
On Efficient Powder Manufacturing Using Process Control Methods and Cybernetics: A Background, Results and Policy Case Study
Abstract
:1. Introduction
- An analysis of the candidate process and a dissemination of the choice of instrumentations and periphery architectures used as part of the proposed process control system, alongside an analysis and synthesis of benchtop case studies carried out independently to support the proposed control configuration;
- The application of hierarchical cybernetics of technical and philosophical dissemination towards the proposed system framework alongside implications of the potentially enhanced self-regulating machinery processes on workers within the manufacturing process;
- Insights and review on the designed signal processing approach for particle size differentiation and its extensions towards powder mixture size estimation;
- A dissemination on the potential effects of the implementation of automation on society and how this can be managed, as well as the role of policy makers within this setting.
2. Methods
3. Cybernetic Analysis
3.1. First Order Cybernetics
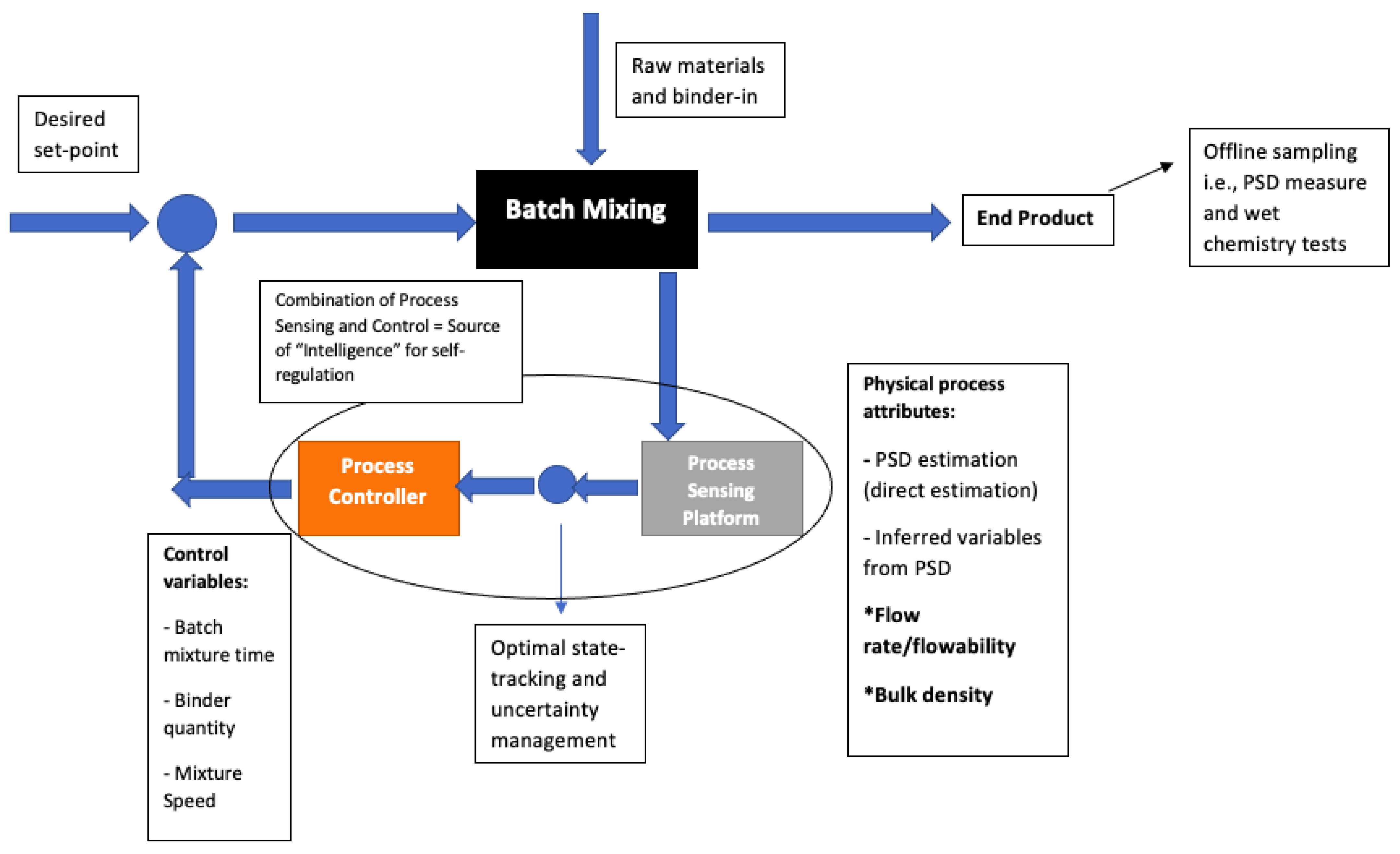
3.1.1. Batch Mixing
3.1.2. Process Sensing Platform
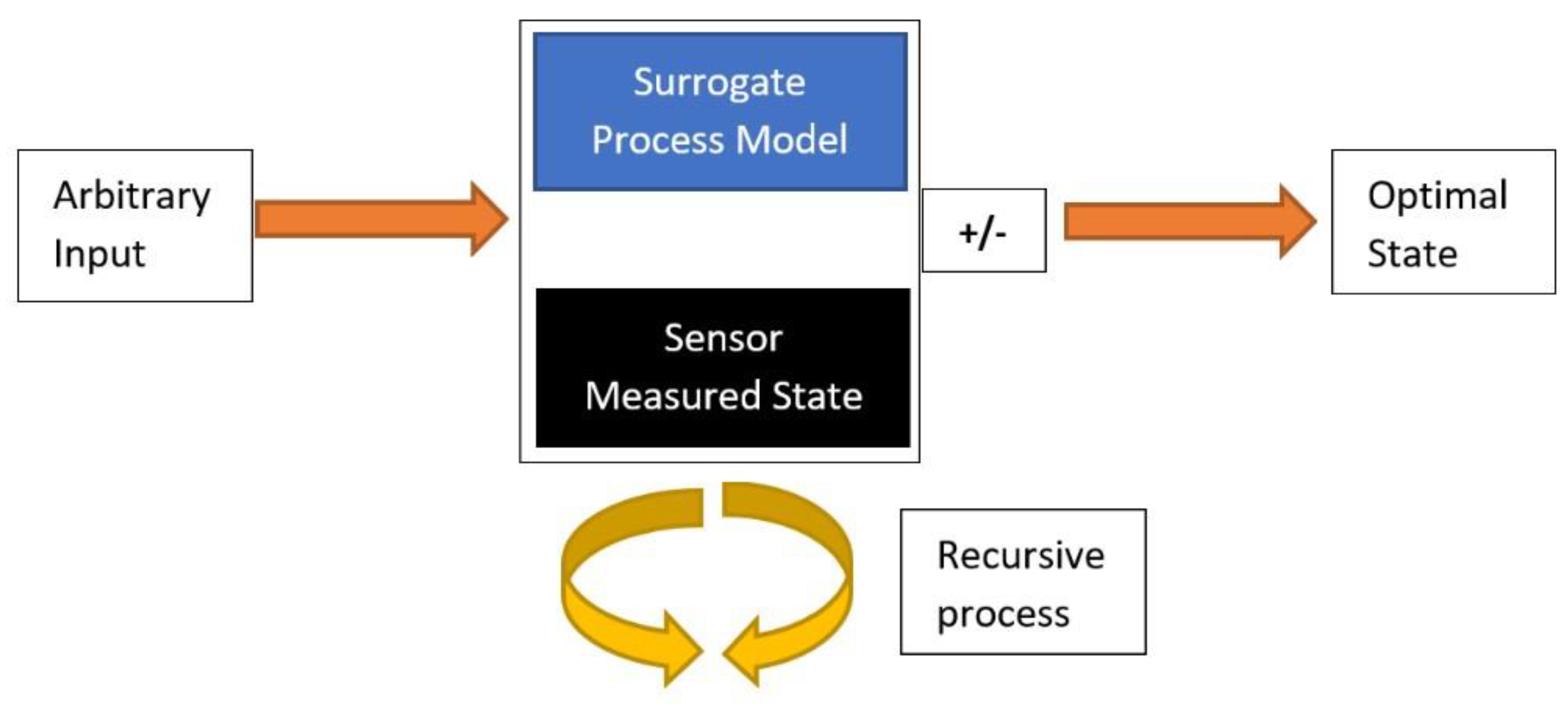
3.1.3. Optimal State Tracker
3.1.4. Process Controller

3.2. Second Order Cybernetics
3.3. Chosen PSD Sensing, Signal Processing Model and Benchtop Results
3.3.1. AE
3.3.2. Signal Processing Model
3.3.3. Source Function
3.3.4. Wave Propagation
3.3.5. Instrument Response Function
3.3.6. Particle Sizing of Unmixed Homogenous Powders Signal-Processing Approach
3.3.7. Particle Sizing of Mixed Powders Signal-Processing Approach
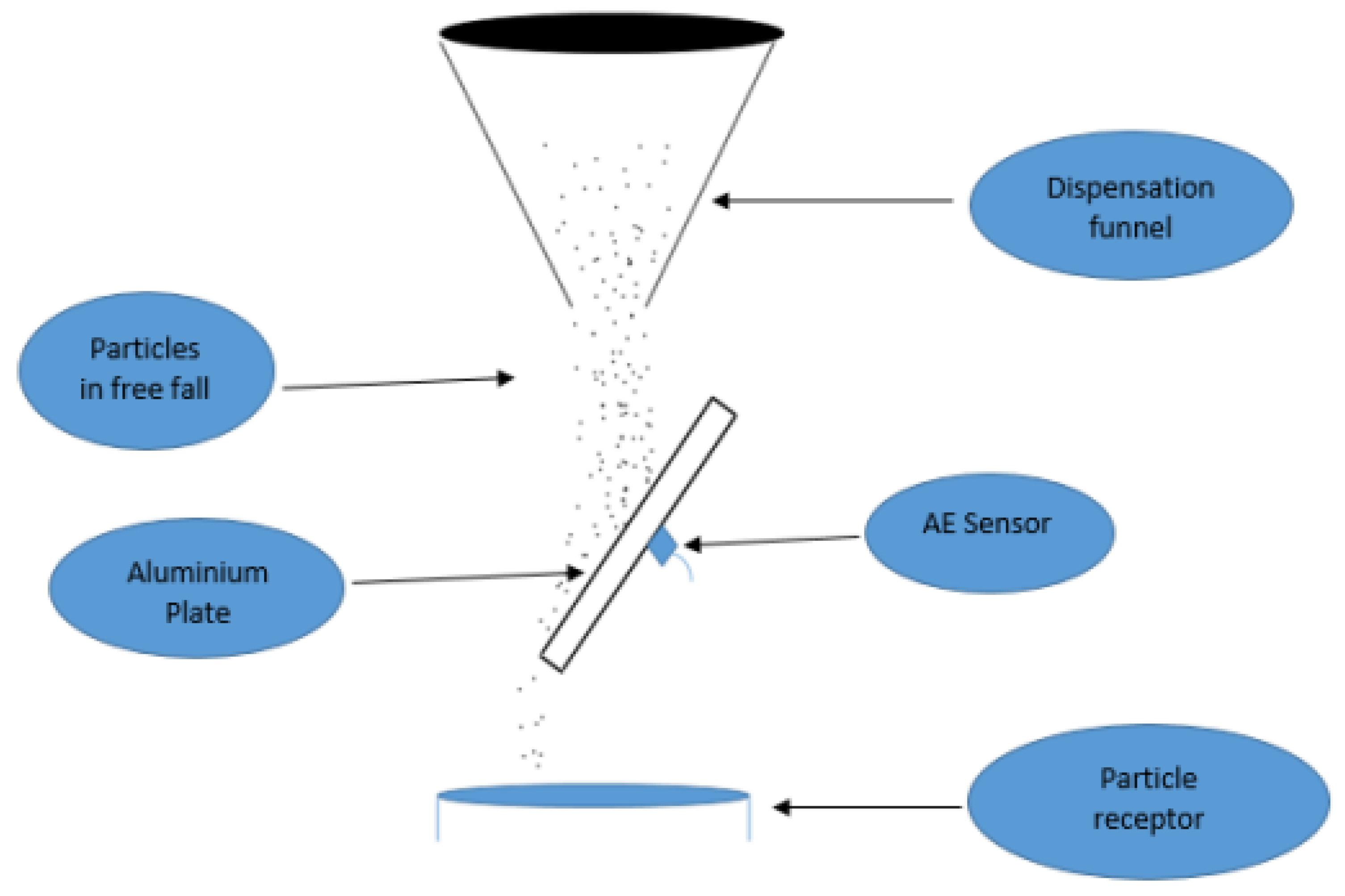
3.3.8. Benchtop Experiment on Powder Flow and PSD Estimation
4. Experimental Materials and Pathway
5. Experimental Results
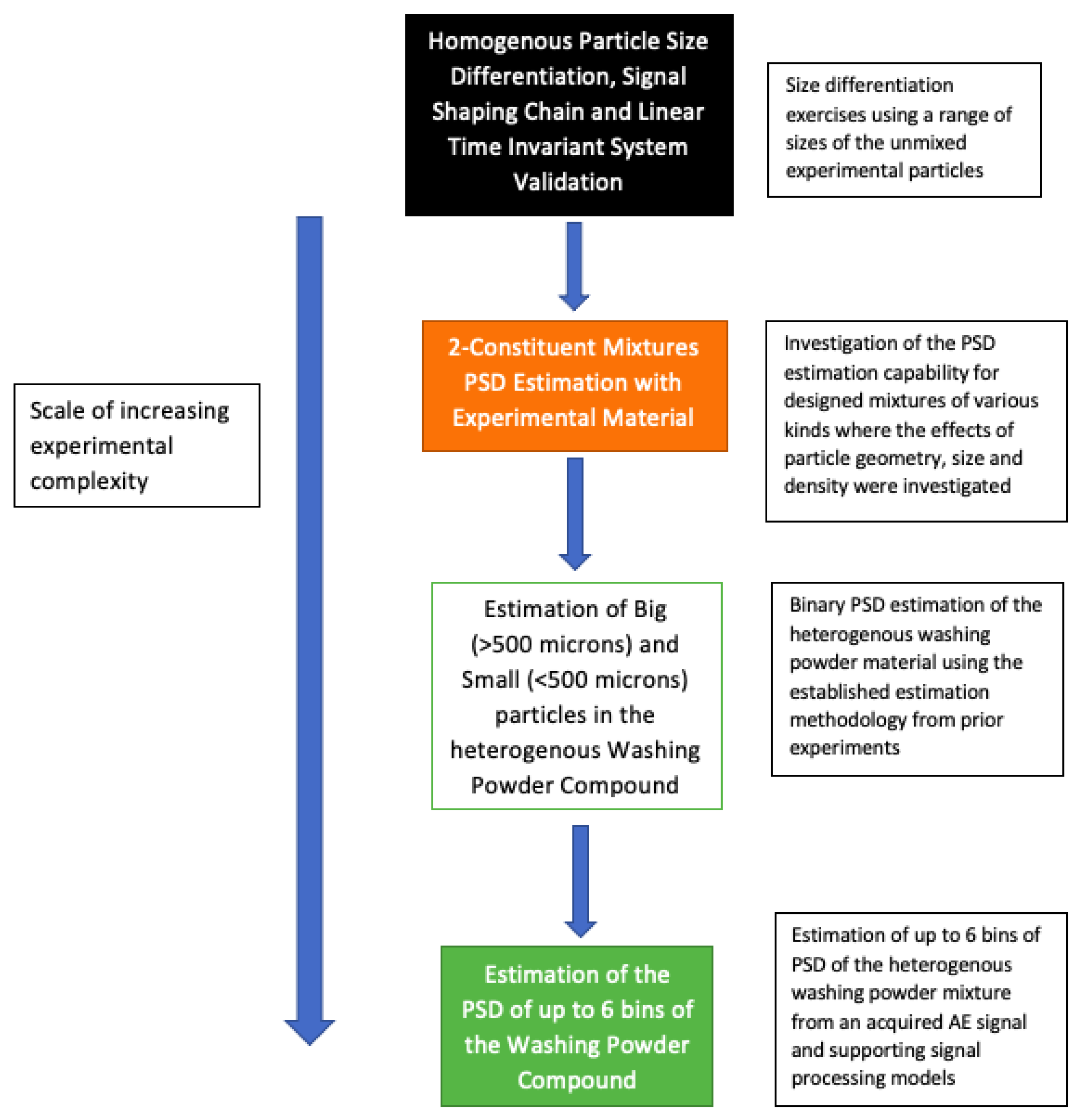
5.1. Homogenous Particle Size Differentiation and Signal-Shaping Chain Validation
5.2. Two-Constituent Mixture PSD Estimation with Experimental Materials
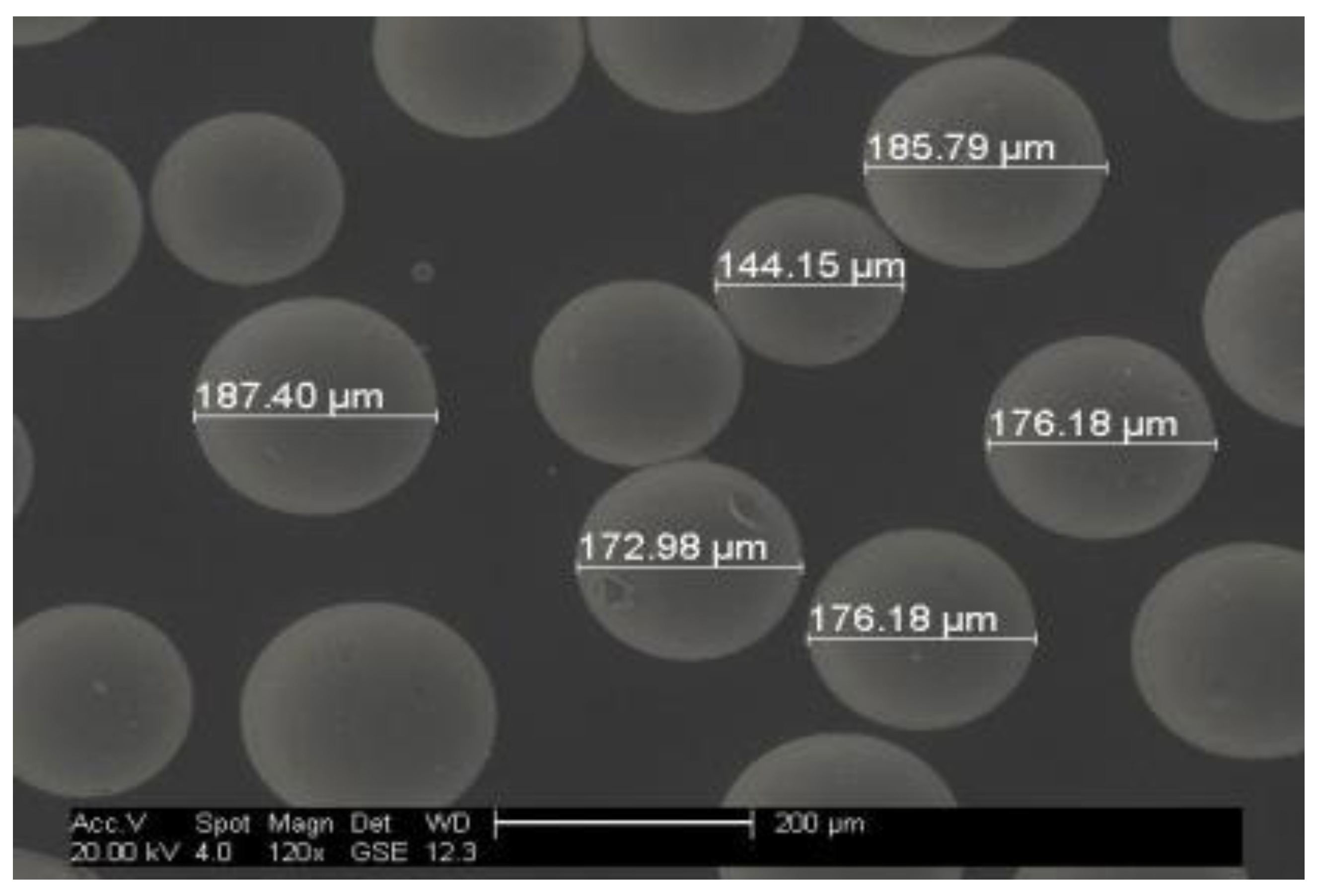
5.2.1. Mixture of Similar-Size Particles with Regular Geometry
5.2.2. Mixture of Different Sized Particles
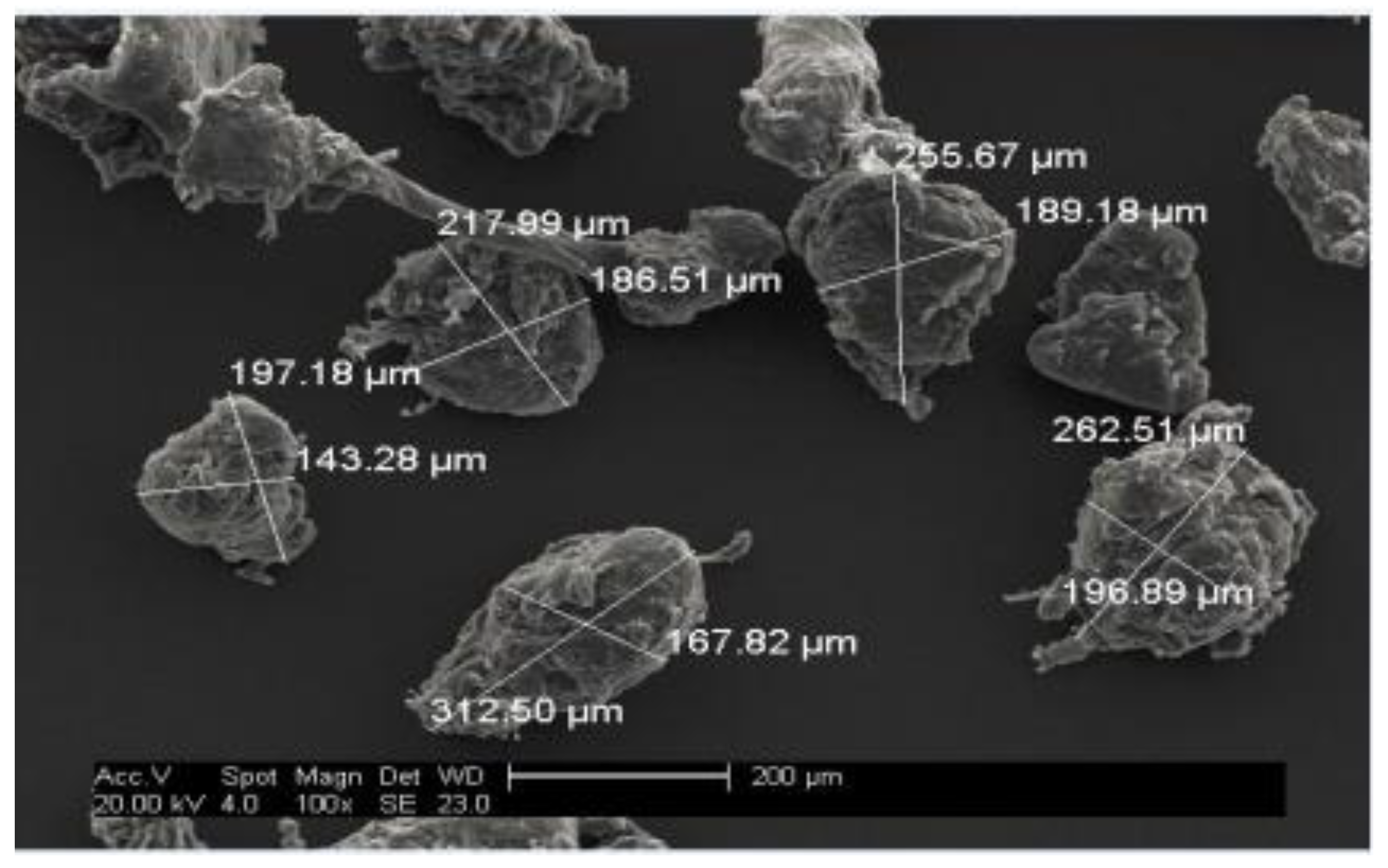
5.2.3. Mixture of Particles with Regular and Irregular Geometry
5.2.4. Estimation of Big (>500 Microns) and Small (<500 Microns) Particles in a Heterogenous Washing Powder Compound
5.3. AE-Based PSD Estimation of up to Six Bins for the Washing Powder Compound
5.4. Algorithm Comparison Case Study
5.5. Benchmarking against Current Literature
6. Implementation of the Framework and Further Work
7. Influence of the Adoption of Cybernetics and Enhanced Automation on Wider Society
