1. Introduction
Increasing the calculation accuracy of mathematical approaches and increasing the flexibility in usage by reducing the dependency on calibration objects have become major directions in development of hand–eye calibration algorithms recently [
1]. However, achieving a high calibration accuracy is directly related to the careful design of the robot’s joint poses and the usage of specialized calibration objects with well-defined features [
2,
3], as well as robust mathematical models that can handle noise and outliers effectively [
4,
5]. On the other hand, increasing flexibility in practice is directly related to minimizing the dependency of the calibration methods on calibration objects or even eliminating the necessity for their usage at all. Another trend is the development of algorithms to automatically detect the need for recalibration, which can allow for continuous calibration adjustments based on detected changes in the environment [
6,
7].
Traditional calibration methods require placing physical markers or objects with predefined dimensions in the robot’s workspace [
6,
8,
9,
10]. These methods are proven to enable a highly accurate calibration, but various aspects, such as inaccuracies in the manufacturing of calibration markers, the non-planarity of calibration boards, the sensitivity of feature detection algorithms to ambient conditions, and the complexity and inaccuracy of algorithms needed for their detection and decoding, reduce their flexibility and efficiency [
2]. To overcome the limitations imposed by utilizing the aforementioned standard calibration markers and objects, recently, there has been an increasing focus on developing hand–eye calibration methods that avoid the use of markers, known as markerless hand–eye calibration methods. Therefore, the main focus of this paper is to present a novel approach to markerless hand–eye calibration based on a robot’s flange geometrical features.
This paper is structured as follows.
Section 2 provides an overview of markerless calibration methods and the proposed markerless calibration method objectives, prerequisites, and contributions. In
Section 3, the problem statement for our calibration approach, followed by mathematical and notational conventions, is outlined. Relevant modifications, as well as the algorithm for processing the robot’s flange point cloud and extracting the coordinates of the robot’s TCP, are presented. Furthermore, the setup explanation is presented and the error metrics utilized in the verification process are introduced. The validation of the proposed algorithm, as well as the experimental results of the calibration, focusing on the strategic approach to flange positioning during the calibration process, is presented in
Section 4.
Section 5 includes a discussion of the results and comparison of our algorithm performances with others. Finally,
Section 6 provides the paper’s concluding remarks.
3. Method and Experimental Setup
The geometric features of the robot’s flange, defined by the ISO standard [
26] and located at the end of the robot’s arm, show a potential to serve as a key points for high-precision hand–eye calibration without using markers. The usage of the robot’s flange as a hand–eye calibration reference object involves aligning the robot’s end-effector with a known reference point in the external environment. The choice of the reference point and its coordinate frame relative to the visual system is one of the crucial aspects for accurate calibration, particularly considering that the selection should rely on the identification of a fixed and easily recognizable point in the robot’s workspace that can serve as a reference point. When the tool is not attached to the robot’s end-effector, the TCP represents the center of the robot’s flange, as per the robot’s kinematic design [
27]. Considering the geometry of the flange that is strictly defined by the ISO standardization [
26] for each type of robot, in this study, the robot’s flange is used as the reference object, and its center as a reference point for the calibration. Therefore, the calibration procedure, mathematical model, and TCP estimation algorithm based on the flange’s point cloud processing are presented in the following sections, along with the experimental setup and validation procedures.
3.1. Problem Statement
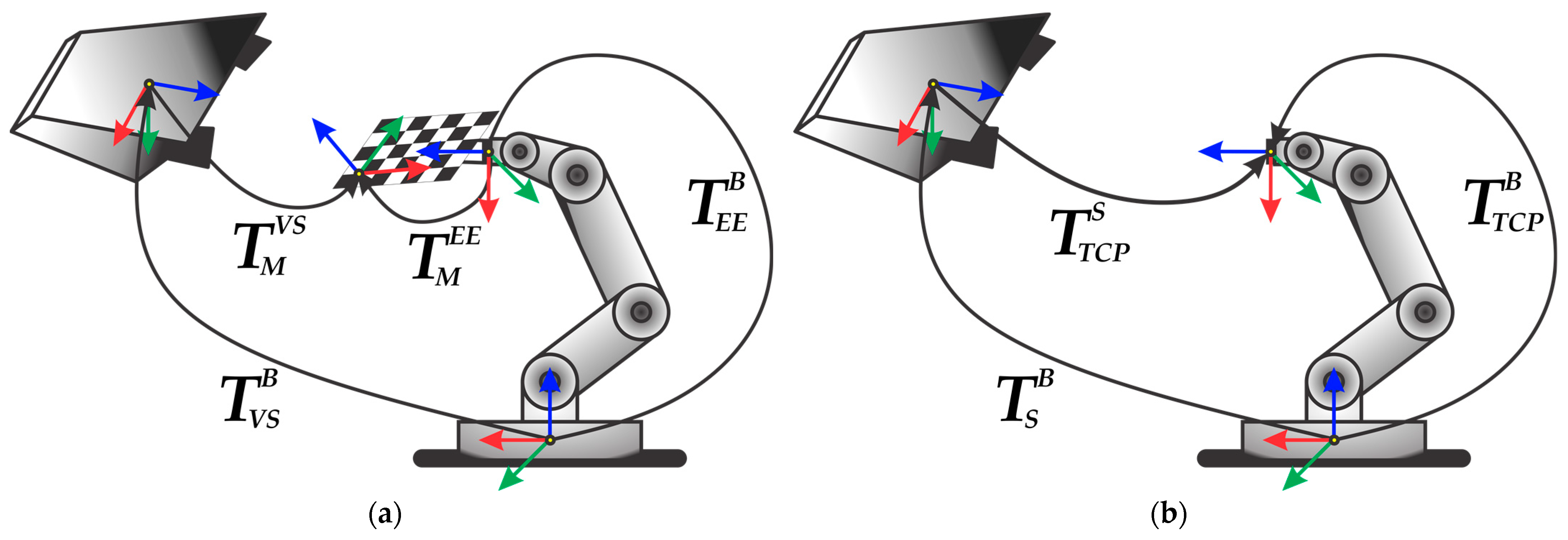
Figure 1 illustrates the hand–eye systems, composed of an industrial robot and a visual sensor, comprising an eye-to-hand configuration.
Required transformations are defined for both systems, where
denotes the base of the robot,
and
stand for the robot’s end-effector and tool center point, respectively, and
denotes the marker used for calibration, while
and
represent the visual sensor and 3D scanner, respectively. For an easier understanding of the problem being solved, the mathematical and notational conventions, shown in
Table 1, are followed.
