
Restoration of Strength in Polyamide Woven Glass Fiber Organosheets by Hot Pressing: Case Study of Impact and Compression after Impact
 , , and
, , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
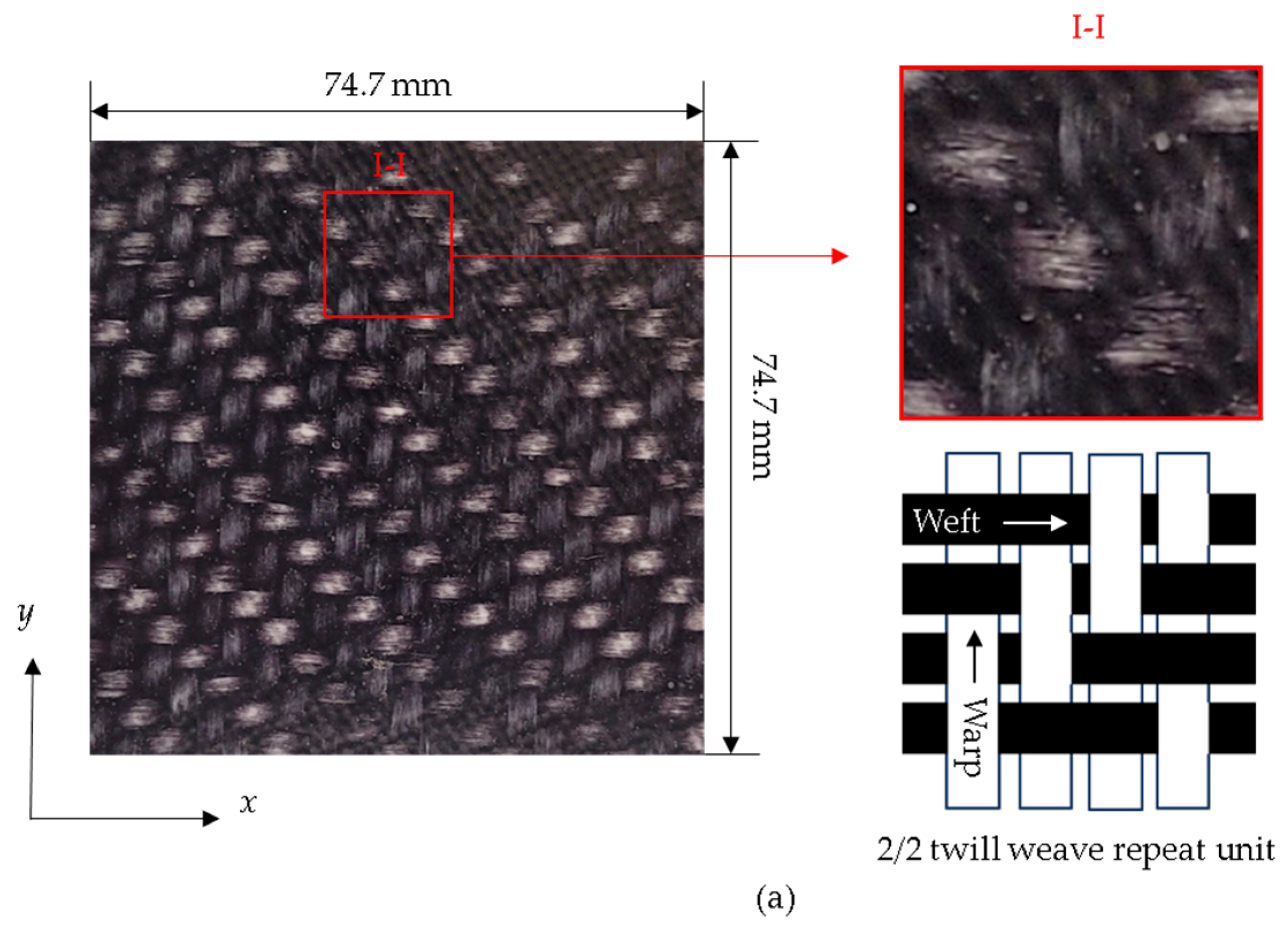
2.1. Materials and Impact Test Specimens
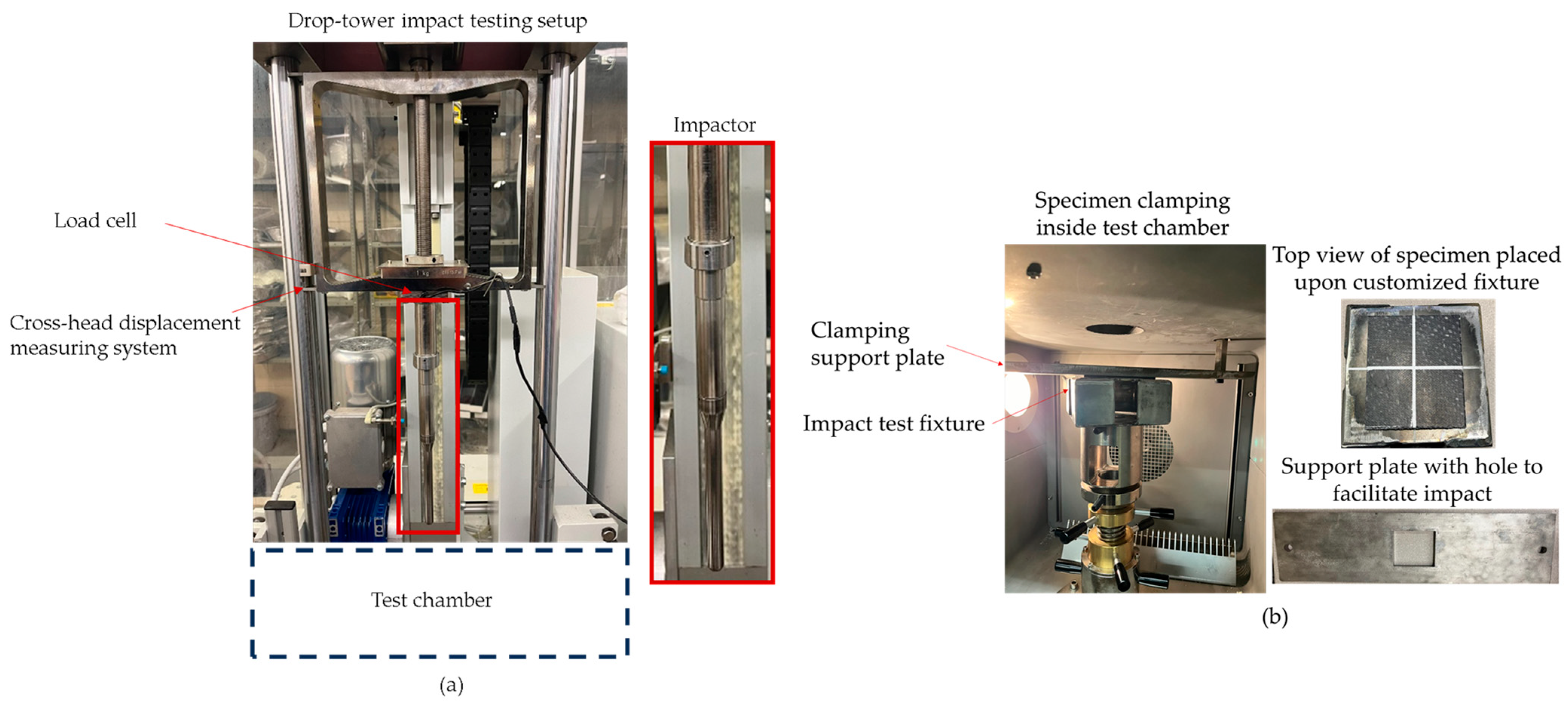
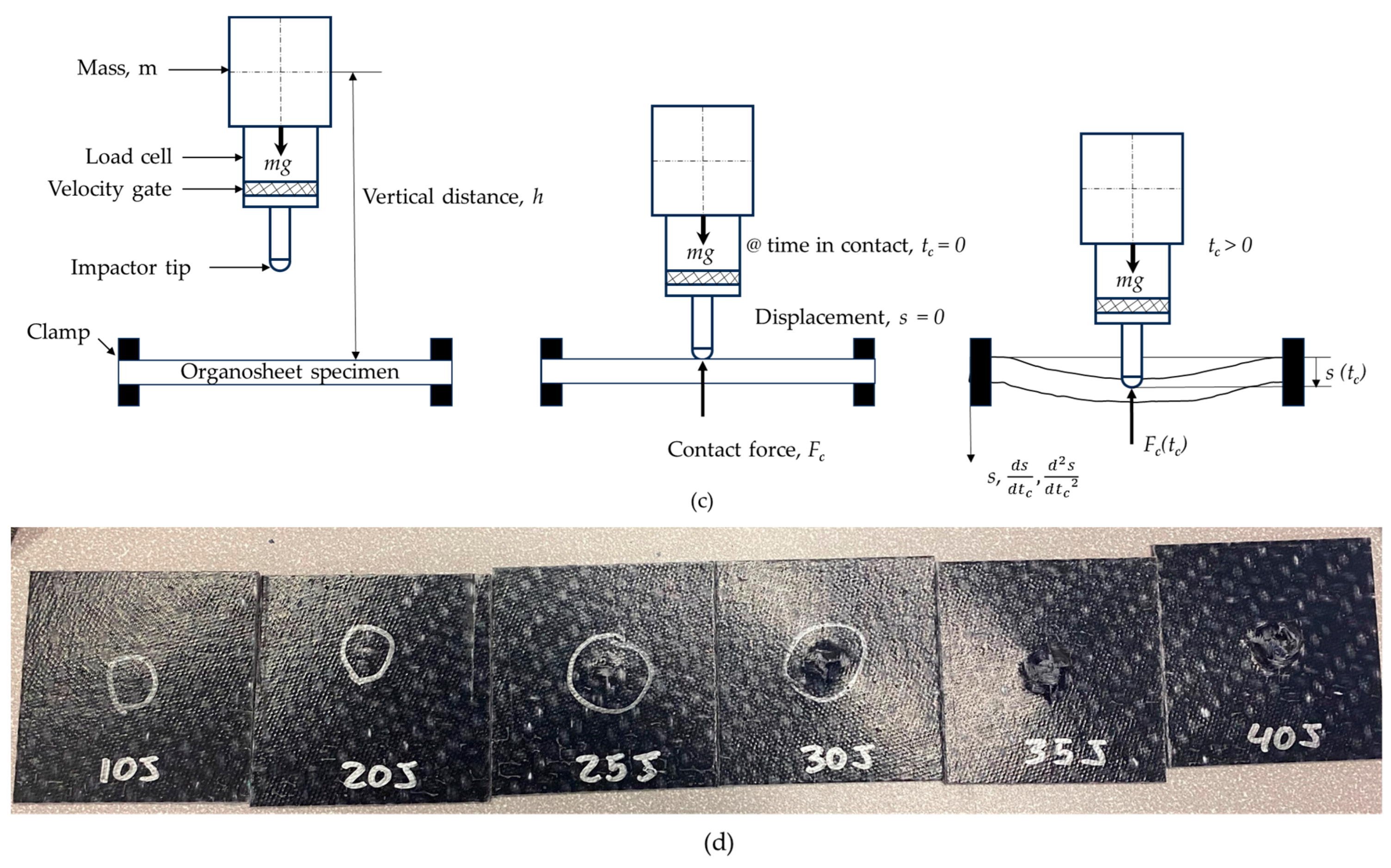
2.2. Drop-Tower Impact Test
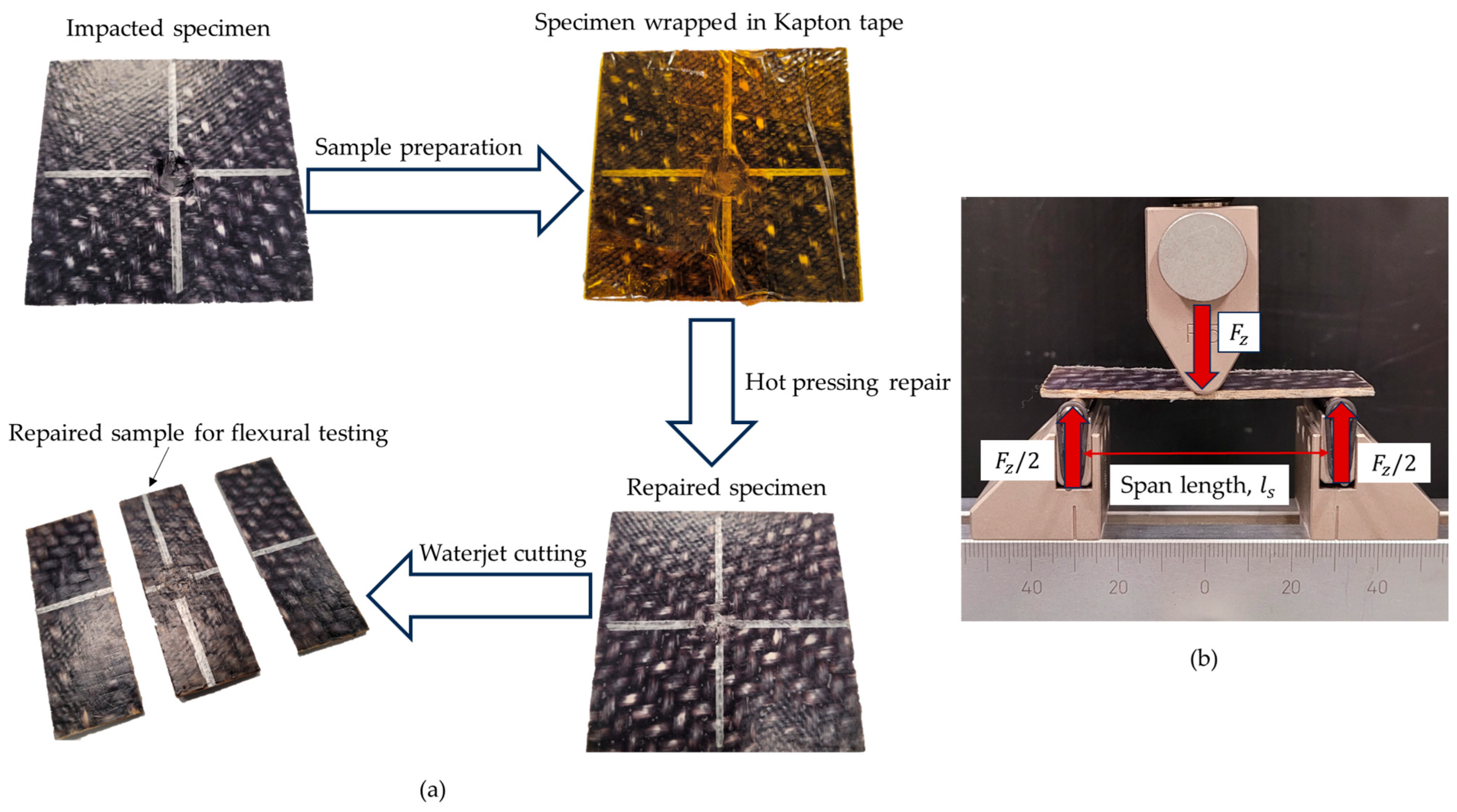
2.3. Post Impact Hot-Pressing Repair
2.4. Flexural Tests to Assess Fusion Bonding Repair Effectiveness
2.5. Compression-after-Impact Testing
3. Results
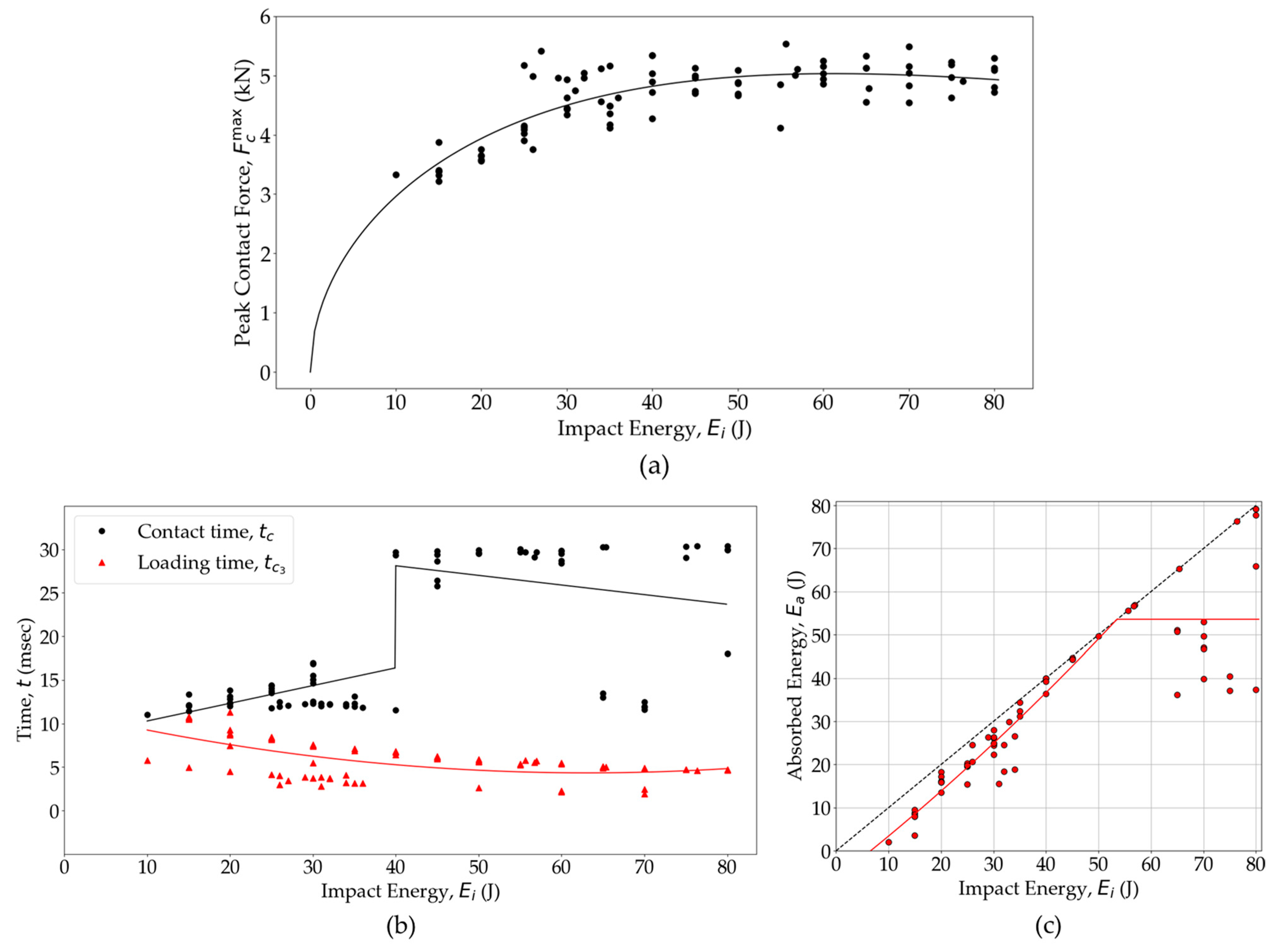
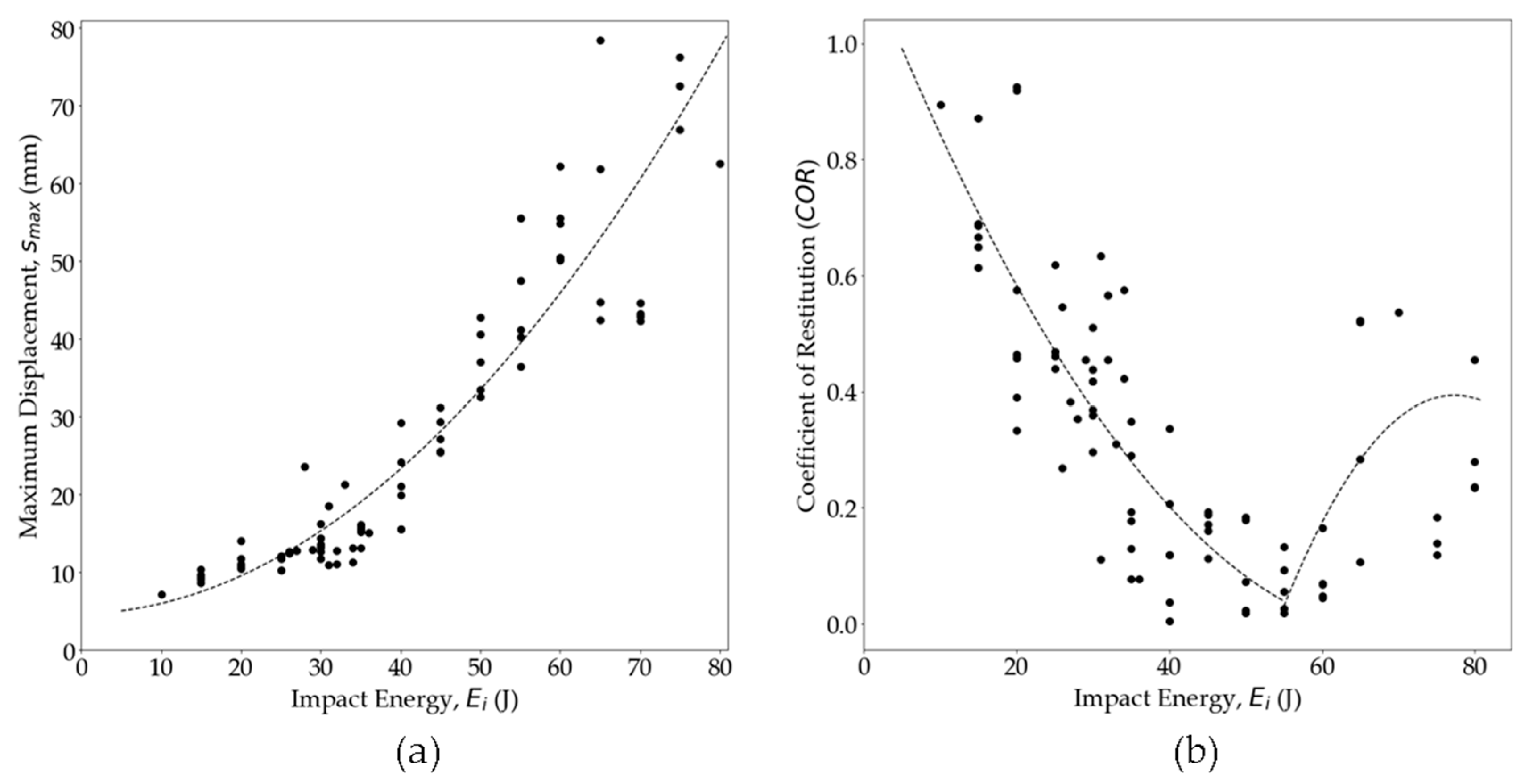
3.1. Impact Response of the Woven OS Panel
3.2. Post-Impact Strength Evaluation
3.3. Repair Effectiveness Assessment
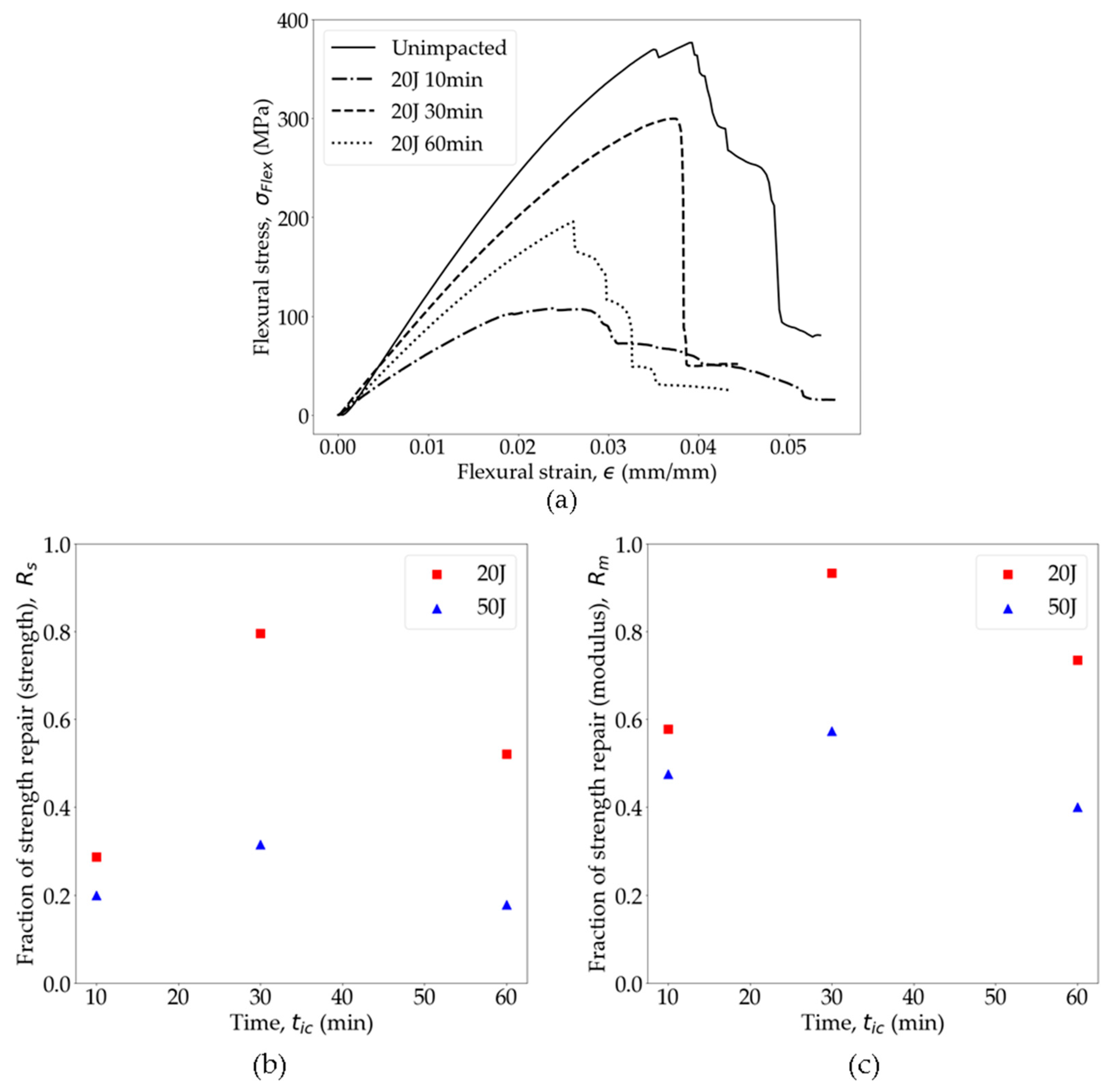
3.3.1. Effect of Hot-Pressing Time on Impact Repair
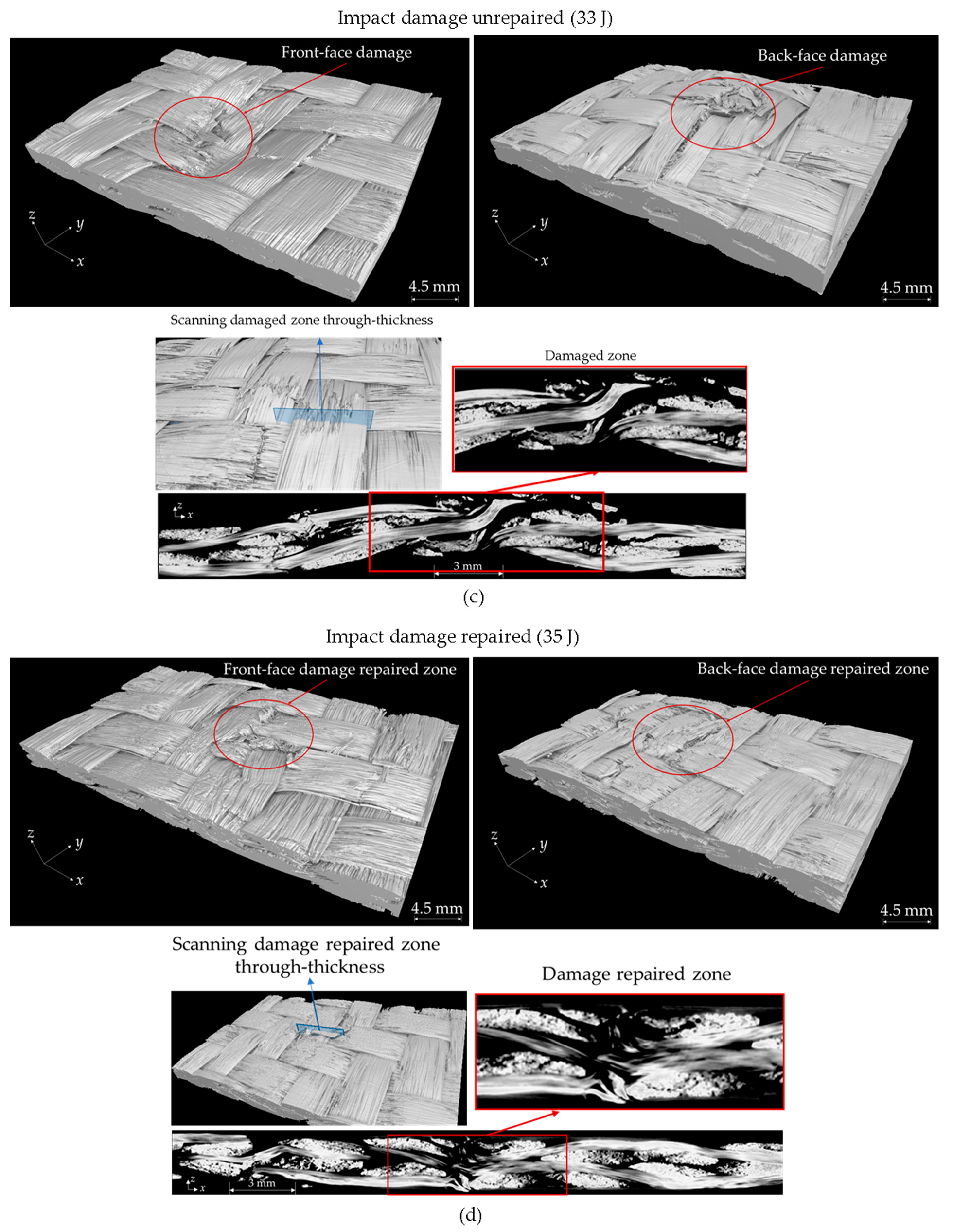
3.3.2. Micro-Computed Tomography (µ-CT) Scan of the Repaired Specimens
3.3.3. Post-Impact Strength Restoration
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Awais, H.; Nawab, Y.; Anjang, A.; Md Akil, H.; Zainol Abidin, M.S. Effect of Fabric Architecture on the Shear and Impact Properties of Natural Fibre Reinforced Composites. Compos. Part B Eng. 2020, 195, 108069. [Google Scholar] [CrossRef]
- Ivanov, D.S.; Lomov, S.V. Modelling the Structure and Behaviour of 2D and 3D Woven Composites Used in Aerospace Applications. In Polymer Composites in the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2015; pp. 21–52. ISBN 978-0-85709-523-7. [Google Scholar]
- Long, A.; Clifford, M. Composite Forming Mechanisms and Materials Characterisation. In Composites Forming Technologies; Elsevier: Amsterdam, The Netherlands, 2007; pp. 1–21. ISBN 978-1-84569-033-5. [Google Scholar]
