Effect of Trace Magnesium Additions on the Dynamic Recrystallization in Cast Alloy 825 after One-Hit Hot-Deformation

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Hot Compression Tests
2.3. Electron Backscatter Diffraction Analysis
3. Results
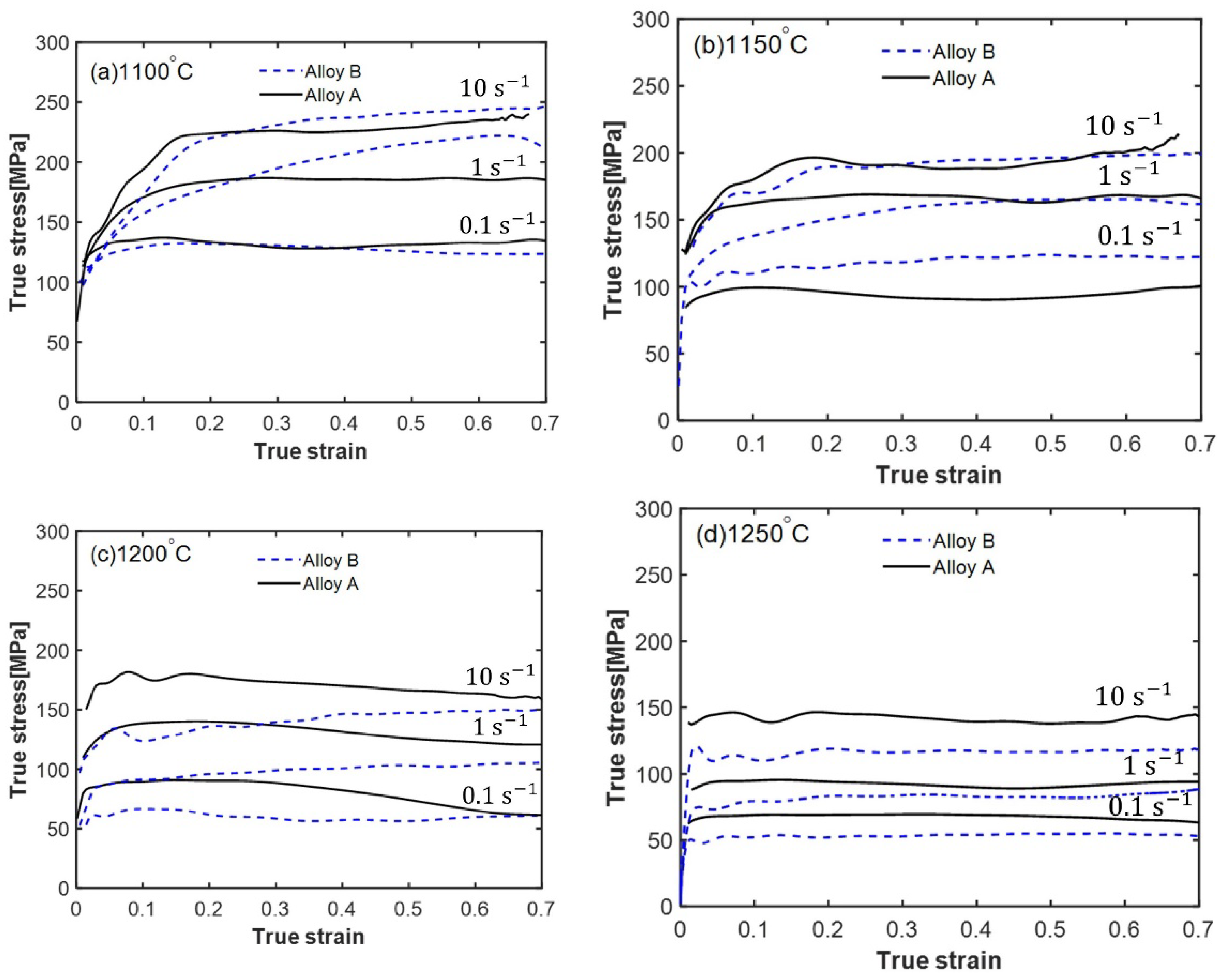
3.1. Stress–Strain Curves
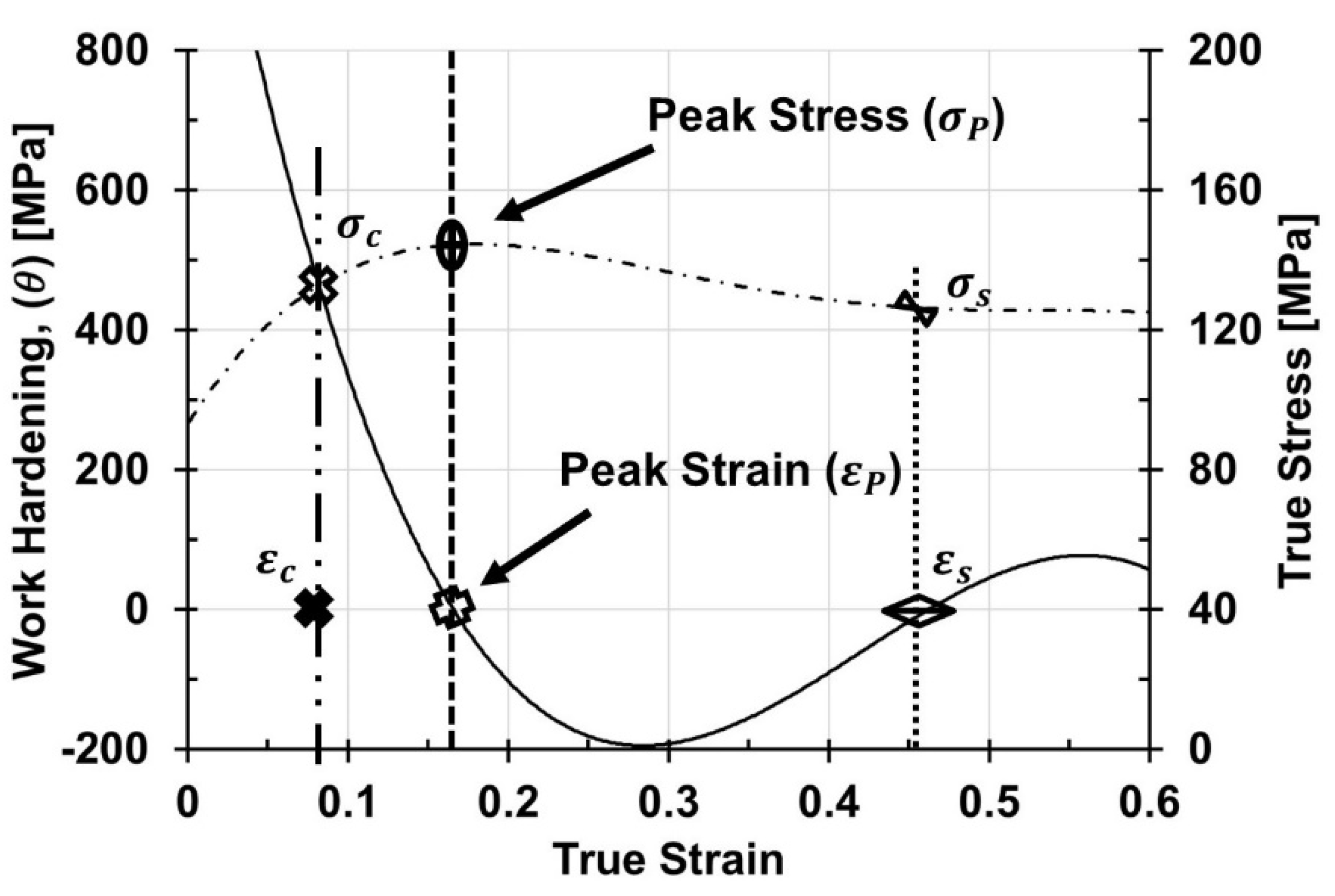
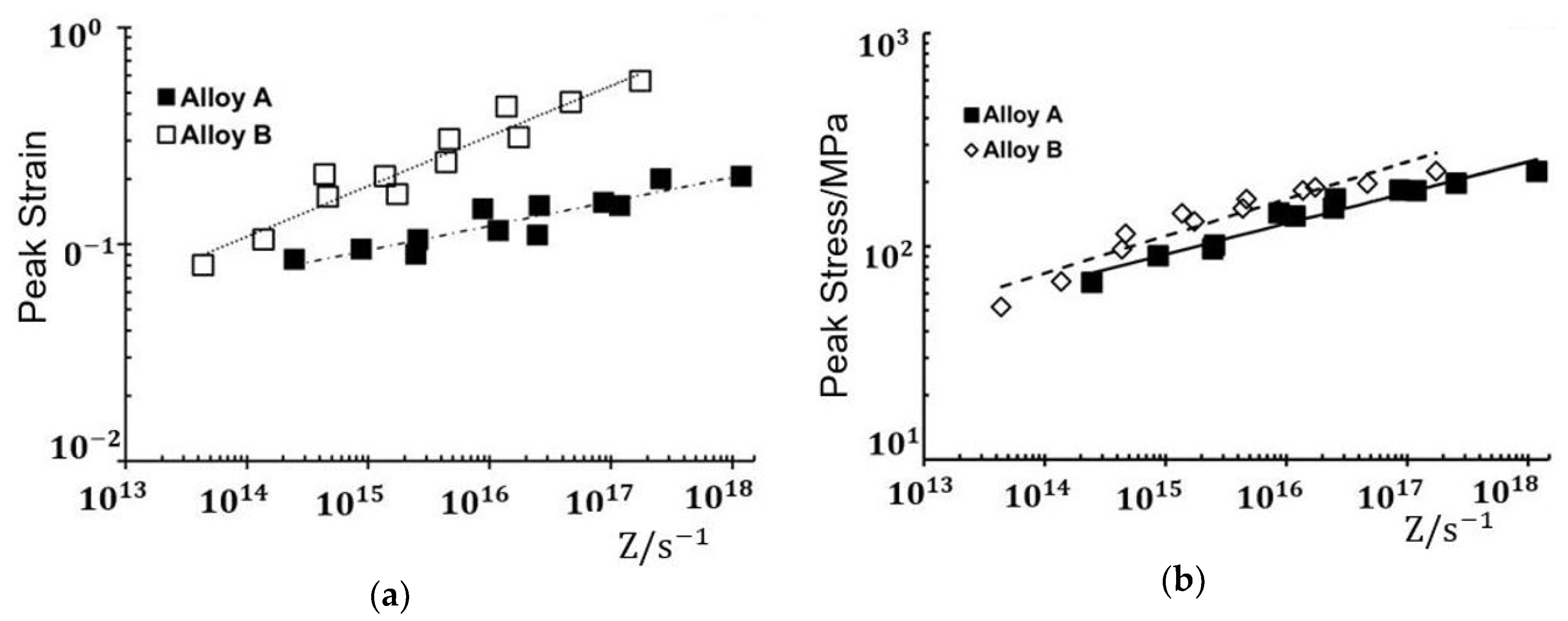
3.2. Peak Strain and Peak Stress
3.3. Evolution of Microstructure
3.3.1. Initial Structure before Deformation
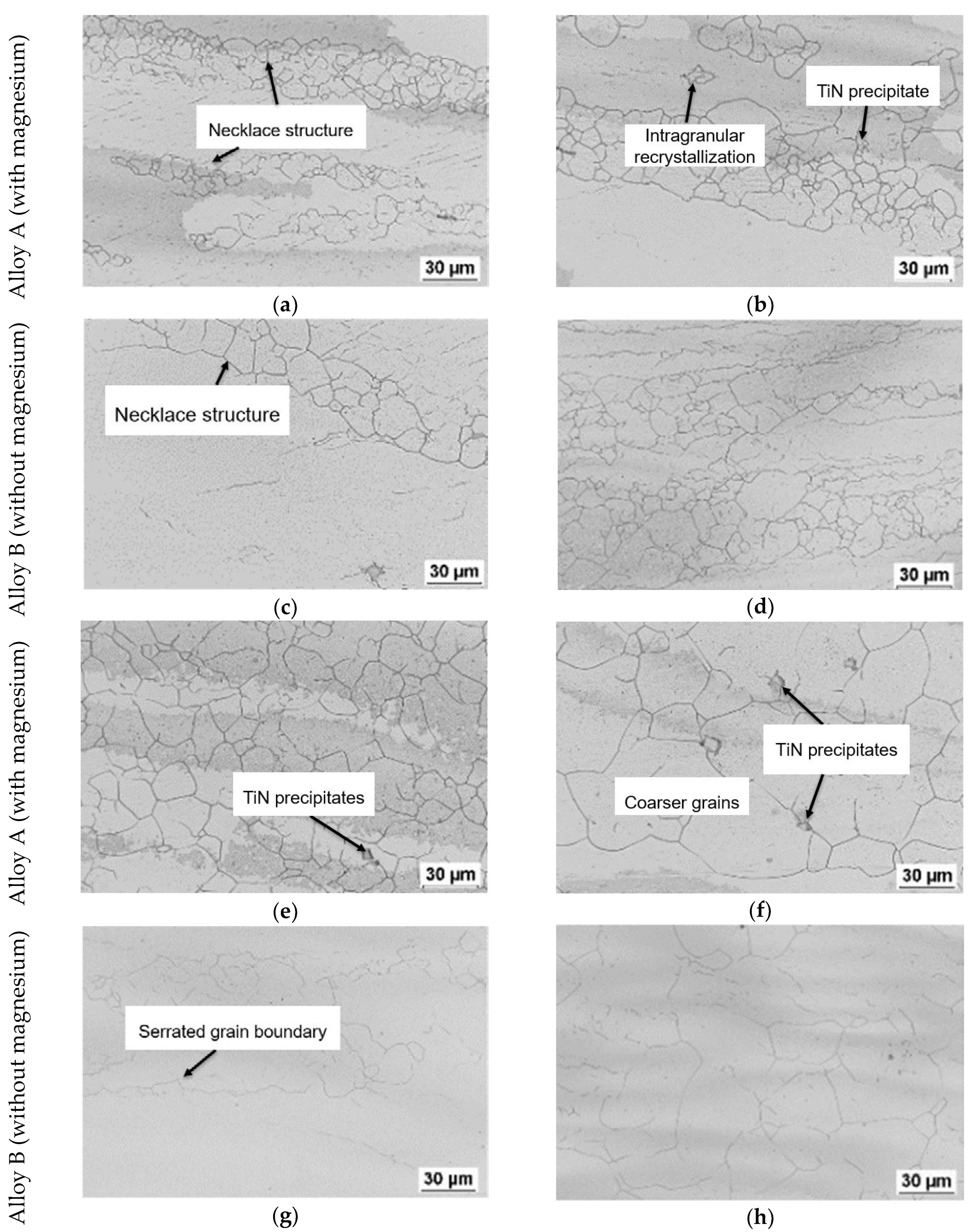
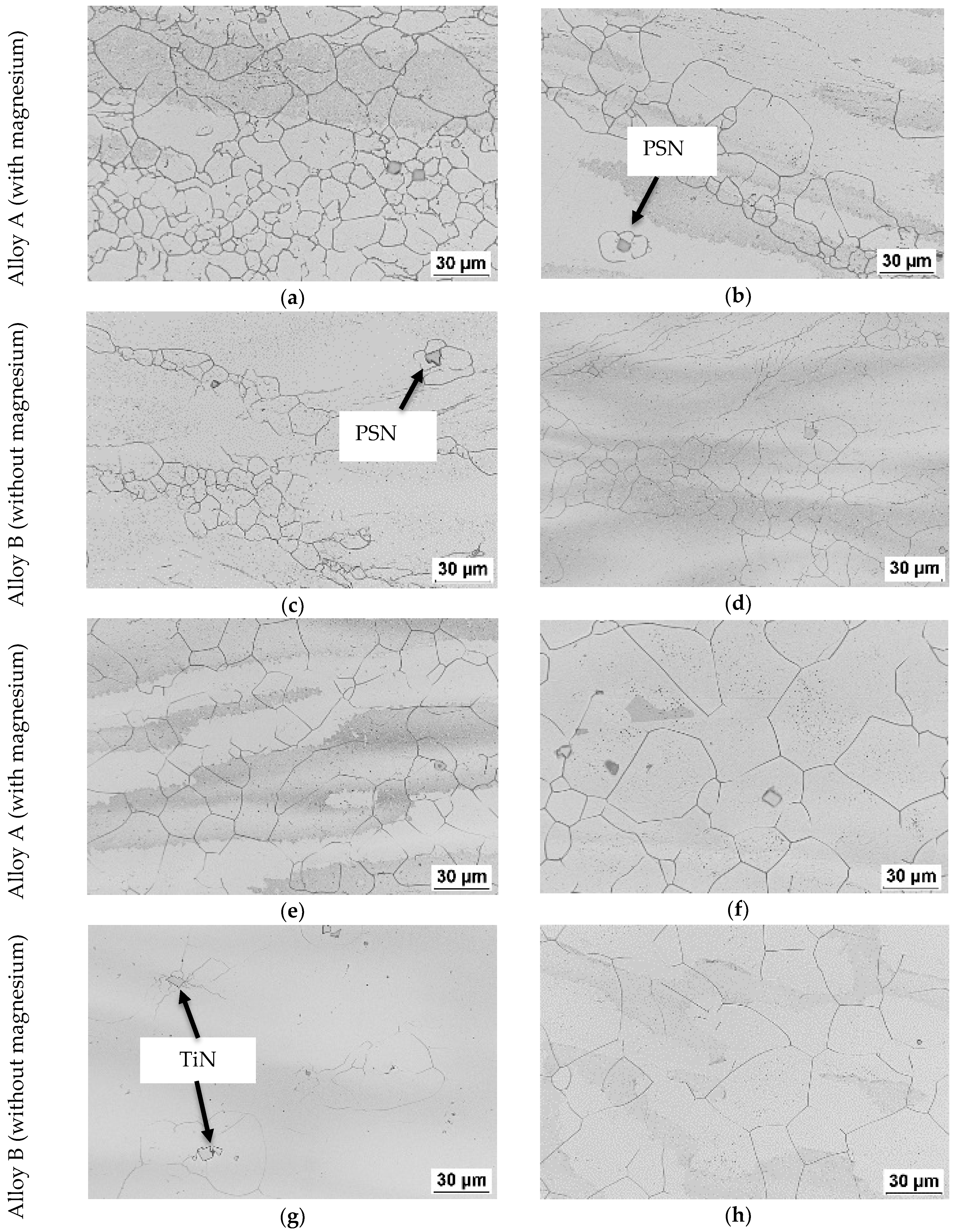
3.3.2. Microstructure after Hot Compression Testing
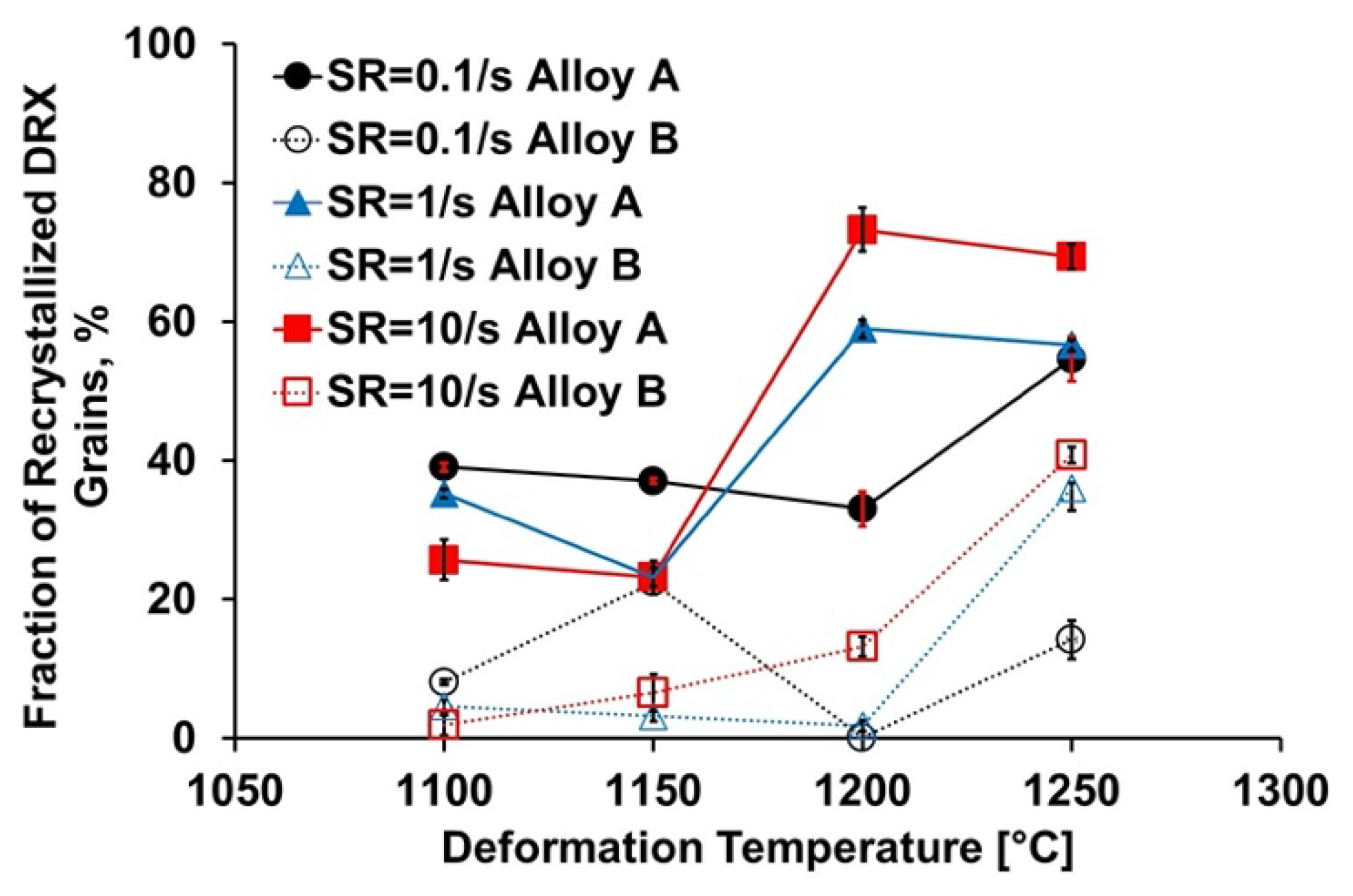
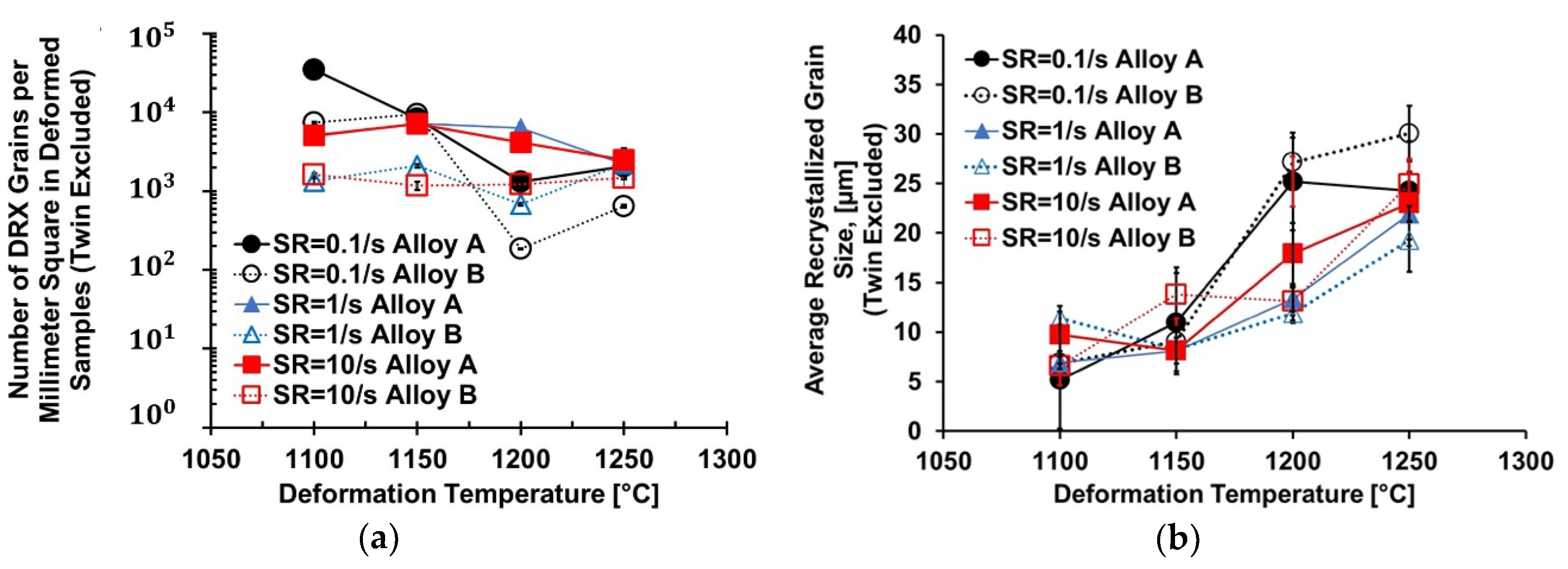
3.3.3. Dynamically Recrystallized Grains
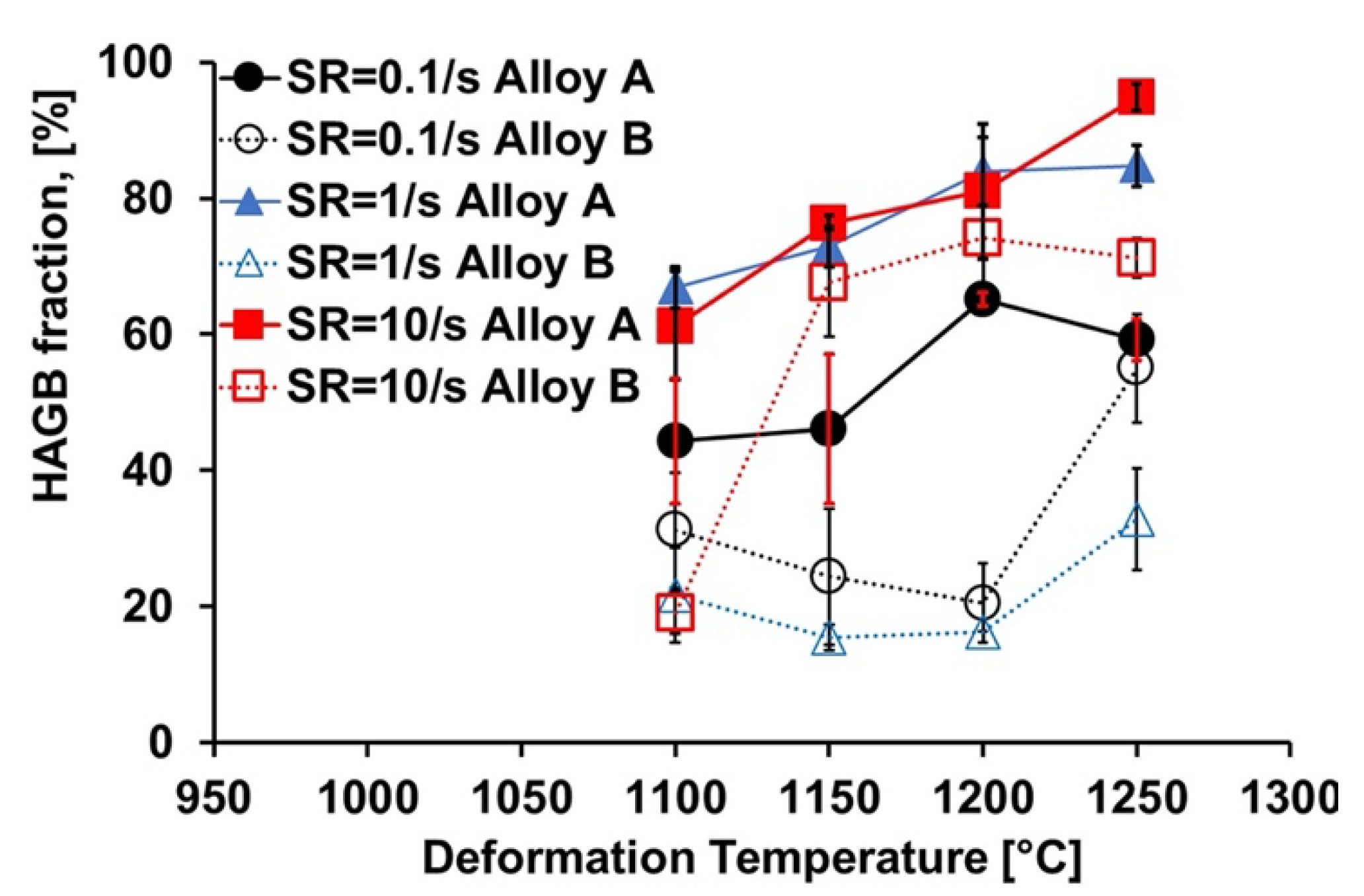
3.3.4. Grain Boundaries
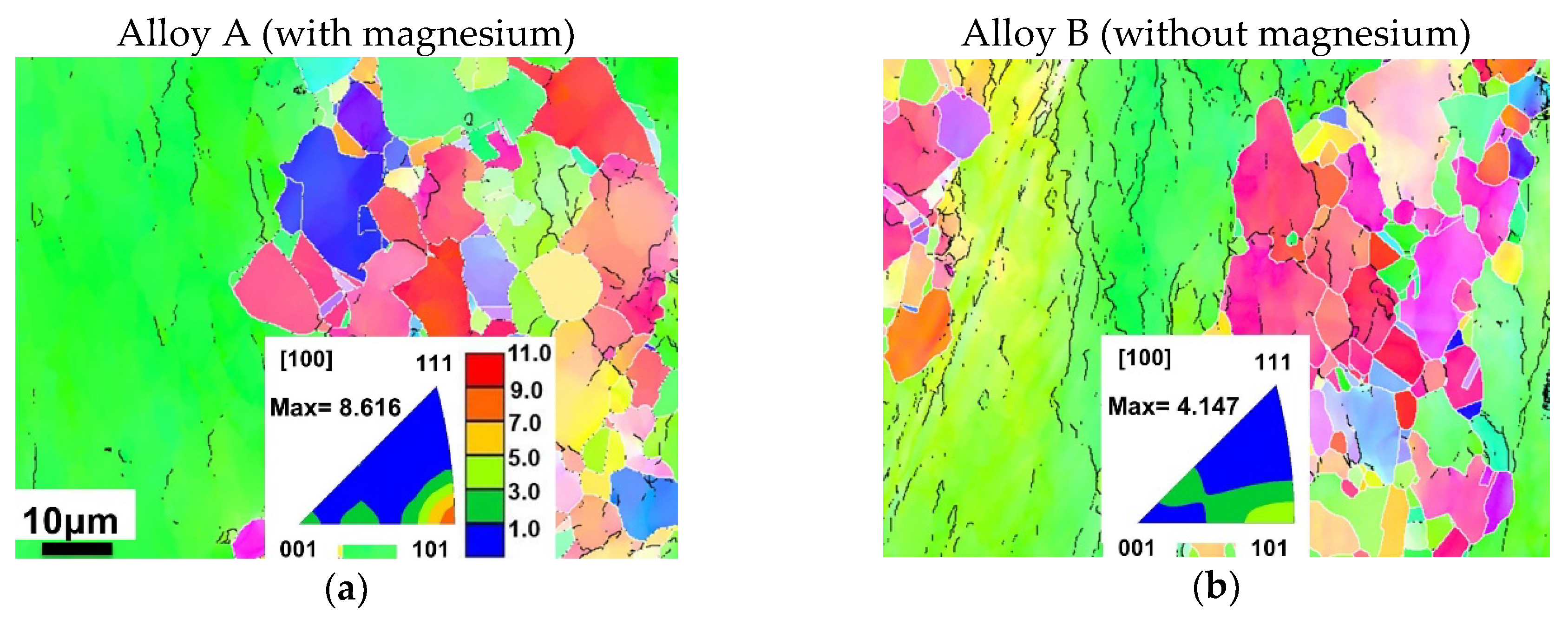
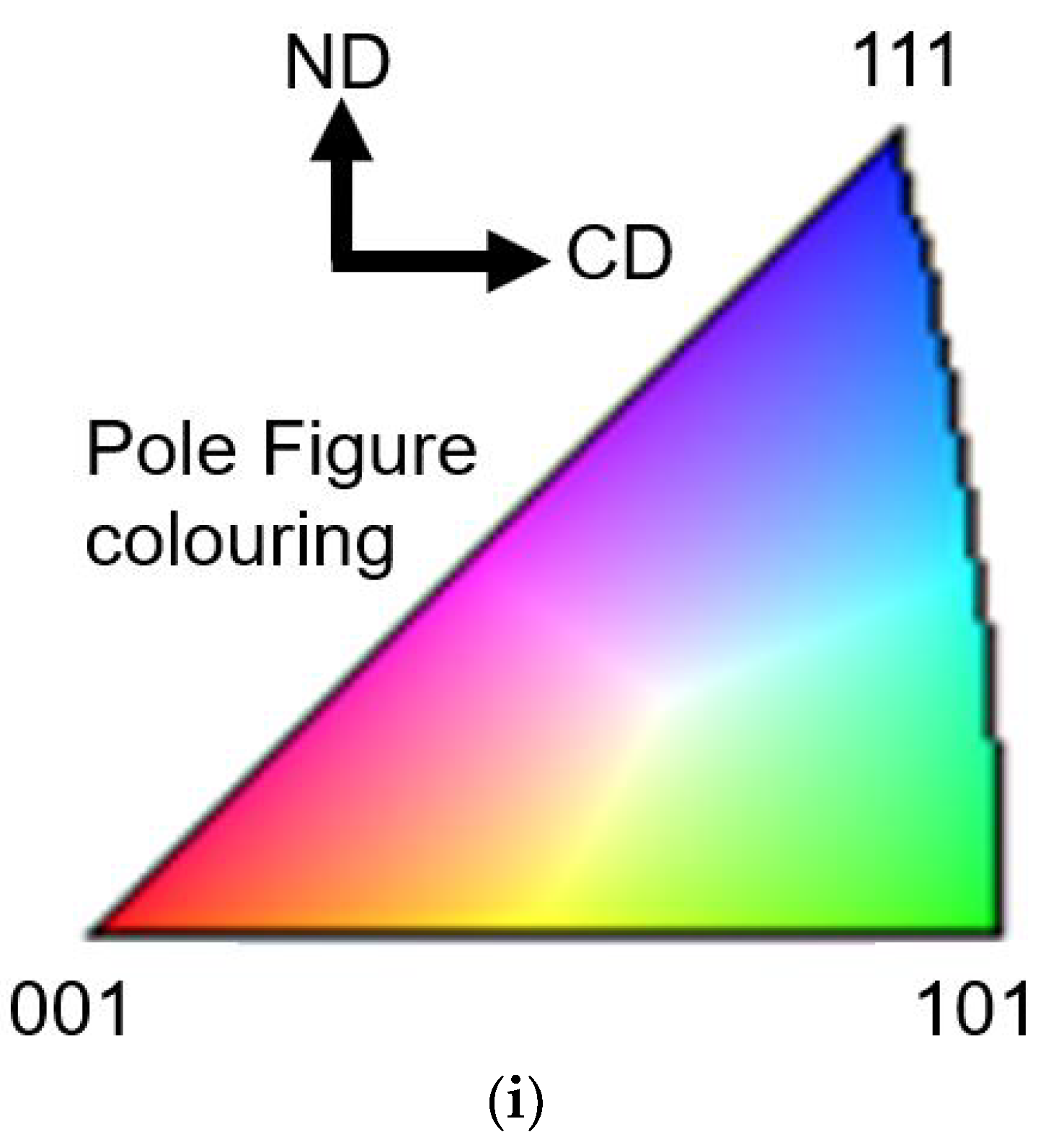
3.3.5. Crystallographic Texture
4. Discussion
4.1. Hot Deformation Stress Behaviour
4.2. Microstructure Analysis
4.2.1. Microstructure before Deformation
4.2.2. Effect of Deformation Conditions on Microstructure