All homogeneous transformations are 4 × 4 matrices, defined as:
where the matrix
represents the 3 × 3 rotation matrix,
represents the three-element translation vector, and the scalar
represents the scaling factor.
This paper examines the calibration of the hand–eye system using the robot’s TCP, representing the flange upper plane center point, as a calibration reference point. It relies on a simplified mathematical model derived from the conventional marker-based hand-eye system, shown in
Figure 1a, defined by:
where the transformations
and
do not change throughout the calibration procedures and represent the unknown transformations that must be estimated, while the transformations
and
are previously calculated. Specifically, the transformation
is determined based on the kinematic parameters of the robot [
27], whereas the estimation of the transformation
is performed through the previous visual sensor calibration procedure.
As per Equation (2), the unidentified transformation
can be ascertained by examining a simultaneous set of two equations that are defined for two distinct positions of the calibration marker in the visual sensor’s field of view, designated as 1 and 2 in the subsequent equation:
Furthermore, Equation (3) can be derived into a basic hand–eye calibration model:
by assuming the following relations,
and
.
In contrast to a previously defined calibration model, the simplified calibration model presented in this paper is based on the estimation procedure of the transformation
for the system depicted in
Figure 1b, based on the direct estimation of the robot’s flange’s center coordinates, without the utilization of any additional calibration markers. Hence, the simplification of the marker-based to the flange-based system relies on the usage of the robot’s flange as a reference object. Considering that the flange-based hand–eye calibration requires a robot without a tool, it means that the coordinate systems of the robot’s end-effector (EE), marker (M), and TCP could be considered as being perfectly aligned with the origin in the TCP. Therefore, the transformation
defined for the system shown in
Figure 1a transforms into an identity matrix
for the system shown in
Figure 1b, while Equation (2) for a simplified flange-based calibration model, which relates the robot’s TCP to the corresponding visual observations obtained using the 3D scanner, can be written as follows:
In Equation (5), the unknown transformation
defines the relation between the robot and the scanner and is estimated during the hand–eye calibration procedure. In this paper, the proposed calibration process relies on point-set matching through a direct estimation of the TCP position without using its orientation. Therefore, to solve Equation (5), two independent sets of data points,
for the robot and
for the scanner, representing the translation vectors’ homogeneous coordinates of the transformations
and
, respectively, need to be collected. The data points’ collection procedure is conducted as follows: the robot’s movements are controlled by issuing commands to the robot to move the flange to different spatial locations within the scanner’s field of view. Specifically, for each spatial location, the position of the robot’s flange is determined and its TCP point
is acquired. Simultaneously, the point cloud of the flange is acquired using the 3D scanner and the flange center coordinates
are estimated using the proposed algorithm. These sets of data points are related by the following equation [
28]:
where
and
are the rotation matrix and translation vector of the resulting transformation matrix
, whereas vector
represents the measuring noise.
The unknown homogeneous transformation matrix
is further evaluated by minimizing the least square problem as follows:
where the parameter
represents the cardinality of datasets
and
.
3.2. The Algorithm for Robot’s Flange TCP Estimation Based on Point Cloud Processing
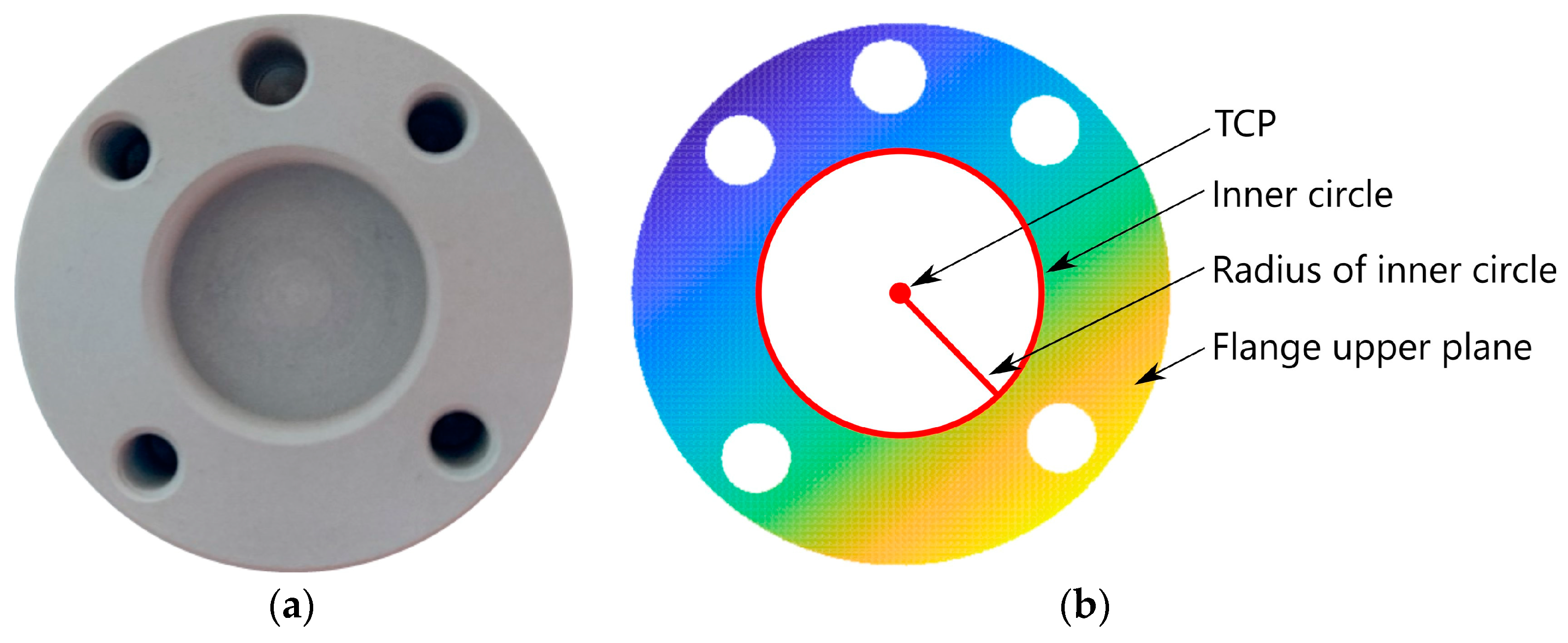
The proposed algorithm focuses on the detection and estimation of the robot’s flange geometric features. The algorithm processes a point cloud of the robot’s flange, focusing on the flange upper plane points and providing an estimation of both the center coordinates (TCP) and the radius of the flange inner hole (circle), see
Figure 2.
