
Recovery of Magnetic Particles from Wastewater Formed through the Treatment of New Polycrystalline Diamond Blanks

 ,
, 
 ,
, 

Abstract
:1. Introduction
2. Experimental
2.1. Electrochemical Analysis of Cobalt and Iron in Nitrate Solution
2.2. Materials
2.3. Methods
2.3.1. Preparation of Waste Solution from PCD
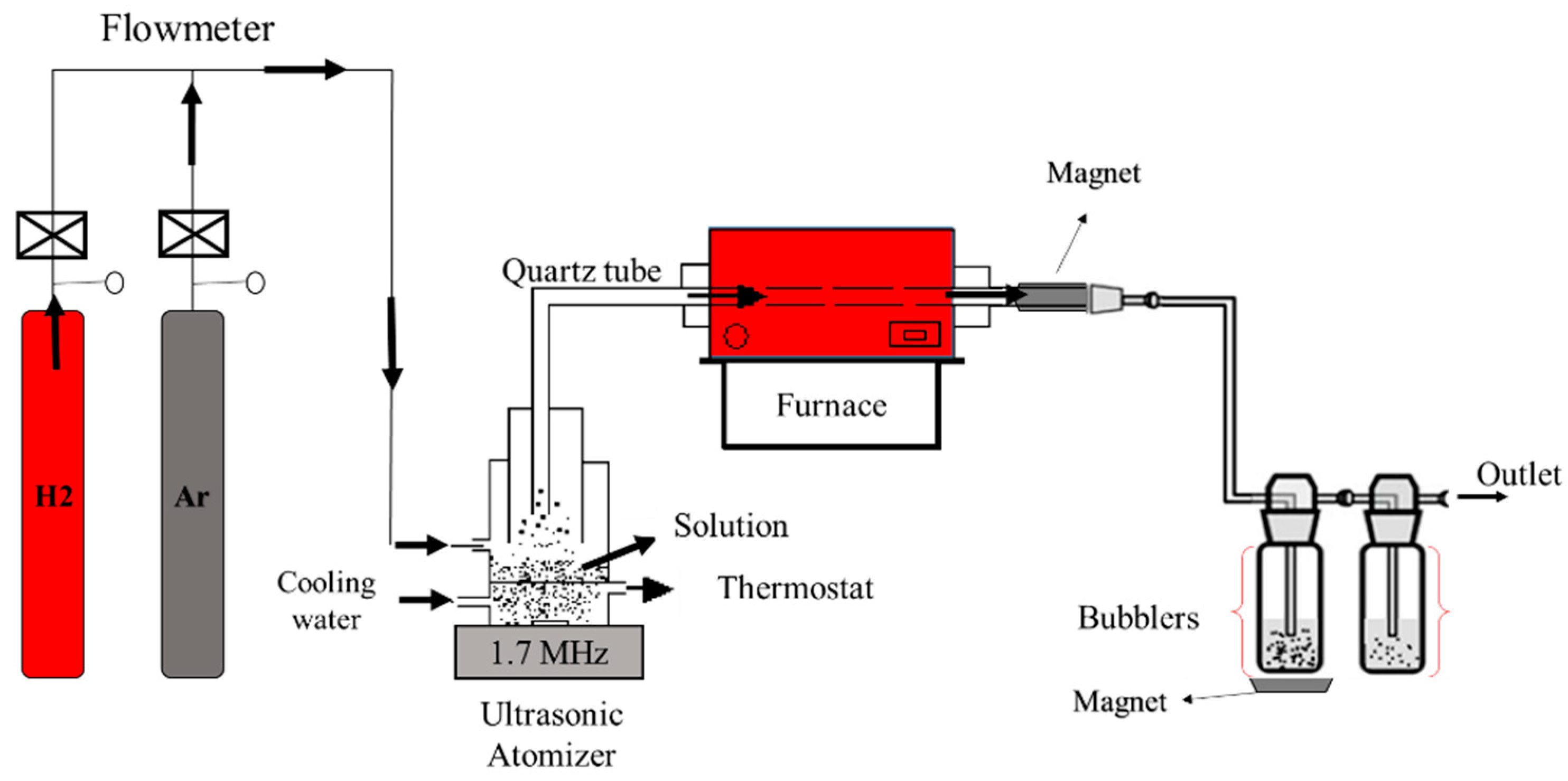
