
Feasibility Analysis of Mortar Development with Ornamental Rock Waste for Coating Application by Mechanized Projection


Abstract
:1. Introduction
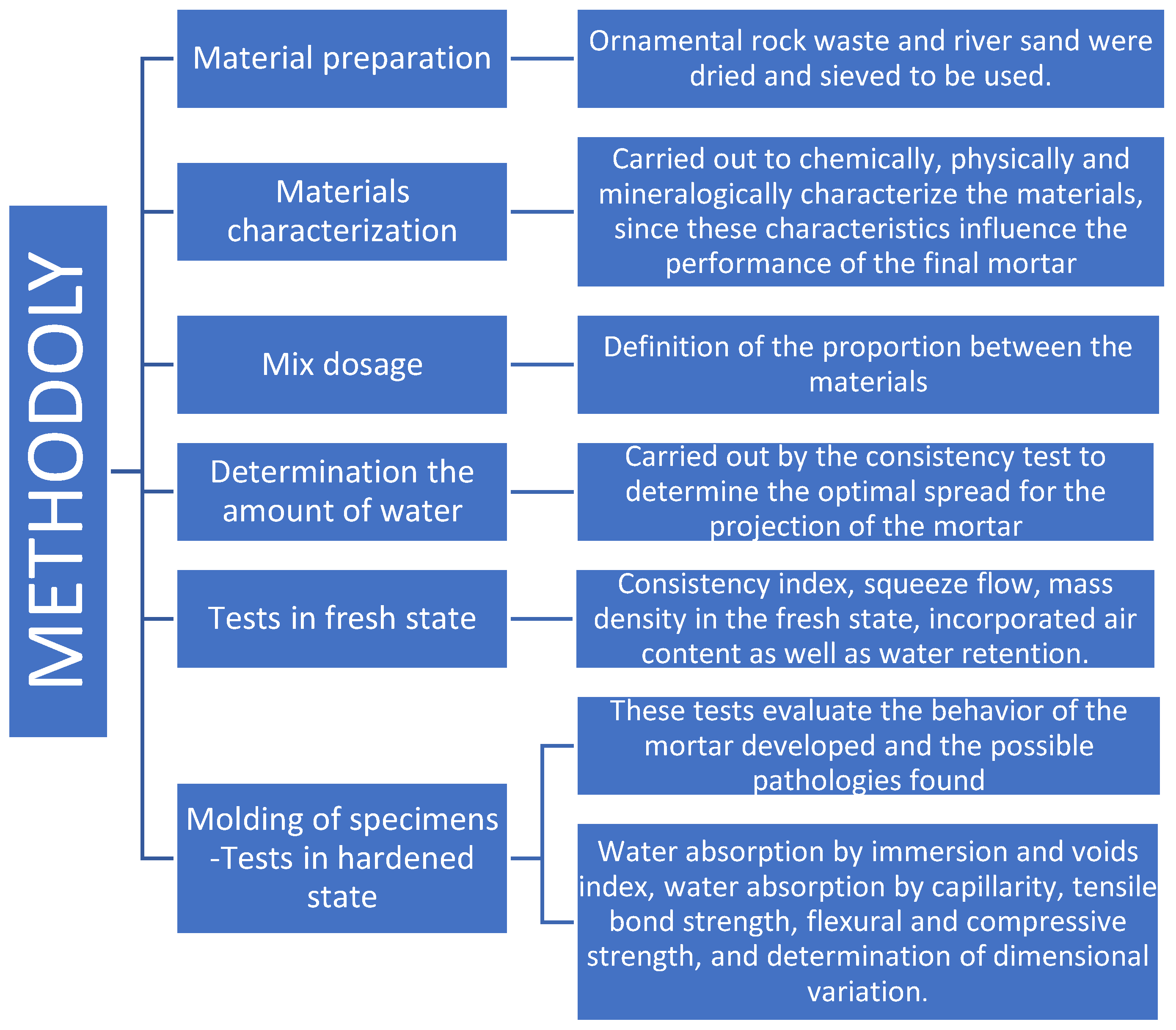
2. Materials and Methods
3. Results and Discussion
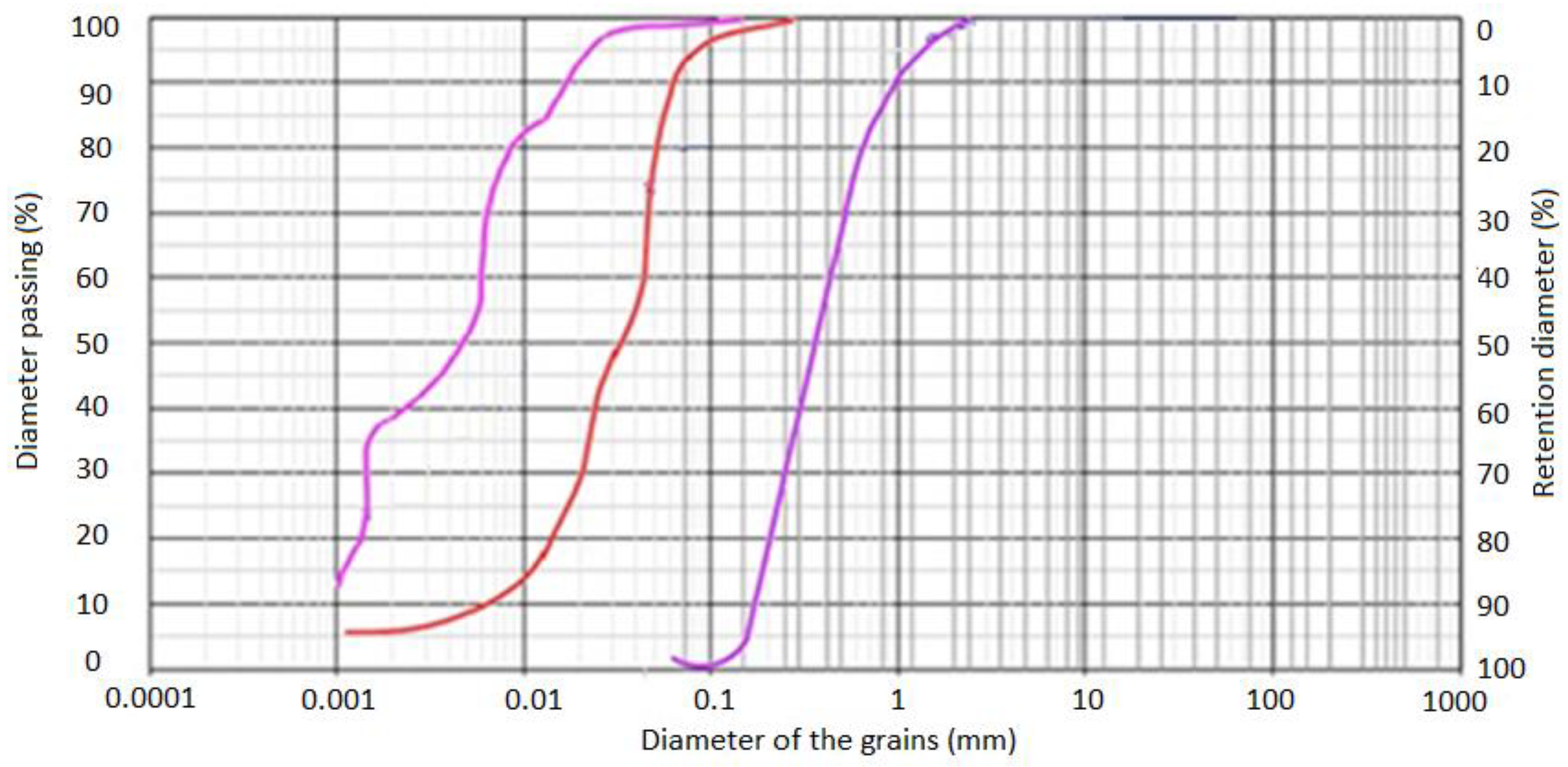
3.1. Physical Characterization
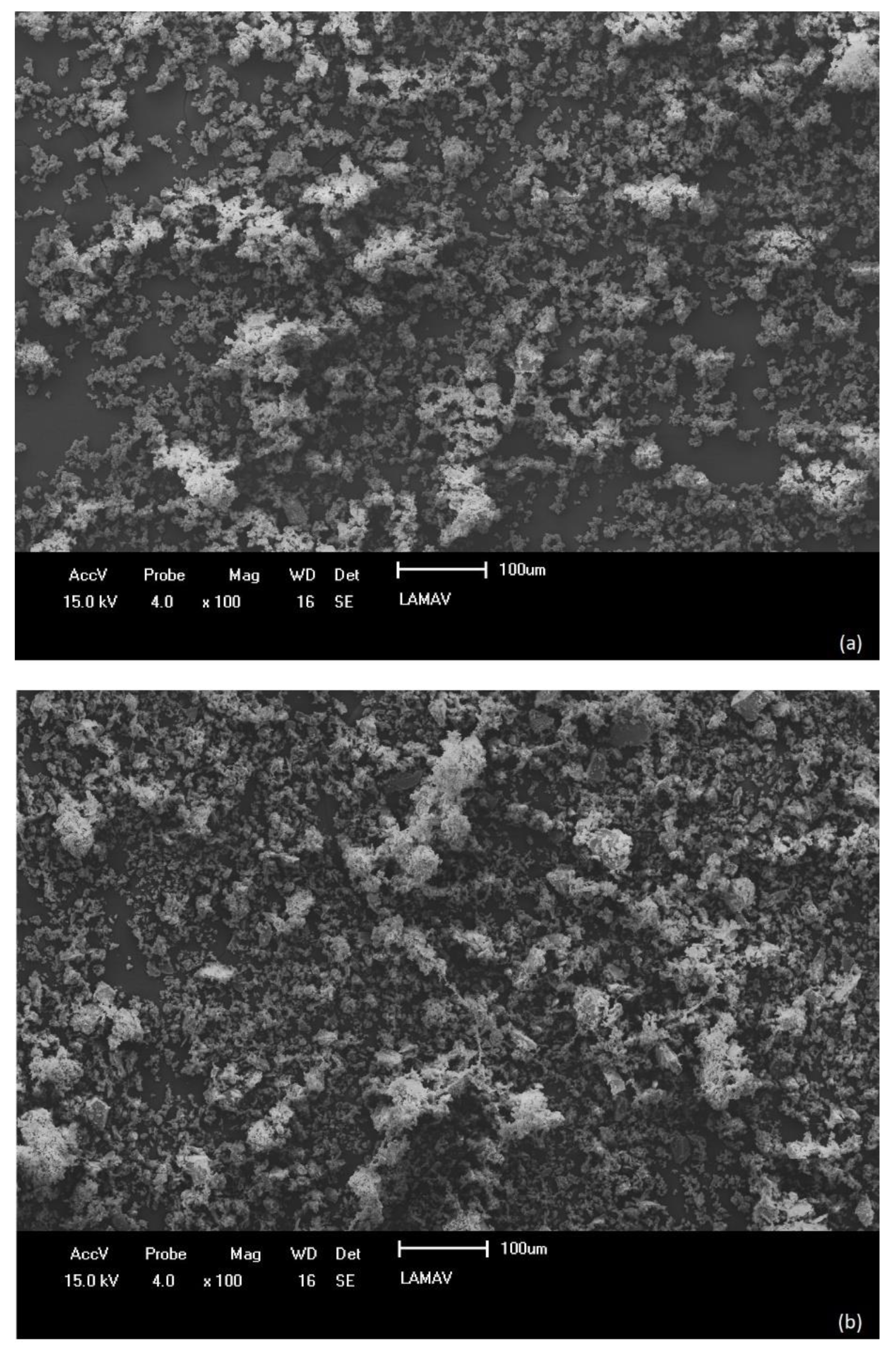
3.2. Chemical and Microstructural Characterization
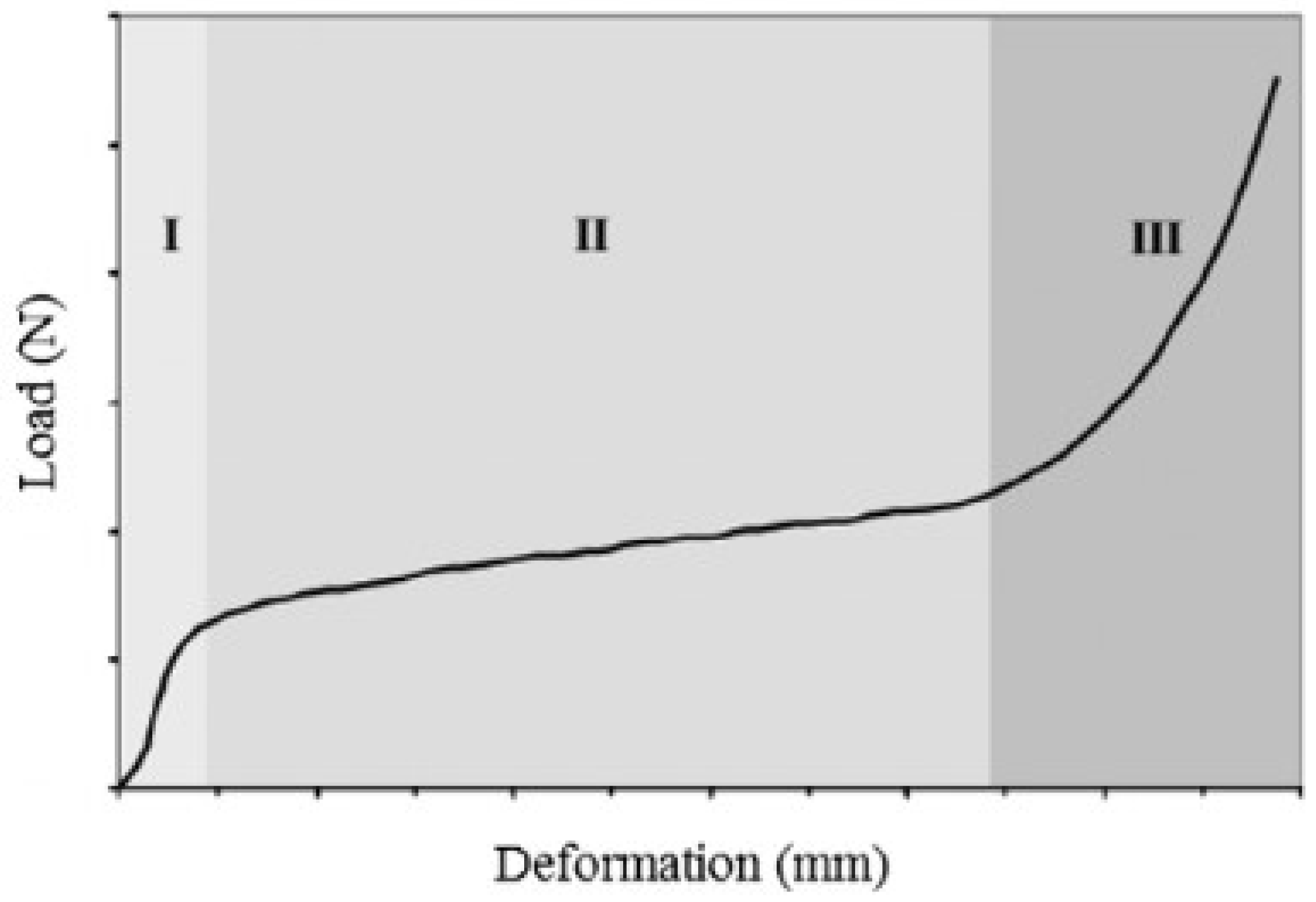
3.3. Fresh State Tests
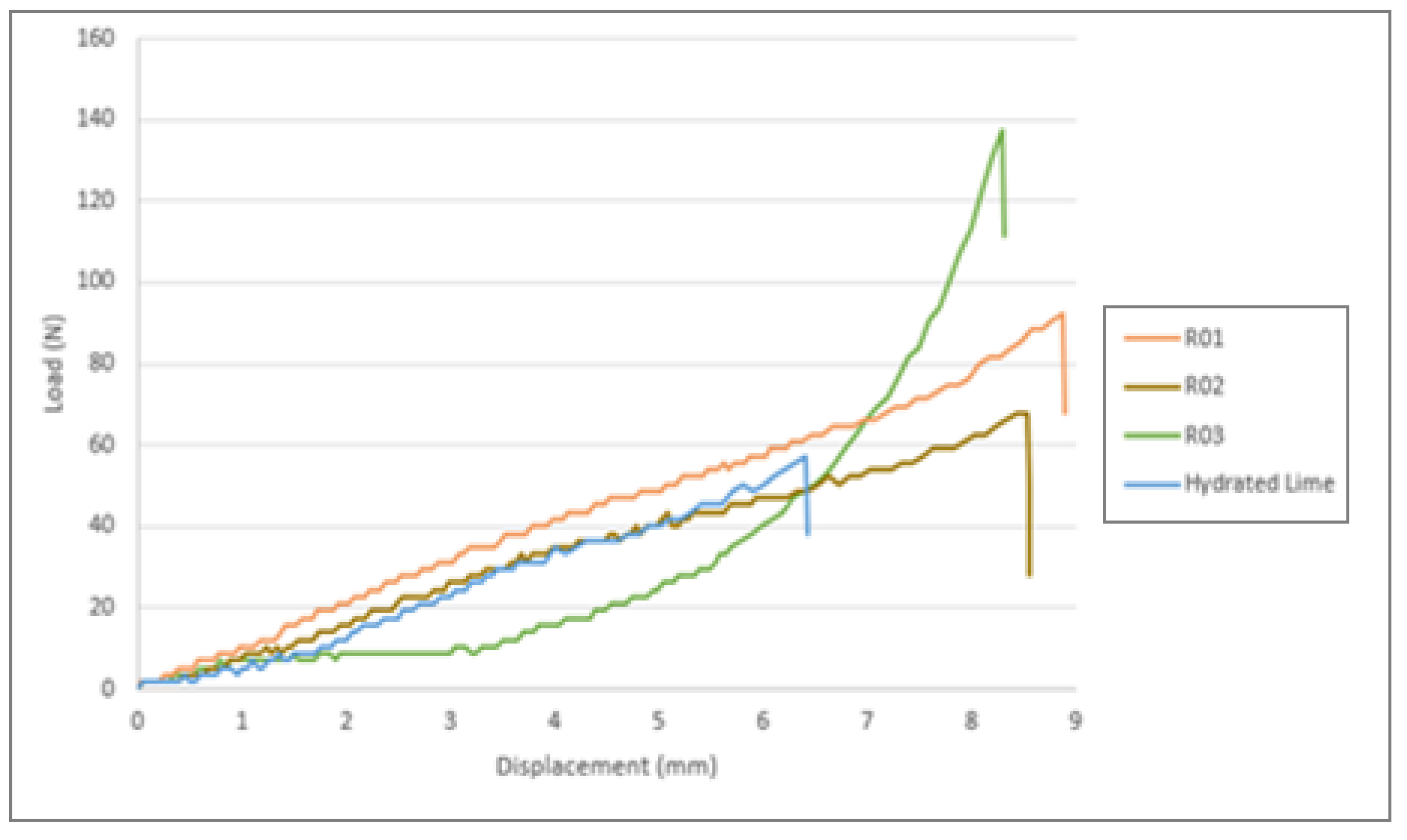
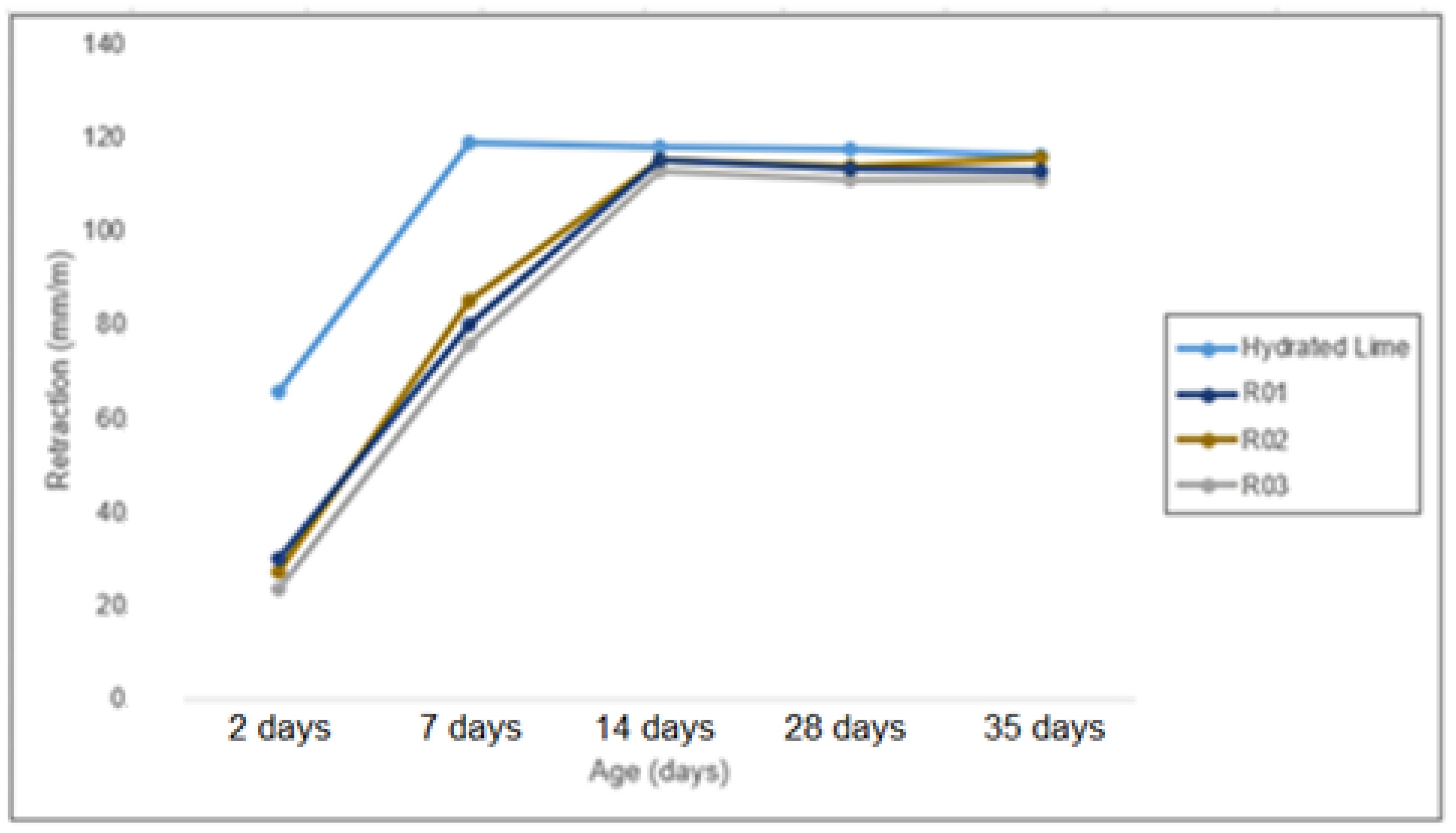
3.4. Hardened State Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- de Azevedo, A.R.G.; Alexandre, J.; Xavier, G.; Pedroti, L.G. Recycling paper industry effluent sludge for use in mortars: A sustainability perspective. J. Clean. Prod. 2018, 192, 335–346. [Google Scholar] [CrossRef]
- Hammes, G.; De Souza, E.D.; Rodriguez, C.M.T.; Millan, R.H.R.; Herazo, J.C.M. Evaluation of the reverse logistics performance in civil construction. J. Clean. Prod. 2020, 248, 119212. