Transient Modeling of Grain Structure and Macrosegregation during Direct Chill Casting of Al-Cu Alloy


Abstract
:1. Introduction
2. Model Description
2.1. Macroscopic Transport
2.2. Modeling of Grain Structure
2.3. Solution Algorithm
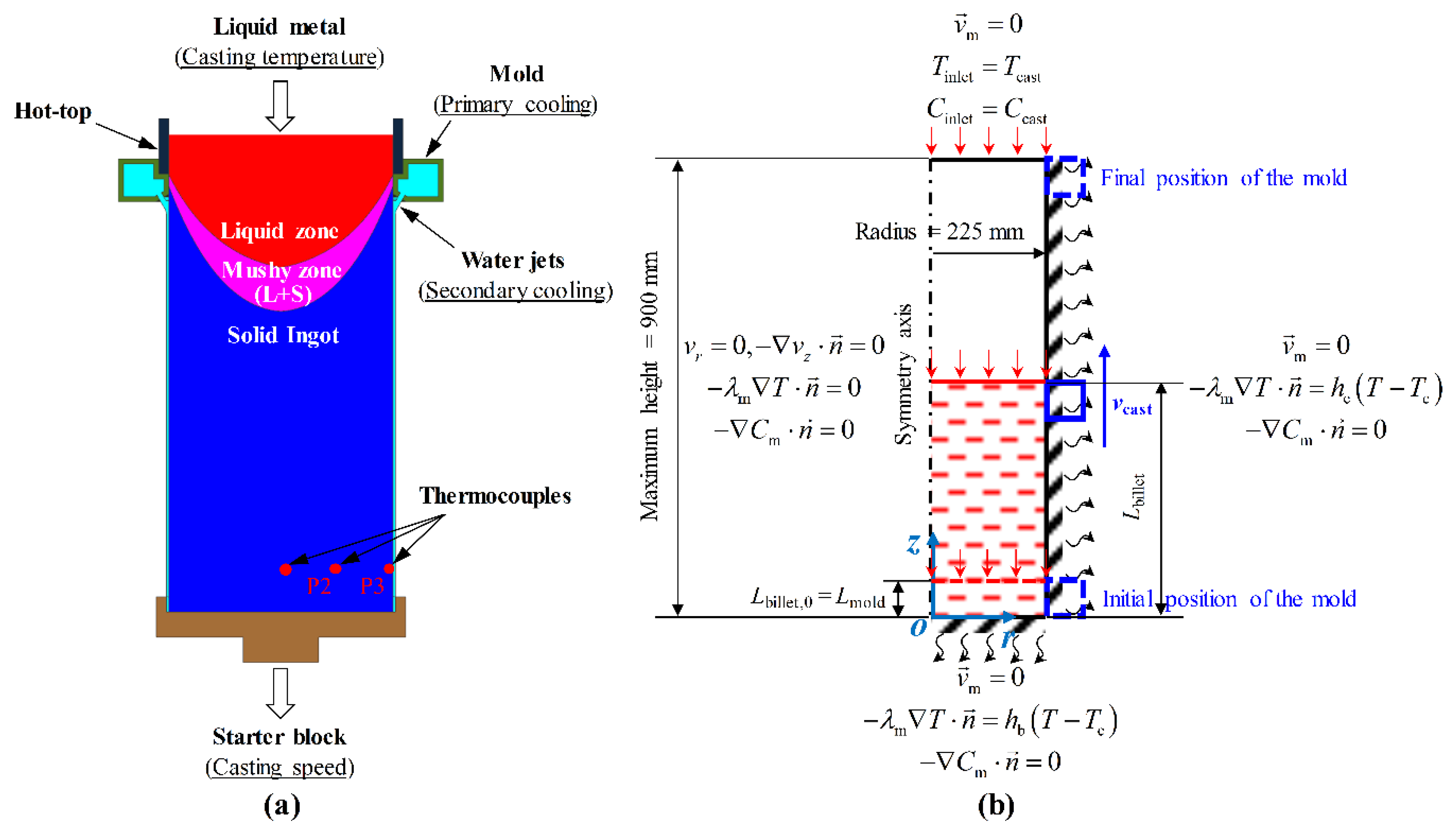
3. Numerical Setup
4. Results and Discussion
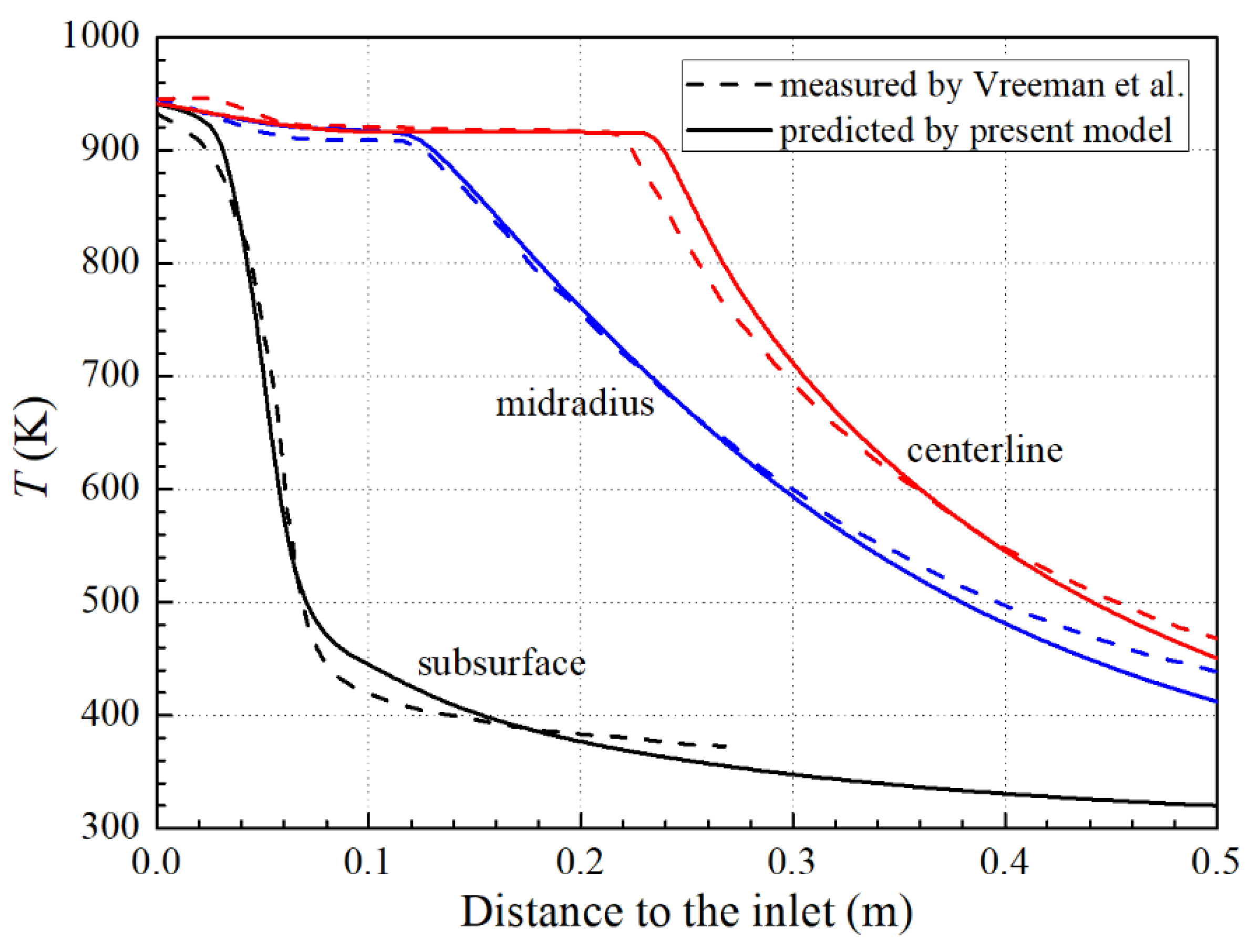
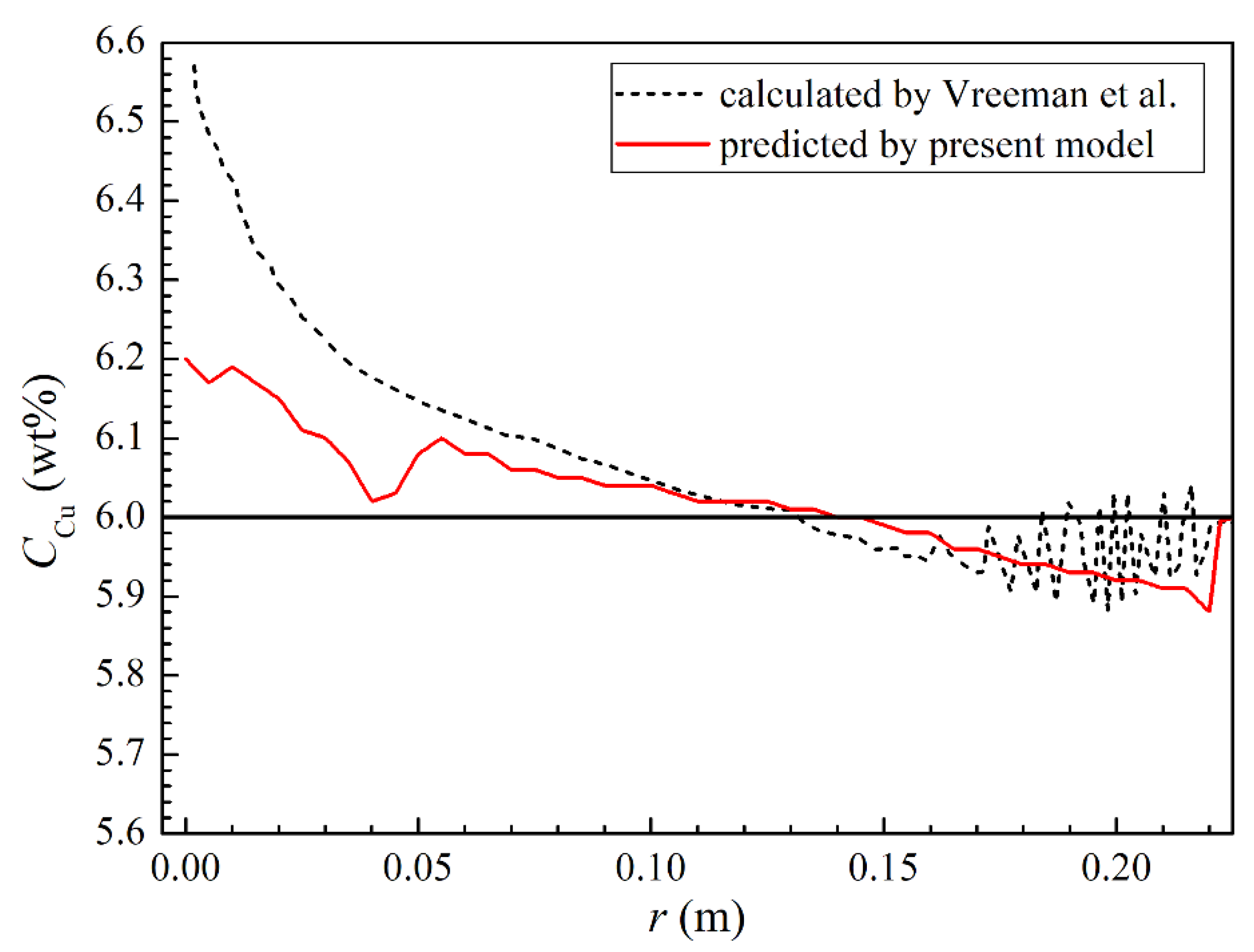
4.1. Comparisons to Experimental Measurements
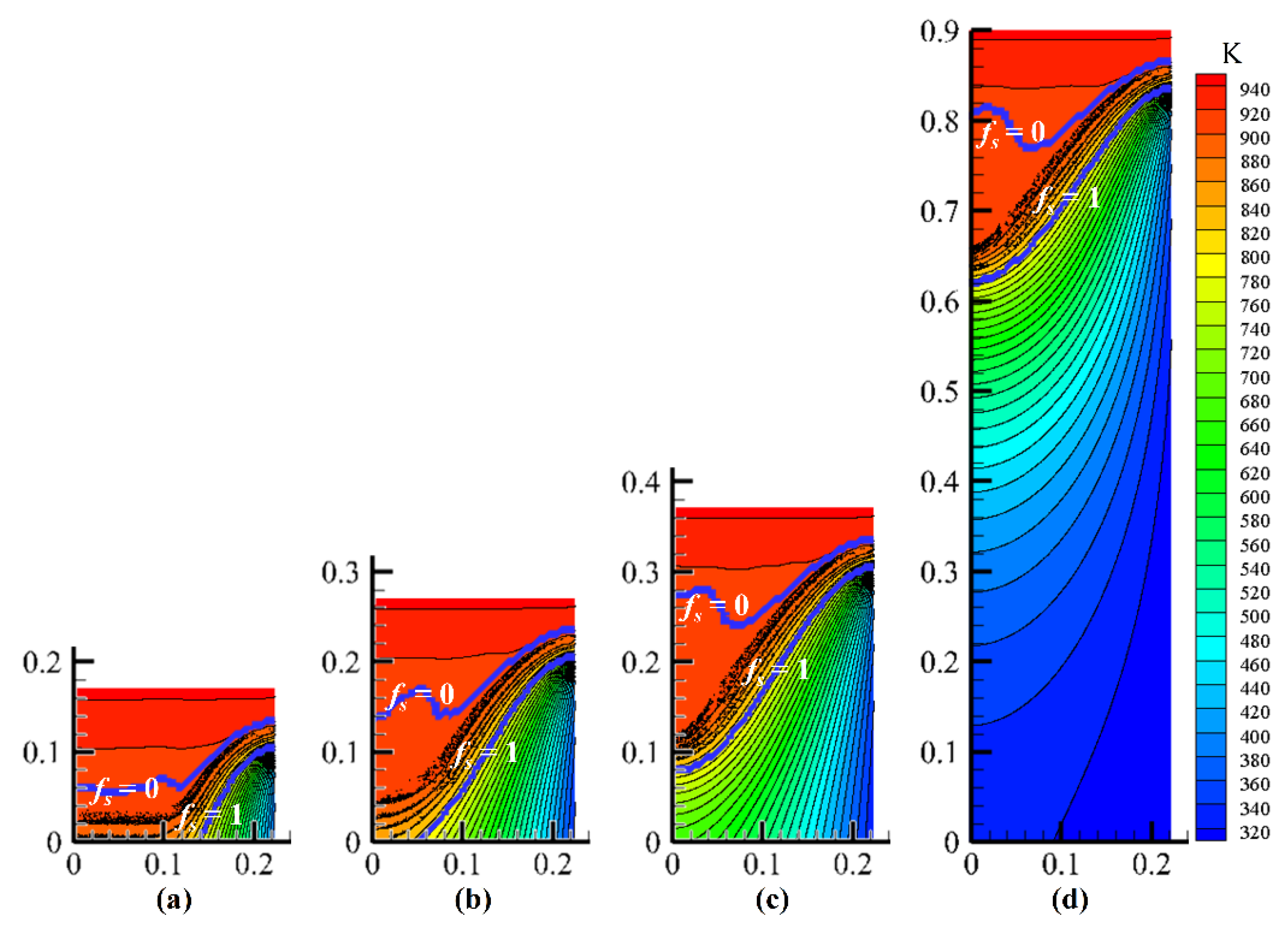
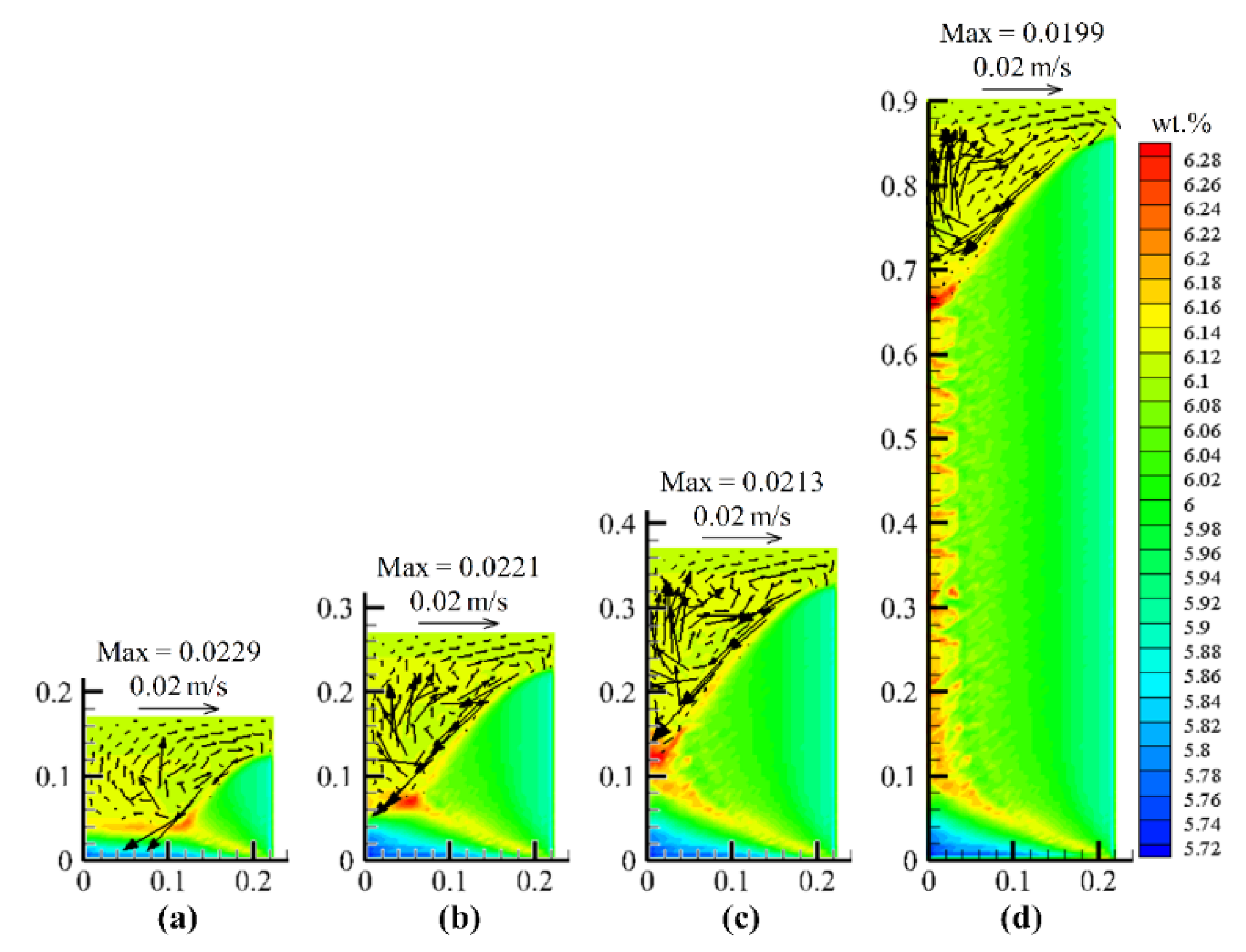
4.2. Solidification Process of the Grain-Refined Billet
4.3. Effects of the Casting Speed and Casting Temperature
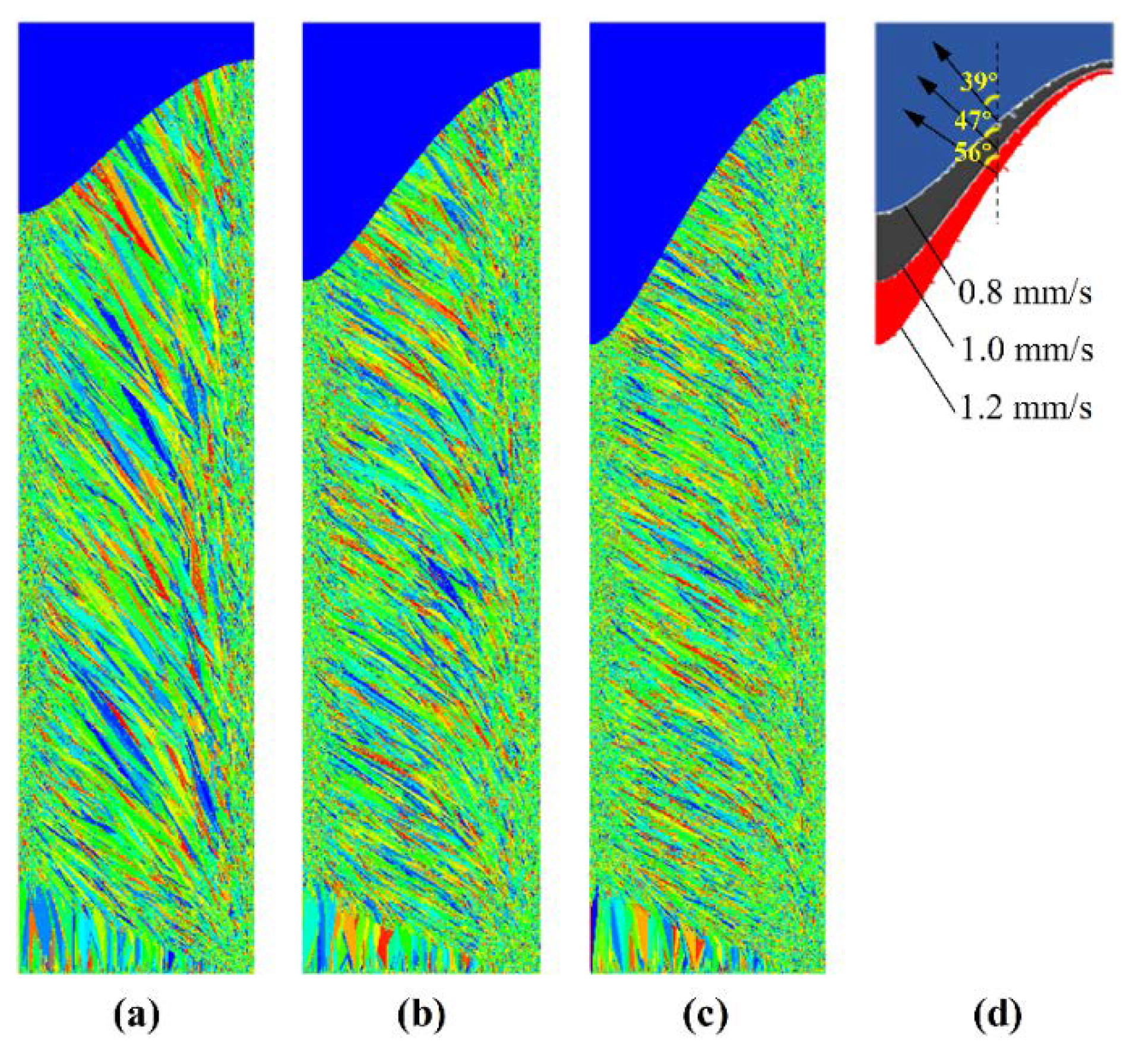
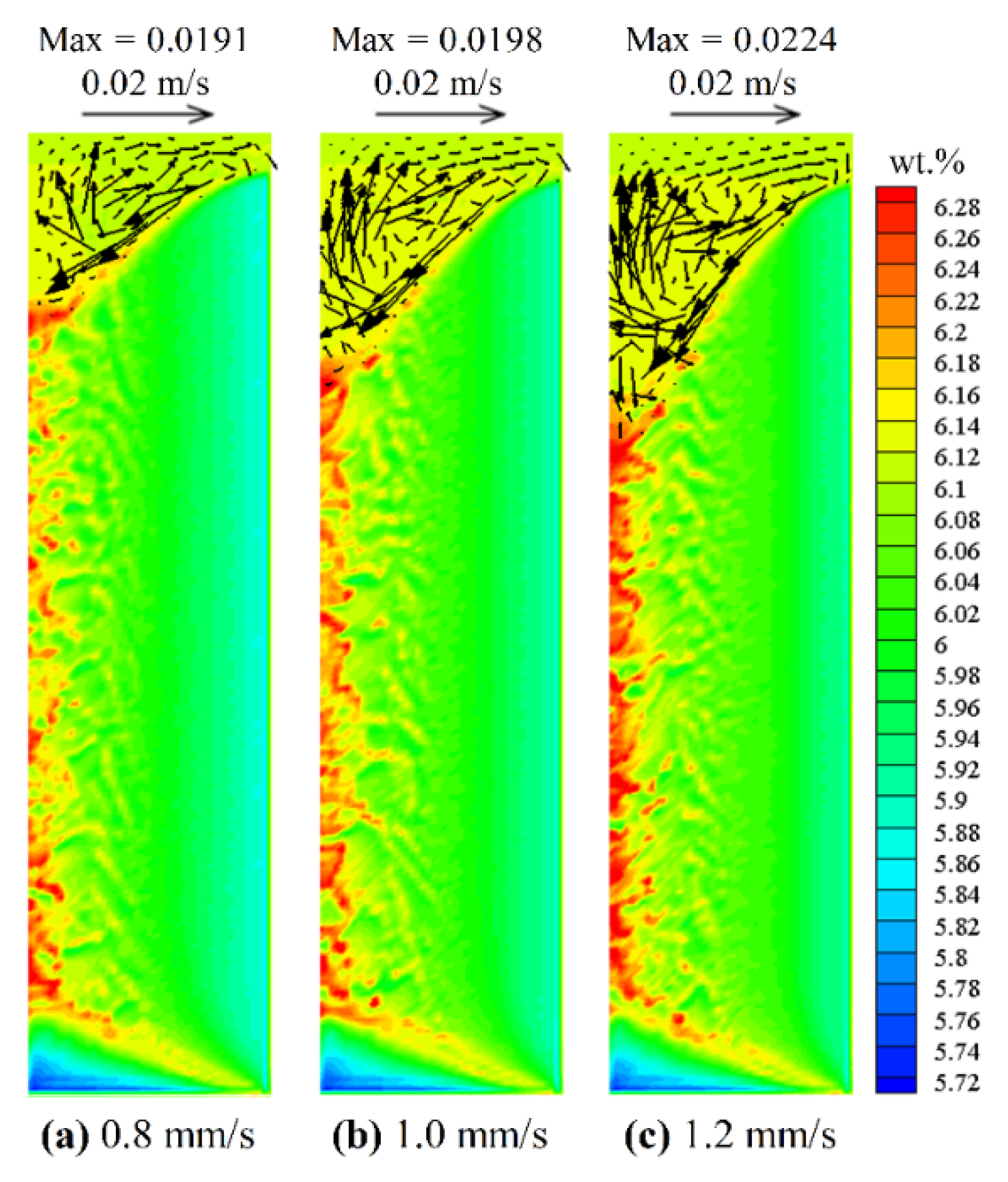
4.3.1. Effects of the Casting Speed
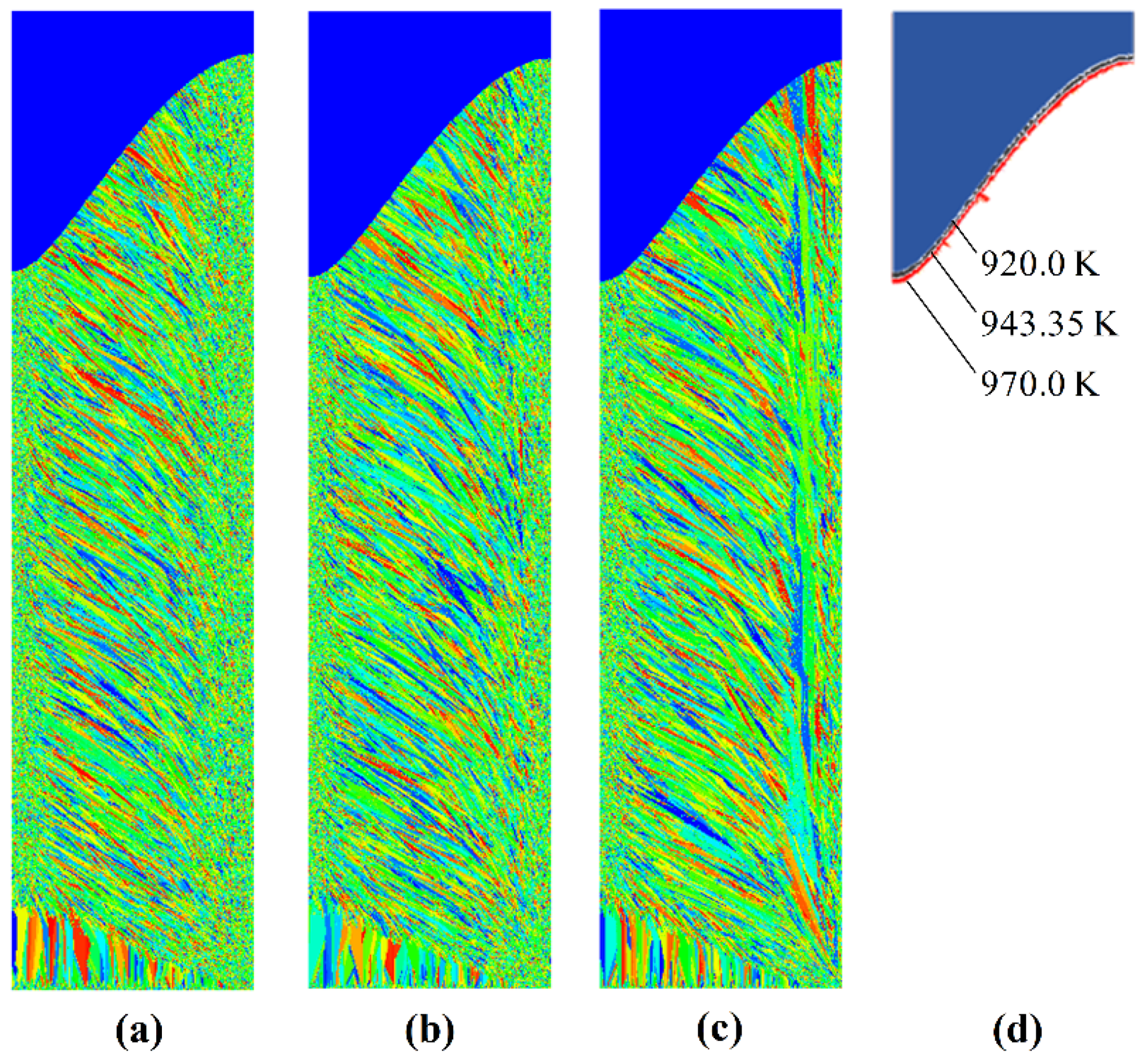
4.3.2. Effects of the Casting Temperature
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Nadella, R.; Eskin, D.G.; Du, Q.; Katgerman, L. Macrosegregation in direct-chill casting of aluminium alloys. Prog. Mater. Sci. 2008, 53, 421–480. [Google Scholar] [CrossRef] [Green Version]
