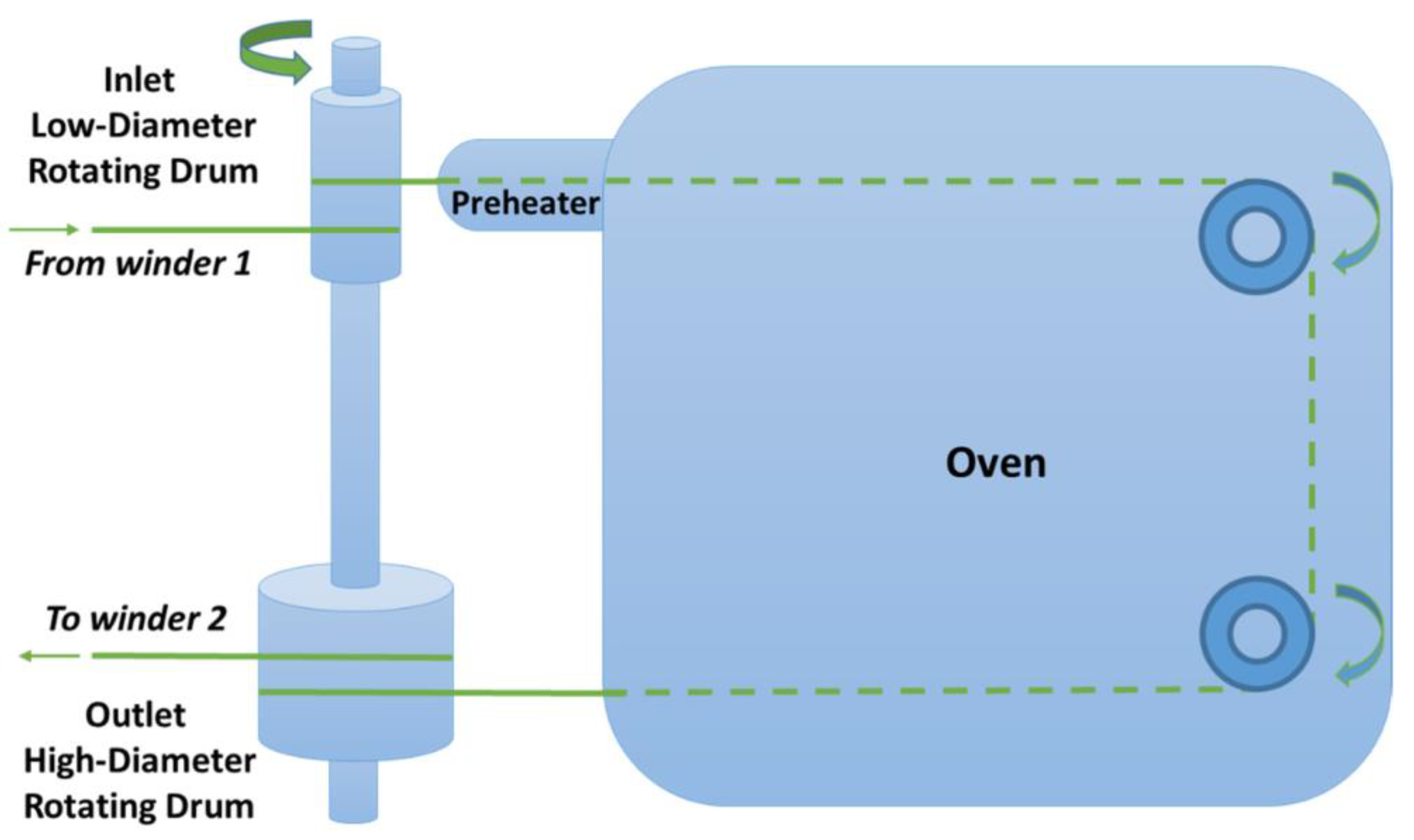
2.2. Sample Preparation and Drawing
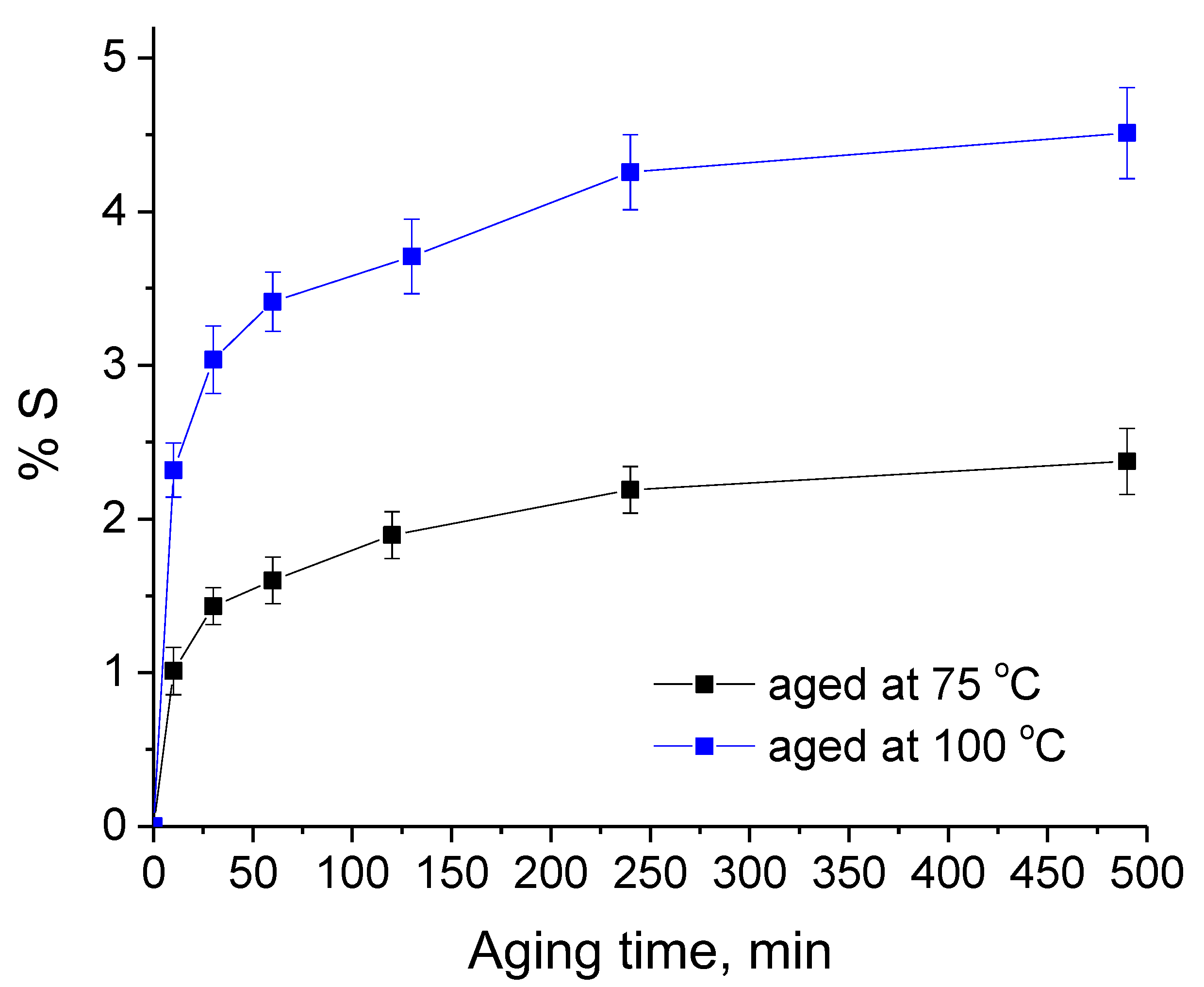
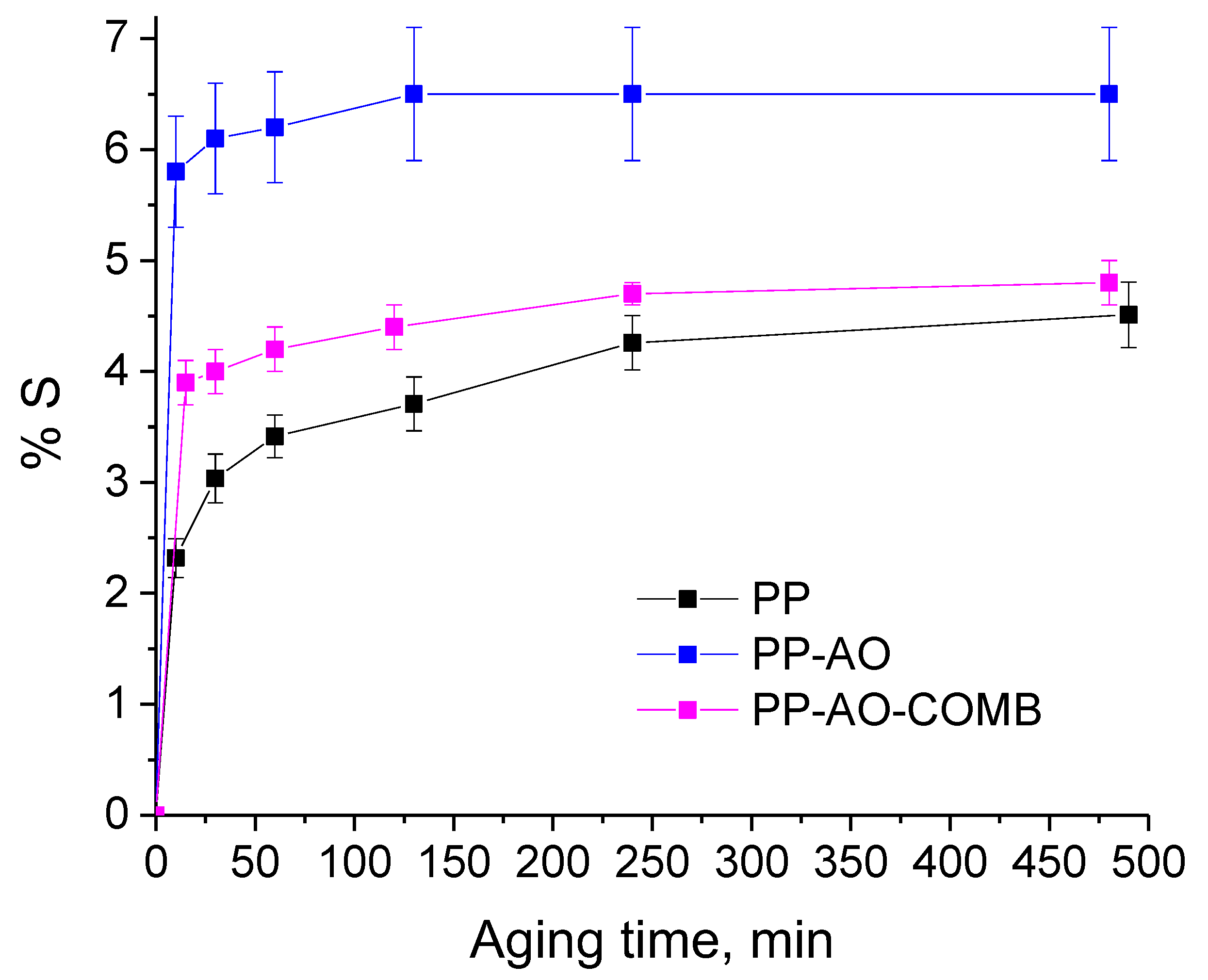
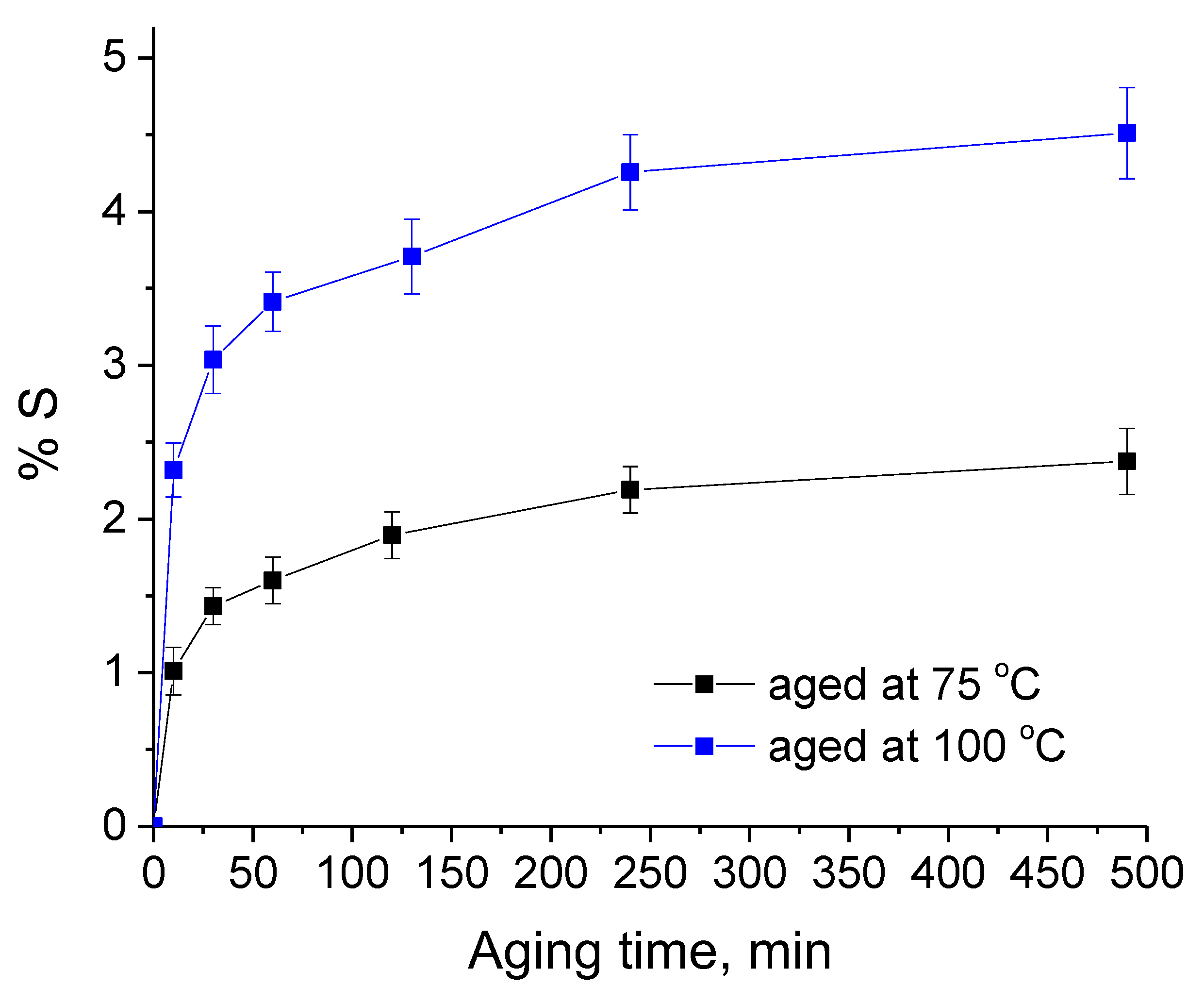
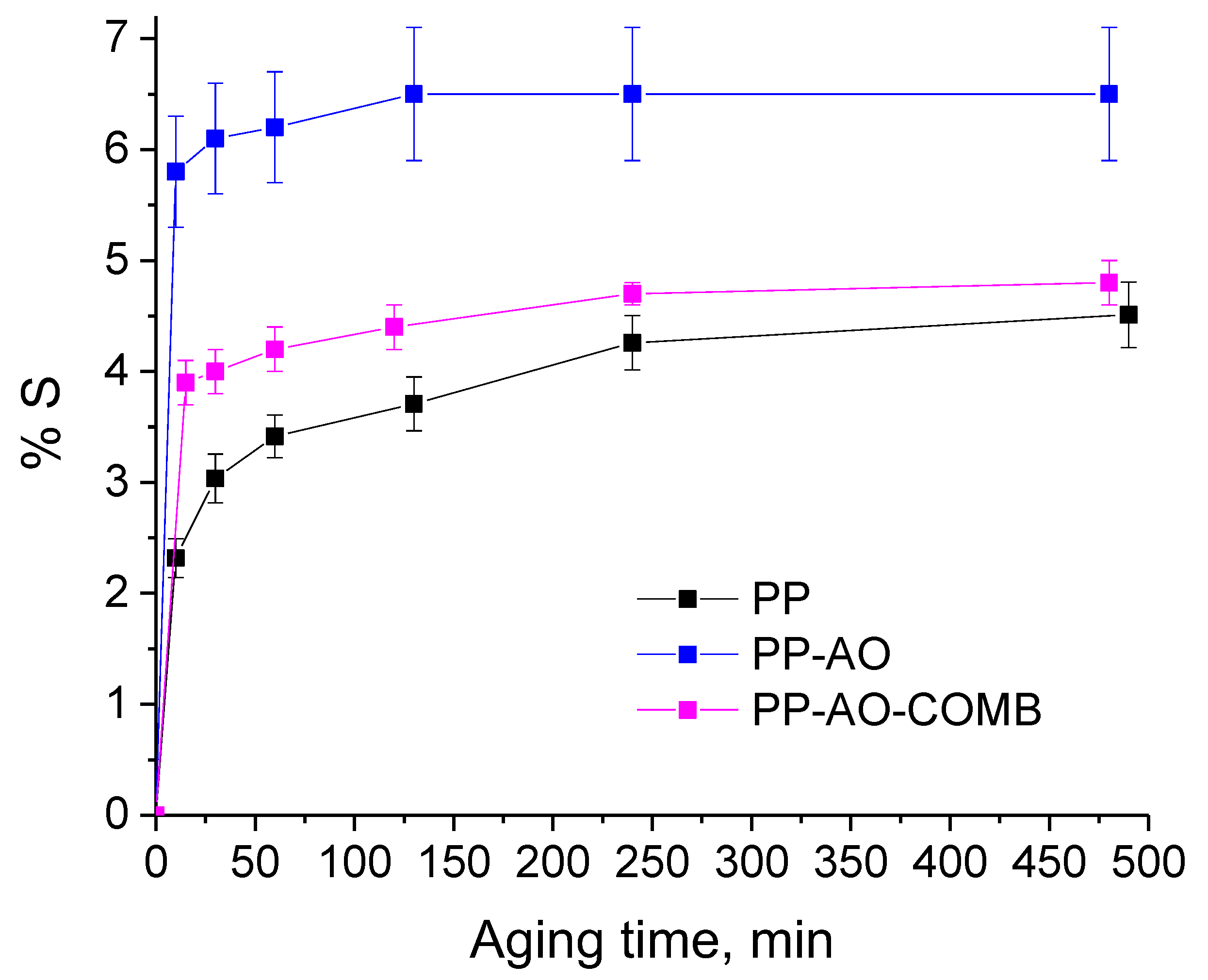
2.3. Aging and % Degree of Shrinking
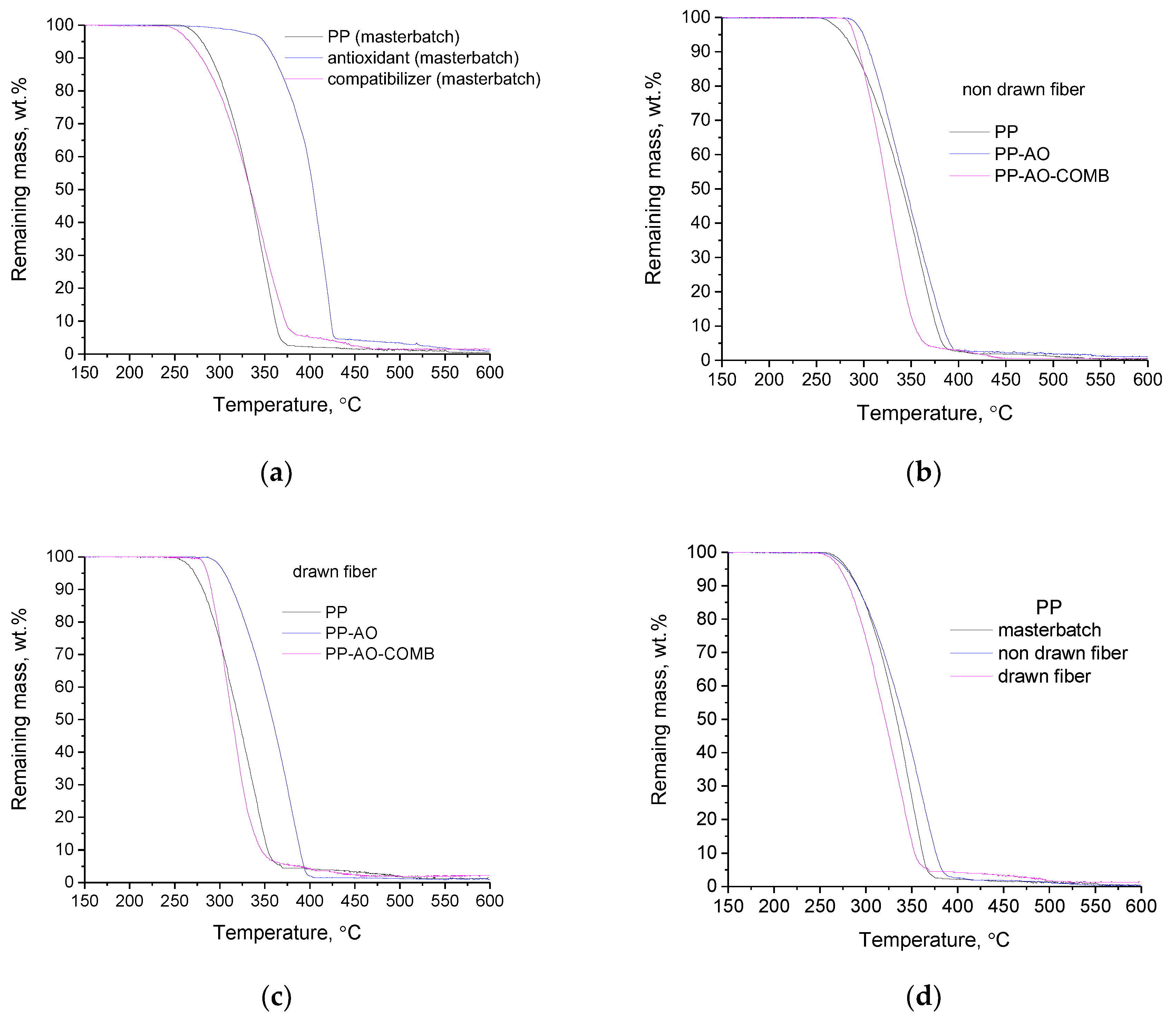
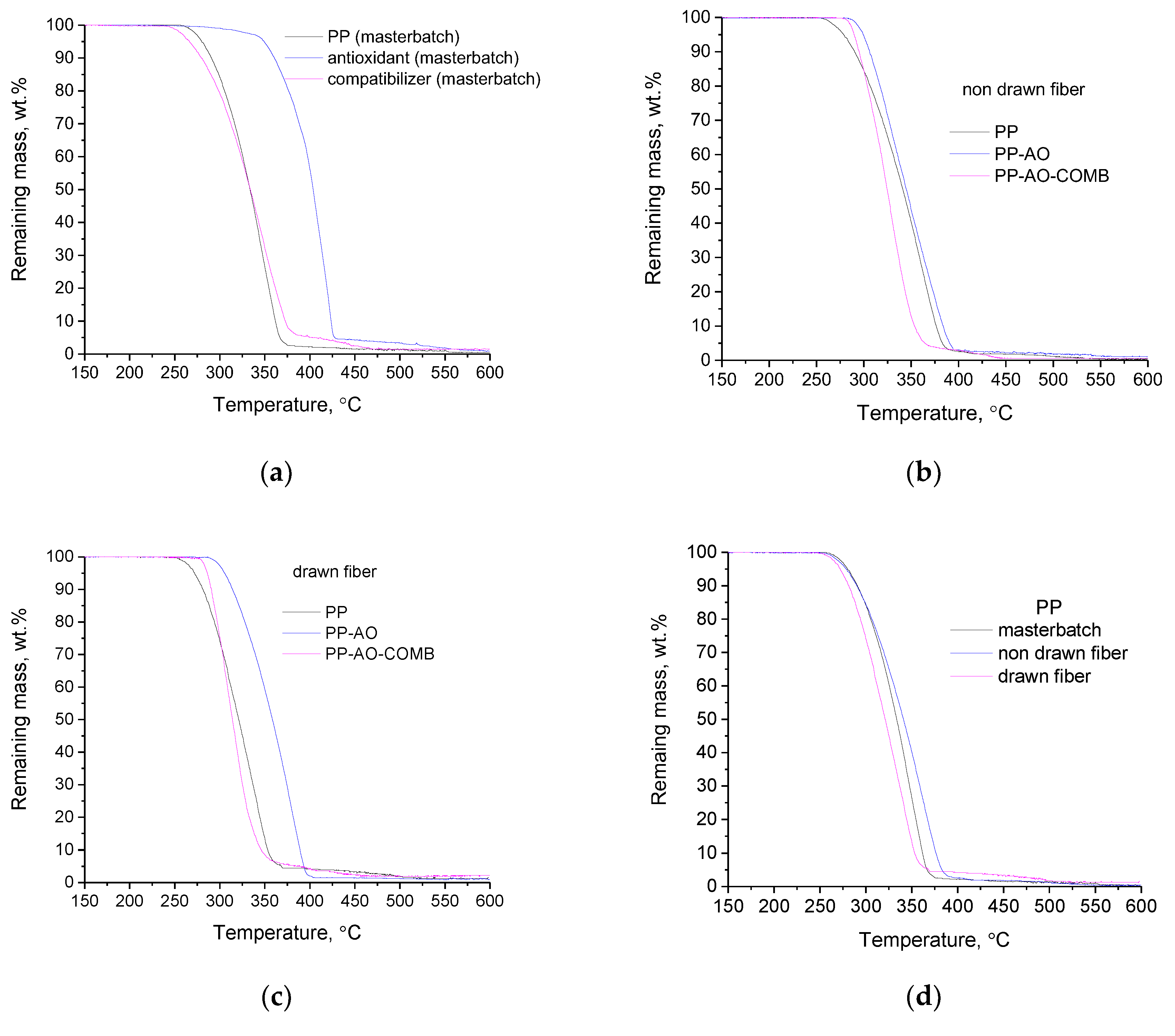
2.4. Characterization
3. Results and Discussion
3.1. Influence of the Drawing Temperature on the Tensile Strength of Neat PP Drawn Fibers
3.2. Influence of an Antioxidant and a Compatibilizer on the Tensile Strength of Virgin PP Drawn Fibers
3.3. Influence of the Antioxidant and the Compatibilizer on the Tensile Strength of Aged PP Drawn Fibers
4. Further Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ali, A.; Akram, M.A.; Guo, Y.; Wu, H.; Liu, W.; Khan, A.; Liu, X.; Fu, Z.; Fan, Z. Ethylene–propylene copolymerization and their terpolymerization with dienes using ansa-Zirconocene catalysts activated by borate/alkylaluminum. J. Macromol. Sci. Part A 2020, 57, 156–164. [Google Scholar] [CrossRef]
- Blanco, I. Lifetime Prediction of Polymers: To Bet, or Not to Bet—Is This the Question? Materials 2018, 11, 1383. [Google Scholar] [CrossRef] [PubMed]