- Zheng, B.; Gao, X.; Li, M.; Deng, T.; Huang, Z.; Zhou, H.; Li, D. Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming. Polymers 2019, 11, 966. [Google Scholar] [CrossRef] [PubMed]
- Shin, C.S.; Wang, C.M. A Comparison of As-Fatigue and Re-Consolidation Residual Properties for Notched Quasi-Isotropic [0/45/90/−45]2S and Cross-Ply [0/90]4S AS4/PEEK Composite Laminates. Compos. Part Appl. Sci. Manuf. 2002, 33, 1519–1528. [Google Scholar] [CrossRef]
- Wang, C.M.; Shin, C.S. Residual Properties of Notched [0/90]4S AS4/PEEK Composite Laminates after Fatigue and Re-Consolidation. Compos. Part B Eng. 2002, 33, 67–76. [Google Scholar] [CrossRef]
- Tarpani, J.R.; Canto, R.B.; Saracura, R.G.M.; Ibarra-Castanedo, C.; Maldague, X.P.V. Compression After Impact and Fatigue of Reconsolidated Fiber-Reinforced Thermoplastic Matrix Solid Composite Laminate. Procedia Mater. Sci. 2014, 3, 485–492. [Google Scholar] [CrossRef]
- Alam, S.; Saquib, M.N. Impact Analysis of a Composite Armor System. In Proceedings of the Volume 9: Mechanics of Solids, Structures, and Fluids, Salt Lake City, UT, USA, 11 November 2019; American Society of Mechanical Engineers: New York, NY, USA, 2019; p. V009T11A009. [Google Scholar]
- Saquib, M.N. Ballistic Impact on a Sandwich-Structured Composite Armor. Master’s Thesis, Texas A&M University-Kingsville, Kingsville, TX, USA, 2019. [Google Scholar]
- Saquib, M.N.; Larson, R.; Sattar, S.; Li, J.; Kravchenko, S.; Kravchenko, O. Experimental Validation of Reconstructed Microstructure via Deep Learning in Discontinuous Fiber Platelet Composite. J. Appl. Mech. 2023, 91, 041004. [Google Scholar] [CrossRef]
- Saquib, M.N.; Sattar, S.; Larson, R.; Li, J.; Kravchenko, S.G.; Kravchenko, O.G. Reconstruction of full fiber orientation distribution in molded composites using DEEP learning. In Proceedings of the SPE Automotive Composites Conference and Exhibition (ACCE), Novi, MI, USA, 6–8 September 2022. [Google Scholar]
