
Synthesis and Functionalities of Blade-Coated Nanographite Films

 , , , and
, , , and
Abstract
1. Introduction
2. Materials and Coating Method
3. Results and Discussion of the Characterization of Nanographite Films
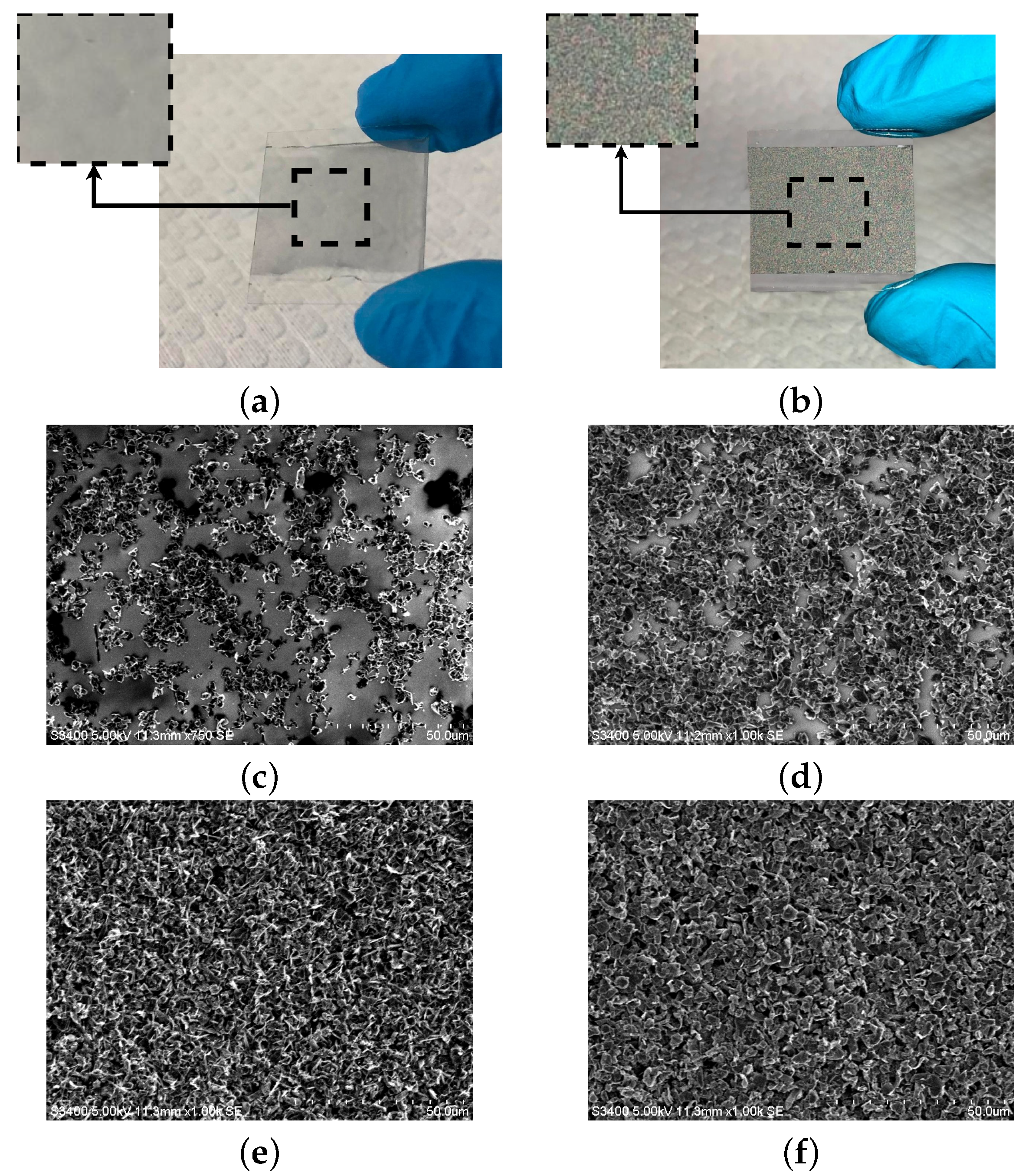
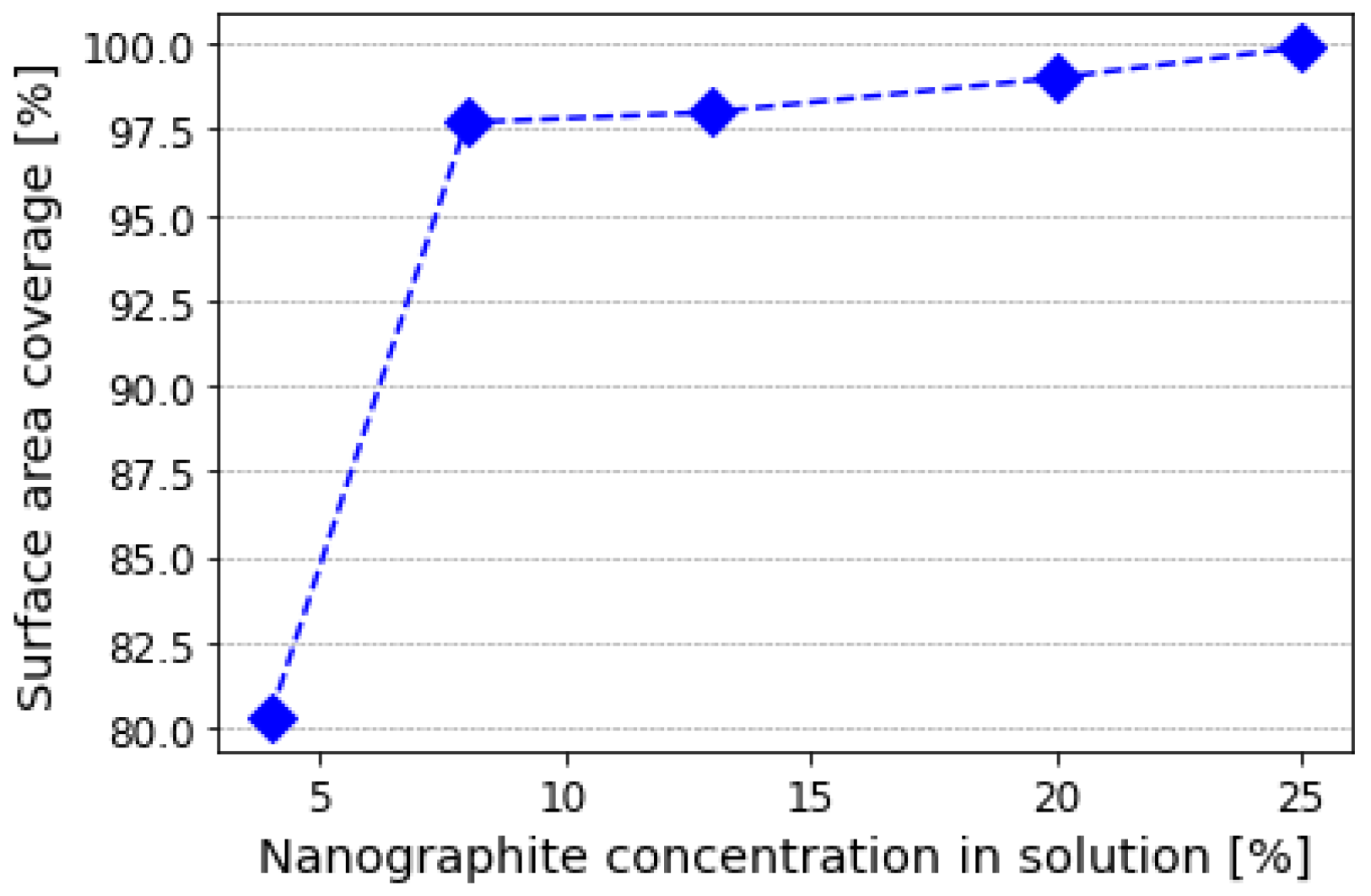
3.1. Blade-Coated Nanographite Films
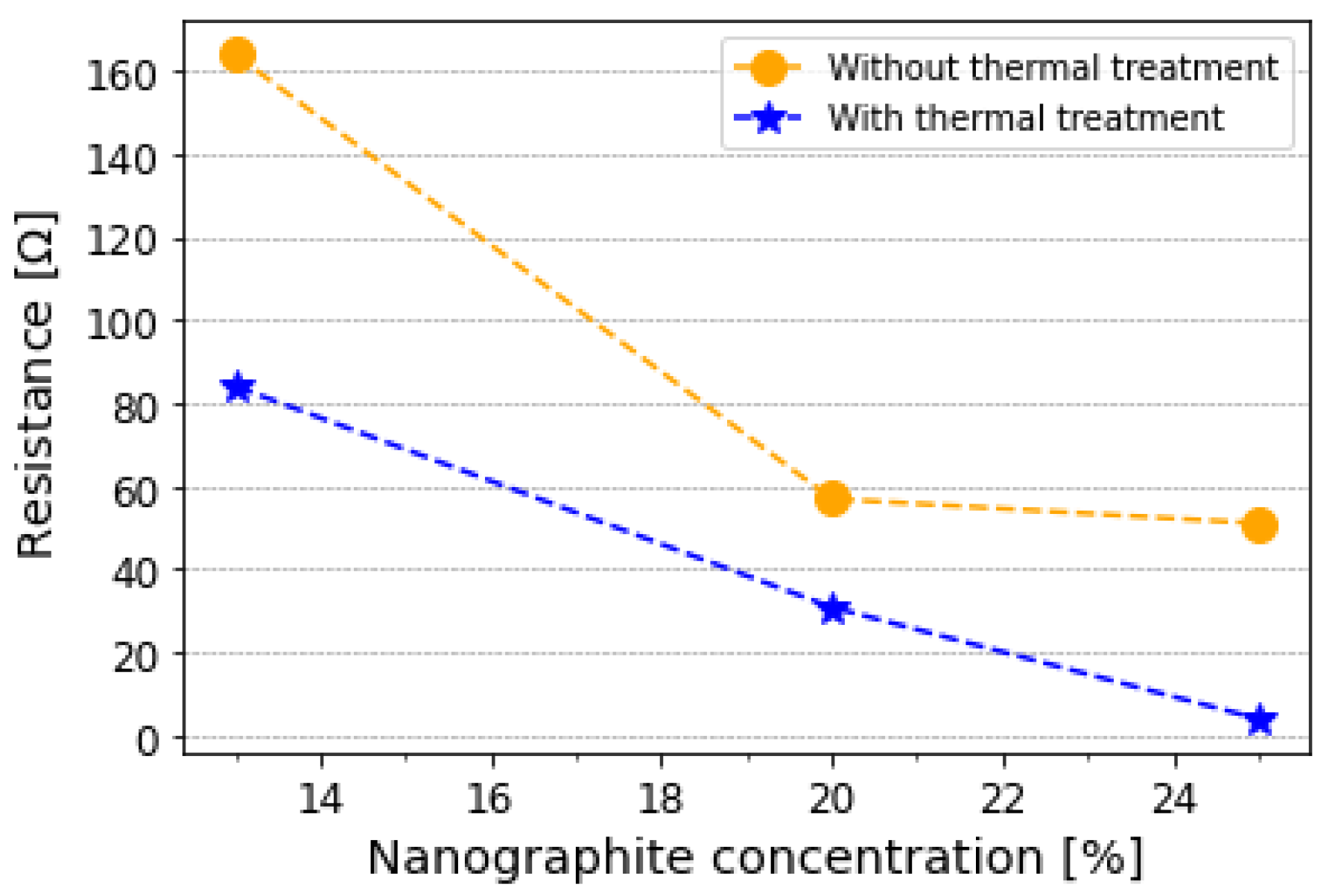
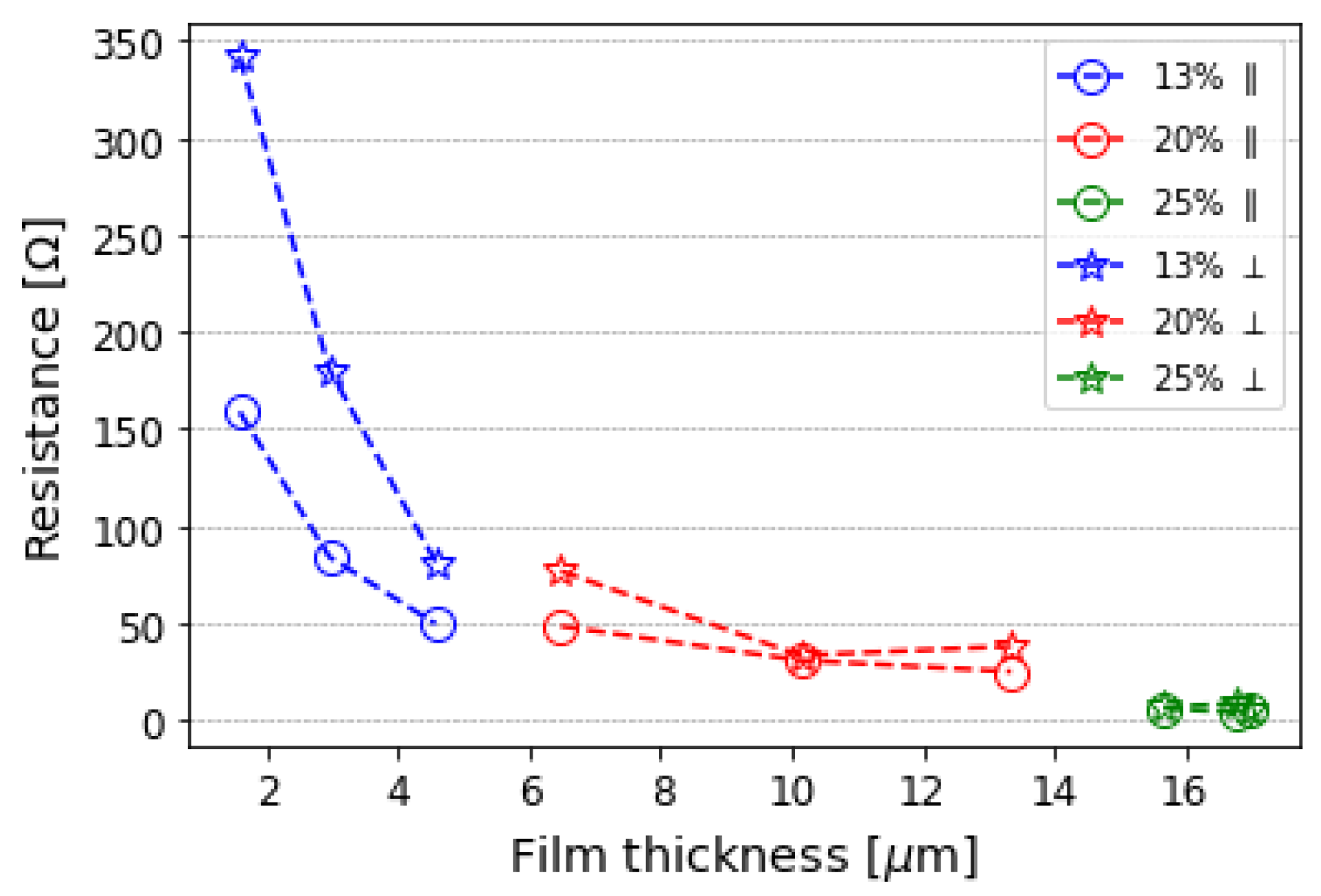
3.2. Electrical Characterization
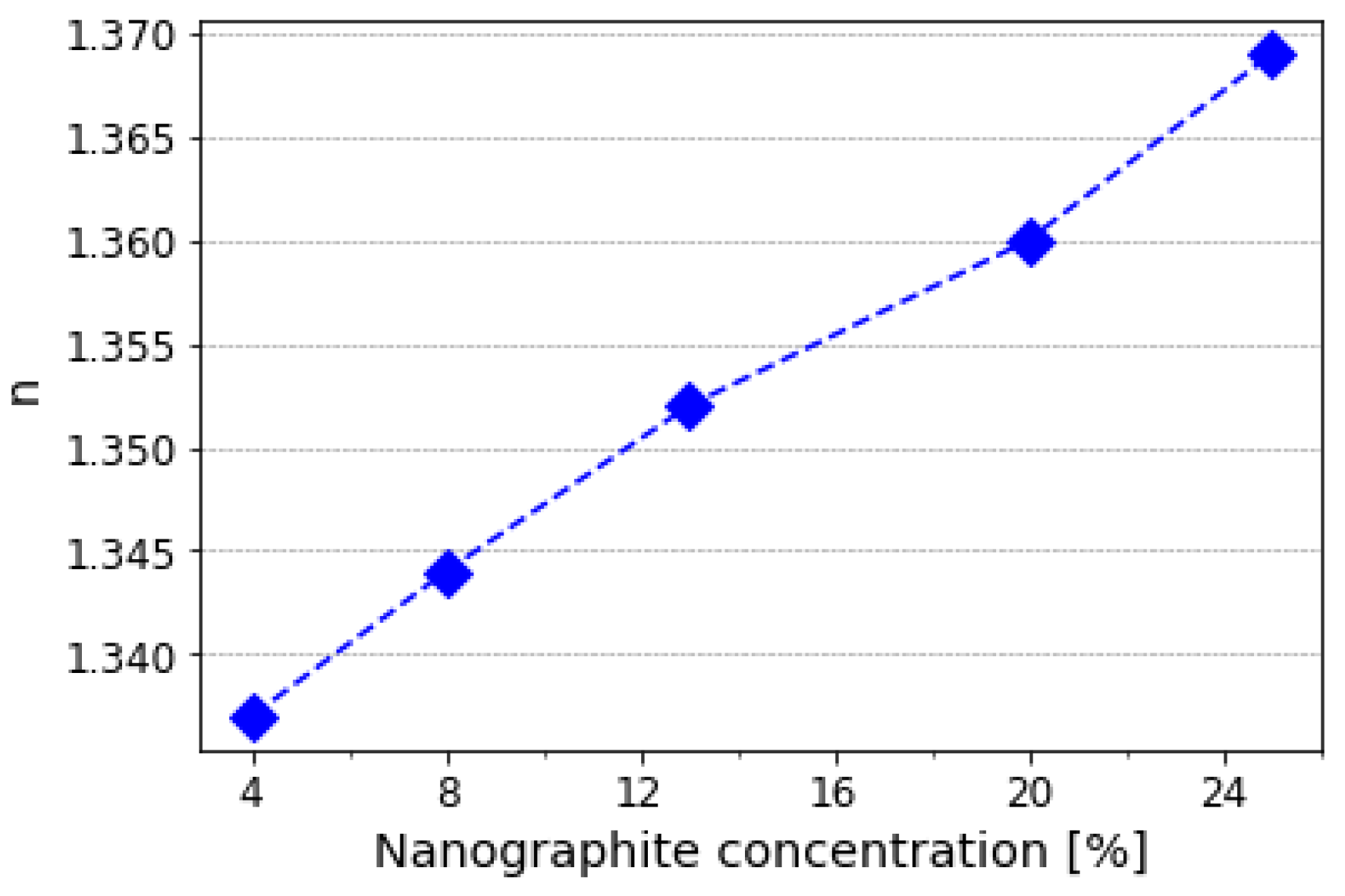
3.3. Optical Characterization
4. Discussion
5. Patents
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CVD | Chemical vapor deposition |
| GO | Graphite oxide |
| SEM | Scanning electron microscopy |
| DC | Direct current |
References
- Geim, A.K.; Novoselov, K.S. The rise of graphene. Nat. Mater. 2007, 6, 183–191. [Google Scholar] [CrossRef]
- Partoens, B.; Peeters, F. From graphene to graphite: Electronic structure around the K point. Phys. Rev. B 2006, 74, 075404. [Google Scholar] [CrossRef]
- Jia, X.; Campos-Delgado, J.; Terrones, M.; Meunier, V.; Dresselhaus, M.S. Graphene edges: A review of their fabrication and characterization. Nanoscale 2011, 3, 86–95. