1. Introduction
According to the World Health Organization (WHO), it is recommended to consume at least 400 g per day of fruits and vegetables for a healthy diet, but this average consumption is only two-thirds of the minimum recommended amounts of fruits and vegetables [
1]. Daily consumption of fruits and vegetables protects against chronic diseases thanks to their content of vitamins, antioxidants, sugars, minerals, and bioactive compounds, and helps us to maintain a high quality of life [
2,
3]. In this scenario, a novel technology in the food sector, such as 3D printing, could play an important role in developing formulations containing fruits and vegetables, increasing their attractiveness through printed mixtures with complex shapes and different flavors and colors. This would increase fruit and vegetable consumption, especially among children, and promote healthy habits [
3].
3D printing has great benefits, such as the customization of products according to consumer needs, the creation of different structures, the use of alternative nutrient sources, or the reduction of food waste [
4], but one of the most notable applications of this technology is to produce customized 3D-printed meals for people suffering from diseases such as dysphagia, who have difficulty chewing and swallowing food, or people with nutritional deficiency. 3D printing can improve their eating experience by developing 3D structures that patients can identify as conventional foods, and by customizing the nutritional content according to the necessary nutritional requirements [
5].
To carry out 3D printing, food materials must be printable and extruded through the nozzle, creating a shape by layer-by-layer deposition [
6]. Fruit and vegetable purees are materials that cannot be extruded in their raw form but need the addition of other materials such as hydrocolloids [
4,
7,
8]. These polymers are used to thicken or gel aqueous solutions and could improve flow properties suitable for printing with just a small amount [
9]. Gelatin is a natural polymer notable for its gelling properties, glossy and clear appearance, and clean flavor profile that melts in the mouth. This hydrocolloid could be of interest in preparing fruit hydrogels [
10,
11].
The main objective of this study is to evaluate the effect of apricot pulp content on the printability and stability of bovine gelatin gels. More specifically, the printability of apricot gel was evaluated in dimensional terms (area and height) in cylinders of 3 cm in diameter and 1 cm in height, and the stability was evaluated through Texture Profile Analysis (TPA).
2. Materials and Methods
2.1. Raw Materials
Bovine gelatin was supplied by Sosa Ingredientes S.L. (Barcelona, Spain) and apricot pulp was supplied by Jumel Alimentaria S.A. (L’Alqueria de la Comtessa, Spain).