4.2.3. Dynamically Recrystallized Grains
4.2.4. Fraction of High Angle Grain Boundaries
4.2.5. Texture Development
4.3. Modelling of Flow Stress and Microstructural Behavior
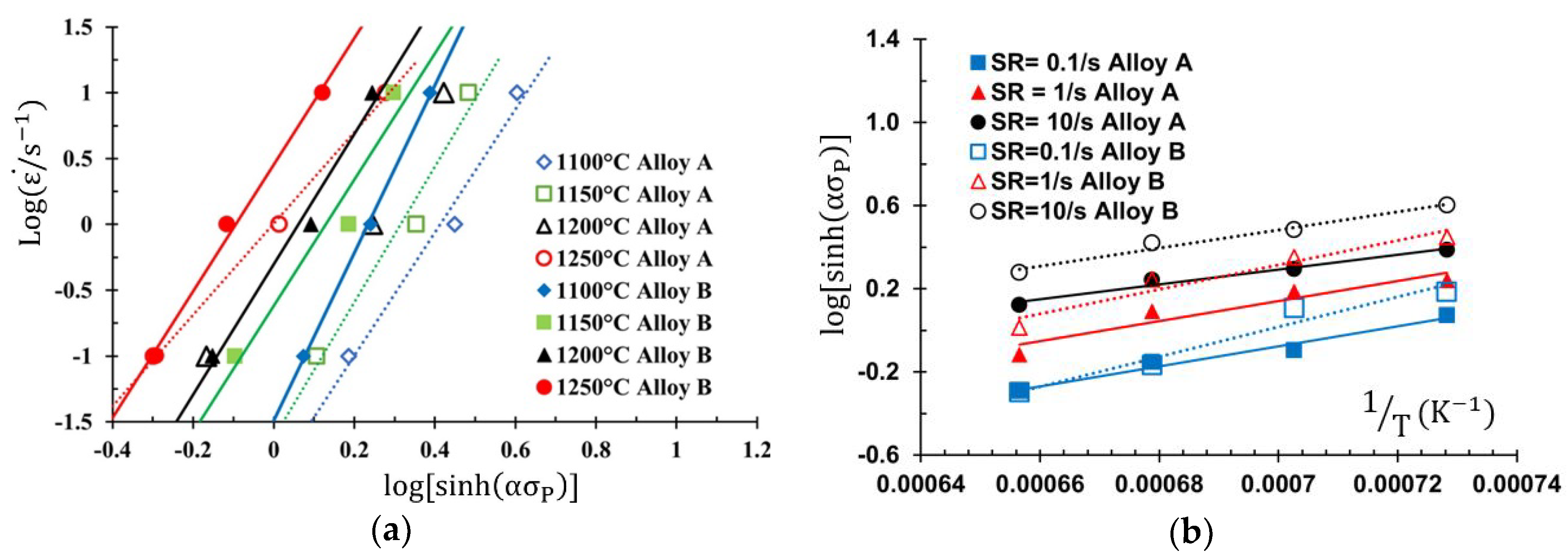
4.3.1. Determination of Material Constants
4.3.2. Strain Rate/Flow Stress Model
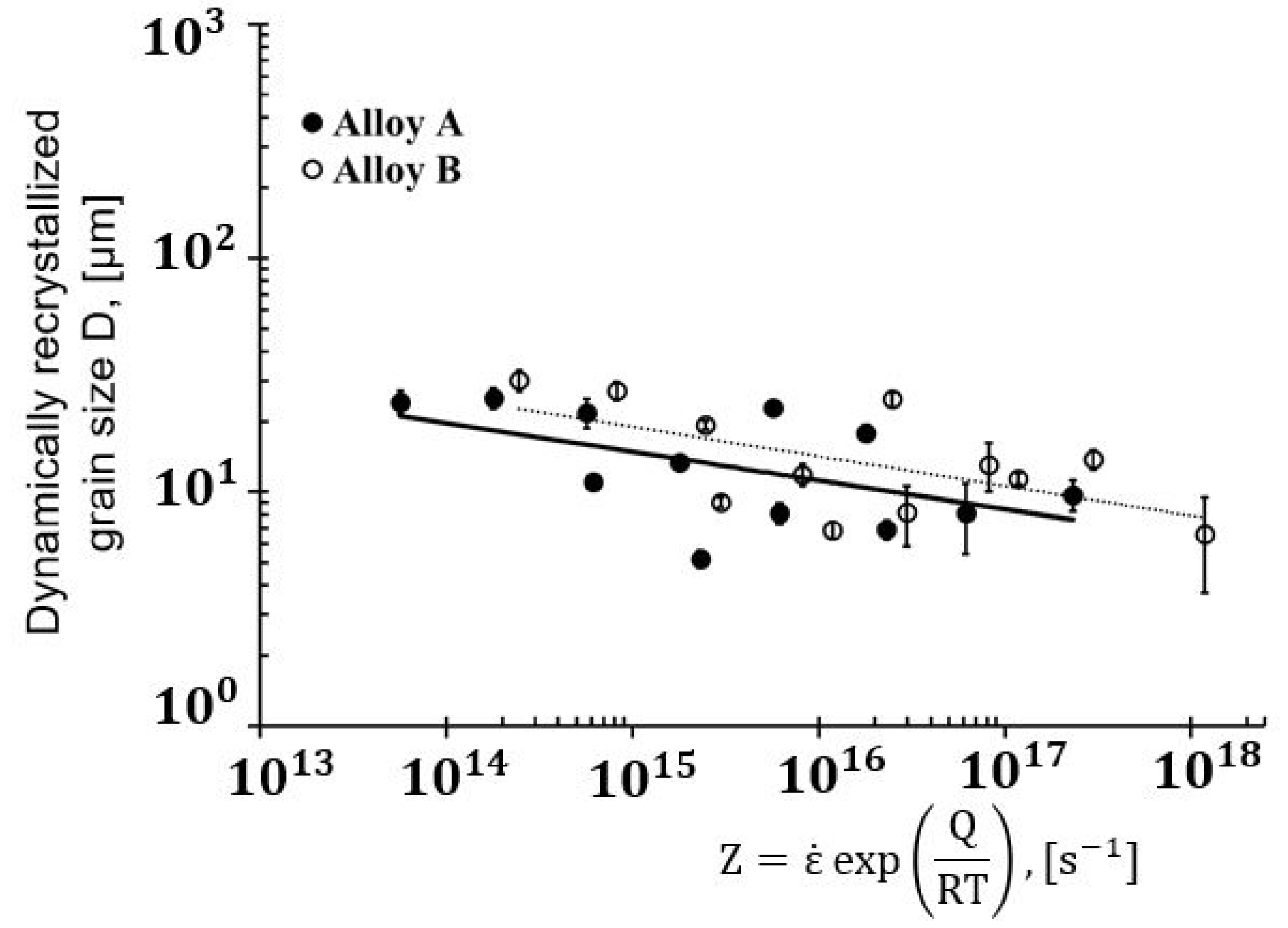
4.3.3. Dynamically Recrystallized Grain Size Model
5. Conclusions
- The fraction of the high angle grain boundaries and dynamic recrystallized grains is between 43 and 70% higher in alloy 825, which contains a small amount of magnesium alloy 825 for all the temperatures and the strain rates tested in the current study.
- Deformed grains in the alloy containing magnesium showed a strong preference for a -type directions oriented parallel to the compression axis under all test conditions. However, this texture direction does not dominate in the alloy that was free of magnesium at the intermediate and highest strain rates ().
- Except at a deformation temperature of , the peak stresses in the alloy that was free of magnesium were between 10 and 15% lower than that in the alloy that contained magnesium