The block diagram depicting the main steps of the proposed algorithm is shown in
Figure 3.
Given that the flange is circular, the proposed algorithm utilizes the NN method to detect and extract points on the inner circle within the flange’s point cloud. The geometric characteristics of the flange are then estimated through a 3D circle fitting approach, employing SVD and the least square method, similar to the findings in [
29].
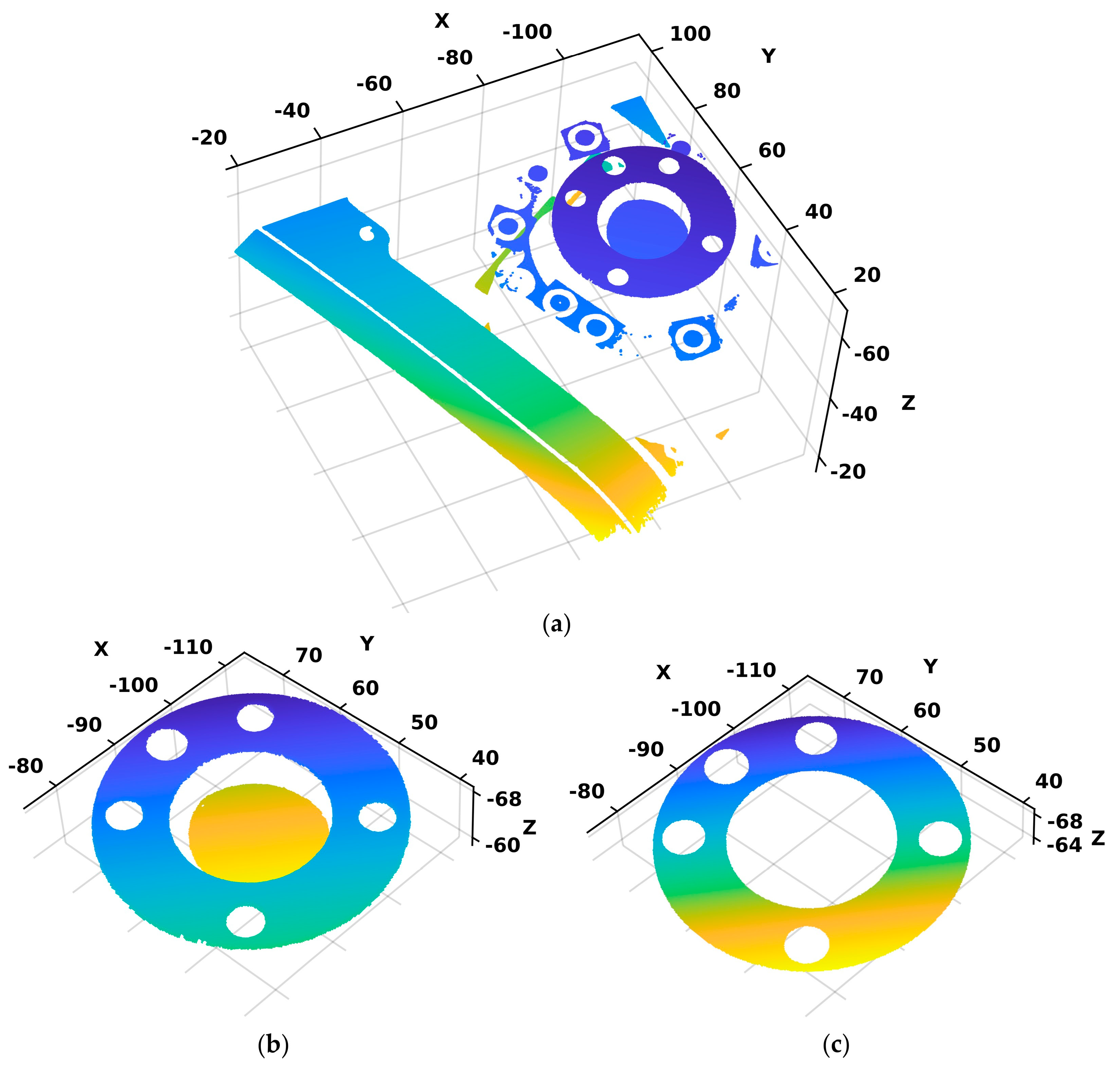
The initial step of the algorithm entails the loading of the raw 3D point cloud of the flange acquired using a 3D scanner, depicted in
Figure 4a. Then, to obtain a higher-quality point cloud with a focus on the flange, first, a pre-processing step is performed. Therefore, the outliers, representing unnecessary information from the working environment that is not of interest for calibration, are removed, see
Figure 4b. Considering that the robot’s TCP coordinate system is located at the center of the inner circle of the flange’s upper plane, the subsequent processing of the point cloud involves estimation of the upper plane parameters using the MSAC (M-estimator Sample Consensus) algorithm [
30]. Additionally, the algorithm extracts the points from the point cloud that belong to the upper plane, creating a new point cloud denoted by
, which enables a targeted analysis and calibration centered around this particular region, see
Figure 4c.
The subsequent progression of the algorithm involves leveraging the obtained point cloud as an input data for estimating the TCP of the flange. This process is implemented in three distinct phases. The first phase is intended to obtain an initial estimation of the flange’s inner circle TCP coordinates and the radius. The second phase aims to extract points from the point cloud located on the edge of the flange’s inner hole, as close as possible to the circle defined in the first phase. During the third phase, the optimal estimation of the flange TCP coordinates is provided by fitting a 3D circle through the points extracted during the second phase. A simplified illustration of each phase, focusing on points near the edge of the flange’s inner hole, as well as results obtained on a real point cloud and implementation details, are given as follows.
Phase 1: The initial estimation of the flange’s TCP coordinates, denoted as
, is determined by averaging all the points in the point cloud
using the following equation:
Furthermore, the NN method is used to find a point on the edge of the inner flange’s circle that is closest to the initially estimated center. The distance between the found point and the point
is computed and used as the initial estimate for the radius of the inner circle,
. In
Figure 5a,
is shown as a blue dot, a pink dot is found to be the closest to the initially estimated center
, and the black line between the blue and pink dots represents an initial estimate for the radius
. The outcome of the first phase on a real point cloud is depicted in
Figure 5b.
