
Finite Element Analysis of the Structure and Working Principle of Solid-State Shear Milling (S3M) Equipment

Abstract
:1. Introduction
2. Experimental
2.1. Materials
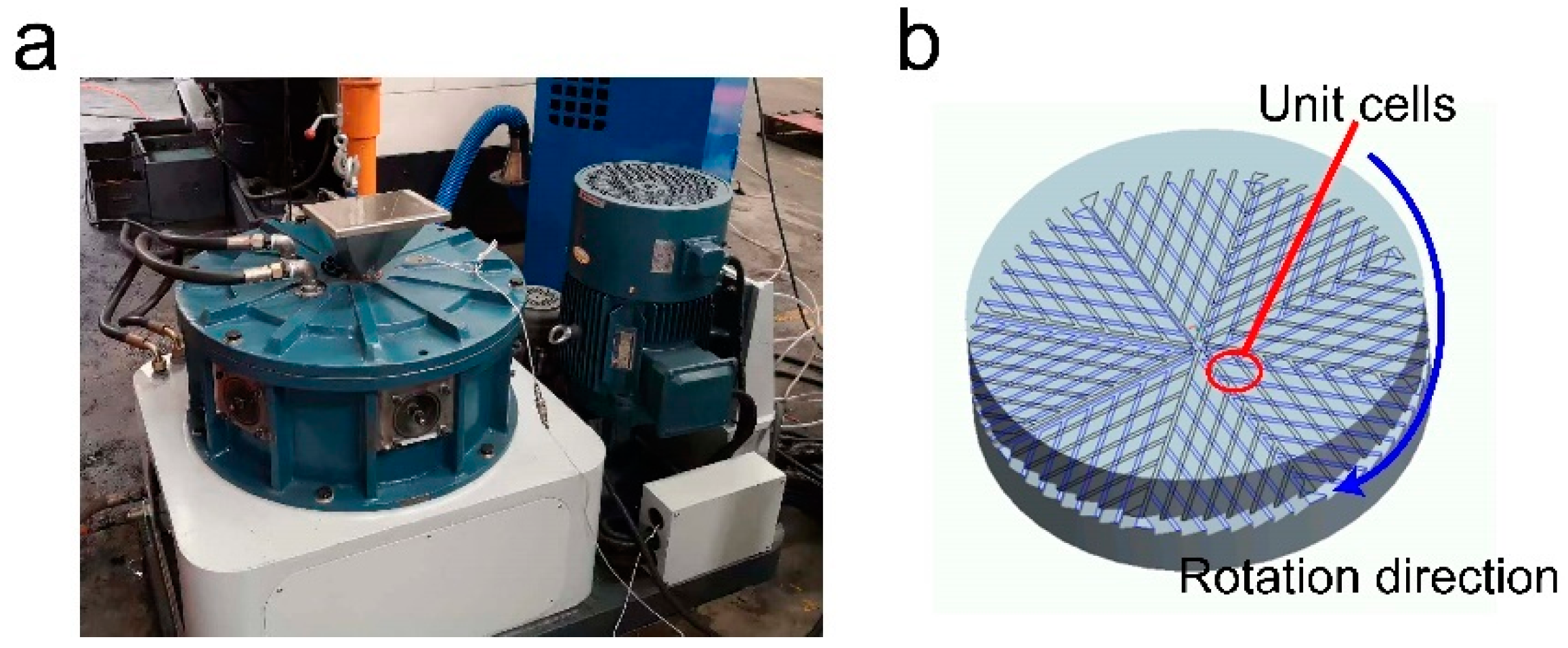
2.2. S3M Processing of the Samples
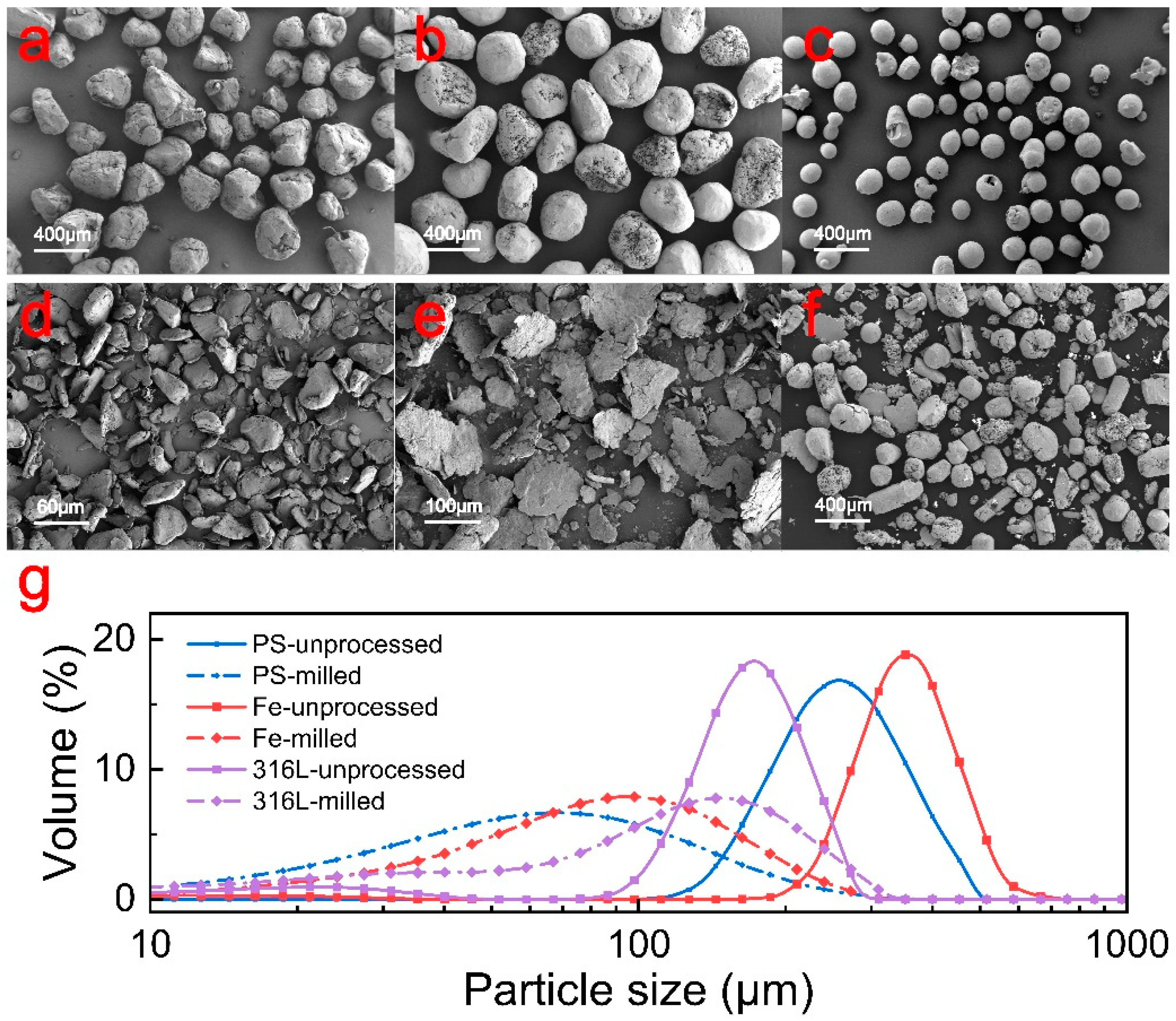
2.3. Characterization
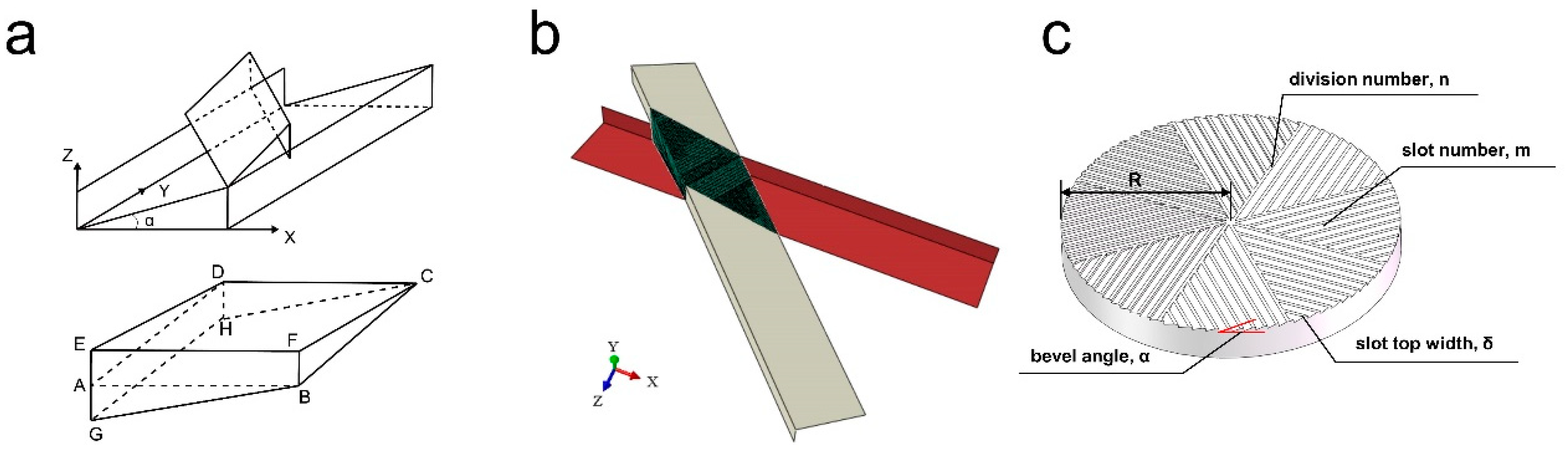
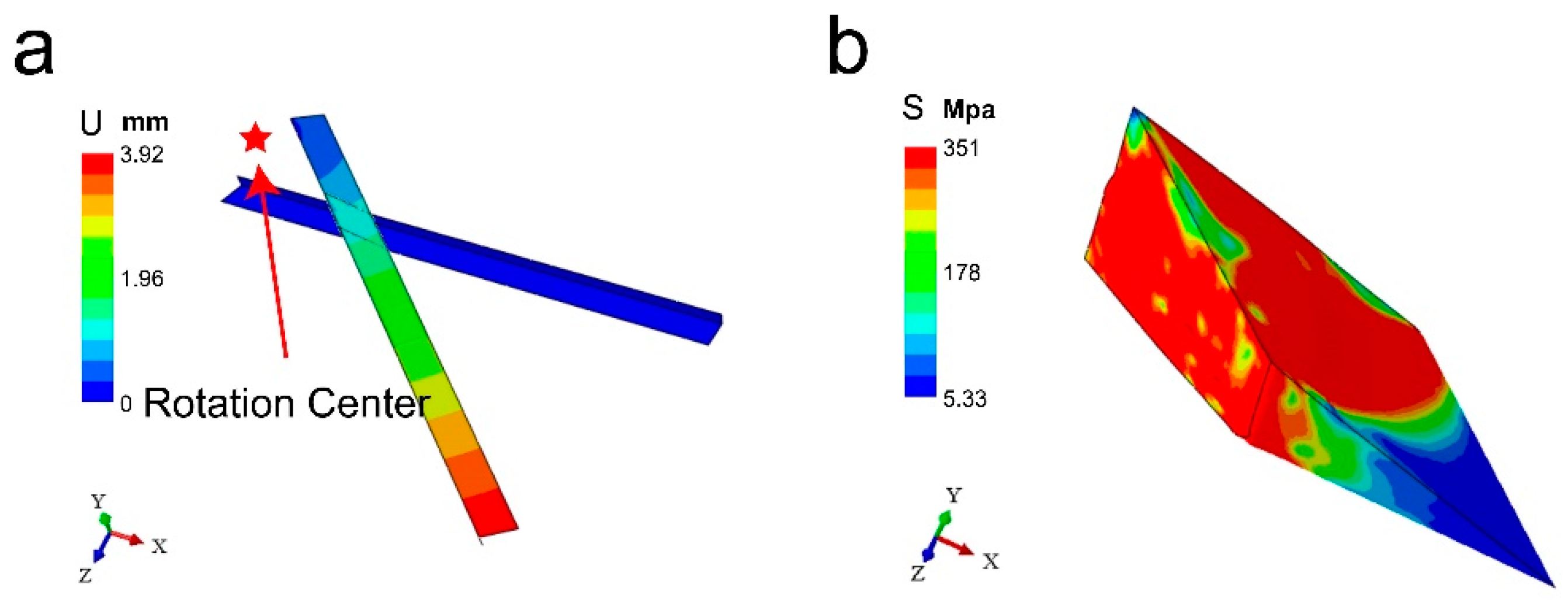
2.4. Modelling
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lepareux-Couturier, S.; Selsing, L. Complex dressing patterns on grinding surfaces of rotary querns and millstones from Antiquity in the Paris Basin, France: State of research and perspectives, Seen through a millstone. In Proceedings of the Bergen Conference. AmS-Skr. 2014, 24, 149–158. [Google Scholar]
- Wang, Q.; Cao, J.; Li, G.; Xu, X. Interactions between titanium oxide and polystyrene during the pan-milling process. Polym. Int. 1996, 41, 245–249. [Google Scholar] [CrossRef]
- Bui, T.B.C.; Kokawa, M.; Tran, T.T.; Nosaki, S.; Miura, K.; Kitamura, Y. Simultaneous stone-milling and extraction enables efficient one-step extraction of hard plant materials. Innov. Food Sci. Emerg. Technol. 2022, 80, 103096. [Google Scholar] [CrossRef]
- Li, Y.; Wang, F.; Zhang, B.; Deng, J.; Fu, R.; He, Q.; Ma, X. A novel discrete-edge ball end milling cutter: Suitable for milling weakly rigid curved CFRP parts. J. Mater. Process. Technol. 2023, 317, 117996. [Google Scholar] [CrossRef]