- Blanco, I.; Abate, L.; Antonelli, M.L. The regression of isothermal thermogravimetric data to evaluate degradation Ea values of polymers: A comparison with literature methods and an evaluation of lifetime prediction reliability. Polym. Degrad. Stab. 2011, 96, 1947–1954. [Google Scholar] [CrossRef]
- Blanco, I.; Abate, L.; Antonelli, M.L.; Bottino, F.A. The regression of isothermal thermogravimetric data to evaluate degradation Ea values of polymers: A comparison with literature methods and an evaluation of lifetime predictions reliability. Part II. Polym. Degrad. Stab. 2013, 98, 2291–2296. [Google Scholar] [CrossRef]
- Richaud, E.; Fayolle, B.; Davies, P. Handbook of Properties of Textile and Technical Fibres, 2nd ed.; Bunsell, A.R., Ed.; Elsevier Ltd., Woodhead Publishing: Sawston, UK, 2018. [Google Scholar]
- Hutchinson, J.M. Physical aging of polymers. Prog. Polym. Sci. 1995, 20, 703–760. [Google Scholar] [CrossRef]
- Stojanović, Z.; Kostoski, D.; Dudić, D.; Kačarević-Popović, Z. Aging of drawn and gamma-irradiated isotactic polypropylene using high oxygen pressure. Polym. Degrad. Stab. 1996, 51, 45–49. [Google Scholar] [CrossRef]