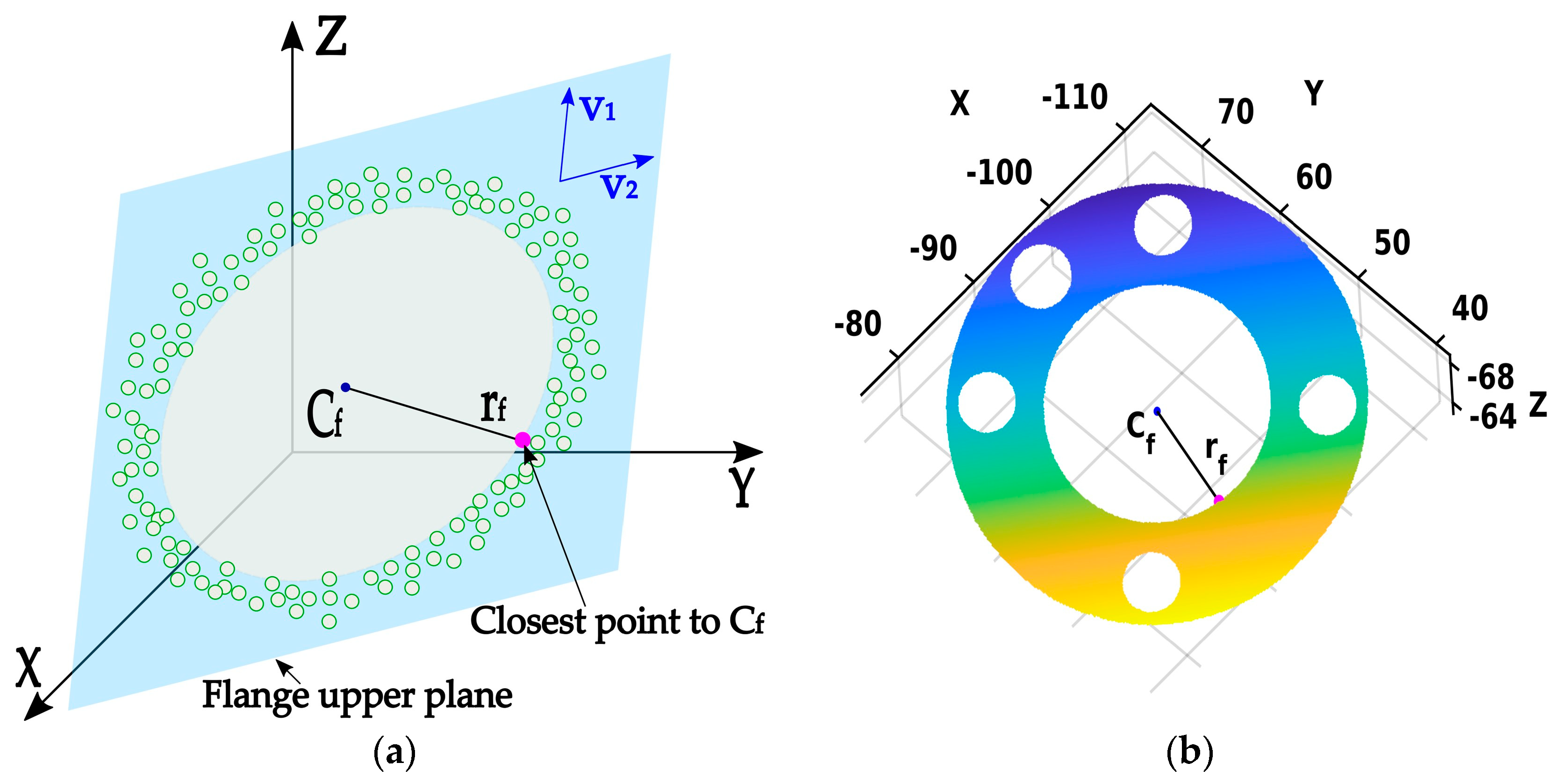
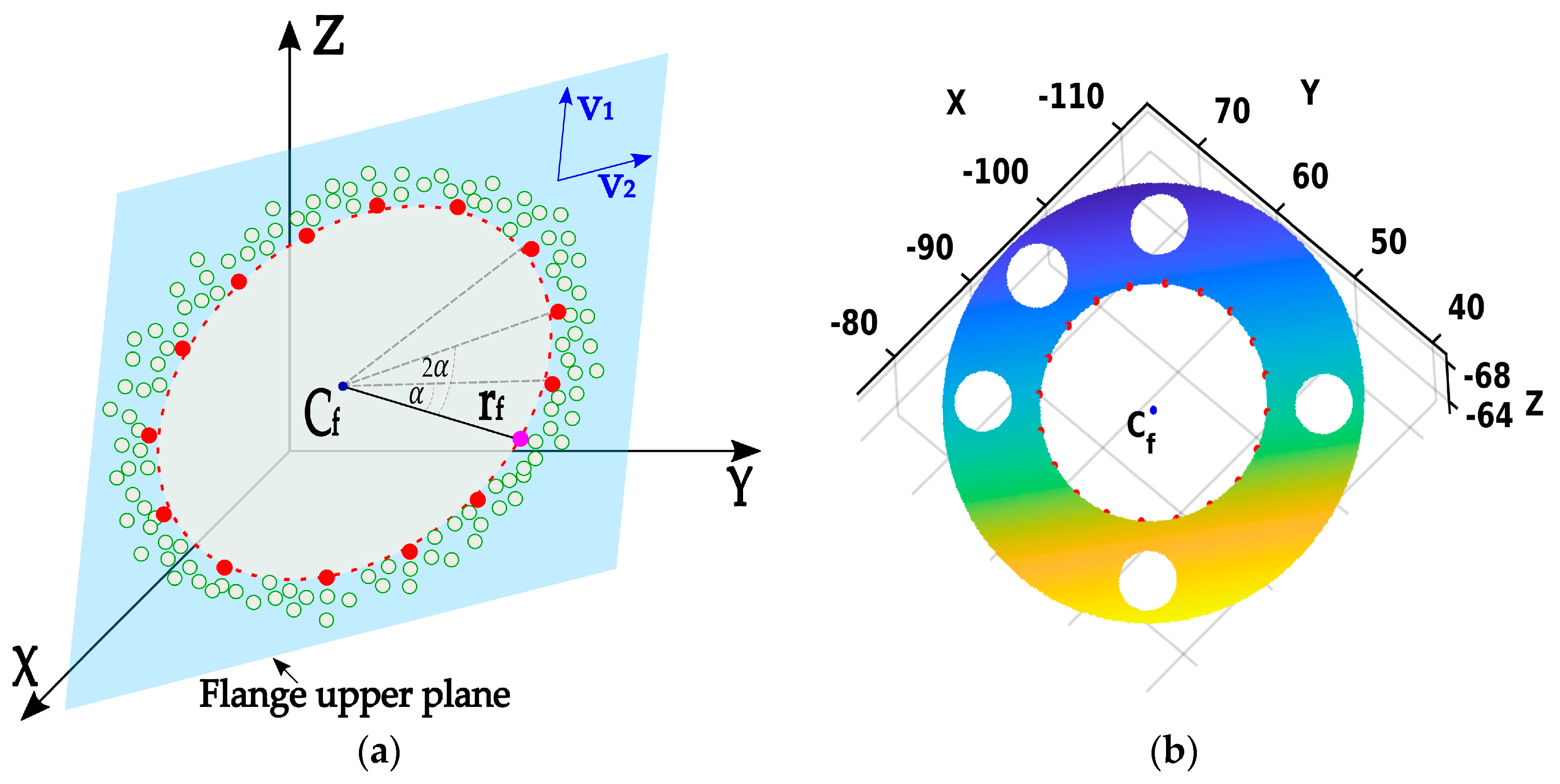
Phase 2: Once the initial parameters
and
are estimated, they are used to define a circle, shown with a red dashed line in
Figure 6b. Furthermore, the NN method is used to extract the cloud points closest to the defined circle that lies on the inner edge of the flange, labeled as
, where
represents the number of extracted points. The point extraction process is utilized, using linear sampling of the previously defined circle by the angle step
in range [0, 2π). The sampling angle is defined by
, resulting in evenly distributed discrete points on a circle across the interval [0, 2π).
