
The Role of Non-Destructive Testing of Composite Materials for Aerospace Applications



Abstract
:
1. Introduction
2. Overview of Composite Materials
2.1. Ceramic Composite Materials
2.2. Metal Matrix Composites

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix Alloy | Density (g/cm3) | Modulus of Elasticity (GPa) | Operational Temperature (°C) | Application |
|---|---|---|---|---|
| Aluminum [45] | 2.81 | 71.7 | 150 °C | Fuselage, wing structures, engine components |
| Magnesium [46] | 1.84 | 44.2 | 300 °C | Aircraft brackets, helicopter components, lightweight structures |
| Titanium [47] | 4.43 | 114 | 400 °C | High-temperature engine components, landing gear |
2.3. Polymer Matrix Composites
3. Mechanisms of Damage in Composite Materials
4. Non-Destructive Testing (NDT) Methods for Composite Materials
4.1. Criteria Selection of NDT by Damage and Composite Type
4.1.1. Criteria Selection of NDT for Ceramic Matrix Composites
- Delamination—separation between layers due to weak bonding, caused by thermal stresses or manufacturing issues, reducing structural integrity;
- Microcracking—small-scale cracks within the matrix, commonly caused by thermal expansion mismatches between the matrix and the reinforcement;
- Fiber breakage—fracturing of reinforcing fibers under tensile or impact stress, significantly impacting the composite’s load-bearing capacity;
- Fiber pull-out—occurs when fibers are dislodged from the matrix, usually at the interface due to weak bonding or mechanical stresses;
- Interfacial debonding—loss of adhesion between the fibers and the ceramic matrix, compromising the load transfer and mechanical properties;
- Porosity—the presence of voids or air pockets, usually introduced during the material processing phase, affecting the mechanical and thermal properties;
- Oxidation damage—degradation due to chemical reactions with oxygen at high temperatures, often affecting the matrix and the fiber–matrix interface;
- Thermal shock—rapid temperature changes causing stress concentrations and potential cracking due to differential thermal expansion;
- Matrix degradation—chemical or structural breakdown of the matrix under environmental or thermal stress, weakening the composite;
- Coating degradation—wear or deterioration of protective coatings, critical for protecting against environmental and thermal stresses.
4.1.2. Criteria Selection of NDT for Metal Matrix Composites
- Delamination—layer separation induced by weak interfaces or disparate thermal expansion rates between the matrix and reinforcements;
- Fiber breakage—breakage of reinforcing fibers due to mechanical overload or fatigue, crucially reducing the composite’s strength;
- Fiber–matrix debonding—the detachment of reinforcing fibers from the metal matrix, affecting the stress distribution and overall composite performance;
- Porosity—formation of voids during manufacturing, such as during casting or sintering, diminishing the mechanical strength and density;
- Thermal fatigue—cracking induced by cyclic thermal stresses, particularly in components subjected to high thermal gradients;
- Corrosion—chemical degradation of the matrix or the fiber–matrix interface, exacerbated by environmental exposure, particularly in metallic components;
- Wear—physical degradation due to friction and mechanical interaction with other materials, affecting the surface properties and functionality;
- Creep deformation—time-dependent deformation under mechanical stress at high temperatures, affecting long-term structural reliability;
- Density variations—inhomogeneities in material density due to uneven distribution of the matrix and reinforcement materials;
- Cracking—structural cracks that may develop from stress concentrations, manufacturing flaws, or external loads.
4.1.3. Criteria Selection of NDT for Polymer Matrix Composites
- Delamination—this occurs when there is a separation between layers of composite materials, typically due to weak interfaces caused by manufacturing flaws, impact, or stress concentrations. It compromises the structural integrity and load-bearing capacity of the composite;
- Void formation—Refers to the presence of air pockets or gaps within the composite structure, often a result of improper material processing or curing. Voids can significantly weaken the mechanical properties of composites by acting as stress concentrators;
- Fiber breakage—this defect involves the fracturing of reinforcing fibers within the composite. It can occur due to excessive mechanical loads, impact, or fatigue, leading to a reduction in the composite’s overall strength and stiffness;
- Interfacial debonding—characterized by the loss of adhesion between the fiber and matrix, this defect disrupts the load transfer mechanisms within the composite, thereby reducing its effectiveness and mechanical performance;
- Matrix cracking—involves cracks within the matrix component of the composite. These can develop under mechanical stresses, thermal cycling, or environmental degradation, potentially leading to more severe damage such as delamination;
- Porosity—the presence of numerous microscopic voids within the composite material, which can decrease the density and mechanical strength, as well as alter thermal and electrical properties;
- Resin degradation—this damage occurs due to the chemical breakdown of the matrix material under environmental factors such as UV radiation, moisture, or chemicals, affecting the durability and mechanical properties of the composite;
- Thermal degradation—damage incurred from exposure to excessive heat that alters the physical and chemical structure of the composite matrix or the fiber–matrix interface;
- Surface cracks—cracks that appear on the composite’s surface, often due to external mechanical forces or environmental impacts, which may propagate and lead to further internal damage;
- Visible impact damage—includes any damage visible on the surface of the composite resulting from impact, which may include indentations, punctures, or more subtle signs like matrix crushing or fiber misalignment.
5. Ultrasonic Testing
6. Acoustic Emission (AE)
7. Radiographing Testing (RT)
8. Infrared Thermography
9. Shearography and Holography in NDT
10. Digital Image Correlation (DIC) and Optical Methods
11. Advanced NDT Techniques and Future of NDT of Structural Composites
11.1. Developing NDT Techniques
11.2. Hybrid NDT Methods
11.3. Automated NDT Systems and Machine Learning
11.4. Future of NDT of Structural Composites
12. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Challenger, K.D. The damage tolerance of carbon fiber reinforced composites—A workshop summary. Compos. Struct. 1986, 6, 295–318. [Google Scholar] [CrossRef]
- Nayak, V.K. Composite Materials in Aerospace Applications. Int. J. Sci. Res. Publ. 2014, 4, 1–10. [Google Scholar]
- Shrivastava, S.; Rajak, D.K.; Joshi, T.; Singh, D.K.; Mondal, D.P. Ceramic Matrix Composites: Classifications, Manufacturing, Properties, and Applications. Ceramics 2024, 7, 652–679. [Google Scholar] [CrossRef]
- Karadimas, G.; Salonitis, K. Ceramic Matrix Composites for Aero Engine Applications—A Review. Appl. Sci. 2023, 13, 3017. [Google Scholar] [CrossRef]
- Boeing. 787 Dreamliner By Design. Available online: https://www.boeing.com/commercial/787/by-design (accessed on 10 August 2024).
- Vlasova, V. Using composite materials in aircraft. AIP Conf. Proc. 2019, 2171, 030020. [Google Scholar] [CrossRef]
- Kesarwani, S. Polymer Composites in Aviation Sector. Int. J. Eng. Res. Technol. 2017, 6, 518–525. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Linul, E. Manufacturing Technologies of Carbon/Glass Fiber-Reinforced Polymer Composites and Their Properties: A Review. Polymers 2021, 13, 3721. [Google Scholar] [CrossRef]
- Mangalgiri, P.D. Composite materials for aerospace applications. Bull. Mater. Sci. 1999, 22, 657–664. [Google Scholar] [CrossRef]
- Léonard, P.L.Y.; Nylander, J.W. Sustainability Assessment of Composites in Aero-Engine Components. In Proceedings of the Design Society: DESIGN Conference; Cambridge University Press: Cambridge, UK, 2020; pp. 1989–1998. [Google Scholar] [CrossRef]
- Evans, E.E.; Brooks, R.A.; Liu, J.; Hall, E.C.; Liu, H.; Lowe, T.J.E.; Withers, P.J.; Kinloch, A.J.; Dear, J.P. Comparison of X-ray Computed Tomography and Ultrasonic C-Scan Techniques and Numerical Modelling of Impact Damage in a CFRP Composite Laminate. Appl. Compos. Mater. 2023, 31, 249–264. [Google Scholar] [CrossRef]
- Bechmann, J.; Hidalgo, C.; Bricout, S. Environmental analysis of innovative sustainable composites with potential use in aviation sector—A life cycle assessment review. Sci. China Technol. Sci. 2017, 60, 1301–1317. [Google Scholar] [CrossRef]
- Marsh, G. Aero engines lose weight thanks to composites. Reinf. Plast. 2012, 5, 32–35. [Google Scholar] [CrossRef]
- Zimmermann, N.; Wang, P.H. A review of failure modes and fracture analysis of aircraft composite materials. Eng. Fail. Anal. 2020, 115, 104692. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 16, 100736. [Google Scholar] [CrossRef]
- Senthil, S.; Raguraman, M.; Manalan, D.T. Manufacturing processes & recent applications of aluminium metal matrix composite materials: A review. Mater. Today Proc. 2021, 45, 5934–5938. [Google Scholar] [CrossRef]
- Tatiparthi, A. Investigation of Microcrack Growth in [0/90]s Graphite Epoxy Composite Laminates Using X-Ray Microtomography. Master’s Thesis, University of New Orleans, New Orleans, LA, USA, 2004. [Google Scholar]
- Norris, C.J.; Bond, P.; Trask, R.S. The role of embedded bioinspired vasculature on damage formation in self-healing carbon fibre reinforced composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 639–648. [Google Scholar] [CrossRef]
- Post, W.; Kersemans, M.; Solodov, I.; Van Den Abeele, K.; García, S.J.; Van Der Zwaag, S. Non-destructive monitoring of delamination healing of a CFRP composite with a thermoplastic ionomer interlayer. Compos. Part A Appl. Sci. Manuf. 2017, 101, 243–253. [Google Scholar] [CrossRef]
- Katunin, A.; Dragan, K.; Dziendzikowski, M. Damage identification in aircraft composite structures: A case study using various non-destructive testing techniques. Compos. Struct. 2015, 127, 1–9. [Google Scholar] [CrossRef]
- D’Accardi, E.; Palano, F.; Tamborrino, R.; Palumbo, D.; Taty, A.; Terzi, R.; Galietti, U. Pulsed Phase Thermography Approach for the Characterization of Delaminations in CFRP and Comparison to Phased Array Ultrasonic Testing. J. Nondestruct. Eval. 2019, 38, 20. [Google Scholar] [CrossRef]
- Chaki, S.; Krawczak, P. Non-Destructive Health Monitoring of Structural Polymer Composites: Trends and Perspectives in the Digital Era. Materials 2022, 15, 7838. [Google Scholar] [CrossRef]
- da Silva, R.R.; de Padua, G.X. Nondestructive Inspection Reliability: State of the Art. In Nondestructive Testing Methods and New Applications; InTech: Rijeka, Croatia, 2012. [Google Scholar] [CrossRef]
- Jolly, M.R.; Prabhakar, A.; Sturzu, B.; Hollstein, K.; Singh, R.; Thomas, S.; Foote, P.; Shaw, A. Review of Non-destructive Testing (NDT) Techniques and their applicability to thick walled composites. Procedia CIRP 2015, 38, 129–136. [Google Scholar] [CrossRef]
- Sreenivasulu, D.; Dasari, C. Fundamental ideas of nanomaterials and nanotechnology. In Proceedings of National Seminar; Roshan Publications: Siliguri, India, 2017; pp. 90–93. [Google Scholar]
- Naik, R.A. Simplified Micromechanical Equations for Thermal Residual Stress Analysis of Coated Fiber Composites. Compos. Technol. Res. 1992, 14, 182–186. [Google Scholar] [CrossRef]
- Chawla, K.K. Reinforcements. In Composite Materials: Science and Engineering, 4th ed.; Springer: Cham, Switzerland, 2019; pp. 7–74. [Google Scholar] [CrossRef]
- MatWeb. E-Glass Fiber, Generic. 1998. Available online: https://www.matweb.com/search/datasheet.aspx?MatGUID=d9c18047c49147a2a7c0b0bb1743e812 (accessed on 13 June 2024).