- National Research Council. The Place for Thermoplastic Composites in Structural Components; The National Academies Press: Washington, DC, USA, 1987; 1AD. [Google Scholar]
- Béland, S. 5—Processing of Advanced Thermoplastic Composites. In High Performance Thermoplastic Resins and their Composites; Béland, S., Ed.; William Andrew Publishing: Oxford, UK, 1990; pp. 96–124. ISBN 978-0-8155-1278-3. [Google Scholar]
- Holmes, J.; Vlandis, G.; Stachurski, Z.; Das, R.; Compston, P. Failure Behaviour in Woven Thermoplastic Composites Subjected to Various Deformation Modes. Compos. Part Appl. Sci. Manuf. 2021, 146, 106410. [Google Scholar] [CrossRef]
- Béland, S. 4—Performance of Thermoplastic Based Composites. In High Performance Thermoplastic Resins and their Composites; Béland, S., Ed.; William Andrew Publishing: Oxford, UK, 1990; pp. 67–95. ISBN 978-0-8155-1278-3. [Google Scholar]
- Mohammad Nazmus, S.; Chaparro-Chavez, E.; Pedrazzoli, D.; Zhang, M.; Kravchenko, S.G.; Kravchenko, O.G. Restoration of Strength in Polyamide Woven Glass Fiber Organosheet After Impact Using Hot Pressing. In Proceedings of the SPE Automotive Composites Conference and Exhibition, Novi, MI, USA, 6 September 2023. [Google Scholar]
- Guillaud, N.; Froustey, C.; Dau, F.; Viot, P. Impact Response of Thick Composite Plates under Uniaxial Tensile Preloading. Compos. Struct. 2015, 121, 172–181. [Google Scholar] [CrossRef]
- de Freitas, M.; Silva, A.; Reis, L. Numerical Evaluation of Failure Mechanisms on Composite Specimens Subjected to Impact Loading. Compos. Part B Eng. 2000, 31, 199–207. [Google Scholar] [CrossRef]
- Zorer, E.; Özdemir, O.; Oztoprak, N. An Experimental Study on Low Velocity Impact Behavior of Thermoplastic Composites Repaired by Composite Patches. J. Compos. Mater. 2020, 54, 4515–4524. [Google Scholar] [CrossRef]