The extraction procedure of one point for a specific angle α can be explained, represented as follows:
The parameters
and
are the vectors that form an orthonormal basis of the flange’s upper plane, obtained using SVD on zero centered cloud points from
, as follows:
Figure 6b illustrates the second phase, where the red dots represent the extracted cloud points closest to the circle defined with parameters
,
, and
. The outcome of the second phase on a real point cloud is depicted in
Figure 6b.
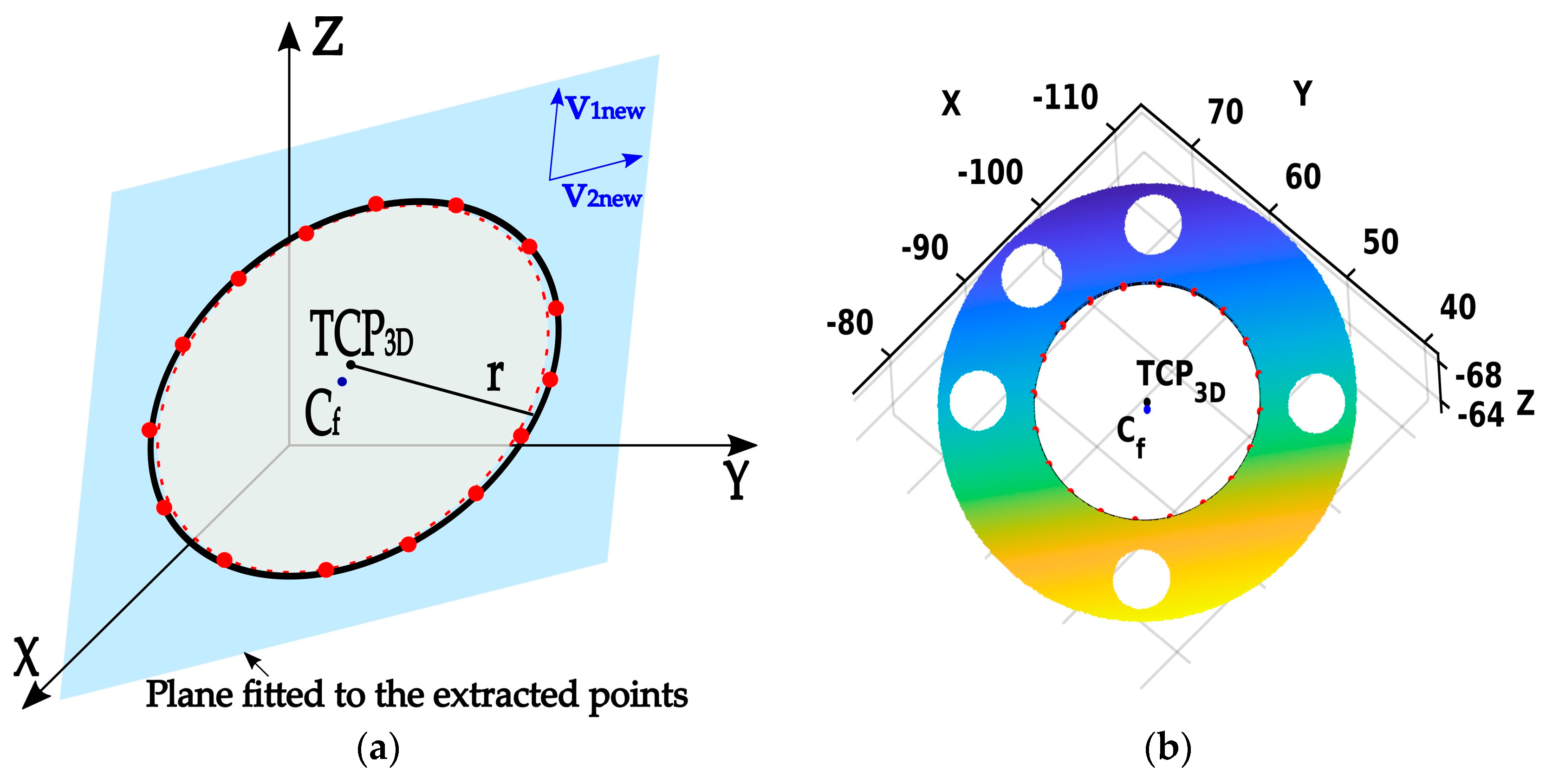
Phase 3: Finally, after selecting the inner points on the flange point cloud
, the next step of the algorithm involves obtaining a more accurate estimate of the flange’s center coordinates by fitting a circle through those points using the least square method. This procedure starts with projecting the mean zero centered points of
onto the new best-fitting plane based on the extracted points, using SVD, as follows:
where
,
, and
are obtained utilizing Equations (8), (10) and (11) on the
cloud points. Subsequently, the optimal estimation of the center coordinates of a circle is obtained by fitting the circle with its center
and radius
to the 2D points obtained from Equation (12) in the following manner:
where
,
, and
, while the coordinates of the projected points on the new plane are defined with
. The vector of unknown parameters
can be further calculated by solving a system of linear equations given as:
The estimation of the optimal solution is performed by employing the least squares method, wherein the solutions are obtained in the form of:
Ultimately, the optimal estimation of the 3D TCP coordinates is determined by utilizing the ensuing equation:
An illustration of the estimated TCP and radius is depicted in
Figure 7a. Additionally, the circle fitted in the last phase of the algorithm compared to one determined with the initially estimated parameters, marked by a black solid and red dashed line, respectively, is emphasized. The outcome of the third phase on a real point cloud is depicted in
Figure 7b.