- McBeck, J.; Ben-Zion, Y.; Renard, F. Fracture network localization preceding catastrophic failure in triaxial compression experiments on rocks. Front. Earth Sci. 2021, 9, 778811. [Google Scholar] [CrossRef]
- Jollivet, T.; Peyrac, C.; Lefebvre, F. Composite Material Damage Processes. Procedia Eng. 2013, 66, 746–758. [Google Scholar] [CrossRef]
- Parveez, B.; Kittur, M.I.; Badruddin, I.A.; Kamangar, S.; Hussien, M.; Umarfarooq, M.A. Scientific Advancements in Composite Materials for Aircraft Applications: A Review. Polymers 2022, 14, 5007. [Google Scholar] [CrossRef]
- Lakshminarayan, U.; Marcus, H.L. An Experimental Study of the Relationship Between Microstructure and Mechanical Properties of a Ceramic Composite Fabricated by Selective Laser Sintering; Technical Report; University of Texas: Austin, TX, USA, 1992. [Google Scholar]
- Glass, D.E. Ceramic Matrix Composite (CMC) Thermal Protection Systems (TPS) and Hot Structures for Hypersonic Vehicles. In Proceedings of the 15th AIAA Space Planes and Hypersonic Systems and Technologies Conference, Dayton, OH, USA, 28 April–1 May 2008. [Google Scholar]
- Klocke, F.; Klink, A.; Veselovac, D.; Aspinwall, D.K.; Soo, S.L.; Schmidt, M.; Schilp, J.; Levy, G.; Kruth, J.-P. Turbomachinery component manufacture by application of electrochemical, electro-physical and photonic processes. CIRP Ann. 2014, 63, 703–726. [Google Scholar] [CrossRef]
- Jadhav, S.; Sankpal, J.; Chaudhari, M.; Patil, N. A Review on Drilling of Metal Matrix Composites. Int. J. Curr. Eng. Technol. 2016, 6, 82–88. [Google Scholar]
- Bahl, S. Fiber reinforced metal matrix composites—A review. Mater. Today Proc. 2021, 39, 317–323. [Google Scholar] [CrossRef]
- Jarzabek, D.M.; Chmielewski, M.; Dulnik, J.; Strojny-Nedza, A. The Influence of the Particle Size on the Adhesion Between Ceramic Particles and Metal Matrix in MMC Composites. J. Mater. Eng. Perform. 2016, 25, 3139–3145. [Google Scholar] [CrossRef]
- Rawal, S.P. Metal-matrix composites for space applications. J. Miner. Met. Mater. Soc. 2001, 53, 14–17. [Google Scholar] [CrossRef]
- Huda, D.; El Baradie, M.A.; Hashmi, M.S.J. Metal-Matrix Composites: Materials Aspects. Part II. J. Mater. Process. Technol. 1993, 37, 529–541. [Google Scholar] [CrossRef]
- Mukherjee, G.S.; Jain, A.; Banerjee, M. Engineering Matrix Materials for Composites: Their Variety, Scope, and Applications. Fine Chem. Eng. 2023, 4, 13–17. [Google Scholar] [CrossRef]
- Chajkrapani, P.; Suryakumari, T.S.A. Mechanical properties of aluminium metal matrix composites-A review. Mater. Today Proc. 2021, 45, 5960–5964. [Google Scholar] [CrossRef]
- Vairamuthu, J.; Velmurugan, P.; Manohar, N.J.; Kannan, C.R.; Manivannan, S.; Stalin, B. Wear experimentation and parametric optimization on synthesized copper titanium composite. IOP Conf. Ser. Mater. Sci. Eng. 2020, 988, 102106. [Google Scholar] [CrossRef]
- Chandrasekhar, B.; Dharme, A.; Sharma, S.K.; Taluja, R.; Jarali, O.A.; Kalra, R.; Kumar, G. Role of CNT in influencing the mechanical properties of the Mg-based composites: An overview. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Aluminum 7075-T6; 7075-T651. Available online: https://www.matweb.com/search/datasheet.aspx?MatGUID=4f19a42be94546b686bbf43f79c51b7d (accessed on 13 June 2024).
- Magnesium WE43-T6, Cast. Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=4b8a8c13cf354fc5893a40cf8eca022c (accessed on 13 June 2024).
- Titanium Ti-6Al-4V (Grade 5), STA. Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=b350a789eda946c6b86a3e4d3c577b39 (accessed on 13 June 2024).
- Silicon Carbide SiC. Available online: https://www.makeitfrom.com/material-properties/Silicon-Carbide-SiC (accessed on 13 June 2024).
- Alumina (Aluminum Oxide, Al2O3). Available online: https://www.makeitfrom.com/material-properties/Alumina-Aluminum-Oxide-Al2O3 (accessed on 13 June 2024).
- Yu, M.-F.; Lourie, O.; Dyer, M.J.; Moloni, K.; Kelly, T.F.; Ruoff, R.S. Strength and Breaking Mechanism of Multiwalled Carbon Nanotubes Under Tensile Load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef]
- Boron Carbide B4C. Available online: https://www.makeitfrom.com/material-properties/Boron-Carbide-B4C (accessed on 13 June 2024).
- Dauksys, R.J.; Ray, J.D. Properties of Graphite Fiber Nonmetallic Matrix Composites. J. Compos. Mater. 1969, 3, 684–698. [Google Scholar] [CrossRef]
- Ozturk, F.; Cobanoglu, M.; Ece, R.E. Recent advancements in thermoplastic composite materials in the aerospace industry. J. Thermoplast. Compos. Mater. 2023, 37, 3084–3116. [Google Scholar] [CrossRef]
- Huntsman. Technical Sheet Araldite®LY5052/Aradur®5052. 2012. Available online: https://www.huntsman.com/docs/Documents/ARALDITE%20LY%205052%20ARADUR%205052%20Technical%20Datasheet%20%28US%29.pdf (accessed on 13 June 2024).
- Granado, L.; Tavernier, R.; Henry, S.; Oye, R.A.; Foyer, G.; David, G.; Caillol, S. Toward Sustainable Phenolic Thermosets with High Thermal Performances. ACS Sustain. Chem. Eng. 2019, 7, 7209–7217. [Google Scholar] [CrossRef]
- VICTREX. PEEK POLYMER 151G. 2024. Available online: https://www.victrex.com/en/downloads/datasheets/victrex-peek-151g (accessed on 13 June 2024).
- Arkema. Kepstan Technical Data—7000 Series. 2012. Available online: https://www.aplast.fr/wp-content/uploads/2016/02/KEPSTAN-7000.pdf (accessed on 13 June 2024).
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.N.; Srinivasan, N.; Kumar, D.V.; Balaji, D. Influence of filler material on properties of fiber-reinforced polymer composites: A review. e-Polymers 2022, 22, 898–916. [Google Scholar] [CrossRef]
- Diógenes, O.B.; de Oliveira, D.R.; da Silva, L.R.; Pereira, G.; Mazzetto, S.E.; Araujo, W.S.; Lomonaco, D. Development of coal tar-free coatings: Acetylated lignin as a bio-additive for anticorrosive and UV-blocking epoxy resins. Prog. Org. Coat. 2021, 161, 106533. [Google Scholar] [CrossRef]
- He, T.; Chen, N.; Fang, J.; Cai, G.; Wang, J.; Chen, B.; Liang, Q. Micro/nano carbon spheres as liquid lubricant additive: Achievements and prospects. J. Mater. Sci. Technol. 2021, 85, 23–36. [Google Scholar] [CrossRef]
- Mirdehghan, S.A. Fibrous polymeric composites. In Engineered Polymeric Fibrous Materials; The Textile Institute Book Series; Latifi, M., Ed.; Woodhead Publishing: Cambridge, UK, 2021; pp. 1–58. [Google Scholar] [CrossRef]
- MatWeb. S-Glass Fiber, Generic. 1998. Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=6eb41a1324834878a1524129d915ca09 (accessed on 13 June 2024).
