
_Ngo.png)
Seaweed Pellets as a Renewable Fuel Feedstock


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Equipment
2.1.1. Pelletizer
2.1.2. Biomass Drying Cabinet
2.1.3. Hydraulic Compression Testing Unit
2.1.4. Bomb Calorimeter
2.1.5. Moisture Analyzer
2.1.6. Muffle Furnace
2.2. Equations
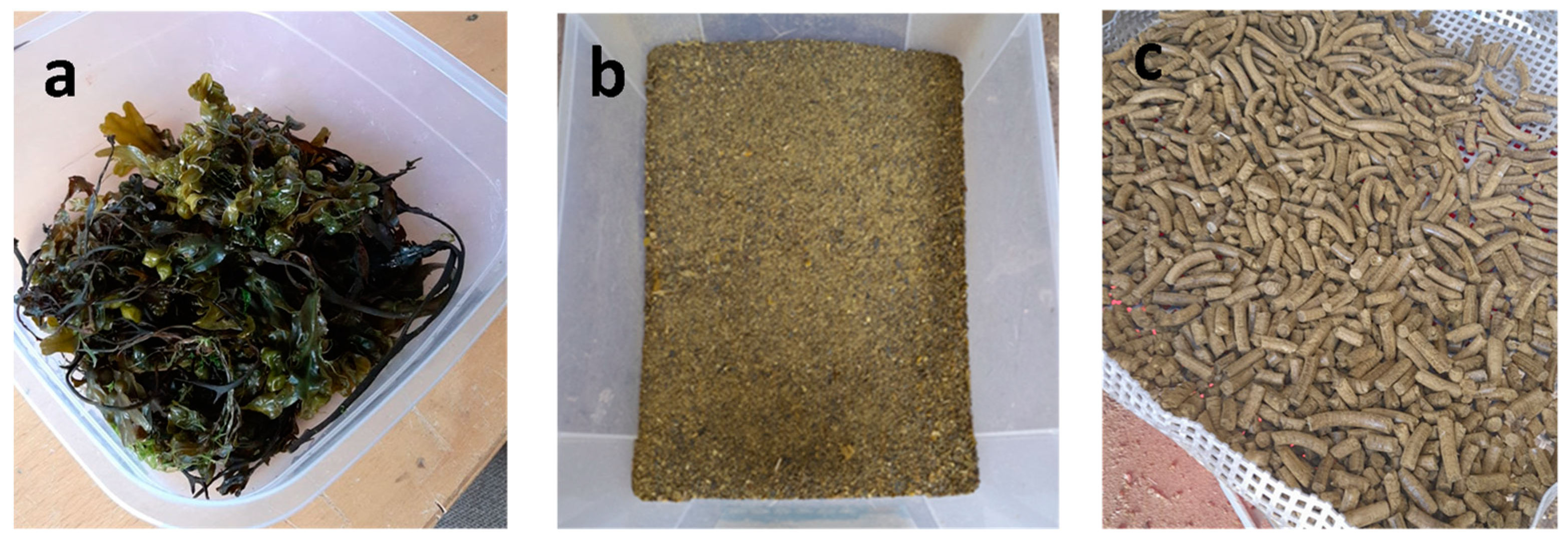
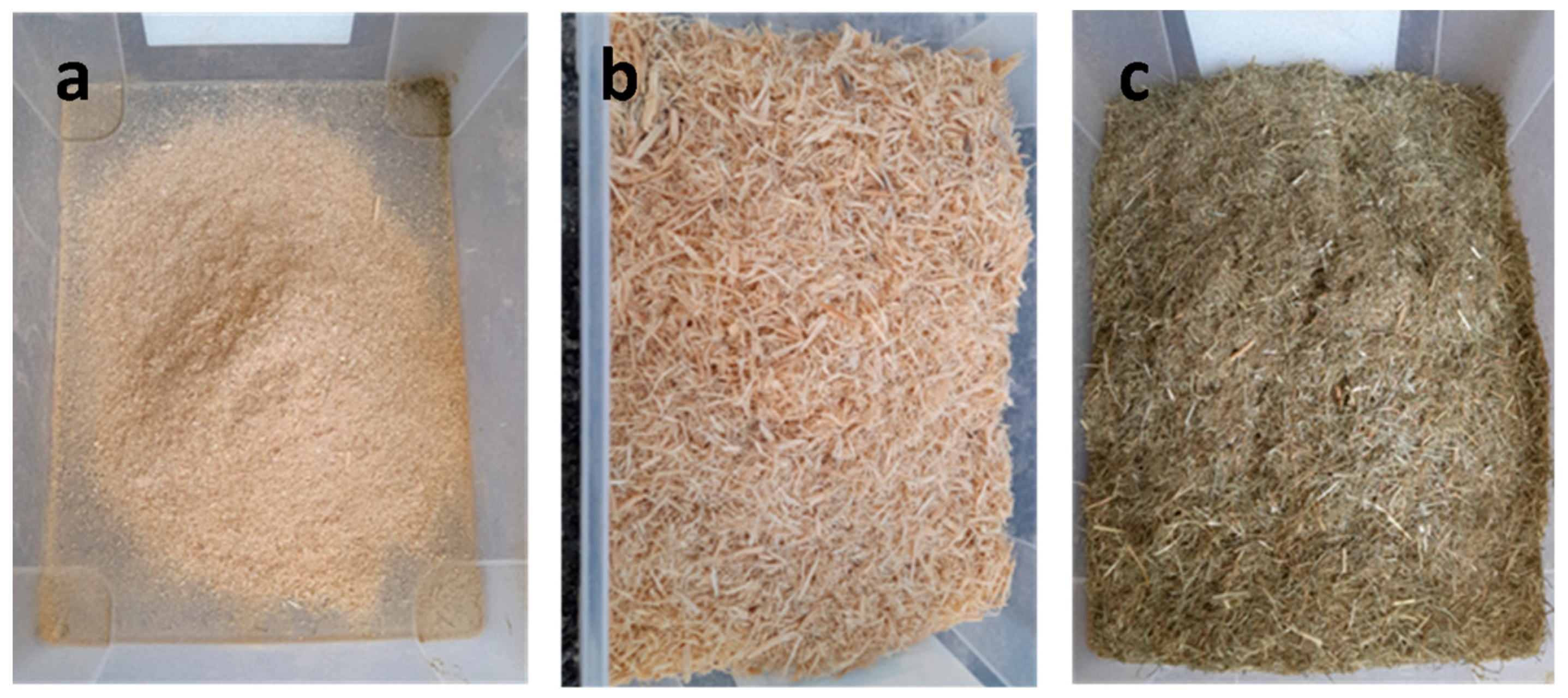
2.3. Pelletizing Procedure
2.4. Compression Test Procedure