- Lesoult, G.; Albert, V.; Appolaire, B.; Combeau, H.; Daloz, D.; Joly, A.; Stomp, C.; Gruen, G.U.; Jarry, P. Equi-axed growth and related segregations in cast metallic alloys. Sci. Technol. Adv. Mater. 2001, 2, 285–291. [Google Scholar] [CrossRef]
- Glenn, A.M.; Russo, S.P.; Paterson, P. The effect of grain refining on macrosegregation and dendrite arm spacing of direct chill cast AA5182. Metall. Mater. Trans. A 2003, 34A, 1513–1523. [Google Scholar] [CrossRef]
- Suyitno; Eskin, D.G.; Savran, V.I.; Katgerman, L. Effects of alloy composition and casting speed on structure formation and hot tearing during direct-chill casting of Al-Cu alloys. Metall. Mater. Trans. A 2004, 35A, 3551–3561. [Google Scholar] [CrossRef]
- Eskin, D.G.; Zuidema, J.; Savran, V.I.; Kategerman, L. Structure formation and macro segregation under different process conditions during DC casting. Mat. Sci. Eng. A Struct. 2004, 384, 232–244. [Google Scholar] [CrossRef]
- Eskin, D.G.; Savran, V.I.; Katgerman, L. Effects of melt temperature and casting speed on the structure and defect formation during direct-chill casting of an Al-Cu alloy. Metall. Mater. Trans. A 2005, 36A, 1965–1976. [Google Scholar] [CrossRef]