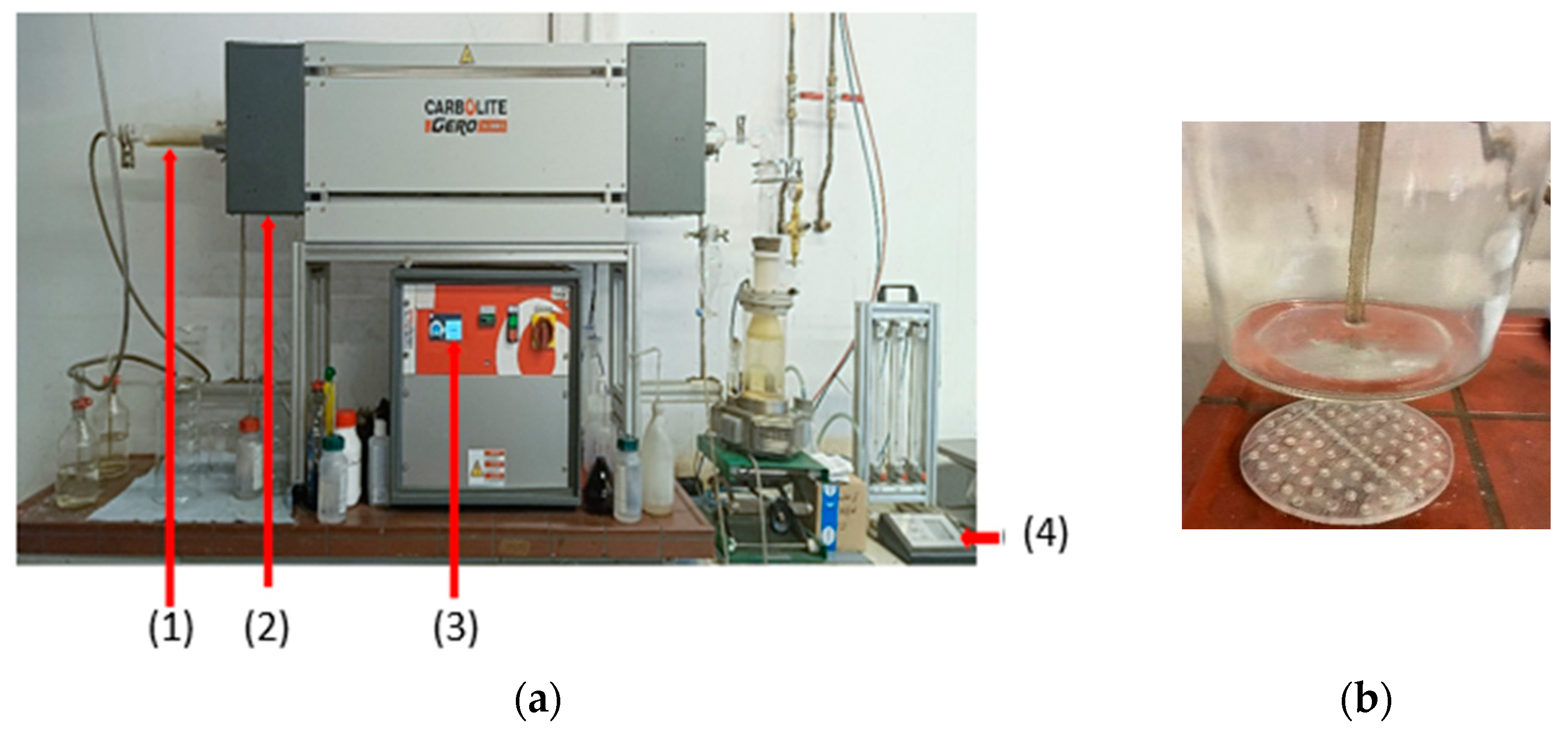
2.3.2. Ultrasonic Spray Pyrolysis Method with Hydrogen Reduction
3. Results and Discussion
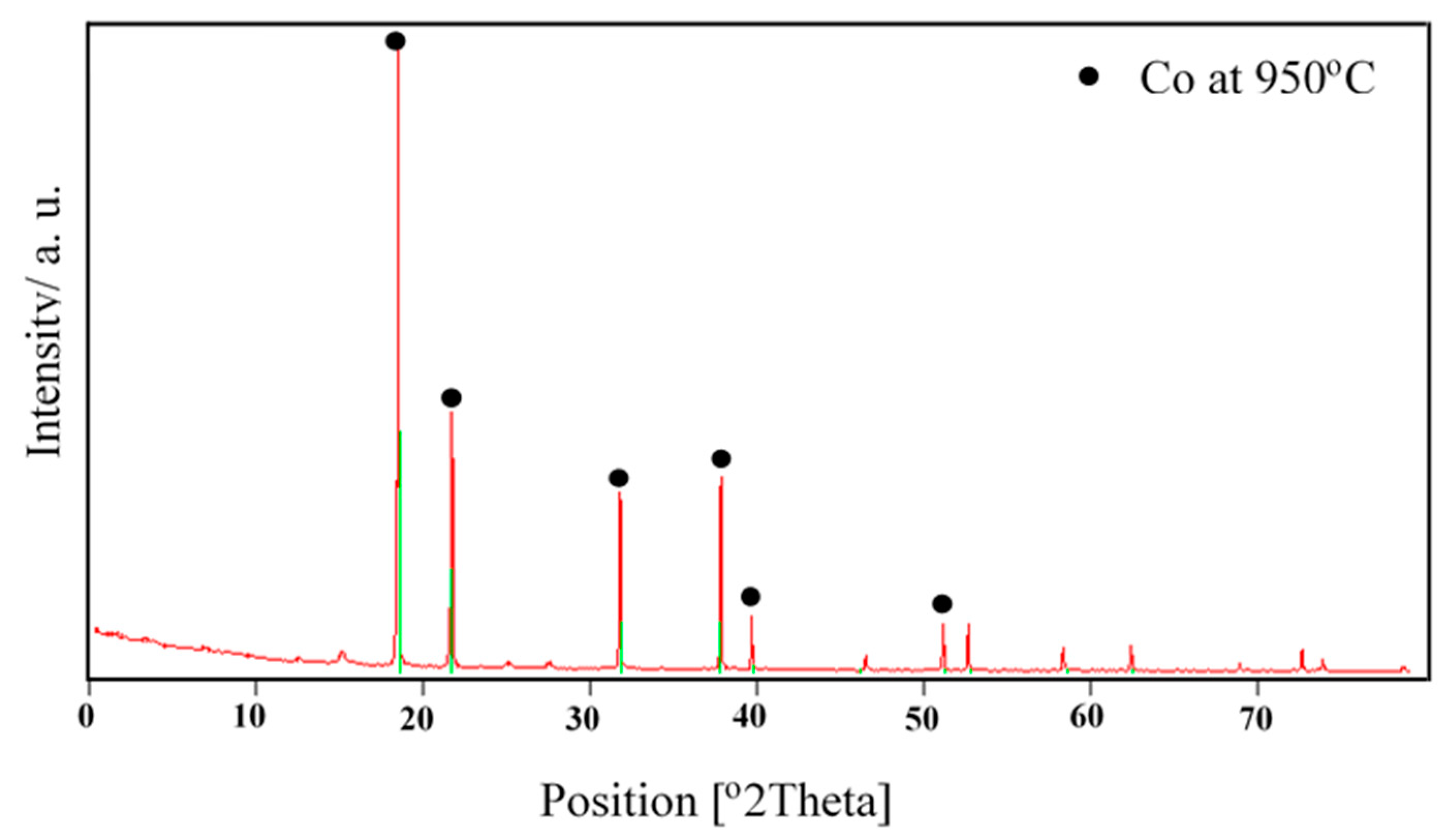
3.1. X-ray Diffraction Analysis
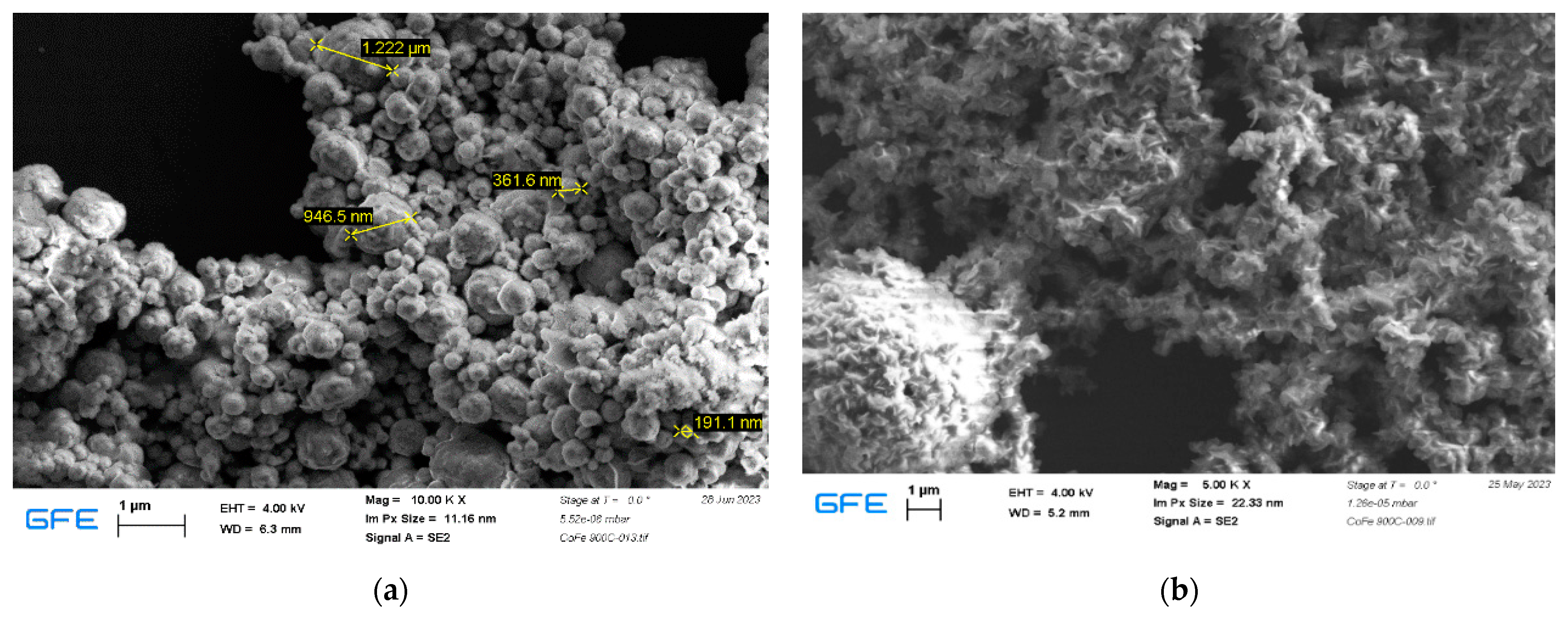
3.2. Influence of the Residence Time
3.3. Particle Collection Using Magnets