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Geim, A.K.; Morozov, S.V.; Jiang, D.E.; Zhang, Y.; Dubonos, S.V.; Grigorieva, I.V.; Firsov, A.A. Electric field effect in atomically thin carbon films. Science 2004, 306, 666–669. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Pan, Y.H.; Yang, R.; Bao, L.H.; Meng, L.; Luo, H.L.; Cai, Y.Q.; Liu, G.D.; Zhao, W.J.; Zhou, Z.; et al. Universal mechanical exfoliation of large-area 2D crystals. Nat. Commun. 2020, 11, 2453. [Google Scholar] [CrossRef]
- Obraztsov, A.; Obraztsova, E.; Tyurnina, A.; Zolotukhin, A. Chemical vapor deposition of thin graphite films of nanometer thickness. Carbon 2007, 45, 2017–2021. [Google Scholar] [CrossRef]
- Park, J.S.; Cho, S.M.; Kim, W.J.; Park, J.; Yoo, P.J. Fabrication of graphene thin films based on layer-by-layer self-assembly of functionalized graphene nanosheets. Acs Appl. Mater. Interfaces 2011, 3, 360–368. [Google Scholar] [CrossRef]
- Fredriksson, H.; Chakarov, D.; Kasemo, B. Patterning of highly oriented pyrolytic graphite and glassy carbon surfaces by nanolithography and oxygen plasma etching. Carbon 2009, 47, 1335–1342. [Google Scholar] [CrossRef]
- Adetayo, A.; Runsewe, D. Synthesis and fabrication of graphene and graphene oxide: A review. Open J. Compos. Mater. 2019, 9, 207. [Google Scholar] [CrossRef]