2.2. Apricot Gel Preparation
Gels were formulated with 5% bovine gelatin (220 BLOOM) with different concentrations of apricot pulp, 30%, 50%, and 70%. The bovine gelatin was dissolved in mineral water at 60 °C. It was allowed to cool to 35 °C and apricot pulp was added. It was stirred until homogenized, and 40 mL of the mixture was added in 100 mL syringes. The gels were refrigerated at 4 °C for 40 min. After this time, they were tempered until reaching 25 °C.
2.3. D Printing Process
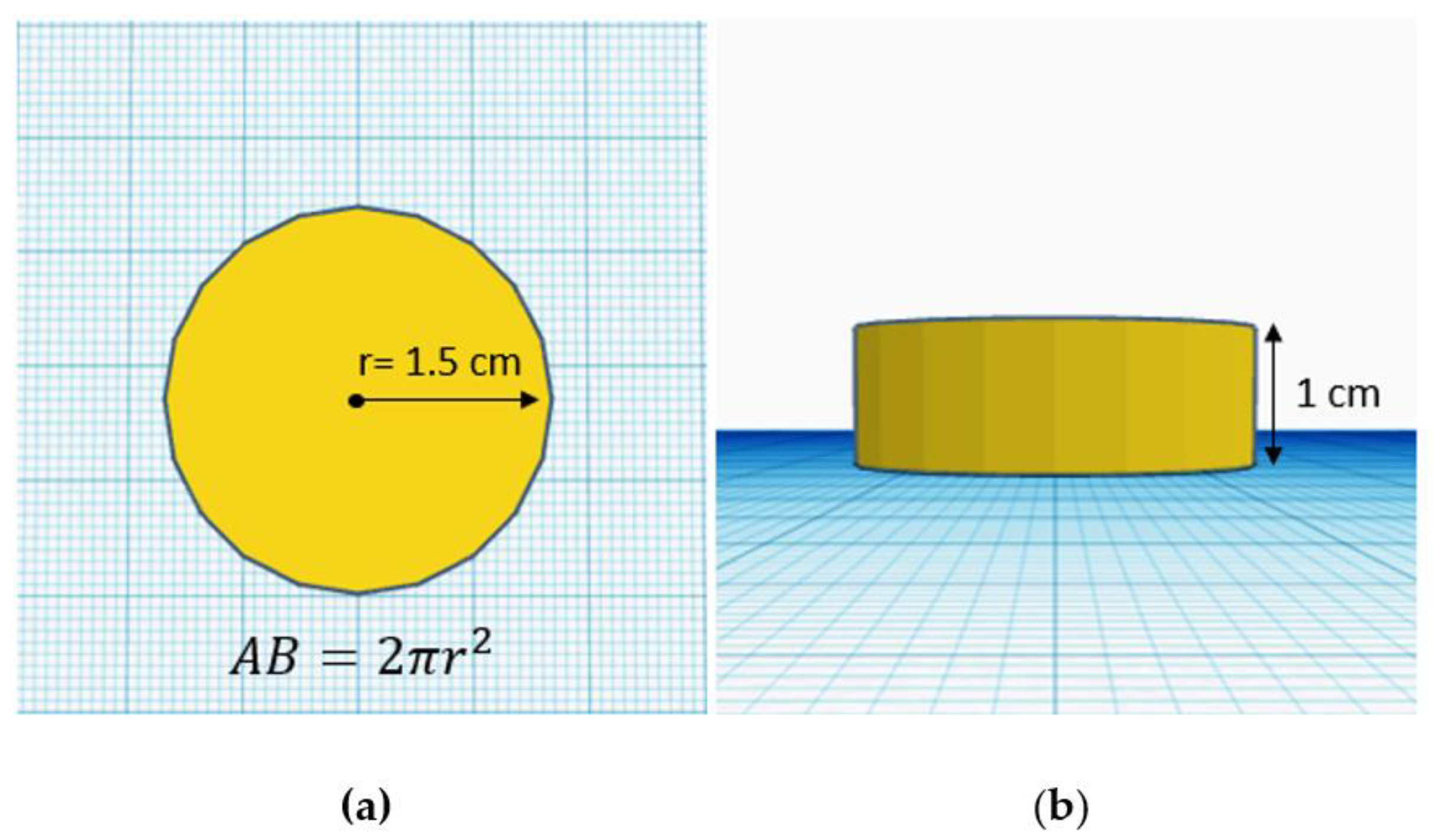
A commercial 3D printer (BCN 3D+, BCN3D Technologies, Barcelona, Spain) equipped with a pasta extruder nozzle designed for food materials (BCN3D Technologies, Barcelona, Spain) was used for printing gels. The 3D printing system consisted of an extrusion system and an X-Y-Z positioning system using stepper motors. Printing assays were carried out at room temperature. A cylinder (3 cm in diameter and 1 cm in height) was designed using Tinkercad (Tinkercad, free software, Autodesk, Inc., San Rafael, CA, USA). Once the figure is modeled, the Slic3r program (Slic3r, free software, developed by Alessandro Ranellucci) will be used to configure the printing parameters: nozzle speed 20 mm/s, layer height 1.63 mm, and 100% rectilinear infill. A nozzle diameter of 1.63 mm was used to print all samples.
2.4. Analysis
2.4.1. Physicochemical Analysis
°Brix and pH were evaluated for apricot pulp and gels. The soluble solids content, expressed as °Brix, was measured with a PAL-1 pocket digital refractometer (ATAGO Co., Ltd., Tokyo, Japan). The pH values were measured with a HI99163 pH meter (Hanna Instruments Inc., Woonsocket, RI, USA).
2.4.2. Image Analysis
Pictures were taken of the top and lateral view of each cylinder that just printed apricot gel. These images were processed in the ImageJ program (ImageJ, NIH, Washington, DC, USA) to determine the figure evolution. The base area of the figure was measured in the top view images and the height was measured in the side view images, as shown in
Figure 1. Differences between printed and target figures were calculated as a metric of variation of each dimension.
2.4.3. Textural Characterization
TPA was performed on cylinders of apricot pulp after 3D printing using a TA.XT.plus texturometer (Stable Micro Systems, Godalming, Surrey, UK). The TPA was executed with a cylindrical aluminum probe (4 cm in diameter) using a 50 kg load cell. The texture analysis was performed with double compression with a speed of 0.5 mm/s, with a rest period of 5 s between cycles, and the deformation was 40% of the original length. The parameters’ hardness, adhesiveness, cohesiveness, springiness, gumminess, and resilience were extracted using the Texture Exponent 32 program (Stable Micro Systems, Godalming, Surrey, UK). All samples were measured in triplicate.