- Seydibeyoğlu, M.Ö.; Dogru, A.; Wang, J.; Rencheck, M.; Han, Y.; Wang, L.; Seydibeyoğlu, E.A.; Zhao, X.; Ong, K.; Shatkin, J.A.; et al. Review on Hybrid Reinforced Polymer Matrix Composites with Nanocellulose, Nanomaterials, and Other Fibers. Polymers 2023, 15, 984. [Google Scholar] [CrossRef]
- Khoramishad, H.; Mousavi, M.V. Hybrid Polymer Composite Materials. In Proceedings of the 7th International Conference on Applied Science and Technology, Karbala, Iraq, 27–28 March 2019. [Google Scholar] [CrossRef]
- Annamalai, I.; Karthik, K.; Kumar, N.; Muthuselvan, S.; Vignesh, M.; Dhanush, Y.J. Experimental Investigation of Mechanical Properties of GLARE Composite with Different Layup Sequences. Mater. Today Proc. 2021, 46, 1371–1375. [Google Scholar] [CrossRef]
- Huang, T.; Bobyr, M. A Review of Delamination Damage of Composite Materials. J. Compos. Sci. 2023, 7, 468. [Google Scholar] [CrossRef]
- Ghaidan, K.A.A. Prediction of Delamination in Glass Fibre Reinforced Composite Materials Using Elasto-Plastic Modelling. Ph.D. Thesis, University of Southern Queensland, Toowoomba, Australia, 2019. [Google Scholar]
- Juhász, Z.; Szekrényes, A. The effect of delamination on the critical buckling force of composite plates: Experiment and simulation. Compos. Struct. 2017, 168, 456–464. [Google Scholar] [CrossRef]
- Ismail, S.O.; Dhakal, H.N.; Popov, I.; Beaugrand, J. Comprehensive study on machinability of sustainable and conventional fibre reinforced polymer composites. Eng. Sci. Technol. Int. J. 2016, 19, 2043–2052. [Google Scholar] [CrossRef]
- Boon, Y.D.; Joshi, S.C. A review of methods for improving interlaminar interfaces and fracture toughness of laminated composites. Mater. Today Commun. 2019. [Google Scholar] [CrossRef]
- Cozza, R.C.; Verma, V. Evaluation of fracture toughness of epoxy polumer composite incorporating micro/nano silica, rubber and CNTs. Polímeros Ciência E Tecnol. 2020, 30, e2020030. [Google Scholar] [CrossRef]
- Henaff-Gardin, C.; Lafarie-Frenot, M.C. Specificity of Matrix Cracking Development in CFRP Laminates Under Mechanical or Thermal Loadings. Int. J. Fatigue 2002, 24, 171–177. [Google Scholar] [CrossRef]
- Tee, Z.T.; Yeap, S.P.; Hassan, C.S.; Kiew, P.L. Nano and non-nano fillers in enhancing mechanical properties of epoxy resins: A brief review. Polym. Plast. Technol. Mater. 2021, 61, 709–725. [Google Scholar] [CrossRef]
- Mastalia, M.; Abdollahnejad, Z.; Pacheco-Torgal, F. Performance of waste based alkaline mortars submitted to accelerated. Resour. Convservation Recycl. 2018, 129, 12–19. [Google Scholar] [CrossRef]
- Alves, L.C.d.S.; Ferreira, R.A.d.R.; Machado, L.B.; Motta, L.A.d.C. Optimization of metakaolin-based geopolymer reinforced with sisal fibers using response surface methology. Ind. Crops Prod. 2019, 139, 111551. [Google Scholar] [CrossRef]
- Dolbachian, L.; Harizi, W.; Aboura, Z. Experimental Lineair and Nonlinear Vibration Methods for the Structural Health Moniktoring (SHM) of Polymer-Matrix Composites (PMCs). Vibration 2024, 7, 281–325. [Google Scholar] [CrossRef]
- Daniel, I.M.; Ishai, O. Strenght of Unidirectional Lamina—Micromechanics. In Engineering Mechanics of Composite Materials, 2nd ed.; Oxford University Press: New York, NY, USA, 2006; pp. 98–119. [Google Scholar]
- Tanasehte, M.; Hader, A.; Achik, I.; Sbiaai, H.; Boughaleb, Y. The Matrix–Fiber Interaction Effect on the Avalanche Breaking in the Failure Process of Composite Materials. Phys. A Stat. Mech. Its Appl. 2020, 553, 124223. [Google Scholar] [CrossRef]
- NagarajaGanesh, B.; Rekha, B. Morphology and damage mechanism of lignocellulosic fruit fibers reinforced polymer composites: A comparative study. Discov. Appl. Sci. 2019, 1, 1250. [Google Scholar] [CrossRef]
- Vieille, B.; Gonzalez, J.D.; Bouvet, C. Fracture mechanics of hybrid composites with ductile matrix and brittle fibers: Influence of temperature and constraint effect. J. Compost. Mater. 2019, 53, 1361–1376. [Google Scholar] [CrossRef]
- Wu, Y.; Ju, J. Elastoplastic damage micromechanics for continuous fiber-reinforced ductile matrix composites with progressive fiber breakage. Int. J. Damage Mech. 2017, 26, 4–28. [Google Scholar] [CrossRef]
- Leung, C.K.Y.; Li, V.C. Effect of Fiber Inclination on Crack Bridging Stress in Brittle Fiber Reinforced Brittle Matrix Composites. J. Mech. Phys. Solids 1992, 40, 1333–1362. [Google Scholar] [CrossRef]
- Phoenix, S.L.; Beyerlein, I.J. Statistical Strength Theory for Fibrous Composite Materials. In Comprehensive Composite Materials; Chou, T.W., Ed.; Elsevier: Amsterdam, The Netherlands, 2000; Volume 1, pp. 559–639. [Google Scholar] [CrossRef]
- Farda, M.Y.; Brian, R.; Pankretz, H. Correlation of nanoscale interface debonding and multimode fracture in polymer carbon composites with long-term hygrothermal effects. Mech. Mater. 2020, 150, 103601. [Google Scholar] [CrossRef]
- Mahmoud Zaghloul, M.Y.; Yousry Zaghloul, M.M.; Yousry Zaghloul, M.M. Physical analysis and statistical investigation of tensile and fatigue behaviors of glass fiber-reinforced polyester via novel fibers arrangement. Compos. Mater. 2023, 57, 147–166. [Google Scholar] [CrossRef]
- Liu, F.; Danyong, W.; Liu, J.; Wei, H.; Zhang, H.; Xu, J.; Li, S.; Qin, Z.; Wang, R.; Jia, H.; et al. Reviews on Interfacial Properties of the Carbon Fiber Reinforced Polymer Composites. J. Phys. Conf. Ser. 2020, 1637, 012027. [Google Scholar] [CrossRef]
- Wu, Q.; Zhao, R.; Zhu, J.; Wang, F. Interfacial improvement of carbon fiber reinforced epoxy composites by tuning the content of curing agent in sizing agent. Appl. Surf. Sci. 2020, 504, 144384. [Google Scholar] [CrossRef]
- Ojha, S.; Bisaria, H.; Mohanty, S.; Kanny, K. Fractographic Analysis of Fiber-Reinforced Polymer Laminate Composites for Marine Applications: A Comprehensive Review. Polym. Compos. 2024, 45, 6771–6787. [Google Scholar] [CrossRef]
- Rahman, K.M.; Vorontsov, V.A.; Flitcroft, S.M.; Dye, D. A High Strength Ti–SiC Metal Matrix Composite. Adv. Eng. Mater. 2017, 19, 17000027. [Google Scholar] [CrossRef]
- Clyne, T.W.; Withers, P.J. The interfacial region. In An Introduction to Metal Matrix Composites; Cambridge University Press: Cambridge, UK, 1993; Volume 134, pp. 166–217. [Google Scholar]
- Requena, G.; Garcés, G.; Fernández, R.; Schöbel, M. Determination of Internal Stresses in Lightweight Metal Matrix Composites. In Neutron Diffraction; Khidirov, I., Ed.; InTech: Rijeka, Croatia, 2012; pp. 257–286. [Google Scholar] [CrossRef]
- Abazari, S.; Shamsipur, A.; Bakhsheshi-Rad, H.R.; Ismail, A.F.; Sharif, S.; Razzaghi, M.; Ramakrishna, S.; Berto, F. Carbon Nanotubes (CNTs)-Reinforced Magnesium-Based Matrix Composites: A Comprehensive Review. Materials 2020, 13, 4421. [Google Scholar] [CrossRef]
- Meignanamoorthy, M.; Ravichandran, M.; Mohanavel, V.; Afzal, A.; Sathish, T.; Alamri, S.; Khan, S.A.; Saleel, C.A. Microstructure, Mechanical Properties, and Corrosion Behavior of Boron Carbide Reinforced Aluminum Alloy (Al-Fe-Si-Zn-Cu) Matrix Composites Produced via Powder Metallurgy Route. Materials 2021, 14, 4315. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodriguez, M.D.; Rams, J. Evaluation of the Wear Resistance and Corrosion Behavior of Laser Cladding Al/SiC Metal Matrix Composite Coatings on ZE41 Magnesium Alloy. Coatings 2021, 11, 639. [Google Scholar] [CrossRef]
- Hu, Q.; Zhou, X.; Tu, Y.; Lu, X.; Huang, J.; Jiang, J.; Deng, L.; Dong, S.; Cao, X. High-temperature mechanical properties and oxidation resistance of SiCf/SiC ceramic matrix composites with multi-layer environmental barrier coatings for turbine applications. Ceram. Int. 2021, 47, 30012–30019. [Google Scholar] [CrossRef]
- Karadimas, G.; Salonitis, K.; Georgarakis, K. Oxide Ceramic Matrix Composites for Aero Engine Applications—A Literature Review. Adv. Transdiciplinary Eng. 2021, 15, 153–158. [Google Scholar] [CrossRef]
- Bach, C.; Wehner, F.; Sieder-Katzmann, J. Investigations on an All-Oxide Ceramic Composites Based on Al2O3 Fibres and Alumina–Zirconia Matrix for Application in Liquid Rocket Engines. Aerospace 2022, 9, 684. [Google Scholar] [CrossRef]
- Fang, G.; Gao, X.; Song, Y. A Review on Ceramic Matrix Composites and Environmental Barrier Coatings for Aero-Engine: Material Development and Failure Analysis. Coatings 2023, 13, 357. [Google Scholar] [CrossRef]
- Chen, P.; Xiao, P.; Li, Z.; Liu, Z.; Pu, D.; Li, Y. Microstructure and Oxidation Behavior of a Novel Bilayer (c-AlPO4–SiCw–mullite)/SiC Coating for Carbon Fiber Reinforced CMCs. J. Eur. Ceram. Soc. 2019, 39, 3988–3999. [Google Scholar] [CrossRef]
- Quiney, Z.; Jeffs, S.P.; Gale, L.; Pattison, S.; Bache, M.R. Matrix cracking onset stress and strain as a function of temperature, and characterization of damage modes in SiCf/SiC ceramic matrix composites via acoustic emission. J. Eur. Ceram. Soc. 2023, 43, 2958–2967. [Google Scholar] [CrossRef]
- Ruys, A.J. Chapter: Introduction and Applications of SiC Ceramics. In Silicon Carbide Ceramics: Structure, Properties and Manufacturing; Elsevier eBooks; Elsevier: Amsterdam, The Netherlands, 2023; pp. 1–79. [Google Scholar]
- Yin, X.W.; Cheng, L.F.; Zhang, L.T.; Travitzky, N.; Greil, P. Fibre-reinforced multifunctional SiC matrix composite materials. Int. J. Rev. 2017, 62, 117–172. [Google Scholar] [CrossRef]
- Chengxin, Z.; Feng, C.; Yang, X.; Zhihang, P. Effects of sintering temperature on mechanical properties of alumina fiber reinforced alumina matrix composites. J. Sol-Gel Sci. Technol. 2019, 93, 185–192. [Google Scholar] [CrossRef]
- Sun, J.; Zhao, J.; Chen, Y.; Wang, L.; Yun, X.; Huang, Z. Macro-micro-nano multistage toughening in nano-laminated graphene ceramic composites. Mater. Today Phys. 2022, 22, 100595. [Google Scholar] [CrossRef]
- Khafagy, K.H.; Datta, S.; Chattopadhyay, A. Multiscale characterization and representation of variability in ceramic matrix composites. J. Compos. Mater. 2021, 55, 2431–2441. [Google Scholar] [CrossRef]
- Wang, L.-Y.; Luo, R.-Y.; Cui, G.; Chen, Z.-F. Oxidation Resistance of SiCf/SiC Composites with a PyC/SiC Multilayer Interface at 500 °C to 1100 °C. Corros. Sci. 2020, 167, 108522. [Google Scholar] [CrossRef]
- Xu, F.; Yao, T.; Xu, P.; Schulthess, J.L.; Matos, M.D.; Gonderman, S.; Gazza, J.; Kane, J.J.; Cordes, N.L. Multi-Scale Characterization of Porosity and Cracks in Silicon Carbide Cladding after Transient Reactor Test Facility Irradiation. Energies 2024, 17, 197. [Google Scholar] [CrossRef]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Towsyfyan, H.; Biguri, A.; Boardman, R.; Blumensath, T. Successes and challenges in non-destructive testing of aircraft composite structures. Chin. J. Aeronaut. 2020, 33, 771–791. [Google Scholar] [CrossRef]
- Ewert, U.; Redmer, B.; Rädel, C.; Schnars, U.; Henrich, R.; Bavendiek, K.; Jahn, M. Mobile computed tomography for inspection of large stationary components in nuclear and aerospace. Mater. Trans. 2012, 53, 308–310. [Google Scholar] [CrossRef]
- Cramer, K.E. Current and future needs and research for composite materials NDE. In Proceedings of the Behavior and Mechanics of Multifunctional Materials and Composites XII, Denver, CO, USA, 4–8 March 2018; p. 500. [Google Scholar]
- Hyonny, K. Impact damage formation on composite aircraft structures. In JAMS 2015 Technical Review; Federal Aviation Administration: Washington, DC, USA, 2012; pp. 1–58. [Google Scholar]