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Marvila, M.T.; da Silva Barroso, L.; Zanelato, E.B.; Alexandre, J.; de Castro Xavier, G.; Monteiro, S. Effect of Granite Residue Incorporation on the Behavior of Mortars. Materials 2019, 12, 1449. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Morales, L.; Garzón, E.; Romero, E.; Sánchez-Soto, P. Microbiological induced carbonate (CaCO3) precipitation using clay phyllites to replace chemical stabilizers (cement or lime). Appl. Clay Sci. 2019, 174, 15–28. [Google Scholar] [CrossRef]
- Ribeiro, D.; De Morais, G.A.T.; Júnior, A.C.L. Research on coating technology with wet-process sprayed mortar: Waste and productivity. Gest. Prod. 2020, 27, 198. [Google Scholar] [CrossRef]
- Melo, J.P.; Medina, N.F.; Aguilar, A.S.; Olivares, F.H. Rheological and thermal properties of aerated sprayed mortar. Constr. Build. Mater. 2017, 154, 275–283. [Google Scholar] [CrossRef]
- Montani, C. Marble and Stones in the World, XXXI Report Italy; Aldus Casa di Edizioni in Carrara: Carrara, Italy, 2020. [Google Scholar]
- Allam, M.E.; Bakhoum, E.S.; Garas, G.L. Re-Use of Granite Sludge in Producing Green Concrete. J. Eng. Appl. Sci. 2014, 9, 2731–2737. [Google Scholar]
- Li, L.G.; Huang, Z.H.; Tan, Y.P.; Kwan, A.K.H.; Liu, F. Use of marble dust as paste replacement for recycling waste and improving durability and dimensional stability of mortar. Constr. Build. Mater. 2018, 166, 423–432. [Google Scholar] [CrossRef]
- Ashish, D.K. Concrete made with waste marble powder and supplementary cementitious material for sustainable development. J. Clean. Prod. 2019, 211, 716–729. [Google Scholar] [CrossRef]
- Mehta, A.; Ashish, D.K. Silica fume and waste glass in cement concrete production: A review. J. Build. Eng. 2020, 29, 100888. [Google Scholar] [CrossRef]
- Angelin, A.F.; Lintz, R.C.C.; Barbosa, L.A.G. Fresh and hardened properties of self-compacting concrete modified with lightweight and recycled aggregates. Rev. IBRACON Estrut. Mater. 2018, 11, 76–94. [Google Scholar] [CrossRef]