- Reyes, G.; Sharma, U. Modeling and Damage Repair of Woven Thermoplastic Composites Subjected to Low Velocity Impact. Compos. Struct. 2010, 92, 523–531. [Google Scholar] [CrossRef]
- Akil Hazizan, M.; Cantwell, W.J. The Low Velocity Impact Response of Foam-Based Sandwich Structures. Compos. Part B Eng. 2002, 33, 193–204. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Richardson, M.O.W. Low Velocity Impact Induced Damage Evaluation and Its Effect on the Residual Flexural Properties of Pultruded GRP Composites. Compos. Struct. 2007, 81, 195–201. [Google Scholar] [CrossRef]
- Barroeta Robles, J.; Dubé, M.; Hubert, P.; Yousefpour, A. Healing Study of Poly (Ether-Imide) and Poly Ether Ether Ketone Using Resin Films and a Parallel Plate Rheometer. Compos. Part Appl. Sci. Manuf. 2023, 174, 107736. [Google Scholar] [CrossRef]
- Barroeta Robles, J.; Dubé, M.; Hubert, P.; Yousefpour, A. Repair of Thermoplastic Composites: An Overview. Adv. Manuf. Polym. Compos. Sci. 2022, 8, 68–96. [Google Scholar] [CrossRef]
- Çalışkan, U.; Ekici, R.; Yildiz, E.; Apalak, M. A Study on Low-velocity Impact Performance of Notched GFRP Composites Repaired by Different Composite Patches: Experiment and Modeling. Polym. Compos. 2020, 41, 1323–1340. [Google Scholar] [CrossRef]
- Soutis, C.; Duan, D.-M.; Goutas, P. Compressive Behaviour of CFRP Laminates Repaired with Adhesively Bonded External Patches. Compos. Struct. 1999, 45, 289–301. [Google Scholar] [CrossRef]
- Robson, J.; Matthews, F.; Kinloch, A. The Strength of Composite Repair Patches: A Laminate Analysis Approach. J. Reinf. Plast. Compos. 1992, 11, 729–742. [Google Scholar] [CrossRef]