for any test condition. Furthermore, the differences in the peak strain between different temperatures are between 25 and 150% smaller when the alloy contains magnesium.
- The average activation energy for the hot-deformation of alloy 825 that contains magnesium is . Without magnesium, the activation energy is .
- The relationship between the peak stress, , and the effect of temperature-compensated strain rate (represented by the Zener–Hollomon parameter, ) can be expressed by a power law functions, , with exponents, , of (Alloy A) and (Alloy B). The decadic logarithm of the coefficient is with the addition of magnesium and without the presence of magnesium.
- A power law exists between the dynamically recrystallized grain size, , and the Zener–Hollomon parameter, . For a given value of the Zener–Hollomon parameter, the dynamically recrystallized grain size was lower when magnesium was present. The dynamically recrystallized grain size of both alloys is given by the following expressions:
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Holt, R.T.; Wallace, W. Impurities and trace elements in nickel-base superalloys. Int. Met. Rev. 1976, 21, 1–24. [Google Scholar] [CrossRef]
- Banerjee, K. The Role of Magnesium in Superalloys—A Review. Mater. Sci. Appl. 2011, 2, 1243–1255. [Google Scholar] [CrossRef] [Green Version]
- Xie, X.; Xu, Z.; Qu, B.; Chen, G.; Radavich, J.F. The role of Mg on structure and mcechanical properties in alloy 718. In Proceedings of the Superalloys 1988 (sixth International Symposium), Champion, PA, USA, 18–22 September 1988; pp. 635–642. [Google Scholar]
- Wang, D.; Chen, E. The role of small amounts of magnesium in nickel-base and iron-nickel-base superalloys after high temperature long time exposures. In Proceedings of the Superalloys 718 Metallurgy and Applications; Minerals, Metals & Materials Society (TMS): Pittsburgh, PA, USA, 1989; pp. 611–620. [Google Scholar]
- Zengyong, Z.; Peili, M.; Jingyun, Z.; Ying, Y.; Nong, J. Effect of Trace Additions of Magnesium on Creep Crack Growth of a Superalloy. In Proceedings of the Superalloys 1992 (seventh International Symposium), Champion, PA, USA, 20–24 September 1992; pp. 629–635. [Google Scholar]