- MSME. 2016. Available online: https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwjn987V0Kb3AhVNmVYBHYQTClwQFnoECA8QAQ&url=https%3A%2F%2Fmsme.gov.in%2Fsites%2Fdefault%2Ffiles%2FMSME_at_a_GLANCE_2016_Final.pdf&usg=AOvVaw0neRgacSfYiNGyl3OzaWTo (accessed on 2 March 2022).
- Arce, C.; Garzón, E.; Sánchez-Soto, P.J. Phyllite clays as raw materials replacing cement in mortars: Properties of new impermeabilizing mortars. Constr. Build. Mater. 2019, 224, 348–358. [Google Scholar] [CrossRef]
- de Oliveira, T.F.; Beck, M.H.; Escosteguy, P.V.; Bortoluzzi, E.C.; Modolo, M.L. The effect of the substitution of hydrated lime with phyllite on mortar quality. Appl. Clay Sci. 2015, 105–106, 113–117. [Google Scholar] [CrossRef]
- de Azeredo Melo, L.G.; Thaumaturgo, C. Filito: Um material estratégico para fabricação de novos cimentos. Rev. Mil. Ciência Tecnol. Jan. 2012, 29, 10–24. [Google Scholar]
- Corinaldesi, V.; Moriconi, G.; Naik, T.R. Characterization of marble powder for its use in mortar and concrete. Constr. Build. Mater. 2010, 24, 113–117. [Google Scholar] [CrossRef]
- Singh, M.; Choudhary, K.; Srivastava, A.; Sangwan, K.S.; Bhunia, D. A study on environmental and economic impacts of using waste marble powder in concrete. J. Build. Eng. 2017, 13, 87–95. [Google Scholar] [CrossRef]