- Guo, Y.; Di, C.a.; Liu, H.; Zheng, J.; Zhang, L.; Yu, G.; Liu, Y. General route toward patterning of graphene oxide by a combination of wettability modulation and spin-coating. ACS Nano 2010, 4, 5749–5754. [Google Scholar] [CrossRef]
- Sumdani, M.; Islam, M.; Yahaya, A.; Safie, S. Recent advances of the graphite exfoliation processes and structural modification of graphene: A review. J. Nanoparticle Res. 2021, 23, 1–35. [Google Scholar] [CrossRef]
- Titelman, G.; Gelman, V.; Bron, S.; Khalfin, R.; Cohen, Y.; Bianco-Peled, H. Characteristics and microstructure of aqueous colloidal dispersions of graphite oxide. Carbon 2005, 43, 641–649. [Google Scholar] [CrossRef]
- Hummers, W.; Offeman, R. Graphite oxide (GO) was prepared using the well-known Hummers method described by Hummers. J. Am. Chem. Soc. 1958, 80, 1339–1345. [Google Scholar] [CrossRef]
- Hou, Y.; Lv, S.; Liu, L.; Liu, X. High-quality preparation of graphene oxide via the Hummers’ method: Understanding the roles of the intercalator, oxidant, and graphite particle size. Ceram. Int. 2020, 46, 2392–2402. [Google Scholar] [CrossRef]