- The likes of Elon Musk and Richard Branson have commented in the light of the “end of work” notion—and a subsequent income disparity due to an assumed mass layoff and unemployment—and have called for a system where a possible re-distribution of wealth could take place [110,121]. This is termed as a form of “universal basic income”, which could serve as a support buffer to help minimize the effect of an assumed poverty from the enhanced automation technology [118,128].
- Other ad-hoc measures include policy-based incentives for employers to look to hire workers who are of low skills and modification of the educational system to include components which could make workers attuned to working with, and collaborating alongside, enhanced automation-based technology [118,129].
8. Scope for Transferability of Knowledge and Findings
- A framework of the constituent parts required for the assembly of a self-regulating framework for a batch manufacturing process [130];
- A case study on how cybernetic technology can be utilized towards the enhancement of process efficiency, but also on its use towards promoting a more sustainable manufacturing practice [131];
- The described LSDL signal processing method, which was incepted for source separation of mixtures from stochastic AE signals, has subsequently seen applications in the processing of physiological signals within clinical medicine, areas of which include pregnancy medicine for the prediction of preterm births from uterine contraction signals, brain-machine interfaces for prosthesis control, prediction of adolescent schizophrenia using EEG signals and the depth of anesthesia during surgical processes using EEG signals [93,95,96].
9. Concluding Remarks
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rao, P.N. Manufacturing Technology V1; McGraw Hill Education: New Delhi, India, 2013; ISBN 978-1-259-06257-5. [Google Scholar]
- Klocke, F. Manufacturing Processes; RWTHedition; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 978-3-540-92259-9. [Google Scholar]
- Sundar, R.; Balaji, A.N.; Kumar, R.M.S. A Review on Lean Manufacturing Implementation Techniques. Procedia Eng. 2014, 97, 1875–1885. [Google Scholar] [CrossRef] [Green Version]
- Ge, M.; Xu, Y.; Du, R. An Intelligent Online Monitoring and Diagnostic System for Manufacturing Automation. IEEE Trans. Autom. Sci. Eng. 2008, 5, 127–139. [Google Scholar] [CrossRef]
- Zijm, W.H.M. Towards intelligent manufacturing planning and control systems. OR-Spektrum 2000, 22, 313–345. [Google Scholar] [CrossRef]
- Leitão, P. A Bio-Inspired Solution for Manufacturing Control Systems. In Proceedings of the Innovation in Manufacturing Networks; Azevedo, A., Ed.; Springer US: Boston, MA, USA, 2008; pp. 303–314. [Google Scholar]
- Leitão, P. Agent-based distributed manufacturing control: A state-of-the-art survey. Eng. Appl. Artif. Intell. 2009, 22, 979–991. [Google Scholar] [CrossRef]
- Sum, C.-C.; Hill, A.V. A New Framework for Manufacturing Planning and Control Systems. Decis. Sci. 1993, 24, 739–760. [Google Scholar] [CrossRef]