2.5. Energy Content Measurement Procedure
2.6. Ash Content Measurement Procedure
3. Results
3.1. Composition of Pellets
3.2. Physical Properties of Pellets
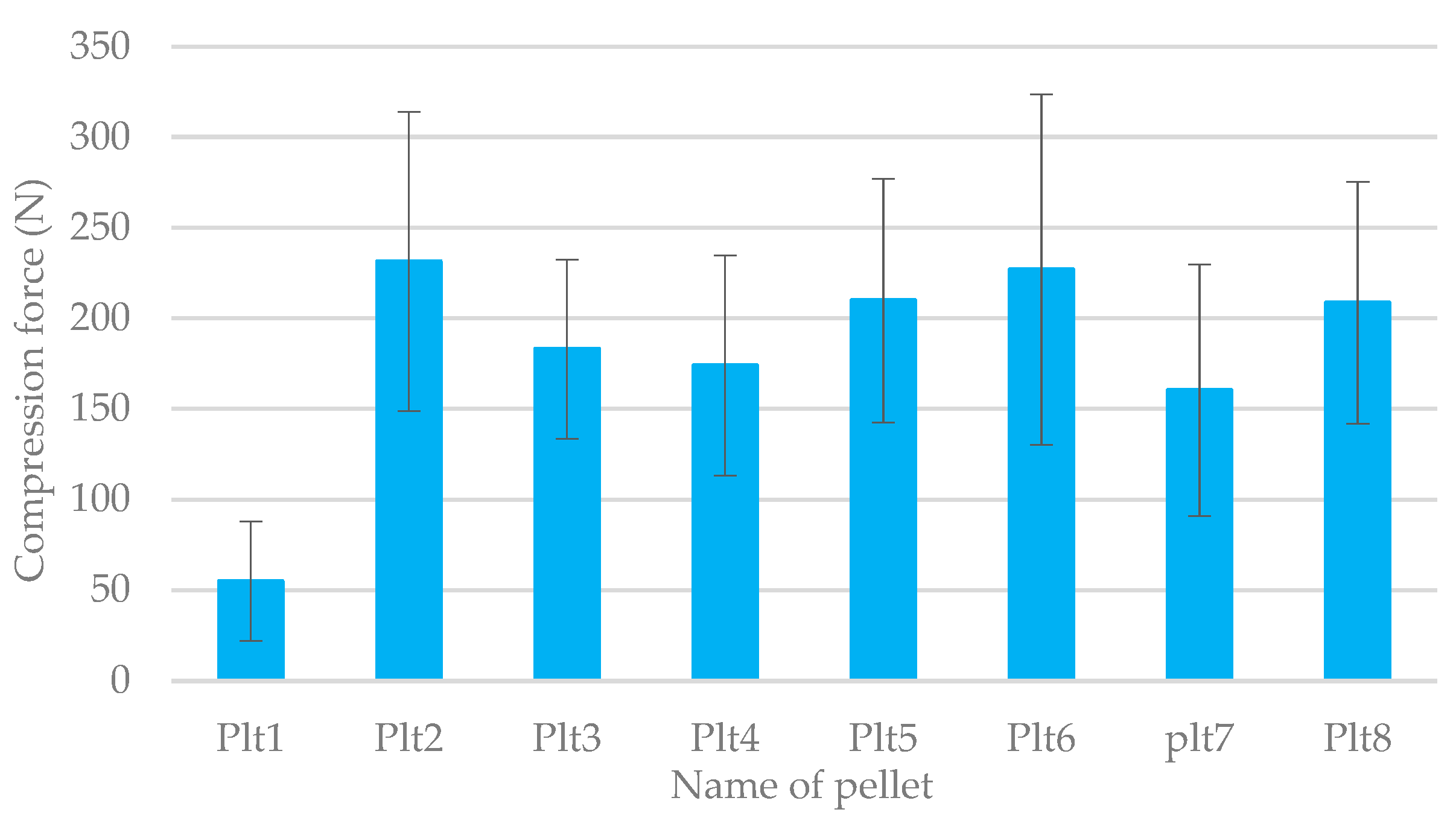
3.3. Mechanical Strength of Pellets