- Chen, G.; Zhu, Q.; Wang, D.; Xie, X. Effects of Magnesium on Niobium Segregation and Impact Toughness in Cast Alloy 718. In Proceedings of the Superalloys 718 Metallurgy and Applications; Minerals, Metals & Materials Society (TMS): Pittsburgh, PA, USA, 1989; pp. 545–551. [Google Scholar]
- Ma, P.; Yuan, Y.; Zhong, Z. Creep behavior of magnesium microalloyed wrought superalloys. In Proceedings of the Superalloys 1988 (sixth International Symposium), Champion, PA, USA, 18–22 September 1988; pp. 625–633. [Google Scholar]
- He, Y.; Wang, F.; Li, C.; Yang, Z.; Zhang, J.; Li, Y. Effect of Mg content on the hot ductility of wrought Fe-36Ni alloy with Ti addition. Mater. Sci. Eng. A 2016, 673, 99–107. [Google Scholar] [CrossRef]
- Muzyka, D.R.; Whitney, C.R. Process for Making Nickel Base Precipitation Hardenable Alloys. U.S. Patent 3,575,734, 20 April 1971. [Google Scholar]
- Schramm, J.; Olson, J.H.; Bieber, C.G. Process for Improving Elevated Temperature Strength and Ductility of Nickel-Base Alloys. U.S. Patent 3,512,963, 19 May 1970. [Google Scholar]
- Moyer, J.M. Extra Low Carbon Alloy 718. In Proceedings of the Superalloys 1984 (fifth International Symposium), Seven Springs, PA, USA, 7–11 October 1984; pp. 443–454. [Google Scholar]
- Kubota, S.; Uehara, T.; Yamaguchi, M.; Toji, A. Ni-based alloy improved in oxidation-resistance, high temperature strength and hot workability. U.S. Patent 6,852,177, 8 February 2005. [Google Scholar]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, R. Thermo-Mechanical Processing of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2007; Volume 11, ISBN 9780080444970. [Google Scholar]
- Al-Saadi, M.; Sandberg, F.; Kasarav, A.; Jonsson, S.; Jönsson, P. Microstructure characterisation in alloy 825. Procedia Manuf. 2018, 15, 1626–1634. [Google Scholar] [CrossRef]
- Al-Saadi, M.; Sandberg, F.; Karasev, A.; Jönsson, P. Comparative Study of Microstructures Evolution of Columnar and Equiaxed Grain Structurs in Alloy 825 after Hot Compression. In Proceedings of the 3rd International Conference on Ingot Casting, Rolling and Forging, ICRF2018, Stockholm, Sweden, 16–19 October 2018; pp. 107–115. [Google Scholar]
- Mitra Basirat, Microstructural Evolution In As-cast Alloys during Plastic Deformation. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2013.