- Botas, C.; Álvarez, P.; Blanco, P.; Granda, M.; Blanco, C.; Santamaría, R.; Romasanta, L.J.; Verdejo, R.; López-Manchado, M.A.; Menéndez, R. Graphene materials with different structures prepared from the same graphite by the Hummers and Brodie methods. Carbon 2013, 65, 156–164. [Google Scholar] [CrossRef]
- Sreeja, V.; Cheruvalathu, A.; Reshmi, R.; Anila, E.; Thomas, S.; Jayaraj, M. Effect of thickness on nonlinear absorption properties of graphite oxide thin films. Opt. Mater. 2016, 60, 450–455. [Google Scholar] [CrossRef]
- Karthick, R.; Brindha, M.; Selvaraj, M.; Ramu, S. Stable colloidal dispersion of functionalized reduced graphene oxide in aqueous medium for transparent conductive film. J. Colloid Interface Sci. 2013, 406, 69–74. [Google Scholar] [CrossRef]
- Patel, J.; Mighri, F.; Ajji, A.; Tiwari, D.; Chaudhuri, T.K. Spin-coating deposition of PbS and CdS thin films for solar cell application. Appl. Phys. A 2014, 117, 1791–1799. [Google Scholar] [CrossRef]
- Choi, J.S.; Lee, H.K.; An, S.J. Synthesis of a graphene oxide/sodium silicate nanocomposite using sodium silicate solution. RSC Adv. 2015, 5, 38742–38747. [Google Scholar] [CrossRef]
- Vaz, L.M.L.G.; Pellegrini, P.E.S.; Nista, S.V.G.; Moshkalev, S.; Figueroa, H.E.H. Ultrathin Graphitic Film Production Process and Ultrathin Graphitic Films Obtained Therefrom. BR Patent BR10202400405, 29 February 2024. [Google Scholar]