- Suljovrujic, E.; Stojanovic, Z.; Dudic, D.; Milicevic, D. Radiation, thermo-oxidative and storage induced changes in microstructure, crystallinity and dielectric properties of (un)oriented isotactic polypropylene. Polym. Degrad. Stab. 2021, 188, 109564. [Google Scholar] [CrossRef]
- Morlat, S.; Mailhot, B.; Gonzalez, D.; Gardette, J.-L. Photo-oxidation of Polypropylene/Montmorillonite Nanocomposites. 1. Influence of Nanoclay and Compatibilizing Agent. Chem. Mater. 2004, 16, 377–383. [Google Scholar] [CrossRef]
- Nanni, A.; Battegazzore, D.; Frache, A.; Messori, M. Thermal and UV aging of polypropylene stabilized by wine seeds wastes and their extracts. Polym. Degrad. Stab. 2019, 165, 49–59. [Google Scholar] [CrossRef]
- Aymes-Chodur, C.; Betz, N.; Legendre, B.; Yagoubi, N. Structural and physico-chemical studies on modification of polypropylene and its polyphenolic antioxidant by electron beam irradiation. Polym. Degrad. Stab. 2006, 91, 649–662. [Google Scholar] [CrossRef]
- Richaud, E.; Farcas, F.; Divet, L.; Paul Benneton, J. Accelerated ageing of polypropylene geotextiles, the effect of temperature, oxygen pressure and aqueous media on fibers—Methodological aspects. Geotext. Geomembr. 2008, 26, 71–81. [Google Scholar] [CrossRef]