2.4.4. Statistical Analysis
An analysis of variance (ANOVA), with a confidence 95% level (p < 0.05), by the Statgraphics Centurion XVIII Software, version 18.1.13, was applied to evaluate the differences between apricot gels. Correlations between physicochemical parameters (°Brix and pH), textural properties (hardness, adhesiveness, cohesiveness, springiness, gumminess, and resilience), and area and height deviations, with a significance level of 95%, were studied using Pearson’s coefficient.
3. Results and Discussion
3.1. Physicochemical Analysis
The °Brix and pH of apricot pulp (AP) showed values of 10.68 ± 0.09 and 3.60 ± 0.02, respectively.
Table 1 shows that the greater the concentration of apricot pulp, the higher the soluble solids content and the lower the pH values. Thus, apricot gel 70% (AG70%) showed ° Brix and pH values more similar to those of apricot pulp, due to the higher concentration of apricot pulp in the samples.
3.2. Image Analysis
In food 3D printing, printability is one of the most important concepts to keep in mind. Printability is defined as the successful printing of the material by the printer while maintaining the structural integrity and shape of the printed object [
7]. Therefore, image analysis was carried out to find out the exact reproduction of the desired shape by the 3D printer and the gel’s ability for self-supporting layers. The parameters measured for the cylindrical shape were the area and height just after printing.
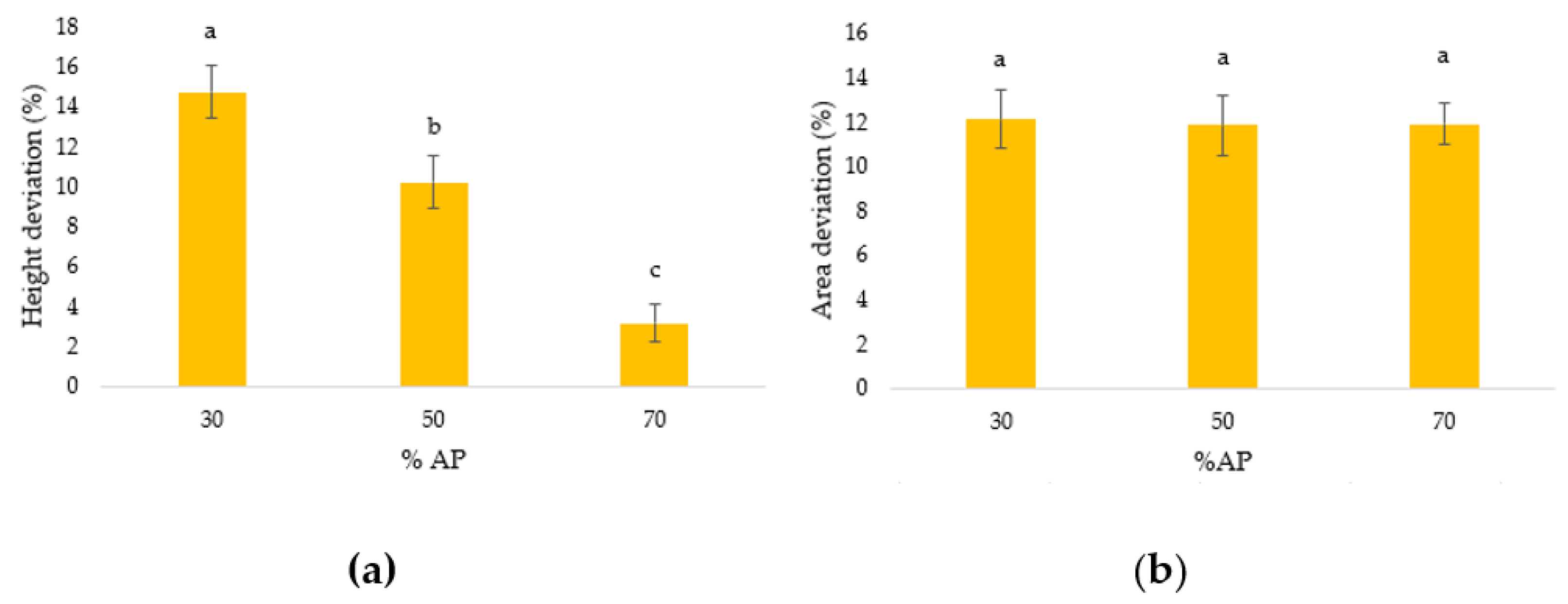
Figure 2a shows the percentage deviations (%) of the samples in height. Significant differences (
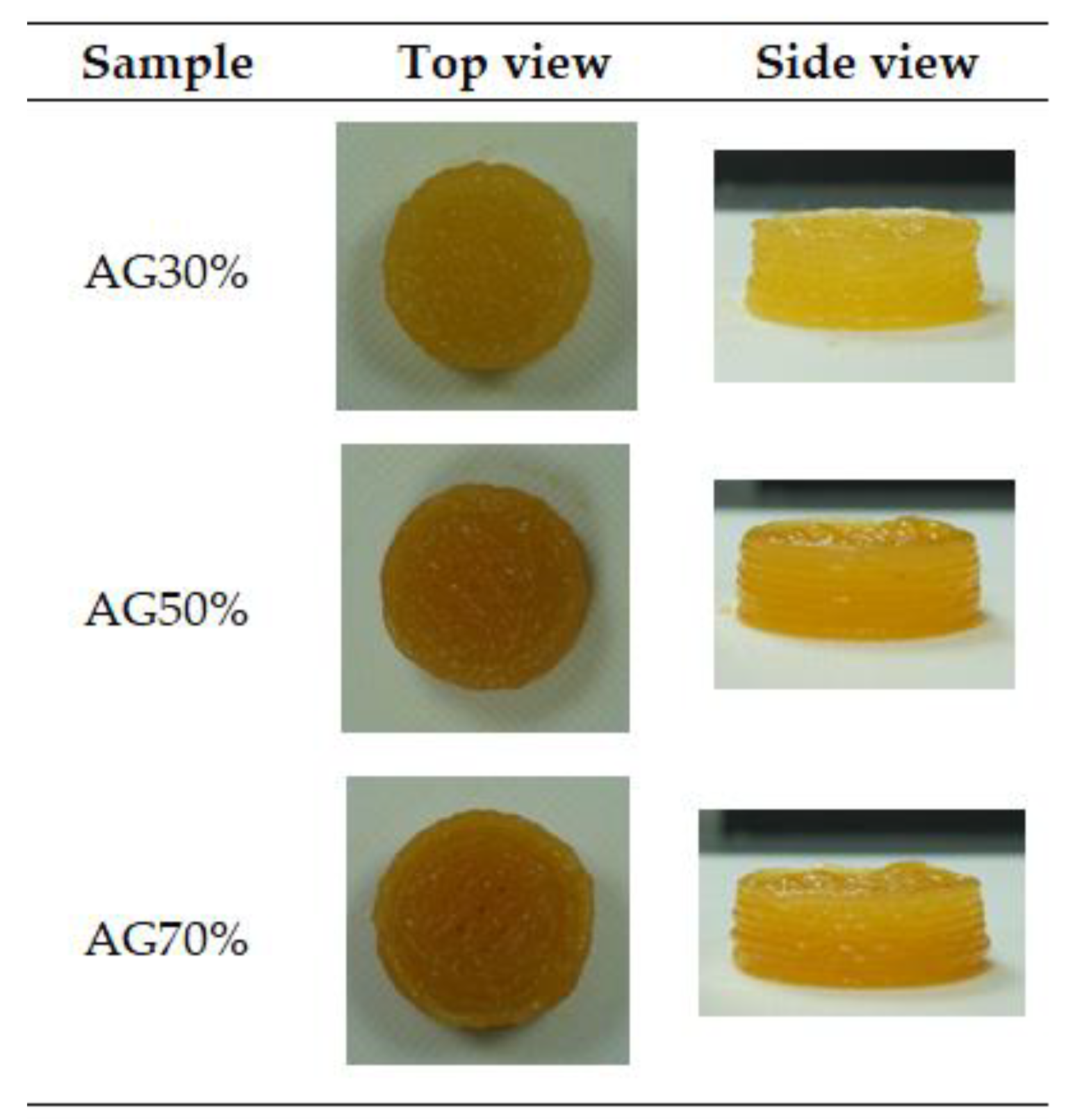
p < 0.05) were observed among the three samples, with a greater deformation of the height dimension as the %AP decreased. Therefore, the sample AG70% presented a lower deformation of the height dimension. The increased concentration of apricot pulp in the samples resulted in higher sugar and fiber content, and therefore lead to higher shape stability as it enhanced the ordered conformational bonds in the gelatin gels [
12] and provided a higher definition of the printing lines, as can be seen in
Figure 3.