- Hong, M.S.; Severson, K.A.; Jiang, M.; Lu, A.E.; Love, J.C.; Braatz, R.D. Challenges and opportunities in biopharmaceutical manufacturing control. Comput. Chem. Eng. 2018, 110, 106–114. [Google Scholar] [CrossRef]
- Karoly, P. Mechanisms of self-regulation: A systems view. Annu. Rev. Psychol. 1993, 44, 23–52. [Google Scholar] [CrossRef]
- Nsugbe, E. A cybernetic framework for predicting preterm and enhancing care strategies: A review. Biomed. Eng. Adv. 2021, 2, 100024. [Google Scholar] [CrossRef]
- Doyle, J.C.; Francis, B.A.; Tannenbaum, A. Feedback Control Theory; Dover: Mineola, NY, USA, 2009; ISBN 978-0-486-46933-1. [Google Scholar]
- Lhote, F.; Chazelet, P.; Dulmet, M. The extension of principles of cybernetics towards engineering and manufacturing. Annu. Rev. Control 1999, 23, 139–148. [Google Scholar] [CrossRef]
- Scala, J.; Purdy, L.; Safayeni, F. Application of cybernetics to manufacturing flexibility: A systems perspective. J. Manuf. Technol. Manag. 2006, 17, 22–41. [Google Scholar] [CrossRef]
- Wu, J.; Plenert, G. Management cybernetics: Manufacturing in China. Kybernetes 1995, 24, 50–56. [Google Scholar] [CrossRef]
- Tzafestas, S.G. Systems, Cybernetics, Control, and Automation: Ontological, Epistemological, Societal, and Ethical Issues; River Publishers: Gistrup, Denmark, 2017; ISBN 978-87-93609-06-8. [Google Scholar]
- Cao, Q.; Giustozzi, F.; Zanni-Merk, C.; de Bertrand de Beuvron, F.; Reich, C. Smart Condition Monitoring for Industry 4.0 Manufacturing Processes: An Ontology-Based Approach. Cybern. Syst. 2019, 50, 82–96. [Google Scholar] [CrossRef]
- Johnson, C.D. Process Control Instrumentation Technology, 6th ed.; Prentice Hall PTR: Upper Saddle River, NJ, USA, 1999; ISBN 978-0-13-938200-0. [Google Scholar]
- Ender, D.B. Process Control Performance: Not as Good as you Think. Control Eng. 1993, 40, 7. [Google Scholar]
- Leveson, N.G.; Heimdahl, M.P.E.; Hildreth, H.; Reese, J.D. Requirements specification for process-control systems. IEEE Trans. Softw. Eng. 1994, 20, 684–707. [Google Scholar] [CrossRef] [Green Version]
- Bequette, B.W. Process Control: Modeling, Design, and Simulation; Prentice-Hall international series in the physical and chemical engineering sciences; Prentice Hall PTR: Upper Saddle River, NJ, USA, 2003; ISBN 978-0-13-353640-9. [Google Scholar]
- Bao, J.; Lee, P.L. Process Control: The Passive Systems Approach; Advances in Industrial Control; Springer: London, UK, 2007; ISBN 978-1-84628-892-0. [Google Scholar]
- Goodwin, G.C.; Graebe, S.F.; Salgado, M.E.; Goodwin, G.C. Control System Design; Prentice Hall: Upper Saddle River, NJ, USA, 2001; ISBN 978-0-13-958653-8. [Google Scholar]
- Munir, M.T.; Wilson, D.I.; Depree, N.; Boiarkina, I.; Prince-Pike, A.; Young, B.R. Real-time product release and process control challenges in the dairy milk powder industry. Curr. Opin. Food Sci. 2017, 17, 25–29. [Google Scholar] [CrossRef]