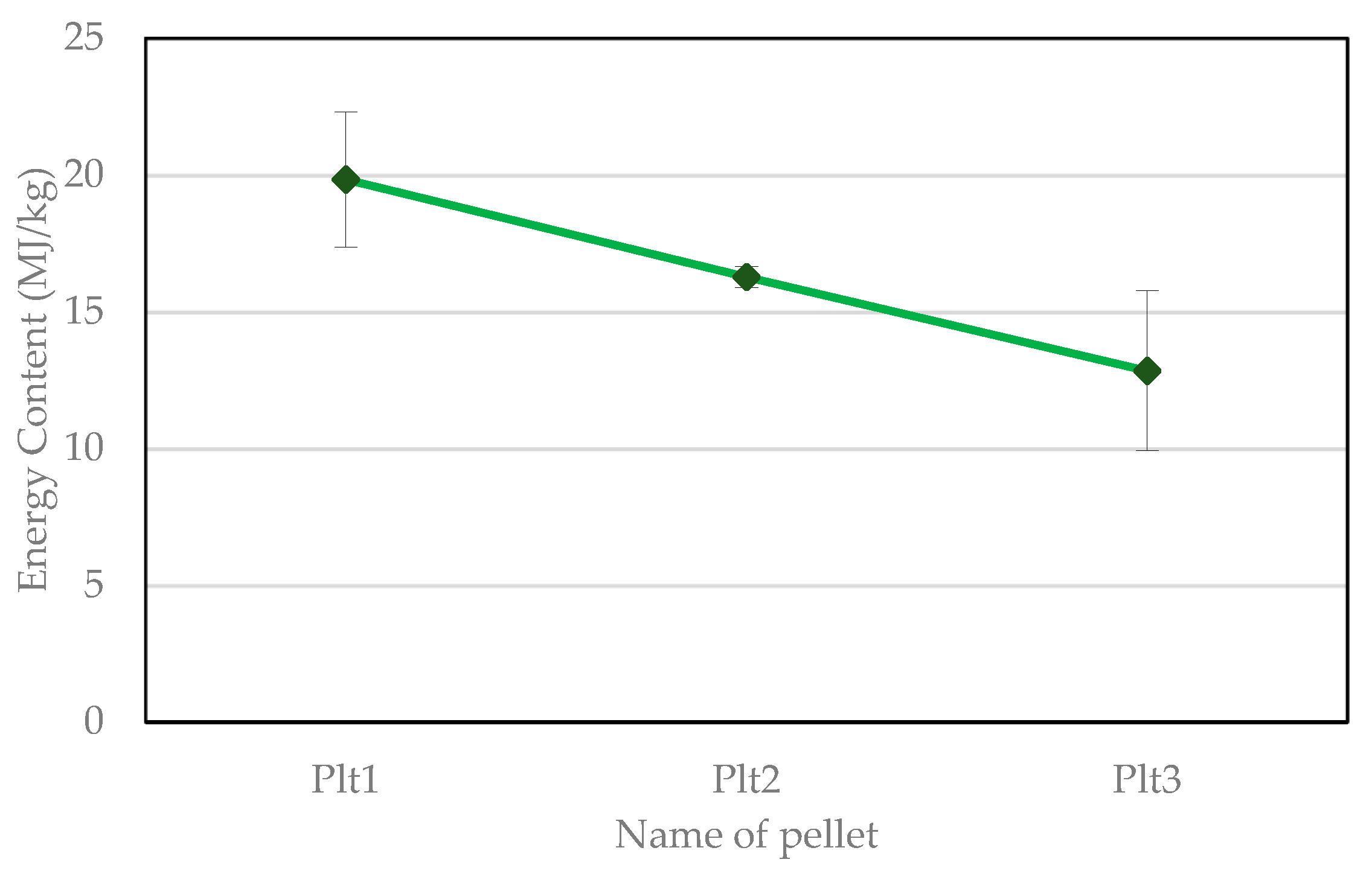
3.4. Energy Content of Pellets
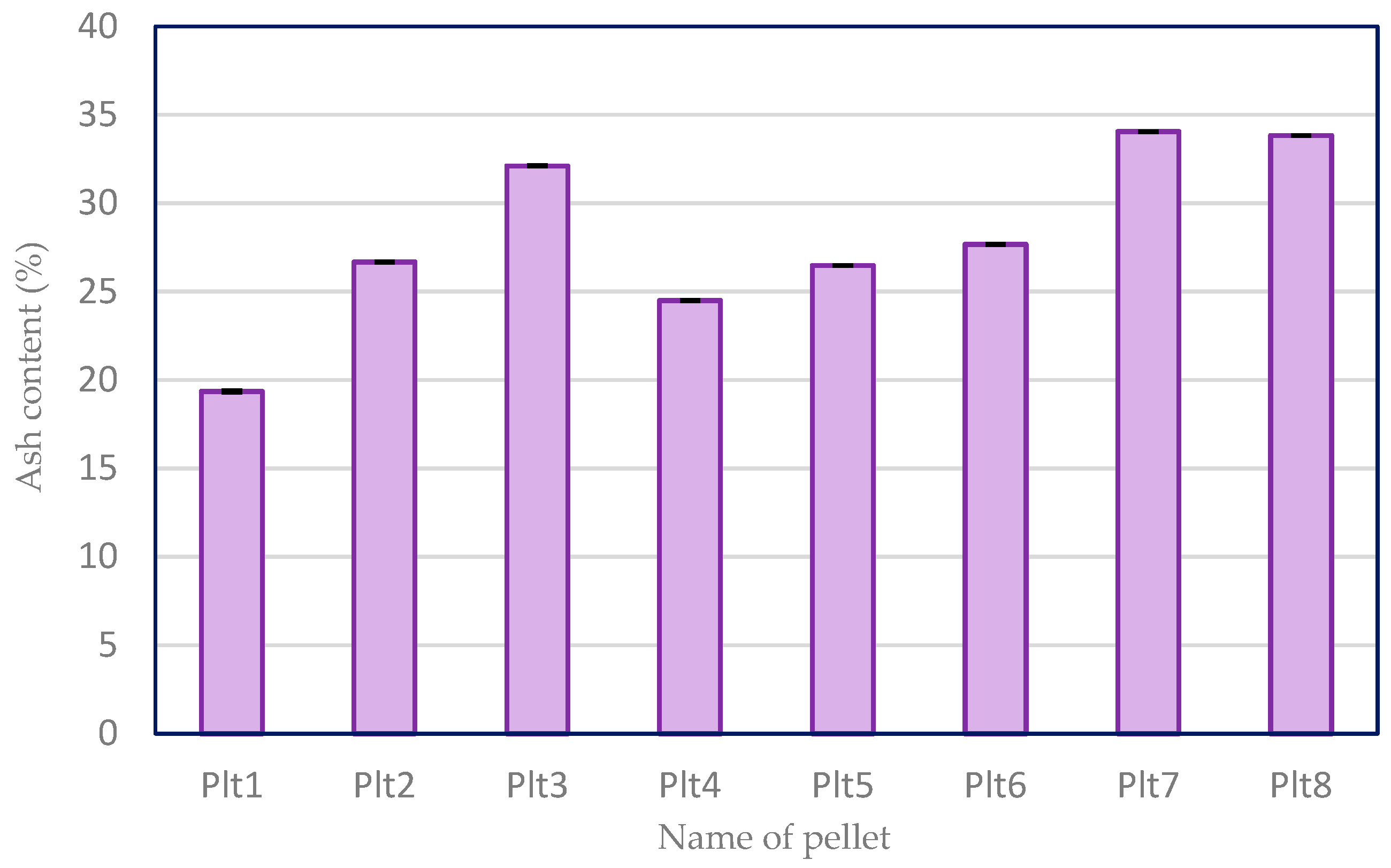
3.5. Ash Content of Pellets
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A



Appendix B
- 1.