- Wu, H.; Sun, X.; Zhang, W.; Zhang, X.; Lu, C. Effect of solid-state shear milling on the physicochemical properties of thermally conductive low-temperature expandable graphite/low-density polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2013, 55, 27–34. [Google Scholar] [CrossRef]
- Zhang, Y.; Pontikes, Y.; Lessard, L.; van Vuure, A.W. Recycling and valorization of glass fibre thermoset composite waste by cold incorporation into a sustainable inorganic polymer matrix. Compos. Part B Eng. 2021, 223, 109120. [Google Scholar] [CrossRef]
- Xu, X.; Wang, Q.; Kong, X.; Zhang, X.; Huang, J. Pan mill type equipment designed for polymer stress reactions: Theoretical analysis of structure and milling process of equipment. Plast. Rubber Compos. Process. Appl. 1996, 25, 152–158. [Google Scholar]
- Ostwald, W. Lehrbuch der allgemeinen Chemie: In 2 Bänden. 1. Stöchiometrie; Engelmann: Berlin, Germany, 1885. [Google Scholar]
- Palaniandy, S.; Azizli, K.A.M.; Hussin, H.; Hashim, S.F.S. Mechanochemistry of silica on jet milling. J. Mater. Process. Technol. 2008, 205, 119–127. [Google Scholar] [CrossRef]
- Peterson, G.I.; Choi, T.-L. The influence of polymer architecture in polymer mechanochemistry. Chem. Commun. 2021, 57, 6465–6474. [Google Scholar] [CrossRef]
- Deng, S.; Chen, R.; Duan, S.; Jia, Q.; Hao, X.; Zhang, L. Research progress on sustainability of key tire materials. SusMat 2023, 3, 581–608. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization behavior of poly(ε-caprolactone)/layered double hydroxide nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658–2667. [Google Scholar] [CrossRef]