- Richaud, E.; Farcas, F.; Fayolle, B.; Audouin, L.; Verdu, J. Accelerated ageing of polypropylene stabilized by phenolic antioxidants under high oxygen pressure. J. Appl. Polym. Sci. 2008, 110, 3313–3321. [Google Scholar] [CrossRef]
- Chomiak, M.; Rojek, M.; Stabik, J.; Szymiczek, M. Prediction of Strength Properties of Filling Packets in Selected Cooling Towers. Polymers 2021, 13, 3840. [Google Scholar] [CrossRef]
- Suits, L.D.; Hsuan, Y.G. Assessing the photo-degradation of geosynthetics by outdoor exposure and laboratory weatherometer. Geotext. Geomembr. 2003, 21, 111–122. [Google Scholar] [CrossRef]
- Kikutani, T. Handbook of textile fibre structure; Eichhorn, S.J., Hearle, J.W.S., Jaffe, M., Kikutani, T., Eds.; Woodhead Publishing Limited and CRC Press LLC: Cambridge, UK, 2009; pp. 157–177. [Google Scholar]
- Roger, P.A.; Wolkowicz, M.D. Polypropylene Handbook; Moore, E.P., Jr., Ed.; Hanser/Gardner Publications, Inc.: Cincinnati, OH, USA, 1996. [Google Scholar]
- Hodge, I.M. Enthalpy relaxation and recovery in amorphous materials. J. Non-Cryst. Solids 1994, 169, 211–266. [Google Scholar] [CrossRef]
- Moore, E.P., Jr. Polypropylene Handbook; Moore, E.P., Jr., Ed.; Hanser/Gardner Publications, Inc.: Cincinnati, OH, USA, 1996. [Google Scholar]