- Poliak, E.I.; Jonas, J.J. Critical Strain for Dynamic Recrystallization in Variable Strain Rate Hot Deformation. ISIJ Int. 2003, 43, 692–700. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A.; Moazeny, M. Flow Curve Analysis of 17-4 PH Stainless Steel under Hot Compression Test. Metall. Mater. Trans. A 2009, 40, 2950–2958. [Google Scholar] [CrossRef]
- Azarbarmas, M.; Aghaie-Khafri, M.; Cabrera, J.M.; Calvo, J. Microstructural evolution and constitutive equations of Inconel 718 alloy under quasi-static and quasi-dynamic conditions. Mater. Des. 2016, 94, 28–38. [Google Scholar] [CrossRef] [Green Version]
- Mirzadeh, H.; Cabrera, J.M.; Najafizadeh, A. Constitutive relationships for hot deformation of austenite. Acta Mater. 2011, 59, 6441–6448. [Google Scholar] [CrossRef]
- Safara Nosar, N.; Sandberg, F.; Engberg, G. Characterization of Hot Deformation Behavior in a 13% Chromium Steel. Mater. Sci. Forum 2018, 941, 458–467. [Google Scholar] [CrossRef] [Green Version]
- Poliak, E.I.; Jonas, J.J. Initiation of Dynamic Recrystallization in Constant Strain Rate Hot Deformation. ISIJ Int. 2003, 43, 684–691. [Google Scholar] [CrossRef] [Green Version]
- Momeni, A.; Dehghani, K.; Ebrahimi, G.R. Modeling the initiation of dynamic recrystallization using a dynamic recovery model. J. Alloys Compd. 2011, 509, 9387–9393. [Google Scholar] [CrossRef]
- Najafizadeh, A.; Jonas, J.J. Predicting the critical stress for initiation of dynamic recrystallization. ISIJ Int. 2006, 46, 1679–1684. [Google Scholar] [CrossRef] [Green Version]
- Satheesh Kumar, S.S.; Raghu, T.; Bhattacharjee, P.P.; Appa Rao, G.; Borah, U. Constitutive modeling for predicting peak stress characteristics during hot deformation of hot isostatically processed nickel-base superalloy. J. Mater. Sci. 2015, 50, 6444–6456. [Google Scholar] [CrossRef]
- Chen, X.M.; Lin, Y.C.; Wen, D.X.; Zhang, J.L.; He, M. Dynamic recrystallization behavior of a typical nickel-based superalloy during hot deformation. Mater. Des. 2014, 57, 568–577. [Google Scholar] [CrossRef]
- Al-Saadi, M.; Sandberg, F.; Hulme-Smith, C.; Karasev, A.; Jönsson, P.G. A study of the static recrystallization behaviour of cast Alloy 825 after hot-compressions. J. Phys. Conf. Ser. 2019, 1270, 012023. [Google Scholar] [CrossRef]
- ASTM E2627 Standard Practice for Determining Average Grain Size Using Electron Backscatter Diffraction (EBSD) in Fully Recrystallized Polycrystalline Materials. Astm Int. 2019, 03.01, 1–5.
- Raveendra, S.; Mishra, S.; Krishna, K.V.M.; Weiland, H.; Samajdar, I. Patterns of Recrystallization in Warm- and Hot-Deformed. Metall. Mater. Trans. A 2008, 39A, 2760–2771. [Google Scholar] [CrossRef]
- Field, D.P.; Bradford, L.T.; Nowell, M.M.; Lillo, T.M. The role of annealing twins during recrystallization of Cu. Acta Mater. 2007, 55, 4233–4241. [Google Scholar] [CrossRef]
- Ayad, A.; Allain-Bonasso, N.; Rouag, N.; Wagner, F. Grain Orientation Spread Values in if Steels after Plastic Deformation and Recrystallization. Mater. Sci. Forum 2011, 702–703, 269–272. [Google Scholar] [CrossRef]
- Nordström, J.; Siriki, R.; Calmunger, M.; Moverare, J.; Chai, G. TWIP and Fracture Behavior in the Superalloy 625 at Room and Cryogenic Temperatures. Procedia Struct. Integr. 2019, 23, 457–462. [Google Scholar] [CrossRef]
- Raveendra, S. Cube Stability in Aluminum. Ph.D. Thesis, Department of Metallurgical Engineering and Materials Science, Indian Institute of Technology Bombay, Bombay, Indian, 2010. [Google Scholar]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Jafari, M.; Najafizadeh, A. Correlation between Zener-Hollomon parameter and necklace DRX during hot deformation of 316 stainless steel. Mater. Sci. Eng. A 2009, 501, 16–25. [Google Scholar] [CrossRef]
- Medina, S.F.; Hernandez, C.A. General expression of the Zener-Hollomon parameter as a function of the chemical composition of low alloy and microalloyed steels. Acta Mater. 1996, 44, 137–148. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M.; Morakabati, M.; Badri, H.; Wang, X. Dynamic recrystallization behavior and constitutive analysis of Incoloy 901 under hot working condition. Mater. Sci. Eng. A 2014, 615, 51–60. [Google Scholar] [CrossRef]
- Al-Saadi, M. Hot Deformation Behaviour of Alloy SAN60. R&D Metallurgy, AB Sandvik Materials Technology: Sandviken, Sweden, Unpublished Research; 2018. [Google Scholar]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Humphreys, J.; Rohrer, G.S.; Rollett, A. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 0080441645. [Google Scholar]
- Dudova, N.; Belyakov, A.; Sakai, T.; Kaibyshev, R. Dynamic recrystallization mechanisms operating in a Ni-20%Cr alloy under hot-to-warm working. Acta Mater. 2010, 58, 3624–3632. [Google Scholar] [CrossRef]
- Coryell, S.P.; Findley, K.O.; Mataya, M.C.; Brown, E. Evolution of microstructure and texture during hot compression of a Ni-Fe-Cr superalloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2012, 43, 633–649. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Janis, J.; Karasev, A.; Nakajima, K.; Jönsson, P.G. Effect of Secondary Nitride Particles on Grain Growth in a Fe-20 mass% Cr Alloy Deoxidised with Ti and Zr. ISIJ Int. 2013, 53, 476–483. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Wu, X.Y.; Chen, X.M.; Chen, J.; Wen, D.X.; Zhang, J.L.; Li, L.T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Muzyk, M.; Pakiela, Z.; Kurzydlowski, K.J. Generalized stacking fault energy in magnesium alloys: Density functional theory calculations. Scr. Mater. 2012, 66, 219–222. [Google Scholar] [CrossRef]
- Siegel, D.J. Generalized stacking fault energies, ductilities, and twinnabilities of Ni and selected Ni alloys. Appl. Phys. Lett. 2005, 87, 1–3. [Google Scholar] [CrossRef] [Green Version]