- Nadella, R.; Eskin, D.G.; Katgerman, L. Effect of grain refinement on structure evolution, “Floating” grains, and centerline macrosegregation in direct-chill cast AA2024 alloy billets. Metall. Mater. Trans. A 2008, 39A, 450–461. [Google Scholar] [CrossRef]
- Eskin, D.G.; Nadella, R.; Katgerman, L. Effect of different grain structures on centerline macrosegregation during direct-chill casting. Acta Mater. 2008, 56, 1358–1365. [Google Scholar] [CrossRef] [Green Version]
- Eskin, D.G.; Jafari, A.; Katgerman, L. Contribution of forced centreline convection during direct chill casting of round billets to macrosegregation and structure of binary Al-Cu aluminium alloy. Mater. Sci. Technol. 2011, 27, 890–896. [Google Scholar] [CrossRef]
- Flood, S.C.; Katgerman, L.; Voller, V.R. The calculation of macrosegregation and heat and fluid flows in the DC casting of aluminum alloys. In Modeling of Casting, Welding and Advanced Solidification Processes V; Rappaz, M., Ozgu, M.R., Mahin, K.W., Eds.; TMS: Warrendale, PA, USA, 1991; pp. 683–690. [Google Scholar]
- Vreeman, C.J.; Krane, M.J.M.; Incropera, F.P. The effect of free-floating dendrites and convection on macrosegregation in direct chill cast aluminum alloys: Part I: Model development. Int. J. Heat Mass Transf. 2000, 43, 677–686. [Google Scholar] [CrossRef]