Figure 2b illustrates the percentage deviation (%) of the gels in the area. For this parameter, no significant differences (
p > 0.05) were found between the samples, all presenting a deviation of around 12%.
3.3. Textural Characterization
Food texture is a physical property that is associated with the sensory characteristics and structure of food [
7]. Therefore, a TPA test was carried out to evaluate the texture of apricot gel samples.
Table 2 shows the different TPA test parameters of the different samples. The sample AG70% needs the highest force to be deformed, followed by the sample AG50%. Increasing the AP content in the gels caused an increase in hardness, helping to maintain a better structure of the printed sample. In addition, sample AG70% presented higher adhesiveness, with no significant differences (
p > 0.05) between the other two samples. With respect to the cohesiveness parameter, there are no significant differences (
p > 0.05) between the samples.
Elasticity is the parameter that indicates a material’s capacity to return to its original shape after applying a deformation [
13,
14]. Only significant differences (
p < 0.05), with the sample AG50% presenting a higher elasticity than the rest, were observed. In terms of gumminess, AG70% and AG50% are the samples with the highest gumminess, with values of 1.06 N and 1.2 N, respectively. Finally, the samples that presented the highest resilience values were AG30% and AG50%, which took the least time to recover their initial state over time.
3.4. Correlation Analysis
To explain the relationships of the parameters studied in this work, Pearson correlation statistical analyses were performed. The °Brix showed a significant and positive correlation with the hardness parameter (0.9359, p < 0.05). The pH also showed a significant but negative correlation with hardness (−0.9053, p < 0.05). A deviation in height showed significant positive correlations with pH (0.9755, p < 0.05), adhesiveness (0.6759, p < 0.05), and resilience (0.6807, p < 0.05). It also presented negative correlations with °Brix (−0.9867, p < 0.05), hardness (−0.9345, p < 0.05), and gumminess (−0.7623, p < 0.05).
An increase in the °Brix of the gels means an increase in the stability of the figure, as well as in its firmness. Sugars help to stabilize the gelatin gel configuration, thus stabilizing the final product [
13]. A decrease in pH will be associated with an increase in hardness and a decrease in height deviation. Gelatin has an isoelectric point between 5.0 and 9.0. When the pH is far from the isoelectric point, the gel structure is stronger and more stable [
15,
16].
4. Conclusions
In this study, adding apricot pulp to the bovine gelatin formulations resulted in differences between samples. As the pulp concentration in the gels increased, the °Brix and pH were similar to the apricot pulp values. The samples with the least deviations concerning height were the AG70% samples, the ones with the best structural stability. The AG70% samples were also the ones with the best firmness, but not the most elastic.
To ensure successful printability of the materials, understanding of the behavior of the components of food inks with respect to each other is necessary. An ‘‘ideal’’ ink must have sufficient mechanical strength to maintain structural integrity after printing, so that the gelatin gel with 70% apricot pulp is the one that presented the highest structural fidelity and firmness after printing, due to the higher content of soluble solids, being the best gel to be printed.
Author Contributions
Conceptualization, C.M.-M., A.M., M.I., J.M.-M. and P.G.-S.; methodology, C.M.-M., M.I., J.M.-M. and P.G.-S.; software, C.M.-M. and A.M.; validation, M.I., J.M.-M. and P.G.-S.; formal analysis, C.M.-M. and M.I.; investigation, C.M.-M., A.M. and M.I.; resources, J.M.-M. and P.G.-S.; data curation, C.M.-M.; writing—original draft preparation, C.M.-M.; writing—review and editing, M.I., J.M.-M. and P.G.-S.; supervision, M.I. and P.G.-S.; project administration, P.G.-S.; funding acquisition, J.M.-M. and P.G.-S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Conselleria de Innovación, Universidades, Ciencia y Sociedad Digital, Generalitat Valenciana, grant number AICO/2021/137, from MCIN/AEI/10.13039/501100011033/through project PID2020-115973RB-C22 and the FPI PhD contract granted by the Universitat Politècnica de Valencia subprograma 1 (PAID 01 21).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors want to acknowledge Jumel Alimentaria S.L, providing fruit pulp used for experiments and the FPI PhD contract granted by the Universitat Politècnica de València subprograma 1 (PAID 01 21).