- Andrew, J.J.; Srinivasan, S.M.; Arockiarajan, A.; Dhakal, H.N. Parameters Influencing the Impact Response of Fiber-Reinforced Polymer Matrix Composite Materials: A Critical Review. Compos. Struct. 2019, 224, 111007. [Google Scholar] [CrossRef]
- Kaware, K.; Kotambkar, M. Low Velocity Impact Response and Influence of Parameters to Improve the Damage Resistance of Composite Structures/Materials: A Critical Review. Int. J. Crashworthiness 2022, 27, 1232–1256. [Google Scholar] [CrossRef]
- Liu, A.; Chen, Y.; Hu, J.; Wang, B.; Ma, L. Low-velocity Impact Damage and Compression after Impact Behavior of CF / PEEK Thermoplastic Composite Laminates. Polym. Compos. 2022, 43, 8136–8151. [Google Scholar] [CrossRef]
- Choi, H.Y.; Wu, H.-Y.T.; Chang, F.-K. A New Approach toward Understanding Damage Mechanisms and Mechanics of Laminated Composites Due to Low-Velocity Impact: Part II—Analysis. J. Compos. Mater. 1991, 25, 1012–1038. [Google Scholar] [CrossRef]
- Choi, H.Y.; Downs, R.J.; Chang, F.-K. A New Approach toward Understanding Damage Mechanisms and Mechanics of Laminated Composites Due to Low-Velocity Impact: Part I—Experiments. J. Compos. Mater. 1991, 25, 992–1011. [Google Scholar] [CrossRef]
- De Moura, M.F.S.F.; Marques, A.T. Prediction of Low Velocity Impact Damage in Carbon–Epoxy Laminates. Compos. Part Appl. Sci. Manuf. 2002, 33, 361–368. [Google Scholar] [CrossRef]
- De Moura, M.F.S.F.; Gonçalves, J.P.M.; Marques, A.T.; De Castro, P.M.S.T. Modeling Compression Failure after Low Velocity Impact on Laminated Composites Using Interface Elements. J. Compos. Mater. 1997, 31, 1462–1479. [Google Scholar] [CrossRef]
- Baker, A.A.; Kelly, D.; Dutton, S. Composite Materials for Aircraft Structures, 2nd ed.; AIAA education series; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2004; ISBN 978-1-56347-540-5. [Google Scholar]