- Amaral, L.F.; Girondi Delaqua, G.C.; Nicolite, M.; Marvila, M.T.; de Azevedo, A.R.G.; Alexandre, J.; Fontes Vieira, C.M.; Monteiro, S.N. Eco-friendly mortars with addition of ornamental stone waste—A mathematical model approach for granulometric optimization. J. Clean. Prod. 2020, 248, 119283. [Google Scholar] [CrossRef]
- Leite, F.R.; Antunes, M.L.P.; Silva, D.A.L.; Rangel, E.C.; da Cruz, N.C. An ecodesign method application at the experimental stage of construction materials development: A case study in the production of mortar made with ornamental rock wastes. Constr. Build. Mater. 2021, 293, 123505. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Alexandre, J.; Zanelato, E.B.; Marvila, M.T. Influence of incorporation of glass waste on the rheological properties of adhesive mortar. Constr. Build. Mater. 2017, 148, 359–368. [Google Scholar] [CrossRef]
- ABNT NBR 16697; Cimento Portland—Requisitos, ABNT. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2011.
- NBR 7211:2009; Agregados Para Concreto—Especificação, Rio Janeiro. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2009.
- Vardhan, K.; Goyal, S.; Siddique, R.; Singh, M. Mechanical properties and microstructural analysis of cement mortar incorporating marble powder as partial replacement of cement. Constr. Build. Mater. 2015, 96, 615–621. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Costa, A.M.; Cecchin, D.; Marvila, M.T.; Adesina, A. Economic potential comparative of reusing different industrial solid wastes in cementitious composites: A case study in Brazil. Environ. Dev. Sust. 2022, 24, 5938–5961. [Google Scholar] [CrossRef]
- Garzón, E.G.; Ruíz-Conde, A.; Sánchez-Soto, P.J. Multivariate Statistical Analysis of Phyllite Samples Based on Chemical (XRF) and Mineralogical Data by XRD. Am. J. Anal. Chem. 2012, 3, 347–363. [Google Scholar] [CrossRef] [Green Version]
- N. NM248, NBR NM 248; Agregados—Determinação da Composição Granulométrica, Test. ABNT—Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2003.