- Vreeman, C.J.; Incropera, F.P. The effect of free-floating dendrites and convection on macrosegregation in direct chill cast aluminum alloys: Part II: Predictions for Al–Cu and Al–Mg alloys. Int. J. Heat Mass Transf. 2000, 43, 687–704. [Google Scholar] [CrossRef]
- Zaloznik, M.; Sarler, B. Modeling of macrosegregation in direct-chill casting of aluminum alloys: Estimating the influence of casting parameters. Mat. Sci. Eng. A Struct. 2005, 413, 85–91. [Google Scholar] [CrossRef]
- Du, Q.; Eskin, D.G.; Katgerman, L. Modeling macrosegregation during direct-chill casting of multicomponent aluminum alloys. Metall. Mater. Trans. A 2007, 38, 180–189. [Google Scholar] [CrossRef]
- Reddy, A.V.; Beckermann, C. Modeling of macrosegregation due to thermosolutal convection and contraction-driven flow in direct chill continuous casting of an Al-Cu round ingot. Metall. Mater. Trans. B 1997, 28, 479–489. [Google Scholar] [CrossRef]
- Zaloznik, M.; Kumar, A.; Combeau, H.; Bedel, M.; Jarry, P.; Waz, E. The coupling of macrosegregation with grain nucleation, growth and motion in DC cast aluminium alloy ingots. In Light Metals 2011; TMS 2011, San Diego, California, United State; Lindsay, S.J., Ed.; Springer: Cham, Switzerland, 2011; pp. 699–704. [Google Scholar]