- Weighing the pellet (0.1–0.2 g) (m);
- 2.
- Weighing the piece of wire (6–8 cm) (W1);
- 3.
- Adding 466 g of water to the water container;
- 4.
- Placing the pellet inside the bomb and connecting it to the ports with the wire;
- 5.
- Pressurizing the bomb (around 30 bars);
- 6.
- Placing the bomb inside the water container;
- 7.
- Attaching the electric wires to the ports of the bomb;
- 8.
- Covering the chamber with a sensor and stirrer;
- 9.
- Attaching the stirrer belt;
- 10.
- Turning on the stirrer;
- 11.
- Monitoring the temperature graph for a few minutes to find a stable tempera-ture;
- 12.
- Pressing the ignite button on the monitor (it takes 60 s to ignite);
- 13.
- Writing down the primary temperature right before ignition (T1);
- 14.
- Monitoring the temperature graph after ignition to find the maximum temperature (T2);
- 15.
- Turning off the stirrer;
- 16.
- Taking out and disassembling the bomb;
- 17.
- Weighing the rest of the wire (W2);
- 18.
- Using Equation (4) to calculate the energy content;

References
- Food and Agriculture Organization (FAO). The State of World Fisheries and Aquaculture. In Contributing to Food Security and Nutrition for All; FAO: Rome, Italy, 2016. [Google Scholar]
- Krause-Jensen, D.; Duarte, C.M. Substantial role of macroalgae in marine carbon sequestration. Nat. Geosci. 2016, 9, 737–742. [Google Scholar] [CrossRef]
- Mayala, T.S.; Ngavouka, M.D.N.; Douma, D.H.; Hammerton, J.M.; Ross, A.B.; Brown, A.E.; M’Passi-Mabiala, B.; Lovett, J.C. Characterisation of congolese aquatic biomass and their potential as a source of bioenergy. Biomass 2022, 2, 1–13. [Google Scholar] [CrossRef]
- Duarte, C.M.; Wu, J.; Xiao, X.; Bruhn, A.; Krause-Jensen, D. Can seaweed farming play a role in climate change mitigation and adaptation. Front. Mar. Sci. 2017, 4, 1–8. [Google Scholar] [CrossRef] [Green Version]
- How Biomass Wood Pellet Mills CAN Help Landowners Grow Healthy Forests. Available online: https://www.drax.com/uk/sustainable-bioenergy/how-biomass-wood-pellet-mills-can-help-landowners-grow-healthy-forests/ (accessed on 11 January 2023).
- Onyenwoke, C.; Tabil, L.G.; Dumonceaux, T.; Cree, D.; Mupondwa, E.; Adapa, P.; Karunakaran, C. Investigation of steam explosion pretreatment of sawdust and oat straw to improve their quality as biofuel pellets. Energies 2022, 15, 7168. [Google Scholar] [CrossRef]
- Agu, O.S.; Tabil, L.G.; Mupondwa, E. Impact of biochar addition in microwave torrefaction of camelina straw and switchgrass for biofuel production. Fuels 2022, 3, 588–606. [Google Scholar] [CrossRef]
- Gallant, R.; Farooque, A.A.; He, S.; Kang, K.; Hu, Y. A mini-review: Biowaste-derived fuel pellet by hydrothermal carbonization followed by pelletizing. Sustainability 2022, 14, 12530. [Google Scholar] [CrossRef]
- Soria-González, J.A.; Tauro, R.; Alvarado-Flores, J.J.; Berruet, V.M.; Rutiaga-Quiñones, J.G. Avocado tree pruning pellets (persea americana mill.) for energy purposes: Characterization and quality evaluation. Energies 2022, 15, 7514. [Google Scholar] [CrossRef]
- Walker, T. Biomass Sustainability and Carbon Policy Study; Manomet Center for Conservation Sciences: Brunswick, ME, USA, 2010. [Google Scholar]
- Liu, S.; Zhang, Y.; Su, Z.; Jiang, T. Improving the properties of magnetite green pellets with a novel organic composite binder. Materials 2022, 15, 6999. [Google Scholar] [CrossRef]
- Proper Handling of Wood Pellets. Available online: https://www.pellet.org/proper-handling-of-wood-pellets/ (accessed on 20 September 2022).
- Biomass Handling. Available online: http://www.advancedbiomass.com/2010/10/handling-pellets-things-to-consider/ (accessed on 20 September 2022).
- Wood Pellets Quality Standards Review. Available online: http://www.biofuelmachines.com/wood-pellets-quality-standards-study.html (accessed on 27 January 2023).
- Pellet Quality & Standards. Available online: https://epc.bioenergyeurope.org/about-pellets/pellets-basics/pellet-standards/ (accessed on 27 January 2023).