- Hodge, I.M. Physical Aging in Polymer Glasses. Science 1995, 267, 1945–1947. [Google Scholar] [CrossRef]
- Buckley, C.P.; Habibullah, M. Physical aging of drawn polypropylene fibers. J. Appl. Polym. Sci. 1981, 26, 2613–2623. [Google Scholar] [CrossRef]
- Guadagno, L.; Naddeo, C.; Vittoria, V. Mechano-reversible physical aging of elastic oriented syndiotactic polypropylene. J. Polym. Sci. Part B Polym. Phys. 2008, 46, 599–606. [Google Scholar] [CrossRef]
- Schwarz, I.; Stranz, M.; Bonnet, M.; Petermann, J. Changes of mechanical properties in cold-crystallized syndiotactic polypropylene during aging. Colloid Polym. Sci. 2001, 279, 506–512. [Google Scholar] [CrossRef]
- de Candia, F.; Russo, R.; Tidjani, A.; Vittoria, V.; Peterlin, A. Aging phenomena in isotactic polypropylene drawn at different temperatures. J. Polym. Sci. Part B Polym. Phys. 1988, 26, 1897–1906. [Google Scholar] [CrossRef]
- Jawad, S.A.; Orchard, G.A.J.; Ward, I.M. The thermal expansion behaviour of oriented polypropylene. Polymer 1986, 27, 1201–1210. [Google Scholar] [CrossRef]
- Kostoski, D.; Stojanović, Z. Radiation-induced crystallinity changes and melting behavior of drawn isotactic polypropylene. Polym. Degrad. Stab. 1995, 47, 353–356. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes. Polymers 2022, 14, 260. [Google Scholar] [CrossRef]