- Heyvaert, L.; Bedel, M.; Zaloznik, M.; Combeau, H. Modeling of the coupling of microstructure and macrosegregation in a direct chill cast Al-Cu billet. Metall. Mater. Transf. A 2017, 48, 4713–4734. [Google Scholar] [CrossRef]
- Williams, A.J.; Croft, T.N.; Cross, M. Modeling of ingot development during the start-up phase of direct chill casting. Metall. Mater. Transf. B 2003, 34, 727–734. [Google Scholar] [CrossRef]
- Fezi, K.; Plotkowski, A.; Krane, M.J.M. Macrosegregation modeling during direct-chill casting of aluminum alloy 7050. Numer. Heat Transf. A Appl. 2016, 70, 939–963. [Google Scholar] [CrossRef]
- Chen, Q.P.; Shen, H.F. Direct macroscopic modeling of grain structure and macrosegregation with a cellular automaton–finite element model. Metals 2019, 9, 177. [Google Scholar] [CrossRef]
- Vreeman, C.J.; Schloz, J.D.; Krane, M.J.M. Direct chill casting of aluminum alloys: Modeling and experiments on industrial scale ingots. J. Heat Transf. 2002, 124, 947–953. [Google Scholar] [CrossRef]
- Bennon, W.D.; Incropera, F.P. A continuum model for momentum, heat and species transport in binary solid liquid-phase change systems. 1. Model formulation. Int. J. Heat Mass Transf. 1987, 30, 2161–2170. [Google Scholar] [CrossRef]