- Zhang, W.; Liang, M.; Lu, C. Morphological and structural development of hardwood cellulose during mechanochemical pretreatment in solid state through pan-milling. Cellulose 2007, 14, 447–456. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, C.; Wang, Q. Solid-phase preparation of ultra-fine PA6 powder through pan-milling. Polym. Eng. Sci. 2001, 41, 1187–1195. [Google Scholar] [CrossRef]
- Lu, C.; Wang, Q. Preparation of ultrafine polypropylene/iron composite powders through pan-milling. J. Mater. Process. Technol. 2004, 145, 336–344. [Google Scholar] [CrossRef]
- Ao, N.J.; Wang, Q. Novel milling route for controlling structure and properties in SBS elastomer blends containing dispersed PA6 and PP particles. Plast. Rubber Compos. 2002, 31, 6–11. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, X.; Liang, M.; Lu, C. Mechanochemical preparation of surface-acetylated cellulose powder to enhance mechanical properties of cellulose-filler-reinforced NR vulcanizates. Compos. Sci. Technol. 2008, 68, 2479–2484. [Google Scholar] [CrossRef]
- Zeng, S.; Xu, D.; Yang, Q.; Zhang, H.; Zhao, H.; He, L. Mechanochemistry promoted in-situ compatibilization for highly toughened elastomer and super elastic foam. Compos. Part B Eng. 2022, 246, 110261. [Google Scholar] [CrossRef]
- Feng, Y.T.; Han, K.; Owen, D.R.J. Discrete element simulation of the dynamics of high energy planetary ball milling processes. Mater. Sci. Eng. A 2004, 375–377, 815–819. [Google Scholar] [CrossRef]