Conflicts of Interest
The authors declare no conflict of interest.
References
- FAO. Frutas y Verduras—Esenciales en tu Dieta; Año Internacional de las Frutas y Verduras: Documento de antecedentes, Roma, 2021. [Google Scholar] [CrossRef]
- Tomašević, I.; Putnik, P.; Pavlić, F.V.B.; Šojić, B.; Markovinović, A.B.; Kovačević, D.B. 3D printing as novel tool for fruit-based functional food production. Curr. Opin. Food. Sci. 2021, 41, 138–145. [Google Scholar] [CrossRef]
- Ricci, I.; Derossi, A.; Severini, C. 3D Printed Food from Fruits and Vegetables. In Fundamentals of 3D Food Printing and Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2018; pp. 117–149. [Google Scholar] [CrossRef]
- Voon, S.L.; An, J.; Wong, G.; Zhang, Y.; Chua, C.K. 3D food printing: A categorised review of inks and their development. Virtual. Phys. Prototyp. 2019, 14, 203–218. [Google Scholar] [CrossRef]
- Dick, A.; Bhandari, B.; Dong, X.; Prakash, S. Feasibility study of hydrocolloid incorporated 3D printed pork as dysphagia food. Food Hydrocoll. 2020, 107, 105940. [Google Scholar] [CrossRef]
- Hussain, S.; Malakar, S.; Arora, V.K. Extrusion-Based 3D Food Printing: Technological Approaches, Material Characteristics, Printing Stability, and Post-processing. Food Eng. Rev. 2022, 14, 100–119. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Pandya, J.K.; McClements, D.J.; Lu, J.; Kinchla, A.J. Advancements in 3D food printing: A comprehensive overview of properties and opportunities. Crit. Rev. Food Sci. Nutr. 2021, 62, 4752–4768. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.W.; Lee, J.H.; Park, S.M.; Lee, M.H.; Lee, I.W.; Doh, H.S.; Park, H.J. Effect of Hydrocolloids on Rheological Properties and Printability of Vegetable Inks for 3D Food Printing. J. Food Sci. 2018, 83, 2923–2932. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.W.; Bae, H.; Park, H.J. Classification of the printability of selected food for 3D printing: Development of an assessment method using hydrocolloids as reference material. J. Food Eng. 2017, 215, 23–32. [Google Scholar] [CrossRef]
- Rapisarda, M.; Valenti, G.; Carbone, D.C.; Rizzarelli, P.; Recca, G.; La Carta, S.; Paradisi, R.; Fincchiaro, S. Strength, fracture and compression properties of gelatins by a new 3D printed tool. J. Food Eng. 2018, 220, 38–48. [Google Scholar] [CrossRef]
- Karim, A.A.; Bhat, R. Gelatin alternatives for the food industry: Recent developments, challenges and prospects. Trends Food Sci. Technol. 2008, 19, 644–656. [Google Scholar] [CrossRef]
- Burey, P.; Bhandari, B.R.; Rutgers, R.P.G.; Halley, P.J.; Torley, P.J. Confectionery gels: A review on formulation, rheological and structural aspects. Int. J. Food Prop. 2009, 12, 176–210. [Google Scholar] [CrossRef]
- In, J.; Jeong, H.; Song, S.; Min, S.C. Determination of material requirements for 3D gel food printing using a fused deposition modeling 3D printer. Foods 2021, 10, 2272. [Google Scholar] [CrossRef] [PubMed]
- Yang, F.; Zhang, M.; Bhandari, B.; Liu, Y. Investigation on lemon juice gel as food material for 3D printing and optimization of printing parameters. LWT Food Sci. Technol. 2018, 87, 67–76. [Google Scholar] [CrossRef]
- Lassoued, I.; Jridi, M.; Nasri, R.; Dammak, A.; Hajji, M.; Nasri, M.; Barkia, A. Characteristics and functional properties of gelatin from thornback ray skin obtained by pepsin-aided process in comparison with commercial halal bovine gelatin. Food Hydrocoll. 2014, 41, 309–318. [Google Scholar] [CrossRef]
- Nurul, A.G.; Sarbon, N.M. Effects of pH on functional, rheological and structural properties of eel (Monopterus sp.) skin gelatin compared to bovine gelatin. Int. Food Res. J. 2015, 22, 572–583. [Google Scholar]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 




{kind=link}
{kind=link}
{kind=link}