- Siow, Y.P.; Shim, V.P.W. An Experimental Study of Low Velocity Impact Damage in Woven Fiber Composites. J. Compos. Mater. 1998, 32, 1178–1202. [Google Scholar] [CrossRef]
- Siva, I.; Shinde, A.; Sankar, I.; Selvan, C.P.; Sultan, M.T.H. Post Impact Behavior and Compression After Impact Properties of Polymers and Their Composites—A Review. In Impact Studies of Composite Materials; Hameed Sultan, M.T., Shah, A.U.M., Saba, N., Eds.; Composites Science and Technology; Springer: Singapore, 2021; pp. 47–55. ISBN 9789811613227. [Google Scholar]
- Yan, H.; Oskay, C.; Krishnan, A.; Xu, L.R. Compression-after-Impact Response of Woven Fiber-Reinforced Composites. Compos. Sci. Technol. 2010, 70, 2128–2136. [Google Scholar] [CrossRef]
- Ghelli, D.; Minak, G. Low Velocity Impact and Compression after Impact Tests on Thin Carbon/Epoxy Laminates. Compos. Part B Eng. 2011, 42, 2067–2079. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, H.; Feng, H.; Hu, M.; Chen, Z. Effect of Fiber Architecture on the Residual Strength of Laminate Glass Fiber-Reinforced Polymer Composites after Impact. Adv. Compos. Lett. 2020, 29, 2633366X1989791. [Google Scholar] [CrossRef]
- Shah, S.Z.H.; Megat-Yusoff, P.S.M.; Karuppanan, S.; Choudhry, R.S.; Ud Din, I.; Othman, A.R.; Sharp, K.; Gerard, P. Compression and Buckling after Impact Response of Resin-Infused Thermoplastic and Thermoset 3D Woven Composites. Compos. Part B Eng. 2021, 207, 108592. [Google Scholar] [CrossRef]
- Yin, T.; Rong, M.Z.; Wu, J.; Chen, H.; Zhang, M.Q. Healing of Impact Damage in Woven Glass Fabric Reinforced Epoxy Composites. Compos. Part Appl. Sci. Manuf. 2008, 39, 1479–1487. [Google Scholar] [CrossRef]
- Repair Technology. In Composite Materials for Aircraft Structures, 3rd ed.; AIAA Education Series; American Institute of Aeronautics and Astronautics, Inc.: Reston, VA, USA, 2016; pp. 595–642. ISBN 978-1-62410-326-1.