- Vlasea, M.L.; Lane, B.; Lopez, F.; Mekhontsev, S.; Donmez, A. Development of Powder Bed Fusion Additive Manufacturing Test Bed for Enhanced Real-Time Process Control. In Proceedings of the 2015 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2015. [Google Scholar]
- Singh, R. Chapter 18—Implementation of control system into continuous pharmaceutical manufacturing pilot plant (powder to tablet). In Computer Aided Chemical Engineering, Proceedings of the Process Systems Engineering for Pharmaceutical Manufacturing, 2018; Singh, R., Yuan, Z., Eds.; Elsevier: Amsterdam, The Netherlands; Volume 41, pp. 447–469.
- Nsugbe, E. Particle Size Distribution Estimation of A Powder Agglomeration Process Using Acoustic Emissions. Ph.D. Thesis, Cranfield University, Cranfield, Bedfordshire, UK, September 2017. [Google Scholar]
- Nsugbe, E.; Starr, A.; Ruiz-Carcel, C. Monitoring the particle size distribution of a powder mixing process with acoustic emissions: A review. Eng. Technol. Ref. 2016, 1, 1–12. [Google Scholar] [CrossRef]
- Nsugbe, E.; Ruiz-Carcel, C.; Starr, A.; Jennions, I. Estimation of fine and oversize particle ratio in a heterogeneous compound with acoustic emissions. Sensors 2018, 18, 851. [Google Scholar] [CrossRef] [Green Version]
- Jillavenkatesa, A.; Dapkunas, S.J.; Lum, L.-S.H. Particle Size Characterization; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2001. [Google Scholar]
- Kroetsch, D.; Wang, C. Particle size distribution. Soil Sampl. Methods Anal. 2008, 2, 713–725. [Google Scholar]
- Aversa, A.; Marchese, G.; Saboori, A.; Bassini, E.; Manfredi, D.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. New Aluminum Alloys Specifically Designed for Laser Powder Bed Fusion: A Review. Materials 2019, 12, 1007. [Google Scholar] [CrossRef] [Green Version]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Ruiz-Carcel, C.; Starr, A.; Nsugbe, E. Estimation of powder mass flow rate in a screw feeder using acoustic emissions. Powder Technol. 2018, 336, 122–130. [Google Scholar] [CrossRef] [Green Version]
- Nsugbe, E.; Starr, A.; Jennions, I.; Ruiz-Carcel, C. Estimation of online particle size distribution of a particle mixture in free fall with acoustic emission. Part. Sci. Technol. 2019, 37, 953–963. [Google Scholar] [CrossRef]
- Gee, G.W.; Or, D. 2.4 Particle-Size Analysis. In Methods of Soil Analysis; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2002; pp. 255–293. ISBN 978-0-89118-893-3. [Google Scholar]
- Eshel, G.; Levy, G.J.; Mingelgrin, U.; Singer, M.J. Critical Evaluation of the Use of Laser Diffraction for Particle-Size Distribution Analysis. Soil Sci. Soc. Am. J. 2004, 68, 736–743. [Google Scholar] [CrossRef]
- Mora, C.F.; Kwan, A.K.H.; Chan, H.C. Particle size distribution analysis of coarse aggregate using digital image processing. Cem. Concr. Res. 1998, 28, 921–932. [Google Scholar] [CrossRef]