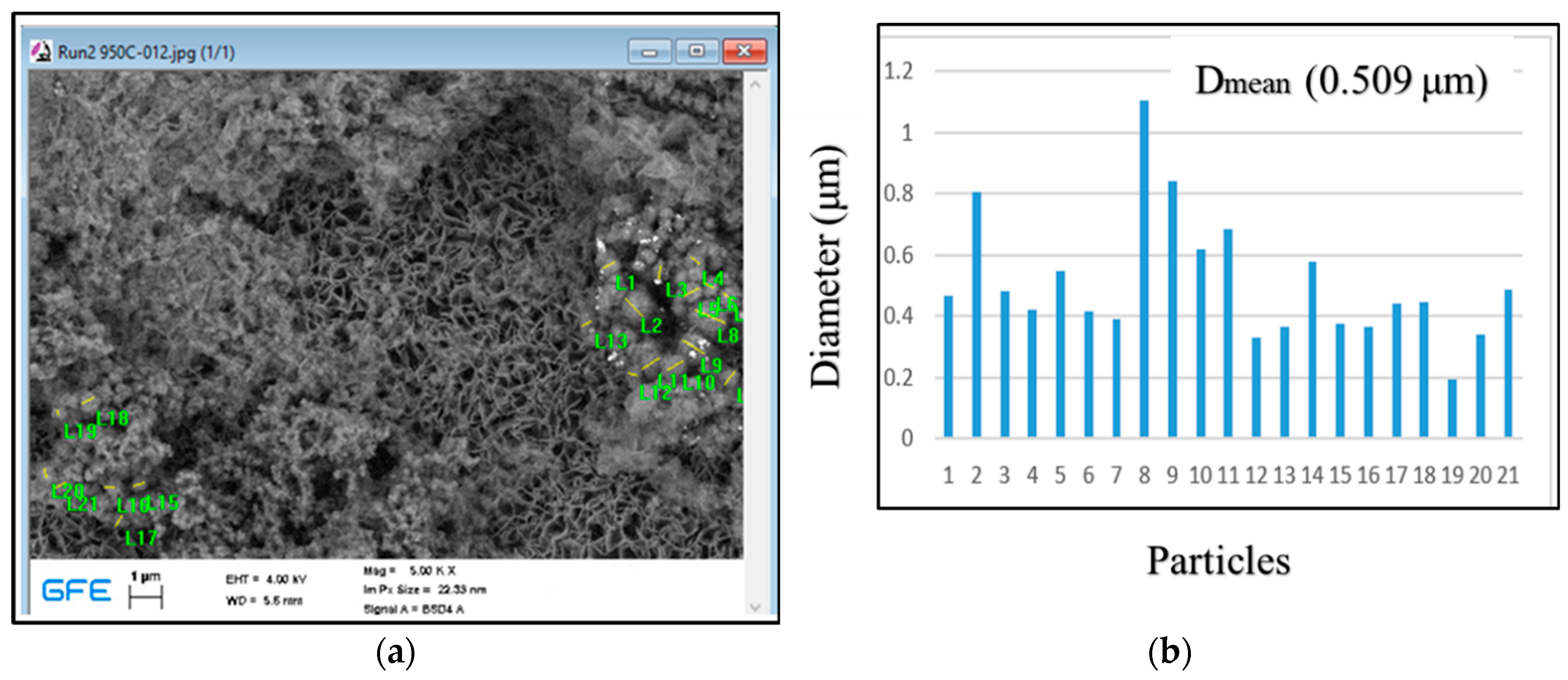
3.4. Influence of the Reaction Temperature
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Seck, G.S.; Hache, E.; Barnet, C. Potential bottleneck in the energy transition: The case of cobalt in an accelerating electro-mobility world. Resoures Policy 2022, 75, 102516. [Google Scholar] [CrossRef]
- Pazik, P.M.; Chmielewski, T.; Glass, H.J.; Kowalczuk, P.B. World production and possible recovery of cobalt from the Kupferschiefer stratiform copper ore. E3S Web Conf. 2016, 8, 01063. [Google Scholar] [CrossRef]
- Picazo-Rodriguez, N.G.; Toro, N.; Román, R.G.; Soriano, D.A.T.; Galleguillos Madrid, F.M.; Jamett, I.; Gálvez, E.; Moreno Cedillos, J.G. Cobalt Metal: Overview of Deposits, Reserves, Processing, and Recycling. Preprints 2023, 2023061368. [Google Scholar] [CrossRef]
- Cobalt Market Report 2021|Cobalt Institute. Available online: https://www.cobaltinstitute.org/resource/state-of-the-cobalt-market-report-2021/ (accessed on 20 June 2023).