3.3. Experimental Setup
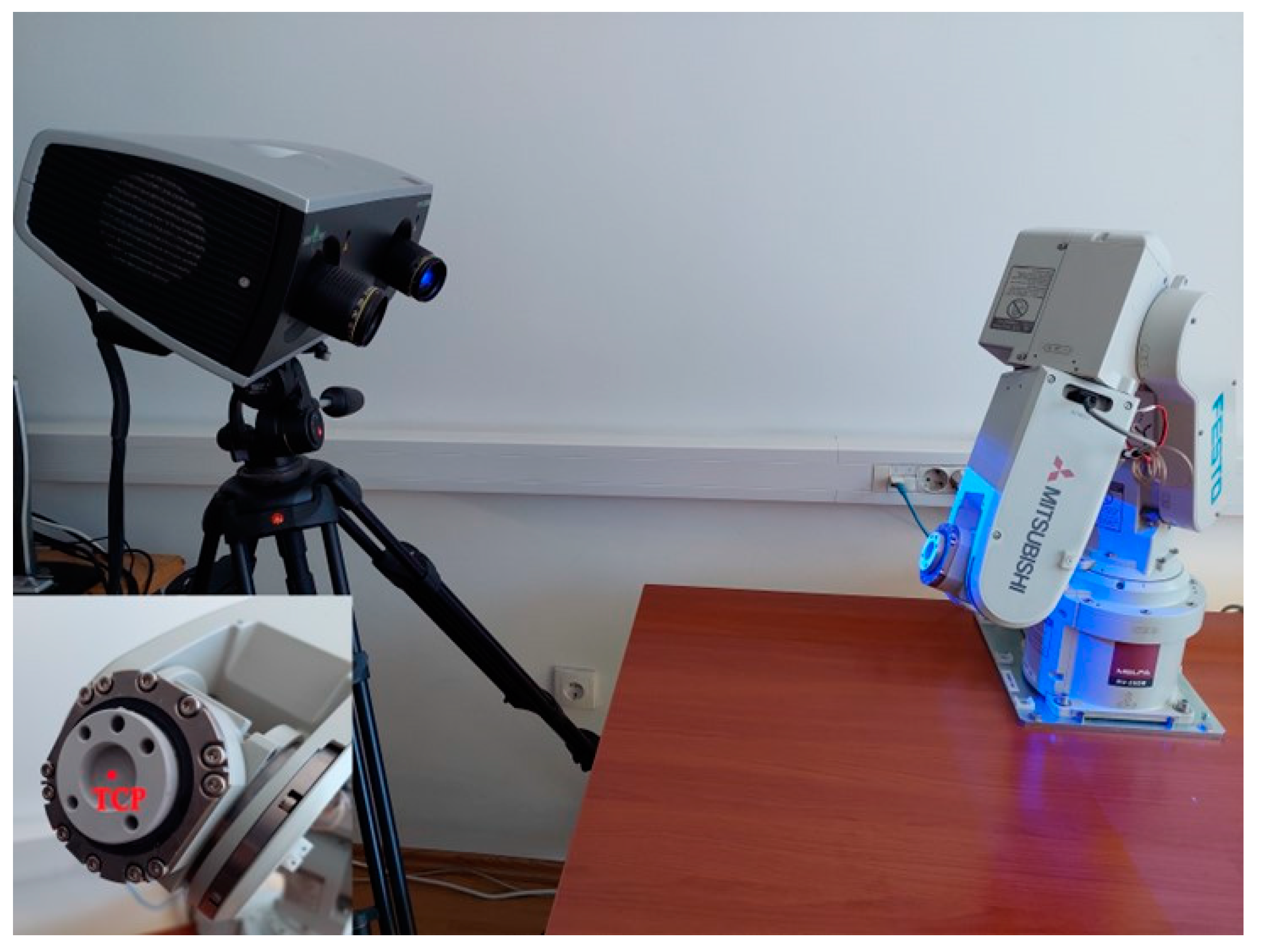
The experiments performed in this paper employ a hand–eye system that consists of a robotic arm and a structured light 3D optical scanner.
Figure 8 depicts the complete experimental setup.
Considering the dimensions of the scanner and its working distance, as well as the necessity to obtain the point cloud of the robot’s flange directly, the hand–eye system is configured in an eye-to-hand configuration. This system configuration implies that the scanner is positioned stationary next to the robot and their mutual relation does not change. The eye-to-hand system configuration is the preferred approach in machine vision projects, providing the benefits of ease of installation, straightforward calculation, and a reduced likelihood of measurement errors [
31]. Furthermore, this system is suitable for mobile and field use in situations in which it is not feasible or even possible to determine the position of the scanner relative to the robot in advance, as the flexibility required by use cases precludes attaching the scanner to the robot. In such scenarios, it is also often not feasible to perform complicated calibration procedures, as they increase the time and resource requirements in environments where the resources are constrained. Use cases where the system greatly benefits from the detachment of the scanner from the robot are applications such as robot-assisted surgical procedures [
32,
33,
34], automatic robotic assembly [
35], and object grasping [
36].
The main characteristics of our system, including the robot and scanner, are highlighted as follows.
The Mitsubishi RV2SDB robot arm by Mitsubishi Electric Corporation, Tokio, Japan, is used. The robot, with its six axes, has a reach of up to 504 mm and a repeatability of ±0.02 mm. To minimize the impact of system errors, and considering that the robot position error is mainly caused due to an error in zero position, the robot is pre-calibrated by positioning to the zero position and resetting the encoders’ values. The repeatability of the calibrated robot, as determined from conducted tests, measures 0.0214 mm, aligning with the manufacturer’s specifications. No consideration is given to any deviations in kinematic parameters or positioning errors at the end-effector of the robot, commanded by the means of a robotic controller.