- NBR 13276; Argamassa Para Assentamento e Revestimento de Paredes e Tetos—Determinação do Índice de Consistência. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2016.
- Cardoso, F.A.; Grandes, F.A.; Sakano, V.K.; Rego, A.C.A.; Lofrano, F.C.; John, V.M.; Pileggi, R.G. Experimental Developments of the Squeeze Flow Test for Mortars. In RILEM Bookseries; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2019; pp. 182–190. [Google Scholar]
- ABNT, NBR 13278; Argamassa Para Assentamento e Revestimento de Paredes e Tetos—Determinação da Densidade de Massa e do Teor de ar Incorporado. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2005.
- ABNT, ABNT NBR 13277; Argamassa Para Assentamento e Revestimento de Paredes e Tetos—Determinação da Retenção de Água. ABNT—Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2005.
- Engmann, J.; Servais, C.; Burbidge, A. Squeeze flow theory and applications to rheometry: A review. J. Non-Newton. Fluid Mech. 2005, 132, 1–27. [Google Scholar] [CrossRef]
- Campanella, O.H.; Peleg, M. Squeezing Flow Viscosimetry of Peanut Butter. J. Food Sci. 1987, 52, 180–184. [Google Scholar] [CrossRef]
- Piasta, W.; Sikora, H. Effect of air entrainment on shrinkage of blended cements concretes. Constr. Build. Mater. 2015, 99, 298–307. [Google Scholar] [CrossRef] [Green Version]
- Kamani, M.; Ajalloeian, R. The effect of rock crusher and rock type on the aggregate shape. Constr. Build. Mater. 2020, 230, 117016. [Google Scholar] [CrossRef]
- Hendrickx, R.; Roels, S.; Van Balen, K. Measuring the water capacity and transfer properties of fresh mortar. Cem. Concr. Res. 2010, 40, 1650–1655. [Google Scholar] [CrossRef]
- ABNT, NBR 13279; Argamassa Para Assentamento e Revestimento de Paredes e Tetos—Determinação da Resistência à Tração na Flexão e à Compressão. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2005.
- ABNT, NBR 9778; Argamassa e Concreto Endurecidos—Determinação da Absorção de Água, Índice de Vazios e Massa Específica. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2005.
- ABNT, NBR 15259; Argamassa Para Assentamento e Revestimento de Paredes e Tetos—Determinação da Absorção de Água por Capilaridade e do Coeficiente de Capilaridade. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2005.
- ABNT, NBR 13529; Revestimento de Paredes e Tetos de Argamassas Inorgânicas—Terminologia. Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2013.
- ABNT NBR 15261:2005; Argamassa Para Assentamento e Revestimento de Paredes e Tetos—Determinação da Variação Dimensional (Retratação ou Expansão linear) (n.d.). Associação Brasileira de Normas Técnicas: São Paulo, Brazil, 2005.
- Penev, D.; Kawamura, M. Moisture diffusion in soil-cement mixtures and compacted lean concrete. Cem. Concr. Res. 1991, 21, 137–146. [Google Scholar] [CrossRef]
- ABNT, NBR NM 52; Agregados Miúdo—Determinação da Massa Específica e Massa Específica Aparente, Abnt Nbr Mn 52. ABNT—Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2003.
- Romano, R.C.d.O.; Seabra, M.A.; John, V.M.; Pileggi, R.G. Caracterização reológica de suspensões cimentíacute;cias mistas com cales ou filitos TT—Rheological characterization of cementitious suspensions mixed with lime or phyllites. Ambiente Construído 2014, 14, 75–84. [Google Scholar] [CrossRef] [Green Version]
- Amaral, L.F.; Vieira, C.M.F.; Delaqua, G.C.G.; Nicolite, M. Evaluation of Phyllite and Sand in the Heavy Clay Body Composition. In Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2018; Volume 912, pp. 55–59. [Google Scholar] [CrossRef]
- Santos, M.M.A.; Destefani, A.; Holanda, J. Caracterização de resíacute;duos de rochas ornamentais provenientes de diferentes processos de corte e beneficiamento. Rev. Matéria 2013, 18, 1442–1450. [Google Scholar] [CrossRef] [Green Version]
- Cho, J.-S.; Moon, K.-Y.; Choi, M.-K.; Cho, K.-H.; Ahn, J.-W.; Yeon, K.-S. Performance improvement of local Korean natural hydraulic lime-based mortar using inorganic by-products. Korean J. Chem. Eng. 2017, 34, 1385–1392. [Google Scholar] [CrossRef]
- Lozano-Lunar, A.; Dubchenko, I.; Bashynskyi, S.; Rodero, A.; Fernández, J.M.; Jiménez, J.R. Performance of self-compacting mortars with granite sludge as aggregate. Constr. Build. Mater. 2020, 251, 118998. [Google Scholar] [CrossRef]
- Min, B.H.; Erwin, L.; Jennings, H.M. Rheological behaviour of fresh cement paste as measured by squeeze flow. J. Mater. Sci. 1994, 29, 1374–1381. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry; Thomas Telford: London, UK, 1997. [Google Scholar]
- García-Cuadrado, J.; Rodríguez, A.; Cuesta, I.; Calderón, V.; Gutiérrez-González, S. Study and analysis by means of surface response to fracture behavior in lime-cement mortars fabricated with steelmaking slags. Constr. Build. Mater. 2017, 138, 204–213. [Google Scholar] [CrossRef]
- Ashish, D.K. Feasibility of waste marble powder in concrete as partial substitution of cement and sand amalgam for sustainable growth. J. Build. Eng. 2018, 15, 236–242. [Google Scholar] [CrossRef]
- Adhikary, S.K.; Rudžionis, Ž.; Tučkutė, S.; Ashish, D.K. Effects of carbon nanotubes on expanded glass and silica aerogel based lightweight concrete. Sci. Rep. 2021, 11, 2104. [Google Scholar] [CrossRef]
- ASTM C270; Standard Specification for Mortar for Unit Masonry. ASTM International: West Conshohocken, PA, USA, 2017.