- Qiao, Y.; Fring, L.D.; Pallaka, M.R.; Simmons, K.L. A Review of the Fabrication Methods and Mechanical Behavior of Continuous Thermoplastic Polymer Fiber–Thermoplastic Polymer Matrix Composites. Polym. Compos. 2023, 44, 694–733. [Google Scholar] [CrossRef]
- Denny, A.; Ramos, J.; Simmons, K.; Roosendaal, T.; Kuang, W.; Qiao, Y.; Ko, S. Low-velocity impact performances of healed polymer fiber-reinforced plastics. In Proceedings of the SAMPE 2023, Madrid, Spain, 3–5 October 2023. [Google Scholar]
- Ko, S.; Qiao, Y.; Roosendaal, T.J.; Denny, A.C.; Ramos, J.L.; Kuang, W.; Shahwan, K.W.; Simmons, K.L. Low-velocity repeated impact behaviors of polymer fiber reinforced plastics (pfrps). In Proceedings of the American Society for Composites 2023, Woburn, MA, USA, 18–20 September 2023; Destech Publications, Inc.: Lancaster, PA, USA, 2023. [Google Scholar]
- Jogur, G.; Nawaz Khan, A.; Das, A.; Mahajan, P.; Alagirusamy, R. Impact Properties of Thermoplastic Composites. Text. Prog. 2018, 50, 109–183. [Google Scholar] [CrossRef]
- Peters, E.N. Engineering Thermoplastics—Materials, Properties, Trends. In Applied Plastics Engineering Handbook; Elsevier: Amsterdam, The Netherlands, 2017; pp. 3–26. ISBN 978-0-323-39040-8. [Google Scholar]
- Kayaaslan, M.; Coskun, T.; Unlu, U.M.; Sahin, O.S. Effects of Thickness, Fibre Orientation and Fabric Textile on the Low-Velocity Impact Performances of Thermoset and Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2023, 36, 4408–4429. [Google Scholar] [CrossRef]
- Kayaaslan, M.; Coskun, T.; Sahin, O.S.; Unlu, U.M.; Kadioglu, F. Mechanical and Dynamic Responses of Unidirectional/Woven Carbon Fiber Reinforced Thermoset and Thermoplastic Composites after Low Velocity Impact. Polym. Polym. Compos. 2022, 30, 096739112211196. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, J.; Fang, G.; Zhang, J.; Zhou, Z.; Wang, S. Influence of Temperature on the Impact Behavior of Woven-Ply Carbon Fiber Reinforced Thermoplastic Composites. Compos. Struct. 2018, 185, 435–445. [Google Scholar] [CrossRef]
- Strugala, G.; Landowski, M.; Zaremba, M.; Turowski, J.; Szkodo, M. Impact Resistance of Plain and Twill Fabric in GFRP Measured by Active Thermography. Adv. Compos. Lett. 2018, 27, 096369351802700. [Google Scholar] [CrossRef]
- Yang, C.-C.; Ngo, T.; Tran, P. Influences of Weaving Architectures on the Impact Resistance of Multi-Layer Fabrics. Mater. Des. 2015, 85, 282–295. [Google Scholar] [CrossRef]
- Jahan, I. Effect of Fabric Structure on the Mechanical Properties of Woven Fabrics. Adv. Res. Text. Eng. 2017, 2, 1018. [Google Scholar] [CrossRef]
- Sorrentino, L.; Silva De Vasconcellos, D.; D’Auria, M.; Tirillò, J.; Sarasini, F. Flexural and Low Velocity Impact Characterization of Thermoplastic Composites Based on PEN and High Performance Woven Fabrics. Polym. Compos. 2018, 39, 2942–2951. [Google Scholar] [CrossRef]
- Heer, N.; Ivanov, S.; Meirson, G.; Ugresic, V.; Henning, F.; Zhang, M.; Manville, J. Versatility of Long Fiber AP Nylon CR-6 Organosheet to Overcome Intrinsic Short Comings of Long Fiber Thermoplastics. In Proceedings of the SPE Automotive Composites Conference and Exhibition (ACCE), Virtual Conference, 9–11 September 2020. [Google Scholar]
- Sattar, S.; Beltran Laredo, B.; Pedrazzoli, D.; Zhang, M.; Kravchenko, S.G.; Kravchenko, O.G. Mechanical Behavior of Long Discontinuous Glass Fiber Nylon Composite Produced by In-Situ Polymerization. Compos. Part Appl. Sci. Manuf. 2022, 154, 106779. [Google Scholar] [CrossRef]
- Sattar, S.; Pedrazzoli, D.; Zhang, M.; Kravchenko, S.G.; Kravchenko, O.G. Notched Tensile Strength of Long Discontinuous Glass Fiber Reinforced Nylon Composite. Compos. Part Appl. Sci. Manuf. 2022, 163, 107217. [Google Scholar] [CrossRef]
- Sattar, S.; Bhagatji, J.D.; Nazmus Saquib, M.; Pedrazzoli, D.; Zhang, M.; Kravchenko, S.G.; Kravchenko, O.G. Influence of Flow-Induced Polymorphism and Fiber Morphology on Mechanical Behavior in Long Discontinuous Glass Fiber Polyamide Composites. Compos. Part Appl. Sci. Manuf. 2024, 185, 108353. [Google Scholar] [CrossRef]
- Bilisik, K.; Yolacan, G. Warp and Weft Directional Tensile Properties of Multistitched Biaxial Woven E-Glass/Polyester Composites. J. Text. Inst. 2014, 105, 1014–1028. [Google Scholar] [CrossRef]
- ISO 6603-2:2023(En); Plastics—Determination of Puncture Impact Behaviour of Rigid Plastics—Part 2: Instrumented Impact Testing. ISO: Geneva, Switzerland, 2023. Available online: https://www.iso.org/obp/ui/en/#iso:std:iso:6603:-2:ed-3:v1:en (accessed on 23 May 2024).
- Jakubczak, P.; Bieniaś, J.; Droździel, M. The Collation of Impact Behaviour of Titanium/Carbon, Aluminum/Carbon and Conventional Carbon Fibres Laminates. Thin-Walled Struct. 2020, 155, 106952. [Google Scholar] [CrossRef]
- Kravchenko, S.G.; Volle, C.; Kravchenko, O.G. An Experimental Investigation on Low-Velocity Impact Response and Compression after Impact of a Stochastic, Discontinuous Prepreg Tape Composite. Compos. Part Appl. Sci. Manuf. 2021, 149, 106524. [Google Scholar] [CrossRef]
- Loos, A.C.; Dara, P.H. Processing of Thermoplastic Matrix Composites. In Review of Progress in Quantitative Nondestructive Evaluation; Thompson, D.O., Chimenti, D.E., Eds.; Springer: Boston, MA, USA, 1987; pp. 1257–1265. ISBN 978-1-4612-9054-4. [Google Scholar]
- Dara, P.H.; Loos, A.C. Thermoplastic Matrix Composite Processing Model; NASA: Washington, DC, USA, 1985. [Google Scholar]
- Davé, R.S.; Abrams, F.; Abrams, F.; Polymer Processing Society (Eds.) Processing of Composites; Progress in polymer processing; Hanser [u.a.]: Munich, Germany, 2000; ISBN 978-3-446-18044-4. [Google Scholar]
- Voyutskii, S.S.; Vakula, V.L. The Role of Diffusion Phenomena in Polymer-to-Polymer Adhesion. J. Appl. Polym. Sci. 1963, 7, 475–491. [Google Scholar] [CrossRef]
- Wool, R.P. Molecular Aspects of Tack. Rubber Chem. Technol. 1984, 57, 307–319. [Google Scholar] [CrossRef]
- Jud, K.; Kausch, H.H.; Williams, J.G. Fracture Mechanics Studies of Crack Healing and Welding of Polymers. J. Mater. Sci. 1981, 16, 204–210. [Google Scholar] [CrossRef]
- Kumar Jain, P.A.; Sattar, S.; Mulqueen, D.; Pedrazzoli, D.; Kravchenko, S.G.; Kravchenko, O.G. Role of Annealing and Isostatic Compaction on Mechanical Properties of 3D Printed Short Glass Fiber Nylon Composites. Addit. Manuf. 2022, 51, 102599. [Google Scholar] [CrossRef]
- Wool, R.P.; O’Connor, K.M. Time Dependence of Crack Healing. J. Polym. Sci. Polym. Lett. Ed. 1982, 20, 7–16. [Google Scholar] [CrossRef]
- Wool, R.P. Polymer Entanglements. Macromolecules 1993, 26, 1564–1569. [Google Scholar] [CrossRef]
- De Gennes, P.-G. Entangled Polymers. Phys. Today 1983, 36, 33–39. [Google Scholar] [CrossRef]
- Wool, R.P.; O’Connor, K.M. Craze Healing in Polymer Glasses. Polym. Eng. Sci. 1981, 21, 970–977. [Google Scholar] [CrossRef]
- Wool, R.P.; O’Connor, K.M. A Theory Crack Healing in Polymers. J. Appl. Phys. 1981, 52, 5953–5963. [Google Scholar] [CrossRef]
- Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. Available online: https://www.astm.org/d7264_d7264m-07.html (accessed on 7 April 2024).