- Yang, H.; Jiang, P. Large-scale colloidal self-assembly by doctor blade coating. Langmuir 2010, 26, 13173–13182. [Google Scholar] [CrossRef]
- Butt, M.A. Thin-film coating methods: A successful marriage of high-quality and cost-effectiveness—A brief exploration. Coatings 2022, 12, 1115. [Google Scholar] [CrossRef]
- Dai, X.; Deng, Y.; Van Brackle, C.H.; Huang, J. Meniscus fabrication of halide perovskite thin films at high throughput for large area and low-cost solar panels. Int. J. Extrem. Manuf. 2019, 1, 022004. [Google Scholar] [CrossRef]
- Siegrist, S.; Nandi, P.; Kothandaraman, R.K.; Abdessalem, A.; Tiwari, A.N.; Fu, F. Understanding Coating Thickness and Uniformity of Blade-Coated SnO2 Electron Transport Layer for Scalable Perovskite Solar Cells. Solar RRL 2023, 7, 2300273. [Google Scholar] [CrossRef]
- Doumenc, F.; Salmon, J.B.; Guerrier, B. Modeling flow coating of colloidal dispersions in the evaporative regime: Prediction of deposit thickness. Langmuir 2016, 32, 13657–13668. [Google Scholar] [CrossRef] [PubMed]