- Leontiadis, K.; Tsioptsias, C.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Optimization of Thermal and Mechanical Properties of Polypropylene-Wollastonite Composite Drawn Fibers Based on Surface Response Analysis. Polymers 2022, 14, 924. [Google Scholar] [CrossRef] [PubMed]
- Leontiadis, K.; Tsioptsias, C.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Surface Response Analysis for the Optimization of Mechanical and Thermal Properties of Polypropylene Composite Drawn Fibers with Talc and Carbon Nanotubes. Polymers 2022, 14, 1329. [Google Scholar] [CrossRef] [PubMed]
- Tsioptsias, C.; Leontiadis, K.; Tzimpilis, E.; Tsivintzelis, I. Polypropylene nanocomposite fibers: A review of current trends and new developments. J. Plast. Film Sheeting 2020, 37, 283–311. [Google Scholar] [CrossRef]
- Gensler, R.; Plummer, C.J.G.; Kausch, H.H.; Kramer, E.; Pauquet, J.R.; Zweifel, H. Thermo-oxidative degradation of isotactic polypropylene at high temperatures: Phenolic antioxidants versus HAS. Polym. Degrad. Stab. 2000, 67, 195–208. [Google Scholar] [CrossRef]
- Reano, A.F.; Domenek, S.; Pernes, M.; Beaugrand, J.; Allais, F. Ferulic Acid-Based Bis/Trisphenols as Renewable Antioxidants for Polypropylene and Poly(butylene succinate). ACS Sustain. Chem. Eng. 2016, 4, 6562–6571. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Draw Temperature, °C | Elastic Modulus, MPa | Tensile Strength, MPa | % Elongation at Break |
|---|---|---|---|
| 100 | 5741 ± 454 | 513 ± 40 | 41 ± 7 |
| 110 | 5196 ± 1039 | 503 ± 30 | 29 ± 2 |
| 120 | 5069 ± 408 | 549 ± 27 | 34 ± 1 |
| 130 | 3807 ± 895 | 480 ± 80 | 34 ± 2 |
| 140 | 2811 ± 443 | 355 ± 63 | 71 ± 8 |
| Sample | Elastic Modulus, MPa | Tensile Strength, MPa | % Elongation at Break |
|---|---|---|---|
| PP | 5069 ± 408 | 549 ± 27 | 34 ± 1 |
| PP-AO | 4134 ± 449 | 448 ± 37 | 30 ± 1 |
| PP-AO-COMB | 4601 ± 286 | 487 ± 24 | 31 ± 1 |
| Aging Temperature, °C | Elastic Modulus, MPa | Tensile Strength, MPa | % Elongation at Break | % Reduction of Tensile Strength |
|---|---|---|---|---|
| Not aged | 5069 ± 408 | 549 ± 27 | 34 ± 1 | - |
| 75 | 4712 ± 261 | 516 ± 27 | 29 ± 1 | 6 |
| 100 | 4283 ± 419 | 509 ± 50 | 33 ± 1 | 7 |
| Sample | Elastic Modulus, MPa | Tensile Strength, MPa | % Elongation at Break | % Reduction of Tensile Strength |
|---|---|---|---|---|
| PP | 4283 ± 419 | 509 ± 50 | 33 ± 1 | 7 |
| PP-AO | 3061 ± 303 | 414 ± 23 | 35 ± 1 | 8 |