- Igathinathane, C.; Pordesimo, L.O.; Columbus, E.P.; Batchelor, W.D.; Sokhansanj, S. Sieveless particle size distribution analysis of particulate materials through computer vision. Comput. Electron. Agric. 2009, 66, 147–158. [Google Scholar] [CrossRef]
- Liu, K. Some factors affecting sieving performance and efficiency. Powder Technol. 2009, 193, 208. [Google Scholar] [CrossRef]
- Kawamoto, H. Some techniques on electrostatic separation of particle size utilizing electrostatic traveling-wave field. J. Electrost. 2008, 66, 220–228. [Google Scholar] [CrossRef]
- Leach, M.F.; Rubin, G.A.; Williams, J.C. Particle size determination from acoustic emissions. Powder Technol. 1977, 16, 153–158. [Google Scholar] [CrossRef]
- Cooke, W.; Warr, S.; Huntley, J.M.; Ball, R.C. Particle size segregation in a two-dimensional bed undergoing vertical vibration. Phys. Rev. E 1996, 53, 2812–2822. [Google Scholar] [CrossRef]
- Pasikatan, M.C.; Steele, J.L.; Spillman, C.K.; Haque, E. Near Infrared Reflectance Spectroscopy for Online Particle Size Analysis of Powders and Ground Materials. J. Infrared Spectrosc. 2001, 9, 153–164. [Google Scholar] [CrossRef]
- Heath, A.R.; Fawell, P.D.; Bahri, P.A.; Swift, J.D. Estimating Average Particle Size by Focused Beam Reflectance Measurement (FBRM). Part. Part. Syst. Charact. 2002, 19, 84–95. [Google Scholar] [CrossRef]
- Hay, K.J.; Liu, Z.-C.; Hanratty, T.J. A backlighted imaging technique for particle size measurements in two-phase flows. Exp. Fluids 1998, 25, 226–232. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Yan, Y. On-line continuous measurement of particle size using electrostatic sensors. Powder Technol. 2003, 135–136, 164–168. [Google Scholar] [CrossRef]
- Watano, S.; Numa, T.; Koizumi, I.; Osako, Y. Feedback control in high shear granulation of pharmaceutical powders. Eur. J. Pharm. Biopharm. Off. J. Arb. Pharm. Verfahr. EV 2001, 52, 337–345. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.; Kaul, G.; Utz, J.; Hernandez, P.; Wong, V.; Bradley, D.; Nagi, A.; O’Grady, D. A PAT approach to improve process understanding of high shear wet granulation through in-line particle measurement using FBRM C35. J. Pharm. Sci. 2010, 99, 3205–3212. [Google Scholar] [CrossRef]
- Hancke, G.P.; Malan, R. A modal analysis technique for the on-line particle size measurement of pneumatically conveyed pulverized coal. IEEE Trans. Instrum. Meas. 1998, 47, 114–122. [Google Scholar] [CrossRef]
- Bastari, A.; Cristalli, C.; Morlacchi, R.; Pomponi, E. Acoustic emissions for particle sizing of powders through signal processing techniques. Mech. Syst. Signal Process 2011, 25, 901–916. [Google Scholar] [CrossRef]
- Sieve Shakers & Sieving Machines—Excellent Performance by Endecotts. Available online: https://www.endecotts.com/products/sieve-shakers/ (accessed on 27 June 2022).