- Mao, A.; Schaper, C.; Karlicek, R., Jr. Nanopatterning using a simple bi-layer lift-off process for the fabrication of a photonic crystal nanostructure. Nanotechnology 2013, 24, 085302. [Google Scholar] [CrossRef] [PubMed]
- Wolf, H.; Rawlings, C.; Mensch, P.; Hedrick, J.L.; Coady, D.J.; Duerig, U.; Knoll, A.W. Sub-20 nm silicon patterning and metal lift-off using thermal scanning probe lithography. J. Vac. Sci. Technol. B 2015, 33. [Google Scholar] [CrossRef]
- Abasahl, B.; Santschi, C.; Raziman, T.; Martin, O.J. Fabrication of plasmonic structures with well-controlled nanometric features: A comparison between lift-off and ion beam etching. Nanotechnology 2021, 32, 475202. [Google Scholar] [CrossRef] [PubMed]
- Miyazaki, H.; Odaka, S.; Sato, T.; Tanaka, S.; Goto, H.; Kanda, A.; Tsukagoshi, K.; Ootuka, Y.; Aoyagi, Y. Inter-layer screening length to electric field in thin graphite film. Appl. Phys. Express 2008, 1, 034007. [Google Scholar] [CrossRef]
- Galashev, A.E.; Rakhmanova, O.R. Mechanical and thermal stability of graphene and graphene-based materials. Physics-Uspekhi 2014, 57, 970. [Google Scholar] [CrossRef]
- Girotto, E.M.; Santos, I.A. Medidas de resistividade elétrica DC em sólidos: Como efetuálas corretamente. QuíMica Nova 2002, 25, 639–647. [Google Scholar] [CrossRef]