- Robert Angus, S. Composite defects and their detection. Mater. Sci. Eng. 2009, 3, 103–143. [Google Scholar]
- Gros, X.E. An eddy current approach to the detection of damage caused by low-energy impacts on carbon fibre reinforced materials. Mater. Des. 1995, 16, 167–173. [Google Scholar] [CrossRef]
- Soutis, C. Carbon fiber reinforced plastics in aircraft construction. Mater. Sci. Eng. 2005, 412, 171–176. [Google Scholar] [CrossRef]
- Xin, L. Eddy Current Techniques for Non-Destructive Testing of Carbon Fibre Reinforced Plastic (CFRP). Ph.D. Thesis, University of Manchester, Manchester, UK, 2013. [Google Scholar]
- Gharghabi, P.; Lee, J.; Mazzola, M.S.; Lacy, T.E. Development of an experimental setup to analyze carbon/epoxy. In Proceedings of the American Society for Composites—31st Technical Conference, Williamsburg, VA, USA, 19–22 September 2016. [Google Scholar]
- Mallick, P.K. Fiber-Reinforced Composites: Materials, Manufacturing, and Design; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Guy, H. Composites in Airbus: A long story of innovations and experiences. In Proceedings of the Airbus Global Investor Forum, Seville, Spain, 17 January 2008. [Google Scholar] [CrossRef]
- Razali, N.; Sultan, M.T.H.; Mustapha, F.; Yidris, N.; Ishak, M.R. Impact Damage on Composite Structures. Int. J. Eng. Sci. 2014, 3, 8–20. [Google Scholar]
- Chrysafi, A.P.; Athannasopolus, N.; Siakavellas, N.J. Damage detection on composite materials with active thermography and digital image processing. Int. J. Therm. Sci. 2017, 116, 242–253. [Google Scholar] [CrossRef]
- Deane, S.; Avdelidis, N.; Ibarra-Castanedo, C.; Maldague, X.; Tsourdos, A.; Williamson, A.A.; Yazdani-Nezhad, H.; Zhang, H. Autonomous systems imaging of aerospace structures. In Proceedings of the 10th International Symposium on NDT in Aerospace, Dresden, Germany, 24–26 October 2018. [Google Scholar]
- Duchene, P.; Chaki, S.; Ayadi, A.; Krawczak, P. A review of non-destructive techniques used for mechanical damage assessment in polymer composites. J. Mater. Sci. 2018, 53, 7915–7938. [Google Scholar] [CrossRef]
- Reiner, J.; Torres, J.P.; Veidt, M.; Heitzmann, M. Experimental and numerical analysis of drop-weight low-velocity impact tests on hybrid titanium composite laminates. J. Compos. Mater. 2016, 50, 3605–3617. [Google Scholar] [CrossRef]
- Heimbs, S.; Heller, S.; Middendorf, P.; Hähnel, F.; Weiße, J. Low velocity impact on CFRP plates with compressive preload: Test and modelling. Int. J. Impact Eng. 2009, 36, 1182–1193. [Google Scholar] [CrossRef]
- Heimbs, S.; Bergmann, T.; Schueler, D.; Toso-Pentecôte, N. High velocity impact on preloaded composite plates. Compos. Struct. 2014, 111, 158–168. [Google Scholar] [CrossRef]
- Doctor, S.R.; Hall, T.E.; Reid, L.D. Saft—The evolution of a signal processing technology for ultrasonic testing. NDT Int. 1986, 19, 163–167. [Google Scholar] [CrossRef]
- Abdessalem, B.; Redouane, D.; Abderrezak, G. Detection of delamination defects in CFRP materials using ultrasonic signal processing. Ultrasonics 2008, 48, 731–738. [Google Scholar]
- Honarvar, F.; Sheikhzadeh, H.; Moles, M.; Sinclair, A.N. Improving the time-resolution and signal-to-noise ratio of ultrasonic NDE signals. Ultrasonics 2004, 41, 755–763. [Google Scholar] [CrossRef]
- Jasiūnienė, E.; Mažeika, L.; Samaitis, V.; Cicėnas, V.; Mattsson, D. Ultrasonic non-destructive testing of complex titanium/carbon fibre composite joints. Ultrasonics 2004, 41, 755–763. [Google Scholar] [CrossRef]
- Cawley, P.; Adams, R.D. Defect types and non-destructive testing techniques for composites and bonded joints. Mater. Sci. Technol. 1989, 5, 413–425. [Google Scholar] [CrossRef]
- Ramzi, R.; Mahmod, M.F.; Bakar, E.A. Immersion ultrasonic inspection system for small scaled composite specimen. ARPN J. Eng. Appl. Sci. 2015, 10, 17146–17150. [Google Scholar]
- Shetu, M.S.A. A Review of Nondestructive Testing Methods for Aerospace Composite Materials. J. Comput. Mech. Manag. 2024, 3, 30–41. [Google Scholar] [CrossRef]
- Perez, M.A.; Gil, L.; Oller, S. Non-destructive testing evaluation of low velocity impact damage in carbon fiber-reinforced laminated composites. Ultragarsas/Ultrasound 2011, 66, 21–27. [Google Scholar] [CrossRef]
- Taheri, H.; Ladd, K.M.; Delfanian, F.; Du, J. Phased array ultrasonic technique parametric evaluation for composite materials. ASME Int. Mech. Eng. Congr. Expo. 2014, 46620, V013T16A028. [Google Scholar]
- Calabrese, L.; Proverbio, E. A Review on the Applications of Acoustic Emission Technique in the Study of Stress Corrosion Cracking. Corros. Mater. Degrad. 2021, 2, 1–30. [Google Scholar] [CrossRef]
- Senthilkumar, M.; Sreekanth, T.; Reddy, S.M. Nondestructive health monitoring techniques for composite materials: A review. Polym. Polym. Compos. 2021, 29, 528–540. [Google Scholar] [CrossRef]
- Oliveira, T.L.L.; Zitoune, R.; Ancelotti, A.C., Jr.; da Cunha, S.S., Jr. Smart machining: Monitoring of CFRP milling using AE and IR. Compos. Struct. 2020, 249, 112611. [Google Scholar] [CrossRef]
- Oliveira, T.L.L.; Botoluzzi, D.B.; Barbosa, L.C.M.; Ancelotti, A.C., Jr. Acoustic Emission Analysis of Mode II Interlaminar Fracture Toughness of 3D Reinforced CFRP. NDT 2024, 2, 32–52. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Acoustic emission waveforms for damage monitoring in composite materials: Shifting in spectral density, entropy and wavelet packet transform. Struct. Health Monit. 2021, 21, 1768–1789. [Google Scholar] [CrossRef]
- Andraju, L.B.; Raju, G. Damage characterization of CFRP laminates using acoustic emission and digital image correlation: Clustering, damage identification and classification. Eng. Fract. Mech. 2023, 277, 108993. [Google Scholar] [CrossRef]
- Saeedifar, M.; Zarouchas, D. Damage characterization of laminated composites using acoustic emission: A review. Compos. Part B Eng. 2020, 195, 10839. [Google Scholar] [CrossRef]
- Twardowski, P.; Tabaszewski, M.; Wiciak-Pikuła, M.; Felusiak-Czyryca, A. Identification of tool wear using acoustic emission signal and machine learning methods. Precis. Eng. 2021, 72, 738–744. [Google Scholar] [CrossRef]
- Ding, S.; Yang, C.; Zhang, S. Acoustic-Signal-Based Damage Detection of Wind Turbine Blades—A Review. Sensors 2023, 23, 4987. [Google Scholar] [CrossRef] [PubMed]
- Muir, C.; Swaminathan, B.; Almansour, A.S.; Sevener, K.; Smith, C.; Presby, M.; Kiser, J.D.; Pollock, T.M.; Daly, S. Damage mechanism identification in composites via machine learning and acoustic emission. NPJ Comput. Mater. 2021, 7, 1–15. [Google Scholar] [CrossRef]
- Panasiuk, K.; Dudzik, K. Determining the Stages of Deformation and Destruction of Composite Materials in a Static Tensile Test by Acoustic Emission. Materials 2022, 15, 313. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Teng, X.; Hu, X.; Jiang, Y.; Guo, X.; Li, L.; Liu, X.; Liu, X.; Lu, H. Damage and failure analysis of a SiCf/SiC ceramic matrix composite using digital image correlation and acoustic emission. Ceram. Int. 2022, 48, 4699–4709. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, Y.; Gao, X.; Song, Y. Influence of pore distribution on the failure behavior of CMC components. Ceram. Int. 2023, 49, 22913–22923. [Google Scholar] [CrossRef]
- Stockburger, E.; Wester, H.; Behrens, B.-A. Optimised parametrisation of the MMC fracture model using AE and FE analysis. IOP Conf. Ser. Mater. Sci. Eng. 2023, 1284, 012072. [Google Scholar] [CrossRef]
- Kannan, C.R.; Suresh, S.; Krishnan, M.N. Influence of Acoustic Emission Signals and Damage Analysis During the Tensile Test on Al8011 Hybrid Composites by Stir Casting Method. Arch. Metall. Mater. 2023, 68, 223–235. [Google Scholar] [CrossRef]
- Thirukkumaran, K.; Mukhopadhyay, C.K. Analysis of Acoustic Emission Signal to Characterization the Damage Mechanism During Drilling of Al-5%SiC Metal Matrix Composite. J. Appl. Mech. Tech. Phys. 2021, 62, 311–325. [Google Scholar] [CrossRef]
- Baensch, F.; Evsevleev, S. Fibre reinforced AlSi12CuMgNi alloy under compression. J. Compos. Mater. 2021, 55, 1049–1068. [Google Scholar] [CrossRef]
- Li, W.; Liu, Y.; Jiang, P.; Guo, F.; Cheng, J. Study on Delamination Damage of CFRP Laminates Based on Acoustic Emission and Micro Visualization. Materials 2022, 15, 1483. [Google Scholar] [CrossRef]
- Katunin, A. Structural Diagnostics of Composite Beams Using Optimally Selected Fractional B-spline Wavelets. In Intelligent Systems in Technical and Medical Diagnostics; Springer: Berlin, Germany, 2015; pp. 475–486. [Google Scholar] [CrossRef]
- Dufour, J. The International Atomic Energy Agency. Soc. Educ. 2004, 68, 178–184. [Google Scholar]
- Sikora, R.; Baniukiewicz, P.; Chady, T.; Lopato, P.; Psuj, G. Artificial neural networks and fuzzy logic in nondestructive evaluation. In Electromagnetic Nondestructive Evaluation (XVI); IOS Press: Amsterdam, The Netherlands, 2014; Volume 38, pp. 137–151. [Google Scholar]
- Li, J.; Oberdorfer, B.; Habe, D.; Schumacher, P. Determining casting defects in near-net shape casting aluminum parts by computer tomography. Front. Mech. Eng. 2018, 13, 48–52. [Google Scholar] [CrossRef]
- Kourra, N.; Warnett, J.M.; Attridge, A.; Kiraci, E.; Gupta, A.; Barnes, S.; Williams, M.A. Metrological study of CFRP drilled holes with x-ray computed tomography. Int. J. Adv. Manuf. Technol. 2015, 78, 2025–2035. [Google Scholar] [CrossRef]
- De Chiffre, L.; Carmignato, S.; Kruth, J.-P.; Schmitt, R.; Weckenmann, A. Industrial applications of computed tomography. CIRP Ann. 2014, 63, 655–677. [Google Scholar] [CrossRef]
- Pomarede, P.; Meraghni, F.; Peltier, L.; Delalande, S.; Declercq, N.F. Damage evaluation in woven glass reinforced polyamide 6.6/6 composites using ultrasound phase-shift analysis and X-ray tomography. J. Nondestruct. Eval. 2018, 37, 12. [Google Scholar] [CrossRef]
- Carmignato, S. Accuracy of industrial computed tomography measurements: Experimental results from an international comparison. CIRP Ann. 2012, 61, 491–494. [Google Scholar] [CrossRef]
- Dilonardo, E.; Nacucchi, M.; De Pascalis, F.; Zarrelli, M.; Giannini, C. High resolution X-ray computed tomography: A versatile non-destructive tool to characterize CFRP-based aircraft composite elements. Compos. Sci. Technol. 2020, 192, 108093. [Google Scholar] [CrossRef]
- Kamali, G.; Ashokkumar, N.; Sugash, K.; Magesh, V. Advanced Composite Materials of the Future in Aerospace Engineering. Int. J. Res. Appl. Sci. Eng. Technol. 2017, 5, 610–614. [Google Scholar] [CrossRef]
- Vavilov, V.P. Physical Basics of Thermal Techniques of Nondestructive Evaluation. In Handbook of Advanced Nondestructive Evaluation, 1st ed.; Ida, N., Meyendorf, N., Eds.; Springer: Cham, Switzerland, 2019; pp. 1349–1369. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef]
- Padiyar, M.J.; Zanotti Fragonara, L.; Petrunin, I.; Raposo, J.; Tsourdos, A.; Gray, I.; Farmaki, S.; Exarchos, D.; Matikas, T.E.; Dassios, K.G. Fast, Accurate, and Reliable Detection of Damage in Aircraft Composites by Advanced Synergistic Infrared Thermography and Phased Array Techniques. Appl. Sci. 2021, 11, 2778. [Google Scholar] [CrossRef]
- Katnam, K.B.; Da Silva, L.F.M.; Young, T.M. Bonded repair of composite aircraft structures: A review of scientific challenges and opportunities. Prog. Aerosp. Sci. 2013, 61, 26–42. [Google Scholar] [CrossRef]
- Roth, D.J.; Bodis, J.R.; Bishop, C.C. Technical Memorandum; National Aeronautics and Space Administration: Cleveland, OH, USA, 1995.