- Dundu, M. Evolution of stress–strain models of stainless steel in structural engineering applications. Constr. Build. Mater. 2018, 165, 413–423. [Google Scholar] [CrossRef]
- Tao, Z.; Wang, Z.-B.; Yu, Q. Finite element modelling of concrete-filled steel stub columns under axial compression. J. Constr. Steel Res. 2013, 89, 121–131. [Google Scholar] [CrossRef]
- Elguedj, T.; Gravouil, A.; Maigre, H. An explicit dynamics extended finite element method. Part 1: Mass lumping for arbitrary enrichment functions. Comput. Methods Appl. Mech. Eng. 2009, 198, 2297–2317. [Google Scholar] [CrossRef]
- Gravouil, A.; Elguedj, T.; Maigre, H. An explicit dynamics extended finite element method. Part 2: Element-by-element stable-explicit/explicit dynamic scheme. Comput. Methods Appl. Mech. Eng. 2009, 198, 2318–2328. [Google Scholar] [CrossRef]
- Yang, Y.; Gong, Y.; Li, C.; Wen, X.; Sun, J. Mechanical performance of 316 L stainless steel by hybrid directed energy deposition and thermal milling process. J. Mater. Process. Technol. 2021, 291, 117023. [Google Scholar] [CrossRef]
- Takeda, Y.; Kiattisaksri, C.; Aramaki, M.; Munetoh, S.; Furukimi, O. Effects of Specimen Thickness in Tensile Tests on Elongation and Deformation Energy for Industrially Pure Iron. ISIJ Int. 2017, 57, 1129–1137. [Google Scholar] [CrossRef]
- Jiao, Y.; Tibbits, A.; Gillman, A.; Hsiao, M.-S.; Buskohl, P.; Drummy, L.F.; Vaia, R.A. Deformation Behavior of Polystyrene-Grafted Nanoparticle Assemblies with Low Grafting Density. Macromolecules 2018, 51, 7257–7265. [Google Scholar] [CrossRef]