- Thevoz, P.; Desbiolles, J.L.; Rappaz, M. Modeling of equiaxed microstructure formation in casting. Metall. Trans. A 1989, 20, 311–322. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.A. Probabilistic modeling of microstructure formation in solidification processes. Acta Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Guillemot, G.; Gandin, C.A.; Combeau, H. Modeling of macrosegregation and solidification grain structures with a coupled cellular automaton-finite element model. ISIJ Int. 2006, 46, 880–895. [Google Scholar] [CrossRef]
- Gandin, C.A.; Guillemot, G.; Appolaire, B.; Niane, N.T. Boundary layer correlation for dendrite tip growth with fluid flow. Mater. Sci. Eng. A Struct. 2003, 342, 44–50. [Google Scholar] [CrossRef]
- Chen, Q.P.; Shen, H.F. A finite element formulation for macrosegregation during alloy solidification using a fractional step method and equal-order elements. Comput. Mater. Sci. 2018, 154, 335–345. [Google Scholar] [CrossRef]
- Bedel, M.; Tveito, K.O.; Zaloznik, M.; Combeau, H.; M’Hamdi, M. A model study of the impact of the transport of inoculant particles on microstructure formation during solidification. Comp. Mater. Sci. 2015, 102, 95–109. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Description | Symbol | Unit | Value |
|---|---|---|---|
| Phase diagram (Al-Cu) | |||
| Melting temperature of pure Al | K | 933.5 | |
| Eutectic temperature | K | 821.4 | |
| Eutectic composition | wt % | 33.0 | |
| Partition coefficient | – | 0.171 | |
| Thermophysical properties | |||
| Density | kg·m−3 | 2573.0 | |
| Specific heat of the liquid | J·kg−1·K−1 | 1045.0 | |
| Specific heat of the solid | J·kg−1·K−1 | 950.0 | |
| Thermal conductivity of the liquid | W·m−1·K−1 | 95.0 | |
| Thermal conductivity of the solid | W·m−1·K−1 | 162.0 | |
| Latent heat of fusion | J·kg−1 | 3.87×105 | |
| Dynamic viscosity of the liquid | Pa·s | 0.0014 | |
| Diffusion coefficient in the liquid | m2·s−1 | 5.0 × 10−9 | |
| Thermal expansion coefficient of the liquid | K−1 | 1.17 × 10−4 | |
| Solutal expansion coefficient of the liquid | wt %−1 | −9.0 × 10−3 | |
| Process parameters | |||
| Mold height | Lmold | m | 0.07 |
| Heat transfer coefficient, mold | hmold | W·m−2·K−1 | 30 |
| Heat transfer coefficient, starter block | hb | W·m−2·K−1 | 400 |