- Proença, C.; Morais, P.; Salgueiro, F.; Correia, B.; Lopez, A.; Kneissl, C.; Petkov, T. Application of Non-destructive Testing in Quality Control of Manufactured Aluminium Metal Matrix Composite Components for the Automotive Industry. Res. Rev. J. Nondestruct. Test. 2023, 1. [Google Scholar] [CrossRef] [PubMed]
- Sasikumar, T.; Singh, R.R.B. Evaluating the mechanical characteristics of Al/SiC metal matrix composites (MMC) using Infrared thermographic Images. In Proceedings of the 1st QIRT Asia Conference on Quantitative Infrared Thermography, Mahabalipuram, India, 6–10 July 2016. [Google Scholar] [CrossRef]
- Dassios, K.G.; Matikas, T.E. Assessment of Fatigue Damage and Crack Propagation in Ceramic Matrix Composites by Infrared Thermography. Ceramics 2019, 2, 393–406. [Google Scholar] [CrossRef]
- Singh, R.R.B.; Sasikumar, T.; Suresh, S.; Ramanan, G. A novel detection of defects in Al–SiC composite by active pulsed infrared thermography using data and image processing. Trans. Indian Inst. Met. 2020, 73, 2767–2783. [Google Scholar] [CrossRef]
- Duan, Y.; Zhang, H.; Maldague, X.P.V.; Ibarra-Castanedo, C.; Servais, P.; Genest, M.; Sfarra, S.; Meng, J. Reliability Assessment of Pulsed Thermography and Ultrasonic Testing for Impact Damage of CFRP Panels. NDT E Int. 2019, 102, 77–83. [Google Scholar] [CrossRef]
- Sy, B.L.; Oguamanam, D.; Bougherara, H. Impact Response of a New Kevlar/Flax/Epoxy Hybrid Composite Using Infrared Thermography and High-Speed Imaging. Compos. Struct. 2022, 280, 114885. [Google Scholar] [CrossRef]
- Yang, B.; Huang, Y.; Cheng, L. Defect Detection and Evaluation of Ultrasonic Infrared Thermography for Aerospace CFRP Composites. Infrared Phys. Technol. 2013, 60, 166–173. [Google Scholar] [CrossRef]
- Moskovchenko, A.; Vavilov, V.; Švantner, M.; Muzika, L.; Houdková, Š. Active IR Thermography Evaluation of Coating Thickness by Determining Apparent Thermal Effusivity. Materials 2020, 13, 4057. [Google Scholar] [CrossRef]
- Hung, Y.Y.; Ho, H.P. Shearography: An optical measurement technique and applications. Mater. Sci. Eng. R Rep. 2005, 49, 61–87. [Google Scholar] [CrossRef]
- Okafor, A.C.; Otieno, A.W.; Dutta, A.; Rao, V.S. Detection and characterization of high-velocity impact damage in advanced composite plates using multi-sensing techniques. Compos. Struct. 2001, 54, 289–297. [Google Scholar] [CrossRef]
- Michael, K.; Wolfgang, O.; Jueptner, W.P.O. Advanced shearographic system for nondestructive testing of industrial and artwork components. In Lasers in Material Processing and Manufacturing; The International Society for Optical Engineering/Proceedings of SPIE; SPIE: Bellingham, WA, USA, 2002. [Google Scholar]
- Hung, Y.Y. Applications of digital shearography for testing of composite structures. Compos. Part B Eng. 1999, 30, 765–773. [Google Scholar] [CrossRef]
- Newman, J.W. Aerospace NDT with Advanced Laser Shearography. In Proceedings of the 17th World Conference on Nondestructive Testing, Shanghai, China, 25–28 October 2008; pp. 25–28. [Google Scholar]
- Findeis, D.; Gryzagoridis, J. Digital Shearography and Vibration Excitation for NDT of Aircraft Components. AIP Conf. Proc. 2014, 1600, 33–38. [Google Scholar] [CrossRef]
- Hung, Y.Y.; Luo, W.D.; Lin, L.; Shang, H.M. Evaluating the soundness of bonding using shearography. Compos. Struct. 2000, 50, 353–362. [Google Scholar] [CrossRef]
- Lee, J.-R.; Molimard, J.; Vautrin, A.; Surrel, Y. Application of grating shearography and speckle shearography to mechanical analysis of composite material. Compos. Part A Appl. Sci. Manuf. 2004, 35, 965–976. [Google Scholar] [CrossRef]
- Taillade, F.; Quiertant, M.; Benzarti, K.; Aubagnac, C. Shearography and pulsed stimulated infrared thermography applied to a nondestructive evaluation of FRP strengthening systems bonded on concrete structures. Constr. Build. Mater. 2011, 25, 568–574. [Google Scholar] [CrossRef]
- Angelis, G.D.; Meo, M.; Almond, D.P.; Pickering, S.G.; Angioni, S.L. A new technique to detect defect size and depth in composite structures using digital shearography and unconstrained optimization. NDT E Int. 2012, 45, 91–96. [Google Scholar] [CrossRef]
- Murri, W.J.; Sermon, B.W.; Andersen, R.N.; Martinez, L.A.; Van der Heiden, E.J.; Garner, C.A. Defects in Thick Composites and Some Methods to Locate Them. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: New York, NY, USA, 1991; pp. 583–1590. [Google Scholar]
- Hung, Y.Y.; Yang, L.X.; Huang, Y.H. 5-Non-destructive evaluation (NDE) of composites: Digital shearography. In Non-Destructive Evaluation (NDE) of Polymer Matrix Composites; Dans Elsevier eBooks; Woodhead Publishing: Cambridge, UK, 2013; pp. 84–115. [Google Scholar]
- Lomov, S.V.; Ivanov, D.S.; Verpoest, I.; Zako, M.; Kurashiki, T.; Nakai, H.; Molimard, J.; Vautrin, A. Full-field strain measurements for validation of meso-FE analysis of textile composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1218–1231. [Google Scholar] [CrossRef]
- Lee, J.-R.; Lee, D.-J.; Yoon, J.-S.; Kim, J.-S.; Vautrin, A. Investigation of shear distance in Michelson interferometer-based shearography for mechanical characterization. Meas. Sci. Technol. 2008, 19, 115303. [Google Scholar] [CrossRef]
- Gryzagoridis, J.; Findeis, D. Benchmarking shearographic NDT for composites. Insight-Non-Destr. Test. Cond. Monit. 2008, 50, 249–252. [Google Scholar] [CrossRef]
- Newman, J.W. Holographic and shearographic NDT applications in aerospace manufacturing. Mater. Eval. 2005, 63, 747–750. [Google Scholar]
- Gregory, R. Production inspection of aerospace composites using laser shearography. Insight 2002, 44, 220–223. [Google Scholar]
- Zheng, X.; Fang, S.; Guo, B.; Sia, B.; Yang, L. Development of Simultaneous Dual-Resolution Digital Holography System. Appl. Sci. 2023, 13, 2856. [Google Scholar] [CrossRef]
- Mahmud, M.S.; Naydenova, I.; Toal, V. Implementation of phase-only modulation utilizing a twisted nematic liquid crystal spatial light modulator. J. Opt. A Pure Appl. Opt. 2008, 10, 085007. [Google Scholar] [CrossRef]
- Sun, F.; Wang, Y.; Yan, P.; Zhao, Q.; Yang, L. The application of SLM in shearography detecting system. Opt. Lasers Eng. 2019, 114, 90–94. [Google Scholar] [CrossRef]
- Zhao, Q.; Dan, X.; Sun, F.; Wang, Y.; Wu, S.; Yang, L. Digital shearography for NDT: Phase measurement technique and recent developments. Appl. Sci. 2018, 8, 2662. [Google Scholar] [CrossRef]
- Del Rey Castillo, E.; Allen, T.; Henry, R.; Griffith, M.; Ingham, J. Digital image correlation (DIC) for measurement of strains and displacements in coarse, low volume-fraction FRP composites used in civil infrastructure. Compos. Struct. 2019, 212, 43–57. [Google Scholar] [CrossRef]
- Pan, B. Digital image correlation for surface deformation measurement: Historical developments, recent advances and future goals. Meas. Sci. Technol. 2018, 29, 082001. [Google Scholar] [CrossRef]
- Peters, W.H.; Ranson, W.F. Digital imaging techniques in experimental stress analysis. Opt. Eng. 1982, 21, 427–431. [Google Scholar] [CrossRef]
- Chu, T.C.; Ranson, W.F.; Sutton, M.A. Applications of digital-image-correlation techniques to experimental mechanics. Exp. Mech. 1985, 25, 232–244. [Google Scholar] [CrossRef]
- Zarouchas, D.; Van Hemelrijck, D. Mechanical characterization and damage assessment of thick adhesives for wind turbine blades using acoustic emission and digital image correlation techniques. J. Adhes. Sci. Technol. 2014, 28, 1500–1516. [Google Scholar] [CrossRef]
- Lim, C.; Jeong, Y.; Limkantanyu, S.; Kwon, M. Strain Measuring of Composite Grid Using Digital Image Correlation. Adv. Mater. Sci. Eng. 2022, 2022, 6041887. [Google Scholar] [CrossRef]
- Tekieli, M.; De Santis, S.; De Felice, G.; Kwiecień, A.; Roscini, F. Application of Digital Image Correlation to composite reinforcements testing. Compos. Struct. 2017, 160, 670–688. [Google Scholar] [CrossRef]
- Pour, A.F.; Nguyen, G.D.; Vincent, T.; Ozbakkaloglu, T. Investigation of the compressive behavior and failure modes of unconfined and FRP-confined concrete using digital image correlation. Compos. Struct. 2020, 252, 112642. [Google Scholar] [CrossRef]
- Spencer, R.; Hassen, A.A.; Baba, J.; Lindahl, J.; Love, L.; Kunc, V.; Babu, S.; Vaidya, U. An innovative digital image correlation technique for in-situ process monitoring of composite structures in large scale additive manufacturing. Compos. Struct. 2021, 276, 14545. [Google Scholar] [CrossRef]
- Pisonero, J.; López-Rebollo, J.; García-Martín, R.; Rodríguez-Martín, M.; Sánchez-Aparicio, L.J.; Muñoz-Nieto, A. A comparative study of 2D and 3D digital image correlation approaches for the characterization and numerical analysis of composite materials. IEEE Access 2021, 9, 160675–160687. [Google Scholar] [CrossRef]
- Dai, Y.-T.; Wang, H.-T.; Ge, T.-Y.; Wu, G.; Wan, J.-X.; Cao, S.-Y.; Yang, F.-J.; He, X.-Y. Stereo-digital image correlation in the behavior investigation of CFRP-steel composite members. Steel Compos. Struct 2017, 23, 727–736. [Google Scholar] [CrossRef]
- Biscaia, H.C.; Franco, N.; Chastre, C. Development of a simple bond-slip model for joints monitored with the DIC technique. Arch. Civ. Mech. Eng. 2018, 18, 1535–1546. [Google Scholar] [CrossRef]
- Ghiassi, B.; Xavier, J.; Oliveira, D.V.; Lourenço, P.B. Application of digital image correlation in investigating the bond between FRP and masonry. Compos. Struct. 2013, 106, 340–349. [Google Scholar] [CrossRef]
- Arora, H.; Hooper, P.A.; Dear, J.P. Dynamic Response of Full-Scale Sandwich Composite Structures Subject to Air-Blast Loading. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1651–1662. [Google Scholar] [CrossRef]
- Rims, J.; Xiao, C. Review of digital image correlation application to large-scale composite structure testing. Compos. Struct. 2021, 271, 114143. [Google Scholar] [CrossRef]
- Annett, M.; Littell, J. Overview of the Transport Rotorcraft Airframe Crash Testbed (TRACT) Full Scale Crash Tests; NASA Langley Research Center: Hampton, VA, USA, 2016.