- Soori, U.; Yuen, P.W.T.; Zahidi, U.; James, D. Chemical sensing of washing powder by multispectral imaging. AIP Conf. Proc. 2019, 2146, 020011. [Google Scholar] [CrossRef]
- Wiener, N. Cybernetics or Control and Communication in the Animal and the Machine, 2nd ed.; reprint; MIT Press: Cambridge, MA, USA, 2007; ISBN 978-0-262-73009-9. [Google Scholar]
- Ashby, W.R. An Introduction to Cybernetics; Martino Fine Books: Connecticut, CT, USA, 2015; ISBN 978-1-61427-765-1. [Google Scholar]
- Froese, T. From Cybernetics to Second-Order Cybernetics: A Comparative Analysis of Their Central Ideas. Constr. Found. 2010, 5, 75–85. [Google Scholar]
- Heylighen, F.; Joslyn, C. Cybernetics and Second-Order Cybernetics. In Encyclopedia of Physical Science and Technology; Elsevier: Amsterdam, The Netherlands, 2003; pp. 155–169. ISBN 978-0-12-227410-7. [Google Scholar]
- Dunn, W.C. Introduction to Instrumentation, Sensors and Process Control; Artech House: Boston, MA, USA, 2006; ISBN 978-1-58053-025-5. [Google Scholar]
- Helm, I.; Jalukse, L.; Leito, I. Measurement Uncertainty Estimation in Amperometric Sensors: A Tutorial Review. Sensors 2010, 10, 4430–4455. [Google Scholar] [CrossRef] [Green Version]
- Durrant-Whyte, H. Introduction to Estimation and the Kalman Filter. Aust. Cent. Field Robot. 2001, 28, 65–94. [Google Scholar]
- Simon, D. Kalman filtering with state constraints: A survey of linear and nonlinear algorithms. IET Control Theory Amp. Appl. 2010, 4, 1303–1318. [Google Scholar] [CrossRef] [Green Version]
- Provost, M.J. Kalman filtering applied to time series analysis. In Proceedings of the IEE Seminar on Aircraft Airborne Condition Monitoring (Ref. No. 2003/10203), 14 May 2003; pp. 3/1–3/7. Available online: https://ieeexplore.ieee.org/document/1291915 (accessed on 29 June 2022).
- Bequette, B.W. Process Control: Modeling, Design, and Simulation; Prentice Hall Professional: Hoboken, NJ, USA, 2003; ISBN 978-0-13-353640-9. [Google Scholar]
- Johnson, M.A.; Moradi, M.H. (Eds.) PID Control: New Identification and Design Methods; Springer: New York, NY, USA, 2005; ISBN 978-1-85233-702-5. [Google Scholar]
- Lewis, F.L.; Vrabie, D.; Syrmos, V.L. Optimal Control; John Wiley & Sons: Hoboken, NJ, USA, 2012; ISBN 978-1-118-12272-3. [Google Scholar]
- Mahfouf, M.; Linkens, D.A.; Kandiah, S. Fuzzy Takagi-Sugeno Kang model predictive control for process engineering. In Proceedings of the IEE Colloquium on Model Predictive Control: Techniques and Applications Day 2, London, UK, 29 April 1999. [Google Scholar] [CrossRef]
- Zhou, K.; Doyle, J.C. Essentials of Robust Control; Prentice Hall: Upper Saddle River, NJ, USA, 1998; ISBN 978-0-13-525833-0. [Google Scholar]
- Åström, K.J.; Wittenmark, B. Adaptive Control, 2nd ed.; Dover books on engineering; Dover Publications: Mineola, NY, USA, 2008; ISBN 978-0-486-46278-3. [Google Scholar]
- Qin, S.J.; Badgwell, T.A. A survey of industrial model predictive control technology. Control Eng. Pract. 2003, 11, 733. [Google Scholar] [CrossRef]
- Landau, I.D.; Lozano, R.; M’Saad, M.; Karimi, A. Adaptive Control: Algorithms, Analysis and Applications; Springer Science & Business Media: Berlin, Germany, 2011; ISBN 978-0-85729-664-1. [Google Scholar]
- Chen, Y.; Wei, Y.; Liang, S.; Wang, Y. Indirect model reference adaptive control for a class of fractional order systems. Commun. Nonlinear Sci. Numer. Simul. 2016, 39, 458–471. [Google Scholar] [CrossRef]
- Fritz, S.; See, L.; Carlson, T.; Haklay, M.; Oliver, J.L.; Fraisl, D.; Mondardini, R.; Brocklehurst, M.; Shanley, L.A.; Schade, S.; et al. Citizen science and the United Nations Sustainable Development Goals. Nat. Sustain. 2019, 2, 922–930. [Google Scholar] [CrossRef] [Green Version]
- Madou, M.; Florkey, J. From Batch to Continuous Manufacturing of Microbiomedical Devices. Chem. Rev. 2000, 100, 2679–2692. [Google Scholar] [CrossRef]
- Hu, Y.; Qian, X.; Huang, X.; Gao, L.; Yan, Y. Online continuous measurement of the size distribution of pneumatically conveyed particles by acoustic emission methods. Flow Meas. Instrum. 2014, 40, 163–168. [Google Scholar] [CrossRef]
- Hansuld, E.M.; Briens, L.; Sayani, A.; McCann, J.A.B. An investigation of the relationship between acoustic emissions and particle size. Powder Technol. 2012, 219, 111–117. [Google Scholar] [CrossRef]
- Watson, N.J.; Povey, M.J.W.; Reynolds, G.K.; Xu, B.H.; Ding, Y. Acoustic emission monitoring from a lab scale high shear granulator--a novel approach. Int. J. Pharm. 2014, 465, 262–274. [Google Scholar] [CrossRef]
- Hertz, H. Ueber die Berührung fester elastischer Körper. Heinrich Hertz 1882, 1882, 156–171. [Google Scholar] [CrossRef]
- Huo, D.; Chen, W.; Sun, Y. Chapter 4—Vibration-Assisted Milling. In Hybrid Machining; Luo, X., Qin, Y., Eds.; Academic Press: Cambridge, MA, USA, 2018; pp. 77–109. ISBN 978-0-12-813059-9. [Google Scholar]
- What is Acoustics. Available online: https://acoustics.byu.edu/what-is (accessed on 29 June 2022).