- Stephen, A.; Chinnan, M.D.; Katlong, A. Africa’s Critical Minerals & The Global Electric Vehicle (EV) Market–African Energy Council. Available online: https://africanenergycouncil.org/africas-critical-minerals-the-global-electric-vehicle-ev-market/ (accessed on 24 June 2023).
- Pourret, O.; Faucon, M.-P. Cobalt. In Encyclopedia of Geochemistry; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar] [CrossRef]
- Davey, C. The Environmental Impacts of Cobalt Mining in Congo. Earth.Org. Available online: https://earth.org/cobalt-mining-in-congo/ (accessed on 19 November 2023).
- Jiang, M.; Wang, K.; Wang, Y.; Zhao, Q.; Wang, W. Technologies for the cobalt-contaminated soil remediation: A review. Sci. Total Environ. 2022, 813, 151908. [Google Scholar] [CrossRef] [PubMed]
- Chandra, M.; Yu, D.; Tian, Q.; Guo, X. Recovery of Cobalt from Secondary Resources: A Comprehensive Review. Miner. Process. Extr. Metall. Rev. 2021, 43, 679–700. [Google Scholar] [CrossRef]
- Stanković, S.; Stopić, S.; Sokić, M.; Marković, B.; Friedrich, B. Review of the past, present, and future of the hydrometallurgical production of nickel and cobalt from lateritic ores. Metall. Mater. Eng. 2020, 26, 199–208. [Google Scholar] [CrossRef] [PubMed]
- Stopić, S.; Fridrih, B. Recovery of cobalt from primary and secondary materials: An overiew. Vojnoteh. Glas. 2020, 68, 321–337. [Google Scholar] [CrossRef]
- Rahemi Ardekani, S.; Sabour Rouh Aghdam, A.; Nazari, M.; Bayat, A.; Yazdani, E.; Saievar-Iranizad, E. A comprehensive review on ultrasonic spray pyrolysis technique: Mechanism, main parameters and applications in condensed matter. J. Anal. Appl. Pyrolysis 2019, 141, 104631. [Google Scholar] [CrossRef]
- Majerič, P.; Rudolf, R. Advances in Ultrasonic Spray Pyrolysis Processing of Noble Metal Nanoparticles—Review. Materials 2020, 13, 3485. [Google Scholar] [CrossRef] [PubMed]
- Sivasakthi, P.; Sathaiyan, N. Cobalt Recovery from Waste Catalysts (Petroleum Refining Industry from Gujarat). Open J. Met. 2012, 2, 24–30. [Google Scholar] [CrossRef]