- Mehdikhani, M.; Aravand, M.A.; Sabuncuoglu, B.; Callens, M.G.; Lomov, S.V.; Gorbatikh, L. Digital image correlation and finite element analysis applied to fiber-reinforced composites at the micro-scale. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Hao, Z.; Ji, X.; Deng, L.; Ke, H.; Liu, L. Measurement of multiple mechanical properties for polymer composites using digital image correlation at elevated temperatures. Mater. Des. 2021, 198, 109349. [Google Scholar] [CrossRef]
- Montesano, J.; Selezneva, M.; Levesque, M.; Fawaz, Z. Modeling fatigue damage evolution in polymer matrix composite structures and validation using in-situ digital image correlation. Compos. Struct. 2015, 125, 354–361. [Google Scholar] [CrossRef]
- Guessasma, S.; Nouri, H.; Belhabib, S. Digital Image Correlation and Finite Element Computation to Reveal Mechanical Anisotropy in 3D Printing of Polymers. Materials 2022, 15, 8382. [Google Scholar] [CrossRef]
- Peeters, D.; Lomov, S.V.; Wevers, M. Digital Image Correlation Analysis of Strain Fields in Fibre-Reinforced Polymer–Matrix Composite under ±45° off-Axis Tensile Testing. J. Compos. Mater. 2020, 54, 2921–2932. [Google Scholar]
- Whitlow, T.; Jones, E.; Przybyla, C. In-situ damage monitoring of a SiC/SiC ceramic matrix composite using acoustic emission and digital image correlation. Compos. Struct. 2016, 158, 245–251. [Google Scholar] [CrossRef]
- Rajan, V.P.; Rossol, M.N.; Zok, F.W. Optimization of digital image correlation for high-resolution strain mapping of ceramic composites. Exp. Mech. 2012, 52, 1407–1421. [Google Scholar] [CrossRef]
- Mieloszyk, M.; Majewska, K.; Ostachowicz, W. Application of embedded fibre Bragg grating sensors for structural health monitoring of complex composite structures for marine applications. Mar. Struct. 2021, 76, 102903. [Google Scholar] [CrossRef]
- Matveenko, V.; Kosheleva, N.; Serovaev, G.; Fedorov, A. Analysis of Reliability of Strain Measurements Made with the Fiber Bragg Grating Sensor Rosettes Embedded in a Polymer Composite Material. Sensors 2021, 21, 5050. [Google Scholar] [CrossRef]
- Fedorov, A.Y.; Kosheleva, N.A.; Matveenko, V.P.; Serovaeva, G.S. Strain measurement and stress analysis in the vicinity of a fiber Bragg grating sensor embedded in a composite material. Compos. Struct. 2020, 239, 111844. [Google Scholar] [CrossRef]
- Garnier, C.; Pastor, M.-L.; Eyma, F.; Lorrain, B. The detection of aeronautical defects in situ on composite structures using Non Destructive Testing. Compos. Struct. 2011, 93, 1328–1336. [Google Scholar] [CrossRef]
- Mathieu, P.; Alain, B.; Monchalin, J.-P. Adhesive bond testing of carbon–epoxy composites by laser shockwave. J. Phys. D Appl. Phys. 2010, 44, 034012. [Google Scholar] [CrossRef]
- Ecault, R.; Boustie, M.; Touchard, F.; Pons, F.; Berthe, L.; Chocinski-Arnault, L.; Ehrhart, B.; Bockenheimer, C. Damage of composite materials by use of laser driven shock waves. Compos. Part A Appl. Sci. Manuf. 2013, 53, 54–64. [Google Scholar] [CrossRef]
- Barus, M.; Welemane, H.; Nassiet, V.; Pastor, M.-L.; Cantarel, A.; Collombet, F.; Crouzeix, L.; Grunevald, Y.H. NDT-based design of joint material for the detection of bonding defects by infrared thermography. NDT E Int. 2018, 93, 157–163. [Google Scholar] [CrossRef]
- Li, Y.; Yao, K.; Li, X. An ultrasonic signal reconstruction algorithm of multilayer composites in non-destructive testing. Appl. Acoust. 2022, 186, 108461. [Google Scholar] [CrossRef]
- Tao, N.; Anisimov, A.G.; Groves, R.M. FEM-assisted shearography with spatially modulated heating for non-destructive testing of thick composites with deep defects. Compos. Struct. 2022, 297, 115980. [Google Scholar] [CrossRef]
- Bustamante, L.; Jeyaprakash, N.; Yang, C.-H. Hybrid laser and air-coupled ultrasonic defect detection of aluminium and CFRP plates by means of Lamb mode. Results Phys. 2020, 19, 103438. [Google Scholar] [CrossRef]
- Tao, N.; Anisimov, A.G.; Groves, R.M. Towards safe shearography inspection of thick composites with controlled surface temperature heating. NDT E Int. 2023, 139, 102907. [Google Scholar] [CrossRef]
- Zhang, L.; Tham, Z.W.; Chen, Y.F.; Tan, C.Y.; Cui, F.; Mutiargo, B.; Ke, L. Defect imaging in carbon fiber composites by acoustic shearography. Compos. Sci. Technol. 2022, 223, 109417. [Google Scholar] [CrossRef]
- Yasuda, Y.; Cappabianco, F.; Martins, L.E.; Gripp, J.A.B. Aircraft visual inspection: A systematic literature review. Comput. Ind. 2022, 141, 103695. [Google Scholar] [CrossRef]
- He, Y.; Tian, G.; Pan, M.; Chen, D. Impact evaluation in carbon fiber reinforced plastic (CFRP) laminates using eddy current pulsed thermography. Compos. Struct. 2014, 109, 1–7. [Google Scholar] [CrossRef]
- Jordan, S.; Moore, J.; Hovet, S.; Box, J.; Perry, J.; Kirsche, K.; Lewis, D.; Tse, Z.T.H. State-of-the-art technologies for UAV inspections. IET Radar, Sonar & Navigation. IET Radar Sonar Navig. 2018, 12, 151–164. [Google Scholar] [CrossRef]
- Cazzato, D.; Olivares-Mendez, M.A.; Sanchez-Lopez, J.L.; Voos, H. Vision-based aircraft pose estimation for UAVs autonomous inspection without fiducial markers. In Proceedings of the IECON 2019-45th Annual Conference of the IEEE Industrial Electronics Society, Lisbon, Portugal, 14–17 October 2019; pp. 5642–5648. [Google Scholar] [CrossRef]
- Mattar, R.A.; Kalai, R. Development of a Wall-Sticking Drone for Non-Destructive Ultrasonic and Corrosion Testing. Drones 2018, 2, 8. [Google Scholar] [CrossRef]
- Lin, B.-S.; Cheng, J.-S.; Liao, H.-C.; Yang, L.-W.; Yang, T.; Chen, K.-C. Improvement of Multi-Lines Bridge Defect Classification by Hierarchical Architecture in Artificial Intelligence Automatic Defect Classification. In Proceedings of the 2020 International Symposium on Semiconductor Manufacturing (ISSM), Tokyo, Japan, 15–16 December 2020; pp. 1–4. [Google Scholar] [CrossRef]
- Bircher, A.; Alexis, K.; Burri, M.; Oettershagen, P.; Omari, S.; Mantel, T. Structural inspection path planning via iterative viewpoint resampling with application to aerial robotics. In Proceedings of the IEEE International Conference on Robotics and Automation (ICRA), Seattle, WA, USA, 26–30 May 2015; pp. 6423–6430. [Google Scholar] [CrossRef]
- Global Composites Testing Market—Industry Trends and Forecast to 2030. Available online: https://www.databridgemarketresearch.com/reports/global-composites-testing-market (accessed on 24 June 2024).