- Marvila, M.T.; Alexandre, J.; De Azevedo, A.R.G.; Zanelato, E.B. Evaluation of the use of marble waste in hydrated lime cement mortar based. J. Mater. Cycles Waste Manag. 2019, 21, 1250–1261. [Google Scholar] [CrossRef]
- Marvila, M.T.; Alexandre, J.; Azevedo, A.R.G.; Zanelato, E.B.; Xavier, G.C.; Monteiro, S.N. Study on the replacement of the hydrated lime by kaolinitic clay in mortars. Adv. Appl. Ceram. 2019, 118, 373–380. [Google Scholar] [CrossRef]
- Barrios, A.M.; Vega, D.F.; Martínez, P.S.; Atanes-Sánchez, E.; Fernández, C.M. Study of the properties of lime and cement mortars made from recycled ceramic aggregate and reinforced with fibers. J. Build. Eng. 2021, 35, 102097. [Google Scholar] [CrossRef]
- Morón, A.; Ferrández, D.; Saiz, P.; Vega, G.; Morón, C. Influence of Recycled Aggregates on the Mechanical Properties of Synthetic Fibers-Reinforced Masonry Mortars. Infrastructures 2021, 6, 84. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Alexandre, J.; Xavier, G.D.C.; França, F.C.C.; Silva, F.D.A.; Monteiro, S.N. Addition of Paper Sludge Waste into Lime for Mortar Production. In Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2015; Volume 820, pp. 609–614. [Google Scholar] [CrossRef]
- Ashish, D.K.; Verma, S.K.; Kumar, R.; Sharma, N. Properties of concrete incorporating sand and cement with waste marble powder. Adv. Concr. Constr. 2016, 4, 145–160. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Building Material | Quantity (ton) | Price (U$) | Average Price |
|---|---|---|---|---|
| Hydrated lime CH III | 1 | 1 | 80.00 | 90.00 |
| 2 | 1 | 92.00 | ||
| 3 | 1 | 98.00 | ||
| Ornamental rock waste | - | 1 1.5 | 14.70 | 14.70 |
| Sample | Consistency Index | Water/Dry Materials | Additive (%) |
|---|---|---|---|
| Hydrated lime | 310 | 0.189 | 1.0 |
| R01 | 314 | 0.199 | 1.0 |
| R02 | 310 | 0.197 | 1.2 |
| R03 | 315 | 0.192 | 1.3 |
| Parameters | Samples | |||
|---|---|---|---|---|
| R01 | R02 | R03 | Hydrated lime | |
| Density mass (g/cm3) | 1.954 | 1.971 | 1.963 | 1.366 |
| Incorporated air content (%) | 9.35 | 8.67 | 8.93 | 9.50 |
| Water retention (%) | 92.259 | 91.154 | 91.935 | 97.000 |
| Sample | Water Absorption by Immersion (%) | Voids Content (%) | Capillarity Coefficient (g/dm2·√min) |
|---|---|---|---|
| R01 | 16.942 | 17.529 | 5.452 |
| R02 | 17.054 | 17.857 | 5.846 |
| R03 | 16.002 | 16.924 | 4.767 |
| Hydrated Lime | 15.350 | 16.599 | 6.800 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paes, A.L.; Alexandre, J.; Xavier, G.d.C.; Monteiro, S.N.; de Azevedo, A.R.G. Feasibility Analysis of Mortar Development with Ornamental Rock Waste for Coating Application by Mechanized Projection. Sustainability 2022, 14, 5101. https://doi.org/10.3390/su14095101
Paes AL, Alexandre J, Xavier GdC, Monteiro SN, de Azevedo ARG. Feasibility Analysis of Mortar Development with Ornamental Rock Waste for Coating Application by Mechanized Projection. Sustainability. 2022; 14(9):5101. https://doi.org/10.3390/su14095101
Chicago/Turabian StylePaes, Ana Luiza, Jonas Alexandre, Gustavo de Castro Xavier, Sérgio Neves Monteiro, and Afonso Rangel Garcez de Azevedo. 2022. "Feasibility Analysis of Mortar Development with Ornamental Rock Waste for Coating Application by Mechanized Projection" Sustainability 14, no. 9: 5101. https://doi.org/10.3390/su14095101