The Comet LED 5M by Steinbichler Optotechnik GmbH, Neubeuern, Germany, which is based on blue LED structured-light technology, is utilized as a 3D scanner. The scanner is capable of capturing up to 5 million points within seconds, achieving a point cloud resolution of 0.02 mm. The scanner is based on a new and unique impulse scanning technique providing very high light output power, which improves the signal-to-noise ratio, obtaining remarkable measurement data and allowing instantaneous surface imaging. Moreover, it possesses the capability to employ various lenses, facilitating diverse field-of-view (FOV) configurations and quantifying volumes. The field-of-view named the FOV 250 configuration is selected, resulting in a measuring volume of 260 mm × 215 mm × 140 mm at a working distance of 760 mm. The scanner is calibrated and detailed information regarding the calibration procedure, accuracy assessment, and impact of the number of points detected during calibration on the system performance indices, as well as the scanner’s configuration and its optical characteristics, is presented in [
37].
The algorithm is implemented using the Matlab programming environment exploiting the Computer Vision Toolbox, while the COMETplus 9.63 software, specifically designed to work seamlessly with the utilized scanner, is used for the scanning and preprocessing of the robot’s flange point cloud data purposes.
A scanning spray is used to improve the quality of the acquired point cloud. This prevents information loss that may occur due to reflections from the flange during the scanning process and maintains consistency in point cloud data acquisition.
3.4. Error Metrics
The performances of the conducted experiments are measured as follows.
The validation of the algorithm accuracy is quantified by the deviation between the estimated diameter, denoted as
, and the actual diameter of the setting ring, denoted as
, calculated using the following equation:
The calibration accuracy is determined by the deviations between the actual TCP position and the TCP position obtained using an estimated hand–eye calibration transformation matrix
, as follows: the center coordinates of the robot’s flanges, obtained using the proposed algorithm, are converted into coordinates relative to the robot by utilizing the estimated calibration transformation matrix
, as follows:
where
represents the estimated TCP position converted into coordinates relative to the robot,
denotes the TCP coordinates relative to the scanner, and
and
are the rotation matrix and translation vector of the transformation matrix
estimated through the hand–eye system calibration. Subsequently, the discrepancy between the estimated center coordinates of the flanges, converted into coordinates relative to the robot, and the actual robot’s TCP coordinates was used as an error model for the calibration accuracy analysis. This error model can be exemplified by the ensuing equation:
where
represents the averaged vector of discrepancies for each spatial coordinate, X, Y, and Z related to the robot coordinate system, and
is the number of flanges’ positions used in the validation.
4. Experimental Results
The devised and conducted experiments intended to assess the accuracy and efficacy of the proposed calibration approach are presented in this section. These experiments comprise (1) experimental setup preparation, (2) performance validation of the proposed algorithm using a setting ring, (3) calibration of the hand–eye system, (4) validation of the calibration results, (5) analysis of the number and the selection of the unique robot’s flange positions’ impact on the calibration outcomes, and (6) comparison of the obtained calibration results with the state of the art.
4.1. Algorithm Performance Validation Using a Setting Ring
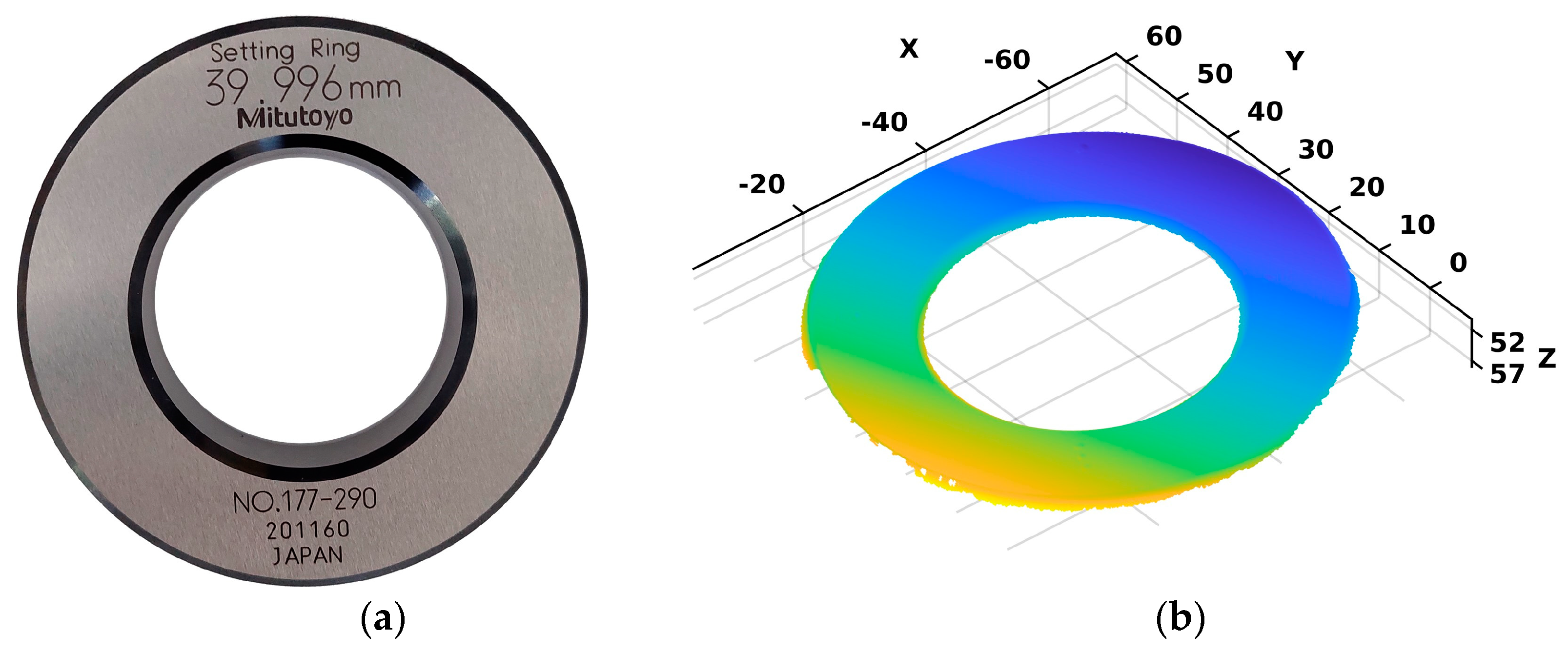
Considering that after a comprehensive search of the available literature, we could not identify an algorithm suitable as a benchmark for comparing the performance of the proposed algorithm, to evaluate the precision and repeatability of our proposed algorithm, we employed a setting ring as a reliable ground truth, as depicted in
Figure 9a. The validation procedure entailed examining a 3D point cloud of the setting ring, which was acquired using the 3D scanner, as depicted in
Figure 9b.