- Williams, O.; Taylor, S.; Lester, E.; Kingman, S.; Giddings, D.; Eastwick, C. Applicability of mechanical tests for biomass pellet characterisation for bioenergy applications. Materials 2018, 11, 1329. [Google Scholar] [CrossRef] [Green Version]
- How Does Cogeneration Provide Heat and Power. Available online: https://www.scientificamerican.com/article/how-does-cogeneration-provide-heat-power/ (accessed on 16 September 2022).
- Lee, Y.W.; Ryu, C.; Lee, W.J.; Park, Y.K. Assessment of wood pellet combustion in a domestic stove. J. Mater. Cycles Waste Manag. 2011, 13, 165–172. [Google Scholar] [CrossRef]
- Biofuels Academy. Available online: http://biofuelsacademy.org/index.html%3Fp=436.html (accessed on 20 April 2022).
- Simone, M.; Barontini, F.; Nico, C.; Tognotti, L. Gasification of pelletized biomass in a pilot scale downdraft gasifier. Bioresour. Technol. 2012, 116, 403–412. [Google Scholar] [CrossRef]
- Widjayaa, E.R.; Chena, G.; Bowtell, L.; Hillsa, C. Gasification of non-woody biomass: A literature review. Renew. Sustain. Energy Rev. 2018, 89, 184–193. [Google Scholar] [CrossRef] [Green Version]
- Biomass Fuels: Their Characteristics and Preparations. Available online: http://wiki.gekgasifier.com/w/page/6123678/Biomass%20Fuels%3A%20Their%20Characteristics%20and%20Preparations (accessed on 13 September 2022).
- Basu, P. Hydrothermal Gasification of Biomass. Biomass Gasification and Pyrolysis (Practical Design and Theory); Elsevier: Oxford, UK, 2010; pp. 229–269. [Google Scholar]
- Akhtar, J.; Amin, N.A.S. A review on process conditions for optimum bio-oil yield in hydrothermal liquefaction of biomass. Renew. Sustain. Energy Rev. 2011, 15, 1615–1624. [Google Scholar] [CrossRef]
- Zhang, L.; Dou, X.; Yang, Z.; Yang, X.; Guo, X. Advance in hydrothermal bio-oil preparation from lignocellulose: Effect of raw materials and their tissue structures. Biomass 2021, 1, 74–93. [Google Scholar] [CrossRef]
- Safavi, S.M.; Unnthorsson, R. Methane yield enhancement via electroporation of organic waste. Waste Manag. 2017, 66, 61–69. [Google Scholar] [CrossRef]
- Anaerobic Digestion. Available online: http://anaerobicdigestion.co.uk/feedstocks/ (accessed on 26 September 2022).
- Mulat, D.G.; Horn, S.J. Biogas Production from Lignin via Anaerobic Digestion. Energy and Environment Series; Norwegian University of Life Sciences: Oslo, Norway, 2018; Volume 19, pp. 391–412. [Google Scholar]
- Dubrovskis, V.; Plume, I.; Straume, I. Investigations of Biogas Production Potential from Grass Hay Pellets. In Engineering for Rural Development; Latvia University of Life Sciences and Technologies: Jelgava, Latvia, 2018. [Google Scholar]
- Halliday, D.; Resnick, R. Fundamentals of Physics, 6th ed.; Cleveland State University: Cleveland, OH, USA, 2014; pp. 190–197. [Google Scholar]
- Quadratic Mean. Available online: https://people.revoledu.com/kardi/tutorial/BasicMath/Average/quadratic%20mean.html (accessed on 20 July 2022).
- Microsoft Office Excel. Available online: https://office.microsoft.com/excel (accessed on 20 July 2022).
- Bomb Calorimetry. Available online: http://ch301.cm.utexas.edu/thermo/#thermochemistry/bomb-calorim.html (accessed on 30 August 2022).
- Li, W.; Wang, M.; Meng, F.; Zhang, Y.; Zhang, B. A review on the effects of pretreatment and process parameters on properties of pellets. Energies 2022, 15, 7303. [Google Scholar] [CrossRef]
- Standard Test Method for Compressive Properties of Rigid Plastics. Available online: https://www.astm.org/d0695-15.html (accessed on 11 January 2023).
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Travelling Grate. Available online: https://www.sugimat.com/en/products/travelling-grate/ (accessed on 22 September 2022).