| PP-AO-COMB | 3961 ± 377 | 465 ± 29 | 30 ± 2 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsioptsias, C.; Gkouzouma, G.; Leontiadis, K.; Tsivintzelis, I. Effect of an Antioxidant and a Compatibilizer on the Mechanical Properties of Virgin and Thermally Aged Polypropylene Drawn Fibers. Textiles 2022, 2, 499-510. https://doi.org/10.3390/textiles2030028
Tsioptsias C, Gkouzouma G, Leontiadis K, Tsivintzelis I. Effect of an Antioxidant and a Compatibilizer on the Mechanical Properties of Virgin and Thermally Aged Polypropylene Drawn Fibers. Textiles. 2022; 2(3):499-510. https://doi.org/10.3390/textiles2030028
Chicago/Turabian StyleTsioptsias, Costas, Georgia Gkouzouma, Konstantinos Leontiadis, and Ioannis Tsivintzelis. 2022. "Effect of an Antioxidant and a Compatibilizer on the Mechanical Properties of Virgin and Thermally Aged Polypropylene Drawn Fibers" Textiles 2, no. 3: 499-510. https://doi.org/10.3390/textiles2030028
APA StyleTsioptsias, C., Gkouzouma, G., Leontiadis, K., & Tsivintzelis, I. (2022). Effect of an Antioxidant and a Compatibilizer on the Mechanical Properties of Virgin and Thermally Aged Polypropylene Drawn Fibers. Textiles, 2(3), 499-510. https://doi.org/10.3390/textiles2030028