- Elenchezhian, M.R.P.; Vadlamudi, V.; Raihan, R.; Reifsnider, K.; Reifsnider, E. Artificial intelligence in real-time diagnostics and prognostics of composite materials and its uncertainties—A review. Smart Mater. Struct. 2021, 30, 083001. [Google Scholar] [CrossRef]
- Baldwin, J. Composite testing gets smarter. Adv. Mech. Eng. 2020, 12. [Google Scholar] [CrossRef]
- Gupta, R.; Mitchell, D.; Blanche, J.; Harper, S.; Tang, W.; Pancholi, K.; Baines, L.; Bucknall, D.G.; Flynn, D. A review of sensing technologies for non-destructive evaluation of structural composite materials. J. Compos. Sci. 2021, 5, 319. [Google Scholar] [CrossRef]
- Sause, M.G.R.; Gribov, A.; Unwin, A.R.; Horn, S. Pattern recognition approach to identify natural clusters of acoustic emission signals. Pattern Recognit. Lett. 2012, 33, 17–23. [Google Scholar] [CrossRef]
- El Guerjouma, R.; Baboux, J.C.; Ducret, D.; Godin, N.; Guy, P.; Huguet, S.; Jayet, Y.; Monnier, T. Non-destructive evaluation of damage and failure of fibre reinforced polymer composites using ultrasonic waves and acoustic emission. Adv. Eng. Mater. 2001, 3, 601–608. Available online: https://hal.science/hal-00573986 (accessed on 23 December 2024). [CrossRef]
- Liu, C.; Dobson, J.; Cawley, P. Efficient generation of receiver operating characteristics for the evaluation of damage detection in practical structural health monitoring applications. Proc. R. Soc. A Math. Phys. Eng. Sci. 2017, 473, 20160736. [Google Scholar] [CrossRef]
- Lu, Y.; Ye, L.; Su, Z.; Zhou, L.; Cheng, L. Artificial neural network (ANN)-based crack identification in aluminum plates with Lamb wave signals. J. Intell. Mater. Syst. Struct. 2009, 20, 39–49. [Google Scholar] [CrossRef]
- Harley, J.B.; Sparkman, D. Machine learning and NDE: Past, present, and future. AIP Conf. Proc. 2019, 2102, 090001. [Google Scholar] [CrossRef]
- Aldrin, J.C.; Forsyth, D.S. Demonstration of using signal feature extraction and deep learning neural networks with ultrasonic data for detecting challenging discontinuities in composite panels. AIP Conf. Proc. 2019, 2102, 020012. [Google Scholar]
- Ang, W.; Mitchell, D.; Blanche, J.; Gupta, R.; Flynn, D. Machine learning analysis of non-destructive evaluation data from radar inspection of wind turbine blades. In Proceedings of the 2021 IEEE International Conference on Sensing, Diagnostics, Prognostics, and Control (SDPC), Weihai, China, 13–15 August 2021; pp. 122–128. [Google Scholar] [CrossRef]
- Mitchell, D.; Blanche, J.; Zaki, O.; Roe, Z.; Kong, L.; Harper, S. Symbiotic system of systems design for safe and resilient autonomous robotics in offshore wind farms. IEEE Access 2021, 9, 141421–141452. [Google Scholar] [CrossRef]
- Blanche, J.; Lewis, H.; Couples, G.D.; Buckman, J.; Lenoir, N.; Tengattini, A. Dynamic fluid ingress detection in geomaterials using K-band frequency modulated continuous wave radar. IEEE Access 2020, 8, 111027–111041. [Google Scholar] [CrossRef]
- Blanche, J.; Mitchell, D.; Gupta, R.; Tang, A.; Flynn, D. Asset integrity monitoring of wind turbine blades with non-destructive radar sensing. In Proceedings of the 2020 11th IEEE Annual Information Technology, Electronics and Mobile Communication Conference (IEMCON), Vancouver, BC, Canada, 4–7 November 2020. [Google Scholar] [CrossRef]
- Kong, L.C.W.; Harper, S.; Mitchell, D.; Blanche, J.; Lim, T.; Flynn, D. Interactive digital twins framework for asset management through internet. In Proceedings of the 2020 IEEE Global Conference on Artificial Intelligence and Internet of Things (GCAIoT), Dubai, United Arab Emirates, 12–16 December 2020. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef]
- Li, Q.; Kumar, A.; Kim, N.H.; Kuila, T.; Lau, K.; Lee, J.H. Effects of processing conditions of poly(methylmethacrylate) encapsulated liquid curing agent on the properties of self-healing composites. Compos. Part B Eng. 2013, 4, 6–15. [Google Scholar] [CrossRef]
- Kanu, N.J.; Gupta, E.; Vates, U.K.; Singh, G.K. Self-healing composites: A state-of-the-art review. Compos. Part A Appl. Sci. Manuf. 2019, 121, 474–486. [Google Scholar] [CrossRef]
- Islam, S.; Bhat, G. Progress and challenges in self-healing composite materials. Mater. Adv. 2021, 2, 1896–1926. [Google Scholar] [CrossRef]
- Toohey, K.S.; Sottos, N.R.; Lewis, J.A.; Moore, J.S.; White, S.R. Self-healing materials with microvascular networks. Nat. Mater. 2007, 6, 581–585. [Google Scholar] [CrossRef]
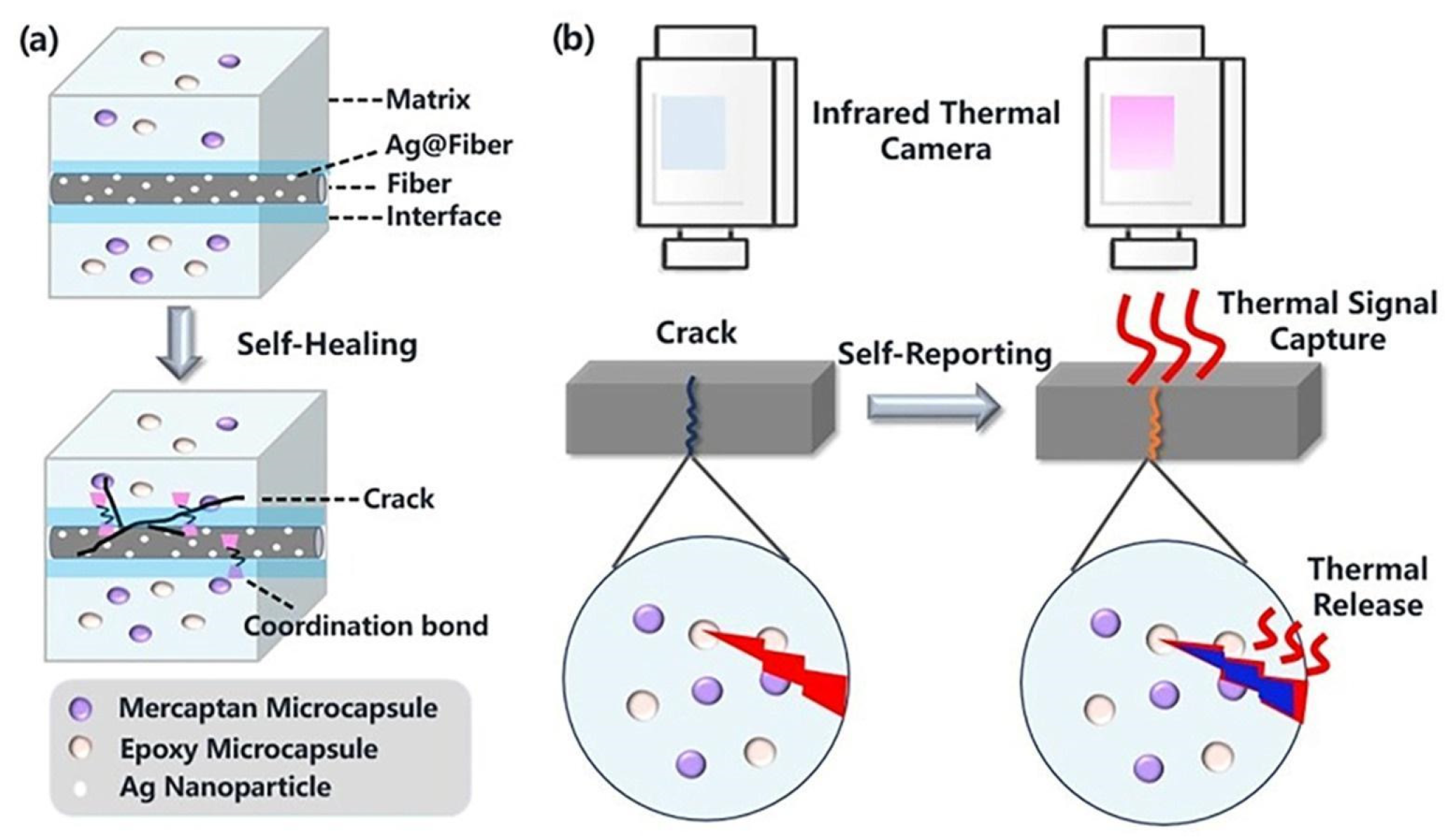
- Yuan, W.; Zhang, Z.; Li, Y.; Huang, Y.; Zhong, Z.; Hu, Z. Self-healing and in-situ real-time damage-reporting fiber-reinforced composite. Compos. Sci. Technol. 2024, 245, 110344. [Google Scholar] [CrossRef]
- Wang, B.; Zhong, S.; Lee, T.-L.; Fancey, K.S.; Mi, J. Non-destructive testing and evaluation of composite materials and structures: A state-of-the-art review. Adv. Mech. Eng. 2020, 12, 1–28. [Google Scholar] [CrossRef]
- Schmidt, C.; Hocke, T.; Denkena, B. Artificial intelligence for non-destructive testing of CFRP prepreg materials. Prod. Eng. 2019, 13, 617–626. [Google Scholar] [CrossRef]
- Ahmed, O.; Wang, X.; Tran, M.-V.; Ismadi, M.-Z. Advancements in fiber-reinforced polymer composite materials damage detection methods: Towards achieving energy-efficient SHM systems. Compos. Part B Eng. 2021, 223, 109136. [Google Scholar] [CrossRef]
- Zhu, B. Nondestructive Testing Method of Engineering Material Defects Based on Artificial Intelligence Algorithm. In Proceedings of the 2nd International Conference on 3D Immersion, Interaction and Multi-sensory Experiences, Chengdu, China, 27–29 June 2023; pp. 302–307. [Google Scholar] [CrossRef]
- Pitarresi, G. Lock-In Signal Post-Processing Techniques in Infrared Thermography for Materials Structural Evaluation. Exp. Mech. 2013, 55, 667–680. [Google Scholar] [CrossRef]
- D’Accardi, E.; Dell’Avvocato, G.; Palumbo, D.; Galietti, U. Limits and Advantages in Using Low-Cost Microbolometric IR-Camera in Lock-In Thermography for CFRP Applications. In Thermosense: Thermal Infrared Applications XLIII; SPIE: Bellingham, WA, USA, 2021; pp. 151–165. [Google Scholar] [CrossRef]
- Maierhofer, C.; Röllig, M.; Krankenhagen, R.; Myrach, P. Comparison of Quantitative Defect Characterization Using Pulse-Phase and Lock-In Thermography. Appl. Opt. 2016, 55, 76–86. [Google Scholar] [CrossRef]
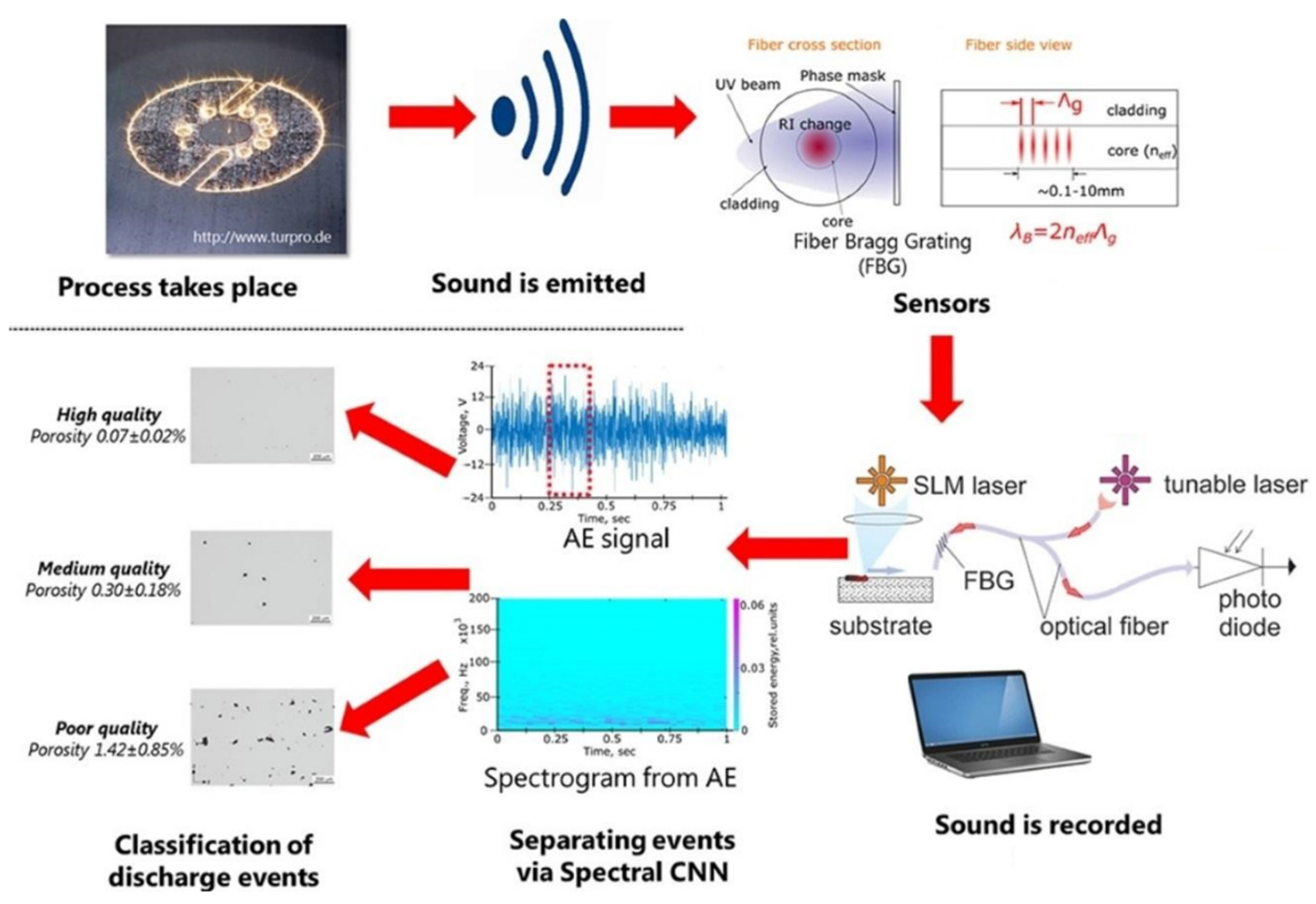
- Shevchik, S.A.; Kenel, C.; Leinenbach, C.; Wasmer, K. Acoustic Emission for In Situ Quality Monitoring in Additive Manufacturing Using Spectral Convolutional Neural Networks. Addit. Manuf. 2018, 21, 598–604. [Google Scholar] [CrossRef]
- Tavares, A.; Di Lorenzo, E.; Peeters, B.; Coppotelli, G.; Silvestre, N. Damage Detection in Lightweight Structures Using Artificial Intelligence Techniques. Exp. Tech. 2021, 45, 389–410. [Google Scholar] [CrossRef]
- Patro, S.; Mahapatra, T.R.; Dash, S.; Murty, V.K. Artificial intelligence techniques for fault assessment in laminated composite structures: A review. In Proceedings of the 3rd International Conference on Design and Manufacturing Aspects for Sustainable Energy, Hyderabad, India, 24–26 December 2021; p. 0183. [Google Scholar] [CrossRef]
- Das, M.; Sahu, S.; Parhi, D.R. A Review of Application of Composite Materials for Aerospace Structures and Its Damage Detection Using Artificial Intelligence Techniques. In Proceedings of the International Conference on Artificial Intelligence in Manufacturing & Renewable Energy, Bhubaneswar, India, 25–26 October 2019. [Google Scholar] [CrossRef]










| Reinforcement | Type | Density (g/cm3) | Modulus of Elasticity (GPa) | Compressive Strength (MPa) | Characteristics | Applications |
|---|---|---|---|---|---|---|