- Benito, J.A.; Jorba, J.; Manero, J.M.; Roca, A. Change of Young’s modulus of cold-deformed pure iron in a tensile test. Metall. Mater. Trans. A 2005, 36, 3317–3324. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Pentimalli, M.; Imperi, E.; Zaccagnini, A.; Padella, F. Nanostructured metal hydride—Polymer composite as fixed bed for sorption technologies. Advantages of an innovative combined approach by high-energy ball milling and extrusion techniques. Renew. Energy 2017, 110, 69–78. [Google Scholar] [CrossRef]
- Cayirli, S.; Gokcen, H.S.; Yuce, N. The impact of different stirrer designs and mill orientations on the grinding efficiency. Powder Technol. 2024, 438, 119577. [Google Scholar] [CrossRef]
- Ning-Jian, A.; Qi, W. Novel processing of PA-6/PP/SBS blends via solid-state mechanochemical method. J. Mater. Sci. Lett. 2002, 21, 1315–1317. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Numerical Values |
|---|---|
| Radius, R (mm) | 50 |
| Division number, n | 8 |
| Slot number, m | 10 |
| Slot top width, δ (mm) | 1 |
| Bevel angle, α (°) | 25 |
| Materials | Young’s Modulus (MPa) | Yield Strength (MPa) |
|---|---|---|
| Polystyrene | 3600 (Data from [26]) | 30.9 |
| Iron | 211,000 (Data from [27]) | 220 |
| 316L stainless steel | 200,000 (Data from [28]) | 220~170 |
| Particle Size (mesh) | Particle Size (mm) | Bevel Angle (°) | Slot Width (mm) | Slot Depth (mm) | Slot Ramp Length (mm) | Rib Width (mm) |
|---|---|---|---|---|---|---|
| 2 | 8 | 35 | 10.97 | 7.68 | 13.40 | 70 |