- Ullrich, C.; Eckner, R.; Krüger, L.; Martin, S.; Klemm, V.; Rafaja, D. Interplay of microstructure defects in austenitic steel with medium stacking fault energy. Mater. Sci. Eng. A 2016, 649, 390–399. [Google Scholar] [CrossRef]
- Hughes, D.A.; Lebensohn, R.A.; Wenk, H.R.; Kumar, A. Stacking Fault Energy and Microstructure Effects on Torsion Texture Evolution. The Royal Society Stable. Society 2008, 456, 921–953. [Google Scholar]
- Wang, L.; Liu, F.; Zuo, Q.; Chen, C.F. Prediction of flow stress for N08028 alloy under hot working conditions. Mater. Des. 2013, 47, 737–745. [Google Scholar] [CrossRef]
- Sellars, C.M.; Tegart, W.J.M. Hot Workability. Int. Met. Rev. 1972, 17, 1–24. [Google Scholar] [CrossRef]
- Niikura, M.; Takahashi, K.; Ouchi, C. Microstructural Change of Austenite in Hot Working with Very High Reduction. Trans. ISIJ 1987, 27, 485–491. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Geng, Z.; Zhang, M.; Dong, J. Study on hot deformation behavior and numerical simulation for hot extrusion process of corrosion resistant 825 alloy. Procedia Eng. 2012, 27, 997–1007. [Google Scholar] [CrossRef] [Green Version]
- Lewandowski, M.S.; Sahai, V.; Wilcox, R.C.; Matlock, C.A.; Overfelt, R.A. High Temperature Deformation of Inconel 718 Castings. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives (1994); Minerals, Metals & Materials Society (TMS): New York, NY, USA, 1994; pp. 345–354. [Google Scholar]
- Nowotnik, A. Effect of high temperature deformation on the structure of Ni based superalloy. J. Achiev. Mater. Manuf. Eng. 2008, 27, 115–122. [Google Scholar]
- Garcia, C.I.; Wang, G.D.; Camus, D.E.; Loria, E.A.; DeArdo, A.J. Hot Deformation Behavior of Superalloy 718. Superalloys 718, 625, 706 Var. Deriv. 1994, 1, 293–302. [Google Scholar]
- Yu, M.; Li, J.; Tang, H.; Bao, Y. Hot Working Characteristics of Corrosion-Resistant Alloys G3 and 825. J. Iron Steel Res. Int. 2011, 18, 68–72. [Google Scholar] [CrossRef]
- Shaban, M.; Eghbali, B. Characterization of Austenite Dynamic Recrystallization under Different Z Parameters in a Microalloyed Steel. J. Mater. Sci. Technol. 2011, 27, 359–363. [Google Scholar] [CrossRef]
- Pereda, B.; Fernández, A.I.; López, B.; Rodriguez-Ibabe, J.M. Effect of Mo on Dynamic Recrystallization Behavior of Nb-Mo Microalloyed Steels. ISIJ Int. 2007, 47, 860–868. [Google Scholar] [CrossRef] [Green Version]
- Torganchuk, V.; Morozova, A.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Grain sizes and dislocation densities in fcc-metallic materials processed by warm to hot working. J. Phys. Conf. Ser. 2019, 1270, 012039. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Barnett, M.R.R.; Hodgson, P.D.D. Hot Deformation and Recrystallization of Austenitic Stainless Steel: Part I. Dynamic Recrystallization. Metall. Mater. Trans. A 2008, 39, 1359–1370. [Google Scholar] [CrossRef] [Green Version]
- Maki, T.; Okaguchi, S.; Tamura, I. Dynamic Recrystallization in Ferritic Stainless Steel. In Strength of Metals and Alloys (ICSMA 6); Elsevier: Amsterdam, The Netherlands, 1982; pp. 529–534. [Google Scholar]
- Matsui, T. High Temperature Deformation and Dynamic Recrystallization Behavior of Alloy718. Mater. Trans. 2013, 54, 512–519. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | S | Cr | Mo | Co | Ti | Cu | N | Mg | Fe | O |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloy A | 0.020 | <5 ppm | 22.20 | 3.09 | 0.078 | 0.76 | 1.58 | 0.012 | 0.0076 | 30 | 7 ppm |
| Alloy B | 0.007 | <5 ppm | 22.08 | 2.53 | 0.045 | 0.80 | 1.60 | 0.010 | 0 | 32 | 10 ppm |
| Uncertainty | 0.01 | 0.001 | 0.001 | 0.03 | - | 0.003 | 0.002 | 0.005 | 0.0001 | - | - |
| Element | O | N | Ti | Al | Mg | Ni | Fe | Cr |
|---|---|---|---|---|---|---|---|---|
| Spectrum 1 | ||||||||
| Spectrum 2 |
| Alloy | Parameter | ||
|---|---|---|---|
| A | 0.112 ± 0.015 | ||
| B | |||
| Alloy | Type of Cast | Processing | Temperature/°C | Strain Rate Interval/s−1 | Total True Strain | Type of Constitutive Equation | Activation Energy for Hot Deformation/kJ mol−1 | References |
|---|---|---|---|---|---|---|---|---|
| Alloy A | Columnar | CW | 1100 to 1250 | 0.1 to 10 | 0.7 | HS | 430.2 | Current |
| Alloy B | Columnar | CW | 1100 to 1250 | 0.1 to 10 | 0.7 | HS | 448.8 | Current |
| 42% Ni (Alloy 825) | W | SS | 800 to 1150 | 1 to 50 | 0.7–2.5 | Exp | 438 | [53] |
| Alloy 825 | W | SS | 1050 to 1200 | 0.1 to 10 | 0.7 | HS | 416.6 | [54] |
| IN706 | Cast | SS | 900 to 1100 | to 10 | - | Exp | 472 | [55] |
| Inconel 718 | Cast | PHS | 950 to 1150 | to | 1.9 | HS | 450.8 | [56] |
| Inconel 718 | Cast | PHS | 900 to 1177 | 0.005 to 5 | - | HS | 483 | [57] |
| INCOLOY901 | Cast | PHS | 950 to 1100 | 0.001 to 0.1 | 0.7 | HS | 415.7 | [38] |
| Alloy G3 | W | SS | 1100 to 1200 | 0.1 to 10 | 0.16–0.75 | HS | 486 | [58] |
| Alloy 625 | W | SS | 950 to 1200 | 0.1 to 10 | 0.7 | HS | 434 | [39] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Saadi, M.; Mu, W.; Hulme-Smith, C.N.; Sandberg, F.; Jönsson, P.G. Effect of Trace Magnesium Additions on the Dynamic Recrystallization in Cast Alloy 825 after One-Hit Hot-Deformation. Metals 2021, 11, 36. https://doi.org/10.3390/met11010036
Al-Saadi M, Mu W, Hulme-Smith CN, Sandberg F, Jönsson PG. Effect of Trace Magnesium Additions on the Dynamic Recrystallization in Cast Alloy 825 after One-Hit Hot-Deformation. Metals. 2021; 11(1):36. https://doi.org/10.3390/met11010036
Chicago/Turabian StyleAl-Saadi, Munir, Wangzhong Mu, Christopher N. Hulme-Smith, Fredrik Sandberg, and Pär G. Jönsson. 2021. "Effect of Trace Magnesium Additions on the Dynamic Recrystallization in Cast Alloy 825 after One-Hit Hot-Deformation" Metals 11, no. 1: 36. https://doi.org/10.3390/met11010036