| Silicon Carbide (SiC) [48] | Particulate | 3.2 | 400 | 2780 | High hardness, wear resistance, good thermal conductivity | Turbine blades, heat shields, structural panels |
| Aluminum Oxide (Al2O3) [49] | Particulate | 4.0 | 370 | 2780 | High compressive strength, wear resistance | Engine components, protective coatings, structural parts |
| Carbon Nanotubes [50] | Nanotube | 1.3 | 900 | 63,000 | High tensile strength, excellent electrical conductivity | Lightweight structural components, conductive elements |
| Boron [51] | Fiber | 2.5 | 460 | 2200 | High strength-to-weight ratio, good stiffness | Aircraft structures, missile components, space vehicle parts |
| Carbon Graphite [52] | Fiber | 1.7 | 345 | 1350 | High thermal conductivity, low density | Satellite components, high-precision instruments |
| Polymer | Type | Density (g/cm3) | Glass Transition Temperature (°C) | Application |
|---|---|---|---|---|
| Epoxy [54] | Thermoset | 1.17 | 240 | Aircraft components, structural parts, repair adhesives |
| Phenolic [55] | 1.30 | 164 | Heat shields, ablative materials, aircraft interiors | |
| Polyether Ether Ketone (PEEK) [56] | Thermoplastic | 1.30 | 143 | High-performance components, structural parts, fasteners |
| Polyether Ketone Ketone (PEKK) [57] | 1.29 | 162 | Aircraft engine components, structural parts |
| Reinforcement | Modulus of Elasticity (GPa) | Tensile Strength (MPa) | Elongation at Break (%) | Application |
|---|---|---|---|---|
| Aramid | 130 | 2800 | 2.4 | Astronaut vests, helicopter rotor blades, aircraft panels, fuselage |
| Carbon [62] | 294 | 7060 | 2.4 | Wing structures, fuselage, control surfaces |
| Glass-S [63] | 85.5 | 4585 | 5.4 | Aircraft interiors, secondary structural parts |
| Glass-E [29] | 13.5 | 3450 | 4.8 | Aircraft non-structural parts, aircraft interior |
| NDT Techniques | Capabilities | Limitations |
|---|---|---|
| Acoustic Emission (AE) | Able to identify surface and subsurface imperfections along with details regarding the anomaly’s propagation. | 1. stress waves will be attenuated by the structure being tested. 2. it is possible for extrinsic sounds to be misinterpreted. |
| Digital Image Correlation (DIC) | It requires no mechanical connection to the test object surface, which means there are no mechanical limitations or constraints. Resolves measurements within sub-pixel accuracy. Determining both in-plane (parallel to a surface) and out-of-plane (perpendicular to a surface) microstrains. | 1. the dependence of the system on natural lighting conditions; the need to apply artificial light when registering images with high frequency 2. the need to use calibration tables appropriate to the size of the tested sample area and capacious storage media required to archive recorded images and to obtain research results. |
| Infrared Thermography (IRT) | Able to detect impact-induced imperfections like matrix microcracks, fiber fractures, and delamination. | 1. restricted to imaging near-surface defects; defect size and depth have a major impact on efficacy. |
| Radiography Testing (RT) | Able to identify surface and subsurface anomalies. | 1. safety hazards and waste disposal issues. 2. time consuming. 3. Expensive. 4. dependent upon the orientation of anomalies. |
| Shearography and Holography (ST and HT) | Proficient in analyzing disbands and scarcely noticeable impact damages (BVIS). Holography is sensitive to environmental factors such as vibrations, temperature fluctuations, and air turbulence. | 1. the material must be subjected to external stressors such as vacuum, pressure, vibration, or heat. 2. holograms can achieve high levels of detail and resolution, making them suitable for applications such as microscopy, interferometry, and data storage. |
| Ultrasonic Testing | Able to identify anomalies both on the surface and subsurface. | 1. anomalies that are smaller in size than the grain structure have the potential to remain undetected. 2. primarily reliant on manual processes, hence significantly influenced by the expertise and experience of the inspector. 3. signal misinterpretations can occur. |
| NDT Technique | Defects/Damage Detected |
|---|---|
| Acoustic Emission (AE) | Cracking, Delamination, Fiber Breakage, Thermal Shock |
| Digital Image Correlation (DIC) | Surface Strain Anomalies, Cracking, Delaminations, Thermal Shock |
| Infrared Thermography (IRT) | Thermal Shock and Degradation, Cracking, Delamination, Oxidation |
| Radiography | Cracking, Oxidation, Fiber Breakage, Density Changes, Delamination |
| Shearography | Delamination, Microcracking, Subsurface Defects |
| Ultrasonic Testing | Delamination, Porosity, Coating Degradation, Fiber-matrix Debonding, Cracking |
| Visual Inspection | Surface Cracks, Coating Degradation, Visible Impact Damage |
| X-ray Computed Tomography (CT) | Delamination, Porosity, Fiber Pull-out, Cracking, Complex Internal Structures |
| NDT Technique | Defects/Damage Detected |
|---|---|
| Acoustic Emission (AE) | Fiber Breakage, Cracking, Debonding |
| Digital Image Correlation (DIC) | Surface Strain Anomalies, Wear, Cracking, Debonding |
| Infrared Thermography (IRT) | Thermal Degradation, Corrosion, Cracking, Wear, Debonding |
| Radiography | Cracking, Corrosion, Wear, Fiber Breakage, Porosity, Density Changes |
| Shearography | Delamination, Cracking, Subsurface Defects |
| Ultrasonic Testing | Delamination, Cracking, Porosity, Debonding, Corrosion, Wear |
| Visual Inspection | Surface Cracks, Coating Degradation, Visible Damage |
| X-ray Computed Tomography (CT) | Cracking, Porosity, Debonding, Complex Internal Structures |
| NDT Technique | Defects/Damage Detected |
|---|---|
| Acoustic Emission (AE) | Fiber Breakage, Matrix Cracking, Delamination, Interfacial Debonding, Porosity |
| Digital Image Correlation (DIC) | Surface Strain Anomalies, Delaminations, Matrix Cracking, Interfacial Debonding |
| Infrared Thermography (IRT) | Thermal Degradation, Cracking, Delamination, Porosity |
| Radiography | Fiber Breakage, Matrix Cracking, Density Changes, Delamination, Porosity |
| Shearography | Delamination, Microcracking, Subsurface Defects |
| Ultrasonic Testing | Delamination, Void Formation, Fiber Breakage, Interfacial Debonding, Matrix Cracking, Wear, Porosity |
| Visual Inspection | Surface Cracks, Resin Degradation, Visible Impact Damage |
| X-ray Computed Tomography (CT) | Delamination, Void Formation, Fiber Breakage, Matrix Cracking, Porosity, |
| Composite Type | Defect Size Range (mm) | Thickness Range (mm) | Maximum Detectable Depth (mm) |
|---|---|---|---|
| SiC/CAS (CMC) | 0–12 | 2.2–2.5 | 2.0 |
| SiC/SiC (CMC) | 2–9 | 2.3–2.7 | 1.9 |
| SiC/Ti (MMC) | 0–12 | 1.7–2.1 | 1.8 |
| Graphite/Polyimide (PMC) | 0–12 | 2.3–3.0 | 1.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliveira, T.L.L.; Hadded, M.; Mimouni, S.; Schaan, R.B. The Role of Non-Destructive Testing of Composite Materials for Aerospace Applications. NDT 2025, 3, 3. https://doi.org/10.3390/ndt3010003
Oliveira TLL, Hadded M, Mimouni S, Schaan RB. The Role of Non-Destructive Testing of Composite Materials for Aerospace Applications. NDT. 2025; 3(1):3. https://doi.org/10.3390/ndt3010003
Chicago/Turabian StyleOliveira, Thiago Luiz Lara, Maha Hadded, Saliha Mimouni, and Renata Brandelli Schaan. 2025. "The Role of Non-Destructive Testing of Composite Materials for Aerospace Applications" NDT 3, no. 1: 3. https://doi.org/10.3390/ndt3010003
APA StyleOliveira, T. L. L., Hadded, M., Mimouni, S., & Schaan, R. B. (2025). The Role of Non-Destructive Testing of Composite Materials for Aerospace Applications. NDT, 3(1), 3. https://doi.org/10.3390/ndt3010003