| 5 | 3.9 | 35 | 5.53 | 3.75 | 6.53 | 24.46 |
| 8 | 2.4 | 35 | 3.29 | 2.31 | 4.02 | 14.88 |
| 10 | 1.7 | 35 | 2.33 | 1.63 | 2.85 | 9.26 |
| 20 | 0.83 | 35 | 1.14 | 0.80 | 1.39 | 7.26 |
| 30 | 0.55 | 35 | 0.75 | 0.53 | 0.92 | 4.81 |
| 40 | 0.38 | 35 | 0.52 | 0.36 | 0.64 | 3.33 |
| 50 | 0.27 | 35 | 0.37 | 0.26 | 0.45 | 2.36 |
| 80 | 0.18 | 35 | 0.25 | 0.17 | 0.30 | 1.58 |
| 100 | 0.15 | 35 | 0.21 | 0.14 | 0.25 | 1.31 |
| 150 | 0.106 | 35 | 0.15 | 0.10 | 0.18 | 0.93 |
| 200 | 0.075 | 35 | 0.10 | 0.07 | 0.13 | 0.66 |
| 300 | 0.048 | 35 | 0.07 | 0.05 | 0.08 | 0.42 |
| 500 | 0.025 | 35 | 0.03 | 0.02 | 0.04 | 0.22 |
| 600 | 0.023 | 35 | 0.03 | 0.02 | 0.04 | 0.2 |
| 800 | 0.018 | 35 | 0.02 | 0.02 | 0.03 | 0.16 |
| 1000 | 0.013 | 35 | 0.02 | 0.01 | 0.02 | 0.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, L.; Wang, C.; Duan, R.; Zhou, Z.; Lu, C. Finite Element Analysis of the Structure and Working Principle of Solid-State Shear Milling (S3M) Equipment. Materials 2024, 17, 4210. https://doi.org/10.3390/ma17174210
Wei L, Wang C, Duan R, Zhou Z, Lu C. Finite Element Analysis of the Structure and Working Principle of Solid-State Shear Milling (S3M) Equipment. Materials. 2024; 17(17):4210. https://doi.org/10.3390/ma17174210
Chicago/Turabian StyleWei, Lingfei, Chao Wang, Ruoxuan Duan, Zehang Zhou, and Canhui Lu. 2024. "Finite Element Analysis of the Structure and Working Principle of Solid-State Shear Milling (S3M) Equipment" Materials 17, no. 17: 4210. https://doi.org/10.3390/ma17174210