| Cooling water temperature | Tc | K | 300 |
| Additional parameters | |||
| Gibbs-Thomson coefficient | Г | m·K | 1.96 × 10−7 |
| FE time step | ∆t | s | 0.05 |
| FE element size | lFE | m | 2.5 × 10−3 |
| CA cell size | lCA | m | 2.5 × 10−4 |
| Case | vcast (mm/s) | Tcast (K) | |
|---|---|---|---|
| 1 | 1.0 | 943.35 | 1.175, 0.5, 1.0 × 1012 |
| 2 | 1.0 | 943.35 | 5.0, 0.5, 1.0 × 1010 |
| 3 | 0.8 | 943.35 | 5.0, 0.5, 1.0 × 1010 |
| 4 | 1.2 | 943.35 | 5.0, 0.5, 1.0 × 1010 |
| 5 | 1.0 | 920.0 | 5.0, 0.5, 1.0 × 1010 |
| 6 | 1.0 | 970.0 | 5.0, 0.5, 1.0 × 1010 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Li, H.; Shen, H. Transient Modeling of Grain Structure and Macrosegregation during Direct Chill Casting of Al-Cu Alloy. Processes 2019, 7, 333. https://doi.org/10.3390/pr7060333
Chen Q, Li H, Shen H. Transient Modeling of Grain Structure and Macrosegregation during Direct Chill Casting of Al-Cu Alloy. Processes. 2019; 7(6):333. https://doi.org/10.3390/pr7060333
Chicago/Turabian StyleChen, Qipeng, Hongxiang Li, and Houfa Shen. 2019. "Transient Modeling of Grain Structure and Macrosegregation during Direct Chill Casting of Al-Cu Alloy" Processes 7, no. 6: 333. https://doi.org/10.3390/pr7060333