- Sattar, S.; Laredo, B.B.; Kravchenko, S.G.; Kravchenko, O.G. Effect of Platelet Length and Stochastic Morphology on Flexural Behavior of Prepreg Platelet Molded Composites. Polym. Compos. 2023, 44, 2122–2137. [Google Scholar] [CrossRef]
- Sattar, S.; Laredo, B.B.; Pedrazzoli, D.; Zhang, M.; Kravchenko, O.G. Understanding Size Effects on Flexural Properties in Discontinuous Fiber Reinforced Nylon Composites. In Proceedings of the Composites and Advanced Materials Expo (CAMX 2020), Online, 21–24 September 2020. [Google Scholar]
- Standard Test Method for Compressive Residual Strength Properties of Damaged Polymer Matrix Composite Plates. Available online: https://www.astm.org/d7137_d7137m-07.html (accessed on 8 April 2024).
- Schoeppner, G.A.; Abrate, S. Delamination Threshold Loads for Low Velocity Impact on Composite Laminates. Compos. Part Appl. Sci. Manuf. 2000, 31, 903–915. [Google Scholar] [CrossRef]
- Atas, C.; Sayman, O. An Overall View on Impact Response of Woven Fabric Composite Plates. Compos. Struct. 2008, 82, 336–345. [Google Scholar] [CrossRef]
- Tuo, H.; Lu, Z.; Ma, X.; Xing, J.; Zhang, C. Damage and Failure Mechanism of Thin Composite Laminates under Low-Velocity Impact and Compression-after-Impact Loading Conditions. Compos. Part B Eng. 2019, 163, 642–654. [Google Scholar] [CrossRef]
- Feraboli, P. Modified SDOF Models for Improved Representation of the Impact Response of Composite Plates. J. Compos. Mater. 2006, 40, 2235–2255. [Google Scholar] [CrossRef]
- Feraboli, P.; Kedward, K.T. Enhanced Evaluation of the Low-Velocity Impact Response of Composite Plates. AIAA J. 2004, 42, 2143–2152. [Google Scholar] [CrossRef]
- Icten, B.M.; Atas, C.; Aktas, M.; Karakuzu, R. Low Temperature Effect on Impact Response of Quasi-Isotropic Glass/Epoxy Laminated Plates. Compos. Struct. 2009, 91, 318–323. [Google Scholar] [CrossRef]
- Evci, C.; Gülgeç, M. An Experimental Investigation on the Impact Response of Composite Materials. Int. J. Impact Eng. 2012, 43, 40–51. [Google Scholar] [CrossRef]
- Liu, D. Characterization of Impact Properties and Damage Process of Glass/Epoxy Composite Laminates. J. Compos. Mater. 2004, 38, 1425–1442. [Google Scholar] [CrossRef]
- Sjoblom, P.O.; Hartness, J.T.; Cordell, T.M. On Low-Velocity Impact Testing of Composite Materials. J. Compos. Mater. 1988, 22, 30–52. [Google Scholar] [CrossRef]
- Feraboli, P.; Kedward, K.T. A New Composite Structure Impact Performance Assessment Program. Compos. Sci. Technol. 2006, 66, 1336–1347. [Google Scholar] [CrossRef]
- Saquib, M.N.; Chaparro-Chavez, E.; Sattar, S.; Pedrazzoli, D.; Zhang, M.; . Kravchenko, S.; Kravchenko, O. Effect of Local Meso-Structure on Strength Variability and Notch Strength Sensitivity in Woven Glass Fiber Nylon Composites. Compos. Part Appl. Sci. Manuf. under review.
- Belingardi, G.; Vadori, R. Low Velocity Impact Tests of Laminate Glass-Fiber-Epoxy Matrix Composite Material Plates. Int. J. Impact Eng. 2002, 27, 213–229. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Baltopoulos, A.; Karapappas, P.; Vavouliotis, A.; Paipetis, A. Impact and After-Impact Properties of Carbon Fibre Reinforced Composites Enhanced with Multi-Wall Carbon Nanotubes. Compos. Sci. Technol. 2010, 70, 553–563. [Google Scholar] [CrossRef]
- Vieille, B.; Casado, V.M.; Bouvet, C. Influence of Matrix Toughness and Ductility on the Compression-after-Impact Behavior of Woven-Ply Thermoplastic- and Thermosetting-Composites: A Comparative Study. Compos. Struct. 2014, 110, 207–218. [Google Scholar] [CrossRef]
- Yousefpour, A.; Hojjati, M.; Immarigeon, J.-P. Fusion Bonding/Welding of Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2004, 17, 303–341. [Google Scholar] [CrossRef]
- Pielichowski, K.; Njuguna, J.; Majka, T.M. Thermal Degradation of Polymeric Materials, 2nd ed.; Elsevier: Amsterdam, The Netherlands; Kidlington, UK; Oxford, UK; Cambridge, MA, USA, 2023; ISBN 978-0-12-823023-7. [Google Scholar]
- Tuna, B.; Benkreira, H. Chain Extension of Recycled P A 6. Polym. Eng. Sci. 2018, 58, 1037–1042. [Google Scholar] [CrossRef]
- Schaffer, M.A.; McAuley, K.B.; Marchildon, E.K.; Cunningham, M.F. Thermal Degradation Kinetics of Nylon 66: Experimental Study and Comparison with Model Predictions. Macromol. React. Eng. 2007, 1, 563–577. [Google Scholar] [CrossRef]
- Barber, J.; Revolinsky, P.; Spinelli, E.; Jamora, V.C.; Eisazadeh, H.; Kravchenko, O.G. Investigation of High Temperature Compaction on Fracture Toughness of 3D Printed Carbon Fiber Polyamide Composites. Prog. Addit. Manuf. 2023, 9, 1119–1134. [Google Scholar] [CrossRef]
- Barber, J.; Revolinsky, P.; Bhagatji, J.; Pedrazzoli, D.; Kravchenko, S.G.; Kravchenko, O.G. Polymorphism and Mechanical Behavior in Hot Pressed 3D Printed Polyamide Composite: Effects of Pressure and Temperature. Compos. Part A Appl. Sci. Manuf. 2024. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saquib, M.N.; Chaparro-Chavez, E.; Morris, C.; Çelebi, K.; Pedrazzoli, D.; Zhang, M.; Kravchenko, S.G.; Kravchenko, O.G. Restoration of Strength in Polyamide Woven Glass Fiber Organosheets by Hot Pressing: Case Study of Impact and Compression after Impact. Polymers 2024, 16, 2223. https://doi.org/10.3390/polym16152223
Saquib MN, Chaparro-Chavez E, Morris C, Çelebi K, Pedrazzoli D, Zhang M, Kravchenko SG, Kravchenko OG. Restoration of Strength in Polyamide Woven Glass Fiber Organosheets by Hot Pressing: Case Study of Impact and Compression after Impact. Polymers. 2024; 16(15):2223. https://doi.org/10.3390/polym16152223
Chicago/Turabian StyleSaquib, Mohammad Nazmus, Edwing Chaparro-Chavez, Christopher Morris, Kuthan Çelebi, Diego Pedrazzoli, Mingfu Zhang, Sergii G. Kravchenko, and Oleksandr G. Kravchenko. 2024. "Restoration of Strength in Polyamide Woven Glass Fiber Organosheets by Hot Pressing: Case Study of Impact and Compression after Impact" Polymers 16, no. 15: 2223. https://doi.org/10.3390/polym16152223