- Wolańczyk, Z.; Rzelewska-Piekut, M.; Cierpiszewski, R.; Staszak, K.; Regel-Rosocka, M. Hydrometallurgical Recovery of Cobalt(II) from Spent Industrial Catalysts. Catalysts 2020, 10, 61. [Google Scholar] [CrossRef]
- Swain, B.; Jeong, J.; Lee, J.; Lee, G.-H.; Sohn, J.-S. Hydrometallurgical process for recovery of cobalt from waste cathodic active material generated during manufacturing of lithium ion batteries. J. Power Sources 2007, 167, 536–544. [Google Scholar] [CrossRef]
- Khusnuriyalova, A.F.; Sukhov, A.V.; Bekmukhamedov, G.E.; Yakhvarov, D.G. Electrochemical Properties of Cobalt(II), Nickel(II) and Iron(II) Ions in the Presence of 2,2′-Bipyridine. Russ. J. Electrochem. 2020, 56, 293–299. [Google Scholar] [CrossRef]
- Kießling, F.; Stopic, S.; Gürmen, S.; Friedrich, B. Recovery of Diamond and Cobalt Powders from Polycrystalline Drawing Die Blanks via Ultrasound Assisted Leaching Process—Part 2: Kinetics and Mechanisms. Metals 2020, 10, 741. [Google Scholar] [CrossRef]
- Gürmen, S.; Stopić, S.; Friedrich, B. Synthesis of nanosized spherical cobalt powder by ultrasonic spray pyrolysis. Mater. Res. Bull. 2006, 41, 1882–1890. [Google Scholar] [CrossRef]
- Gurmen, S.; Guven, A.; Ebin, B.; Stopić, S.; Friedrich, B. Synthesis of nano-crystalline spherical cobalt–iron (Co–Fe) alloy particles by ultrasonic spray pyrolysis and hydrogen reduction. J. Alloys Compd. 2009, 481, 600–604. [Google Scholar] [CrossRef]
- Tsai, S.; Song, Y.-L.; Tsai, C.; Yang, C.; Chiu, W.-Y.; Lin, H.-M. Ultrasonic Spray Pyrolysis for Nanoparticles Synthesis. J. Mater. Sci. 2004, 39, 3647–3657. [Google Scholar] [CrossRef]
- Choa, Y.-H.; Yang, J.-K.; Kim, B.-H.; Jeong, Y.-K.; Lee, J.-S.; Nakayama, T.; Sekino, T.; Niihara, K. Preparation and characterization of metal/ceramic nanoporous nanocomposite powders. J. Magn. Magn. Mater. 2003, 266, 12–19. [Google Scholar] [CrossRef]
- Shatrova, N.; Yudin, A.; Levina, V.; Dzidziguri, E.; Kuznetsov, D.; Perov, N.; Issi, J.-P. Elaboration, characterization and magnetic properties of cobalt nanoparticles synthesized by ultrasonic spray pyrolysis followed by hydrogen reduction. Mater. Res. Bull. 2017, 86, 80–87. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursor Solution | Concentration (g/L) | pH | Dilution Rate | Temperature (°C) | |