- van der Pauw, L.J. A method of measuring the resistivity and Hall coefficient on lamellae of arbitrary shape. Philips Tech. Rev. 1958, 20, 220–224. [Google Scholar]
- Darabut, A.M.; Lobko, Y.; Yakovlev, Y.; Rodríguez, M.G.; Veltruská, K.; Šmíd, B.; Kúš, P.; Nováková, J.; Dopita, M.; Vorokhta, M.; et al. Influence of thermal treatment on the structure and electrical conductivity of thermally expanded graphite. Adv. Powder Technol. 2022, 33, 103884. [Google Scholar] [CrossRef]
- Pócsik, I.; Hundhausen, M.; Koós, M.; Ley, L. Origin of the D peak in the Raman spectrum of microcrystalline graphite. J. Non Cryst. Solids 1998, 227, 1083–1086. [Google Scholar] [CrossRef]
- Tuinstra, F.; Koenig, J.L. Raman spectrum of graphite. J. Chem. Phys. 1970, 53, 1126–1130. [Google Scholar] [CrossRef]
- Kudin, K.N.; Ozbas, B.; Schniepp, H.C.; Prud’Homme, R.K.; Aksay, I.A.; Car, R. Raman spectra of graphite oxide and functionalized graphene sheets. Nano Lett. 2008, 8, 36–41. [Google Scholar] [CrossRef] [PubMed]
- Popova, A. Crystallographic analysis of graphite by X-ray diffraction. Coke Chem. 2017, 60, 361–365. [Google Scholar] [CrossRef]