- Nsugbe, E.; Starr, A.; Jennions, I.K.; Ruiz-Cárcel, C. Particle size distribution estimation of a mixture of regular and irregular sized particles using acoustic emissions. Procedia Manuf. 2017, 11, 2252–2259. [Google Scholar] [CrossRef]
- Hunter, S.C. Energy absorbed by elastic waves during impact. J. Mech. Phys. Solids 1957, 5, 162–171. [Google Scholar] [CrossRef]
- Love, A.E.H. Chapter 8. In A Treatise on the Mathematical Theory of Elasticity; Dover: New York, NY, USA, 1944; pp. 184–203. ISBN 978-0-486-60174-8. [Google Scholar]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1992; ISBN 978-0-521-34796-9. [Google Scholar]
- Goldsmith, W. Chapter IV. In Impact: The Theory and Physical Behaviour of Colliding Solids; Dover Publications: Mineola, NY, USA, 2002; pp. 82–90. ISBN 978-0-486-42004-2. [Google Scholar]
- McLaskey, G.C.; Glaser, S.D. Hertzian impact: Experimental study of the force pulse and resulting stress waves. J. Acoust. Soc. Am. 2010, 128, 1087–1096. [Google Scholar] [CrossRef] [PubMed]
- Milton, G.W.; Willis, J.R. On modifications of Newton’s second law and linear continuum elastodynamics. Proc. R. Soc. Math. Phys. Eng. Sci. 2007, 463, 855–880. [Google Scholar] [CrossRef]
- von Niessen, W.; Schirmer, J.; Cederbaum, L.S. Computational methods for the one-particle green’s function. Comput. Phys. Rep. 1984, 1, 57–125. [Google Scholar] [CrossRef]
- Weisstein, E.W. Green’s Function. Available online: https://mathworld.wolfram.com/ (accessed on 29 June 2022).
- Hsu, N.; Breckenridge, F. Characterization and Calibration of Acoustic Emission Sensors. Mater. Eval. 1981, 39, 60–68. [Google Scholar]
- Stockham, T.G.; Cannon, T.M.; Ingebretsen, R.B. Blind deconvolution through digital signal processing. Proc. IEEE 1975, 63, 678–692. [Google Scholar] [CrossRef]
- Buttle, D.J.; Scruby, C.B. Characterization of particle impact by quantitative acoustic emission. Wear 1990, 137, 63–90. [Google Scholar] [CrossRef]
- Leach, M.F.; Rubin, G.A.; Williams, J.C. Particle size distribution characterization from acoustic emissions. Powder Technol. 1978, 19, 157–167. [Google Scholar] [CrossRef]
- Nsugbe, E.; Williams Samuel, O.; Asogbon, M.G.; Li, G. Contrast of multi-resolution analysis approach to transhumeral phantom motion decoding. CAAI Trans. Intell. Technol. 2021, 6, 360–375. [Google Scholar] [CrossRef]
- Nsugbe, E.; Starr, A.; Foote, P.; Ruiz-Carcel, C.; Jennions, I. Size differentiation of a continuous stream of particles using acoustic emissions. IOP Conf. Ser. Mater. Sci. Eng. 2016, 161, 012090. [Google Scholar] [CrossRef] [Green Version]
- Nsugbe, E.; Obajemu, O.; Samuel, O.W.; Sanusi, I. Enhancing care strategies for preterm pregnancies by using a prediction machine to aid clinical care decisions. Mach. Learn. Appl. 2021, 6, 100110. [Google Scholar] [CrossRef]
- Nsugbe, E.; Connelly, S. Multiscale depth of anaesthesia prediction for surgery using frontal cortex electroencephalography. Healthc. Technol. Lett. 2022, 9, 43–53. [Google Scholar] [CrossRef] [PubMed]
- The Two-Body Problem. Available online: https://web.physics.ucsb.edu/~fratus/phys103/LN/TBP.pdf (accessed on 11 July 2022).
- Nsugbe, E. Particle Size Distribution Estimation of A Heterogeneous Powder Mixture Using Acoustic Emissions. 2020. Available online: https://doi.org/10.13140/RG.2.2.26458.08643 (accessed on 29 June 2022).
- Weissman, S.A.; Anderson, N.G. Design of Experiments (DoE) and Process Optimization. A Review of Recent Publications. Org. Process Res. Dev. 2015, 19, 1605–1633. [Google Scholar] [CrossRef]
- Yang, R.Y.; Yu, A.B.; McElroy, L.; Bao, J. Numerical simulation of particle dynamics in different flow regimes in a rotating drum. Powder Technol. 2008, 188, 170–177. [Google Scholar] [CrossRef]
- Uher, M.; Benes, P. Measurement of Particle Size Distribution by Acoustic Emission Method. In Proceedings of the XX IMEKO World Congress, Busan, Korea, 9–14 September 2012; p. 5. [Google Scholar]
- Pecorari, C. Characterizing Particle Flow by Acoustic Emission. J. Nondestruct. Eval. 2013, 32, 104–111. [Google Scholar] [CrossRef]
- Sarkar, A.; Wassgren, C.R. Simulation of a continuous granular mixer: Effect of operating conditions on flow and mixing. Chem. Eng. Sci. 2009, 64, 2672–2682. [Google Scholar] [CrossRef]
- Physical Acoustics—World Leader in Acoustic Emission Equipment—Innovative AE Systems Since. 1968. Available online: https://www.physicalacoustics.com/ (accessed on 29 June 2022).
- Chumbley, A.; Areias, J.; Williams, C.; Khim, J. Linear Time Invariant Systems|Brilliant Math & Science Wiki. Available online: https://brilliant.org/wiki/linear-time-invariant-systems/ (accessed on 29 June 2022).