|---|---|---|---|---|---|
| Co | Fe | ||||
| Original | 5.63 | 0.109 | 0.7 | ||
| A | 1.12 | 0.02 | 1.4 | 4:1 | 600–900 |
| B | 1.87 | 0.03 | 1.2 | 2:1 | 600–900 |
| C | 2.81 | 0.05 | 1 | 1:1 | 600–950 |
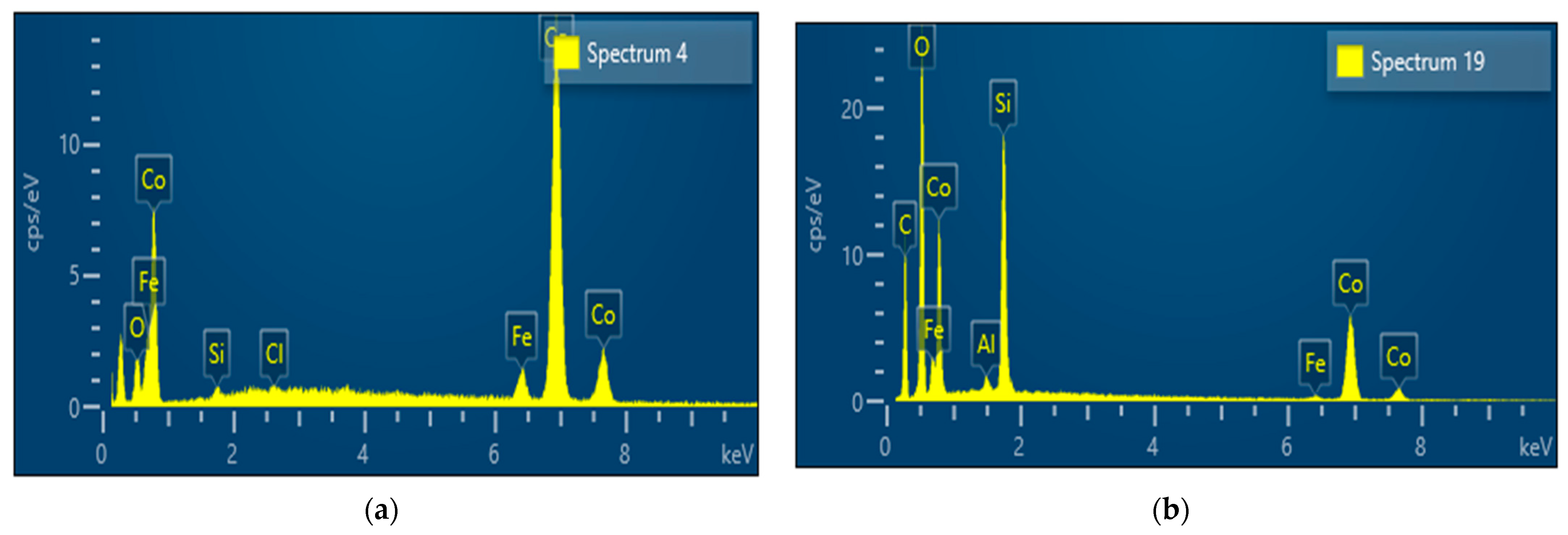
| Chemical Elements | Short Residence Time (7.19 s) at (900 °C) | Long Residence Time (23 s) at (900 °C) |
|---|---|---|
| Content (Weight%) | Content (Weight%) | |
| Cobalt | 92.3 | 54.9 |
| Iron | 5.4 | 1.4 |
| Oxygen | 1.7 | 25.8 |
| Silicon | 0.3 | 17 |
| Carbon | 0.2 | - |
| Aluminum | - | 0.9 |
| Temperature (°C) | Element (at.%) | ||||
|---|---|---|---|---|---|
| Co | O | Fe | Si | Al | |
| 600 | 28.58 | 55.65 | 1.94 | 13.84 | - |
| 700 | 30.48 | 53.77 | 1.27 | 11.67 | 1.95 |
| 800 | 32.94 | 40.86 | 3.28 | 15.34 | 10.33 |
| 900 | 29.02 | 54.23 | 0.86 | 13.98 | 1.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Keita, S.; Stopic, S.; Kiessling, F.; Husovic, T.V.; Emil Kaya, E.; Smiljanic, S.; Friedrich, B. Recovery of Magnetic Particles from Wastewater Formed through the Treatment of New Polycrystalline Diamond Blanks. Waste 2023, 1, 993-1006. https://doi.org/10.3390/waste1040057
Keita S, Stopic S, Kiessling F, Husovic TV, Emil Kaya E, Smiljanic S, Friedrich B. Recovery of Magnetic Particles from Wastewater Formed through the Treatment of New Polycrystalline Diamond Blanks. Waste. 2023; 1(4):993-1006. https://doi.org/10.3390/waste1040057
Chicago/Turabian StyleKeita, Saliha, Srecko Stopic, Ferdinand Kiessling, Tatjana Volkov Husovic, Elif Emil Kaya, Slavko Smiljanic, and Bernd Friedrich. 2023. "Recovery of Magnetic Particles from Wastewater Formed through the Treatment of New Polycrystalline Diamond Blanks" Waste 1, no. 4: 993-1006. https://doi.org/10.3390/waste1040057
APA StyleKeita, S., Stopic, S., Kiessling, F., Husovic, T. V., Emil Kaya, E., Smiljanic, S., & Friedrich, B. (2023). Recovery of Magnetic Particles from Wastewater Formed through the Treatment of New Polycrystalline Diamond Blanks. Waste, 1(4), 993-1006. https://doi.org/10.3390/waste1040057