- Wang, G.; Yang, J.; Park, J.; Gou, X.; Wang, B.; Liu, H.; Yao, J. Facile synthesis and characterization of graphene nanosheets. J. Phys. Chem. C 2008, 112, 8192–8195. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration of Nanographite in Film | [Å] |
|---|---|
| 8 | 3.333 |
| 13 | 3.333 |
| 20 | 3.335 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pellegrini, P.E.S.; Vaz, L.d.M.L.G.; Nista, S.V.G.; Hernández-Figueroa, H.E.; Moshkalev, S. Synthesis and Functionalities of Blade-Coated Nanographite Films. Micro 2024, 4, 460-473. https://doi.org/10.3390/micro4030029
Pellegrini PES, Vaz LdMLG, Nista SVG, Hernández-Figueroa HE, Moshkalev S. Synthesis and Functionalities of Blade-Coated Nanographite Films. Micro. 2024; 4(3):460-473. https://doi.org/10.3390/micro4030029
Chicago/Turabian StylePellegrini, Paloma E. S., Luana de Moraes Leitão Gonçalves Vaz, Silvia Vaz Guerra Nista, Hugo Enrique Hernández-Figueroa, and Stanislav Moshkalev. 2024. "Synthesis and Functionalities of Blade-Coated Nanographite Films" Micro 4, no. 3: 460-473. https://doi.org/10.3390/micro4030029
APA StylePellegrini, P. E. S., Vaz, L. d. M. L. G., Nista, S. V. G., Hernández-Figueroa, H. E., & Moshkalev, S. (2024). Synthesis and Functionalities of Blade-Coated Nanographite Films. Micro, 4(3), 460-473. https://doi.org/10.3390/micro4030029