- Sun, R.; Ismail, T.M.; Ren, X.; Abd El-Salam, M. Effect of ash content on the combustion process of simulated MSW in the fixed bed. Waste Manag. 2016, 48, 236–249. [Google Scholar] [CrossRef]
- Roos, C.J. Clean Heat and Power Using Biomass Gasification for Industrial and Agricultural Projects; U.S. Department of Energy: Washington, DC, USA, 2010. [Google Scholar]
- Sikarwar, V.S.; Zhao, M.; Clough, P.; Yao, J.; Zhong, X.; Memon, M.Z.; Shah, N.; Anthony, E.J.; Fennell, P.S. An overview of advances in biomass gasification. Energy Environ. Sci. (R. Soc. Chem.) 2016, 9, 2939–2977. [Google Scholar] [CrossRef] [Green Version]
- Mishra, S.; Upadhyay, R.K. Review on biomass gasification: Gasifiers, gasifying mediums, and operational parameters. Mater. Sci. Energy Technol. 2021, 4, 329–340. [Google Scholar] [CrossRef]
- Molino, A.; Larocca, V.; Chia, S.; Musmarra, D. Biofuels Production by Biomass Gasification: A Review. Energies 2018, 11, 811. [Google Scholar] [CrossRef] [Green Version]
- Frequently Asked Questions. Available online: https://www.allpowerlabs.com/faq (accessed on 11 November 2022).
- Bhavanam, A.; Sastry, R.C. Biomass gasification processes in downdraft fixed bed reactors: A review. Chem. Eng. Appl. 2011, 2, 425–433. [Google Scholar]
- Antonopoulos, S.; Karagiannidis, A.; Gkouletsos, A.; Perkoulidis, G. Modelling of a downdraft gasifier fed by agricultural residues. Waste Manag. 2012, 32, 710–718. [Google Scholar] [CrossRef] [PubMed]
- Gupta, S.; De, S. An experimental investigation of high-ash coal gasification in a pilot-scale bubbling fluidized bed reactor. Energy 2022, 244, 122868. [Google Scholar] [CrossRef]
- Biomass Feedstock Requirements. Available online: https://www.allpowerlabs.com/wp-content/uploads/2015/05/v1-09_Section_02_BiomassFeedstockRequirements.pdf (accessed on 18 January 2023).
- Chouhan, A.S.; Sarma, A. Critical analysis of process parameters for bio-oil production via pyrolysis of biomass: A review. Recent Pat. Eng. 2013, 7, 98–114. [Google Scholar] [CrossRef]
- Chena, W.T.; Qiana, W.; Zhanga, Y.; Mazura, M.; Kuoa, C.T.; Scheppea, K.; Schidemanc, L.C. Effect of ash on hydrothermal liquefaction of high-ash content algal biomass. Algal Res. 2017, 25, 297–306. [Google Scholar] [CrossRef]
- Anaerobic Digestion Wastes-Sources and Characteristics. Available online: https://www.theecoambassador.com/AnaerobicDigestion-WastesSourcesandCharacteristics.html# (accessed on 18 January 2023).
- Schweitzer, D.; MaxSchmid, A.G.; Waizmann, G.; Beirow, M.; Spörl, R.; Scheffknecht, G. Steam gasification of wood pellets, sewage sludge and manure: Gasification performance and concentration of impurities. Biomass Bioenergy 2018, 111, 308–319. [Google Scholar] [CrossRef]
- Alevanaua, A.; Ahmed, I.; Gupta, A.K.; Yang, W.; Blasiak, W. Parameters of high-temperature steam gasification of original and pulverized wood pellets. Fuel Process. Technol. 2011, 92, 2068–2074. [Google Scholar] [CrossRef]
- Nazemi, M. Biomass Drying Cabinet- Design, Construction, and Evaluation. Master’s Thesis, University of Iceland, Reykjavik, Iceland, 2021. [Google Scholar]
- Nazemi, M.; Unnthorsson, R.; Richter, C.P. Analyzing the Process of Seaweed Drying in a Drying Cabinet; International Mechanical Engineering Congress and Exposition: Columbus, OH, USA, 2022. [Google Scholar]