- Zhang, D. Wavelet Transform. In Fundamentals of Image Data Mining: Analysis, Features, Classification and Retrieval; Zhang, D., Ed.; Texts in Computer Science; Springer International Publishing: Cham, Switzerland, 2019; pp. 35–44. ISBN 978-3-030-17989-2. [Google Scholar]
- Ren, C.; Wang, J.; Song, D.; Jiang, B.; Liao, Z.; Yang, Y. Determination of particle size distribution by multi-scale analysis of acoustic emission signals in gas-solid fluidized bed. J. Zhejiang Univ.-Sci. A 2011, 12, 260–267. [Google Scholar] [CrossRef]
- Edwards, T. Discrete Wavelet Transforms: Theory and Implementation. Undefined 1991, 28–35. [Google Scholar]
- Daubechies, I. Ten Lectures on Wavelets; CBMS-NSF regional conference series in applied mathematics; Society for Industrial and Applied Mathematics: Philadelphia, PA, USA, 1992; ISBN 978-0-89871-274-2. [Google Scholar]
- Sosulin, I.G. Theory of detection and estimation of stochastic signals. Mosc. Izd. Sov. Radio 1978. [Google Scholar]
- Hu, Y.; Wang, L.; Huang, X.; Qian, X.; Gao, L.; Yan, Y. On-line Sizing of Pneumatically Conveyed Particles Through Acoustic Emission Detection and Signal Analysis. IEEE Trans. Instrum. Meas. 2015, 64, 1100–1109. [Google Scholar] [CrossRef]
- Halir, R.; Bock, P.J.; Cheben, P.; Ortega-Moñux, A.; Alonso-Ramos, C.; Schmid, J.H.; Lapointe, J.; Xu, D.-X.; Wangüemert-Pérez, J.G.; Molina-Fernández, Í.; et al. Waveguide sub-wavelength structures: A review of principles and applications. Laser Photonics Rev. 2015, 9, 25–49. [Google Scholar] [CrossRef]
- Hansuld, E.M.; Briens, L.; Sayani, A.; McCann, J.A.B. The effect of process parameters on audible acoustic emissions from high-shear granulation. Drug Dev. Ind. Pharm. 2013, 39, 331–341. [Google Scholar] [CrossRef] [PubMed]
- Monmasson, E.; Cirstea, M.N. FPGA Design Methodology for Industrial Control Systems—A Review. IEEE Trans. Ind. Electron. 2007, 54, 1824–1842. [Google Scholar] [CrossRef]
- Barrett, S.F. Arduino Microcontroller Processing for Everyone! Third Edition. Synth. Lect. Digit. Circuits Syst. 2013, 8, 1–513. [Google Scholar] [CrossRef]
- Barlow, H.B. Unsupervised Learning. Neural Comput. 1989, 1, 295–311. [Google Scholar] [CrossRef]
- Wiener, N. The Human Use of Human Beings: Cybernetics and Society; The Da Capo series in science; Da Capo Press: New York, NY, USA, 1988; ISBN 978-0-306-80320-8. [Google Scholar]
- Vermeulen, B.; Kesselhut, J.; Pyka, A.; Saviotti, P.P. The Impact of Automation on Employment: Just the Usual Structural Change? Sustainability 2018, 10, 1661. [Google Scholar] [CrossRef] [Green Version]
- Schwab, K. The Fourth Industrial Revolution; First published in Great Britain by Portfolio; Portfolio Penguin: London, UK, 2017; ISBN 978-0-241-30075-6. [Google Scholar]
- Ford, M. The Rise Of The Robots: Technology and the Threat of Mass Unemployment; A Oneworld book; Paperback edition; Oneworld: London, UK, 2016; ISBN 978-1-78074-848-1. [Google Scholar]
- Vivarelli, M. Innovation, Employment and Skills in Advanced and Developing Countries: A Survey of Economic Literature. J. Econ. Issues 2014, 48, 123–154. [Google Scholar] [CrossRef]
- Mokyr, J.; Vickers, C.; Ziebarth, N.L. The History of Technological Anxiety and the Future of Economic Growth: Is This Time Different? J. Econ. Perspect. 2015, 29, 31–50. [Google Scholar] [CrossRef] [Green Version]
- Brynjolfsson, E.; McAfee, A. Race against the Machine: How the Digital Revolution is Accelerating Innovation, Driving Productivity, and Irreversibly Transforming Employment and the Economy; Digital Frontier Press: Lexington, MA, USA, 2011; ISBN 978-0-9847251-0-6. [Google Scholar]
- Basu, S.; Fernald, J.G.; Kimball, M.S. Are Technology Improvements Contractionary? Am. Econ. Rev. 2006, 96, 1418–1448. [Google Scholar] [CrossRef] [Green Version]
- Trehan, B. Productivity shocks and the unemployment rate. Econ. Rev. 2003, 13–27. [Google Scholar]
- Snellen, I. Automation policy implementation: Re-engineering from within public administration. In Proceedings of the IFIP TC8 Open Conference on Business Process Re-engineering: Information Systems Opportunities and Challenges; Elsevier Science Inc.: Amsterdam, The Netherlands, 1994; pp. 545–556. [Google Scholar]
- Abbott, R.; Bogenschneider, B. Should Robots Pay Taxes: Tax Policy in the Age of Automation. Harv. Law Policy Rev. 2018, 12, 145. [Google Scholar] [CrossRef]
- Colombino, U. Is unconditional basic income a viable alternative to other social welfare measures? IZA World Labor 2019. [Google Scholar] [CrossRef]
- European Commission; Directorate-General for Employment, Social Affairs and Equal Opportunities; Unit, D.2; Evropska Unija. Towards Common Principles of Flexicurity: More and Better Jobs Through Flexibility and Security; Urad za Uradne Publikacije Evropske Skupnosti: Luxembourg, 2007; p. 45. ISBN 978-92-79-06477-7. [Google Scholar]
- Smith, C.L. Control of Batch Processes; Wiley: Hoboken, NJ, USA, 2014; ISBN 978-1-118-91394-9. [Google Scholar]
- Schwaninger, M. Organizing for sustainability: A cybernetic concept for sustainable renewal. Kybernetes 2015, 44, 935–954. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Instrumentation | PSD Range in Microns | Reference |
|---|---|---|
| Electrostatics | 100–1000 | [47] |
| Imaging | 250–1000 | [27] |
| Near Infrared | 37–1000 | [48] |
| Focused Beam Reflectance Measurements | 1–1000 | [49] |
| Vibration | 38–150 | [50] |
| Acoustic Emissions | 63–1200 | [51] |
| Sieving and Weighing | 53–1000 | [52] |
| LSDL/Proposed Signal Processing Approach | Related Literature | Reference |
|---|---|---|
| The LSDL has been shown to be capable of sizing and differentiation of particles down to 53/63 microns. | Hu et al.’s estimation model struggled with the sizing of highly fine particles. | [111] |
| The LSDL has been seen to be computationally efficient and is based on a time domain implementation which negates the need for subsequent domain transformation. | Bastari et al.’s estimation model comprised a three-stage system identification system which is computationally intensive and solely data driven. | [51] |
| The LSDL is centered around metaheuristics and has also been applied to external cases outside of AE. | Ren et al. utilized a physics-based model supported by the AE Energy from a decomposed signal in support from the Wavelet Transform. Attempts at applying this model have proven to be unsuccessful. | [107] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nsugbe, E. On Efficient Powder Manufacturing Using Process Control Methods and Cybernetics: A Background, Results and Policy Case Study. Powders 2022, 1, 273-301. https://doi.org/10.3390/powders1040019
Nsugbe E. On Efficient Powder Manufacturing Using Process Control Methods and Cybernetics: A Background, Results and Policy Case Study. Powders. 2022; 1(4):273-301. https://doi.org/10.3390/powders1040019
Chicago/Turabian StyleNsugbe, Ejay. 2022. "On Efficient Powder Manufacturing Using Process Control Methods and Cybernetics: A Background, Results and Policy Case Study" Powders 1, no. 4: 273-301. https://doi.org/10.3390/powders1040019