- Milledge, J.J.; Smith, B.; Dyer, P.W.; Harvey, P. Macroalgae-Derived Biofuel: A Review of Methods of Energy Extraction from Seaweed Biomass. Energies 2022, 7, 7194–7222. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Pellet | Seaweed Content (%) | Hay Content (%) | Sawdust Content (%) | Wood Chips Content (%) |
|---|---|---|---|---|
| Plt1 | 25 | 20 | 55 | 0 |
| Plt2 | 50 | 20 | 30 | 0 |
| Plt3 | 75 | 20 | 5 | 0 |
| Plt4 | 55 | 0 | 0 | 45 |
| Plt5 | 65 | 0 | 0 | 35 |
| Plt6 | 75 | 0 | 0 | 25 |
| Plt7 | 85 | 0 | 0 | 15 |
| Plt8 | 100 | 0 | 0 | 0 |
| Name of Pellet | Average Diameter (mm) | Average Length (mm) | Water Content 10 g-(%) | The Density of One Piece (g/cm3) | Bulk Density (g/cm3) |
|---|---|---|---|---|---|
| Plt1 | 7.47 | 3.15 ≤ L ≤ 20 | 2.95 | 1.110 | 0.526 |
| Plt2 | 8.04 | 3.15 ≤ L ≤ 40 | 2.98 | 1.025 | 0.718 |
| Plt3 | 8.05 | 3.15 ≤ L ≤ 40 | 4.38 | 1.062 | 0.724 |
| Plt4 | 7.87 | 3.15 ≤ L ≤ 40 | 1.97 | 1.076 | 0.641 |
| Plt5 | 8.08 | 3.15 ≤ L ≤ 40 | 3.34 | 1.057 | 0.657 |
| Plt6 | 7.72 | 3.15 ≤ L ≤ 40 | 5.43 | 1.126 | 0.558 |
| Plt7 | 7.92 | 3.15 ≤ L ≤ 40 | 3.39 | 1.077 | 0.728 |
| Plt8 | 7.82 | 3.15 ≤ L ≤ 40 | 5.68 | 1.092 | 0.702 |
| ENplus (A1, A2, & B) | 8 ± 1 | 3.15 ≤ L ≤ 40 | ≤10 | 0.600 ≤ BD ≤ 0.750 |
| Name of Pellet | Water Content | Compression Resistance (N) | Energy Content (MJ/kg) | Ash Content | Possibility of Usage in | ||||
|---|---|---|---|---|---|---|---|---|---|
| Combustion | Gasification | Pyrolysis | HTL | AD | |||||
| Plt1 | 2.95% | 55 | 19.84 | 19.4% | Yes | No | No | Yes | Yes |
| Plt2 | 2.98% | 231 | 16.23 | 26.7% | Yes | Possibly | Yes | Yes | Yes |
| Plt3 | 4.38% | 183 | 12.84 | 32.1% | Yes | Possibly | Yes | Yes | Yes |
| Plt4 | 1.97% | 174 | 16.60 | 25.5% | Yes | Possibly | Yes | Yes | Yes |
| Plt5 | 3.34% | 210 | 15.77 | 26.5% | Yes | Possibly | Yes | Yes | Yes |
| Plt6 | 5.43% | 227 | 15.76 | 27.7% | Yes | Yes | Yes | Yes | Yes |
| Plt7 | 3.39% | 160 | 14.36 | 34.1% | Yes | Possibly | Yes | Yes | Yes |
| Plt8 | 5.68% | 209 | 14.42 | 33.8% | Yes | Yes | Yes | Yes | Yes |
| Pellet | Energy (MJ/kg) | ||||||
|---|---|---|---|---|---|---|---|
| Drying | Chopping | Pelletizing | Total input | Calorific value (output) | |||
| (Heat) | (Electric) | (Electric) | (Heat) | (Electric) | (Sum.) | (Chemical) | |
| 100% Wood chip | 0 | 11.52 | 1.80 | 0 | 13.32 | 13.32 | 19.26 |
| 100% Hay | 0 | 0.72 | 1.80 | 0 | 2.52 | 2.52 | 3.13 |
| 100% sawdust | 0 | 0 | 1.80 | 0 | 1.80 | 1.80 | 27.98 |
| 100% Seaweed (Plt8) | 9.72 | 0.72 | 1.80 | 9.72 | 2.52 | 12.24 | 14.42 |
| Plt2 | 4.86 | 0.50 | 1.80 | 4.86 | 2.30 | 7.16 | 16.23 |
| Plt4 | 5.35 | 5.58 | 1.80 | 5.35 | 7.38 | 12.73 | 16.60 |
| Plt7 | 8.26 | 2.34 | 1.80 | 8.26 | 4.14 | 12.40 | 14.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazemi, M.; Unnthorsson, R.; Richter, C. Seaweed Pellets as a Renewable Fuel Feedstock. Biomass 2023, 3, 78-95. https://doi.org/10.3390/biomass3010006
Nazemi M, Unnthorsson R, Richter C. Seaweed Pellets as a Renewable Fuel Feedstock. Biomass. 2023; 3(1):78-95. https://doi.org/10.3390/biomass3010006
Chicago/Turabian StyleNazemi, Mohiodin, Runar Unnthorsson, and Christiaan Richter. 2023. "Seaweed Pellets as a Renewable Fuel Feedstock" Biomass 3, no. 1: 78-95. https://doi.org/10.3390/biomass3010006
APA StyleNazemi, M., Unnthorsson, R., & Richter, C. (2023). Seaweed Pellets as a Renewable Fuel Feedstock. Biomass, 3(1), 78-95. https://doi.org/10.3390/biomass3010006