The setting ring chosen for validating the algorithm’s performance was primarily selected due to its close resemblance to the circular-shaped flanges of the robot. Considering that the fundamental goal of the algorithm is the precise estimation of the flange center coordinates, we deemed the setting ring as currently being the best solution for algorithm validation, both due to its geometric similarity and the reliability and accuracy it provides as ground truth, as it is, in fact, a calibration etalon for industrial metrology use.
Specifically, this setting ring serves as a precision-measuring tool for calibration and validation purposes, with a particular focus on the measurement of its inner diameter, which is precisely 39.996 mm. Therefore, we conducted experiments to verify the proposed algorithm’s accuracy in detecting and estimating both the center coordinates and the inner circle’s diameter of the ring. We performed these experiments across five different chosen positions and orientations of the setting ring, fulfilling the highlighted calibration procedure prerequisites, with each position undergoing 100 iterations. The selected number of positions for the setting ring covered a significant portion of the measurement volume within the scanner’s field of view. This sample size was utilized for subsequent validation experiments, as additional positions were deemed unlikely to contribute significantly to the validation process. It is very important to emphasize that the algorithm’s performance was not explicitly assessed in terms of the influence of additional effects, such as occlusion and light conditions, etc., as they are covered by the prerequisites listed in
Section 2.
Furthermore, we conducted an analysis of the averaged outcomes to evaluate the precision and repeatability of the point cloud data loading and processing. The results are presented in
Table 2, including the estimation of the center coordinates and diameter of the setting ring for each of the five positions.
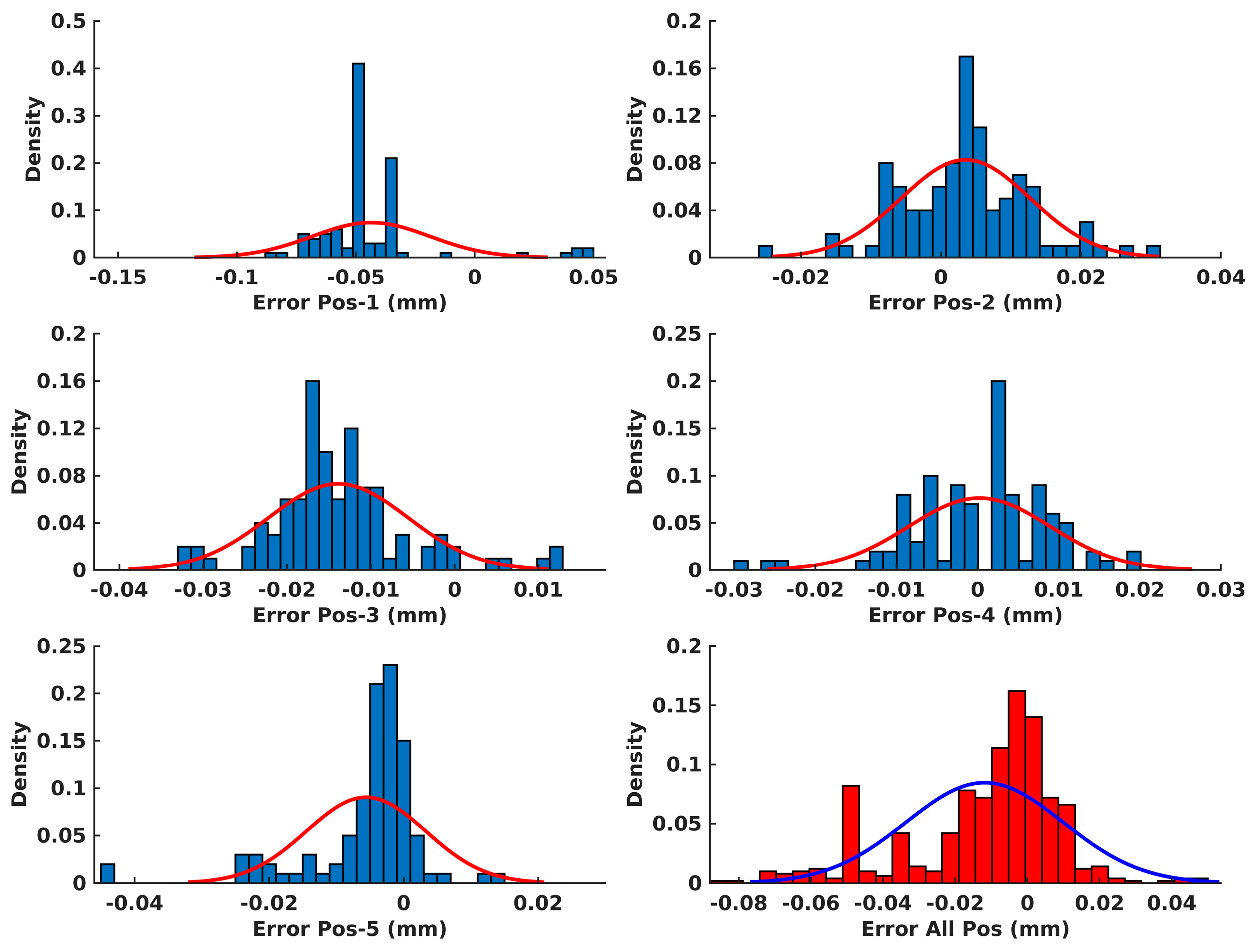
Moreover, the error distributions of the diameter measurements for each position of the setting ring, as well as for all the positions together, are depicted in
Figure 10. The error of the diameter measurements was obtained according to Equation (19), where
represents the estimated setting ring diameter using the proposed algorithm and
is actual value of the setting ring diameter, which is precisely 39.996 mm, according to the manufacturer specification.
4.2. Calibration Validation
The calibration experiments, utilizing the proposed hand–eye system and the proposed algorithm for the robot’s flange point cloud processing, were conducted in the following manner: initially, a set of 13 arbitrary positions for the robot flanges was defined within the common workspace, considering the robot’s space and the scanner’s field of view. Subsequently, the robot was positioned in each position and the point clouds of the robot’s flanges were obtained using the scanner. Each of these point clouds was processed by the proposed algorithm and the flange’s TCP coordinates were estimated related to the scanner. The processing and estimation were repeated 100 times for each position, and the mean values of the obtained results were further analyzed.
Furthermore, the calibration of the hand–eye system was performed and a calibration matrix , which defines the relation between the robot and the scanner, was estimated.
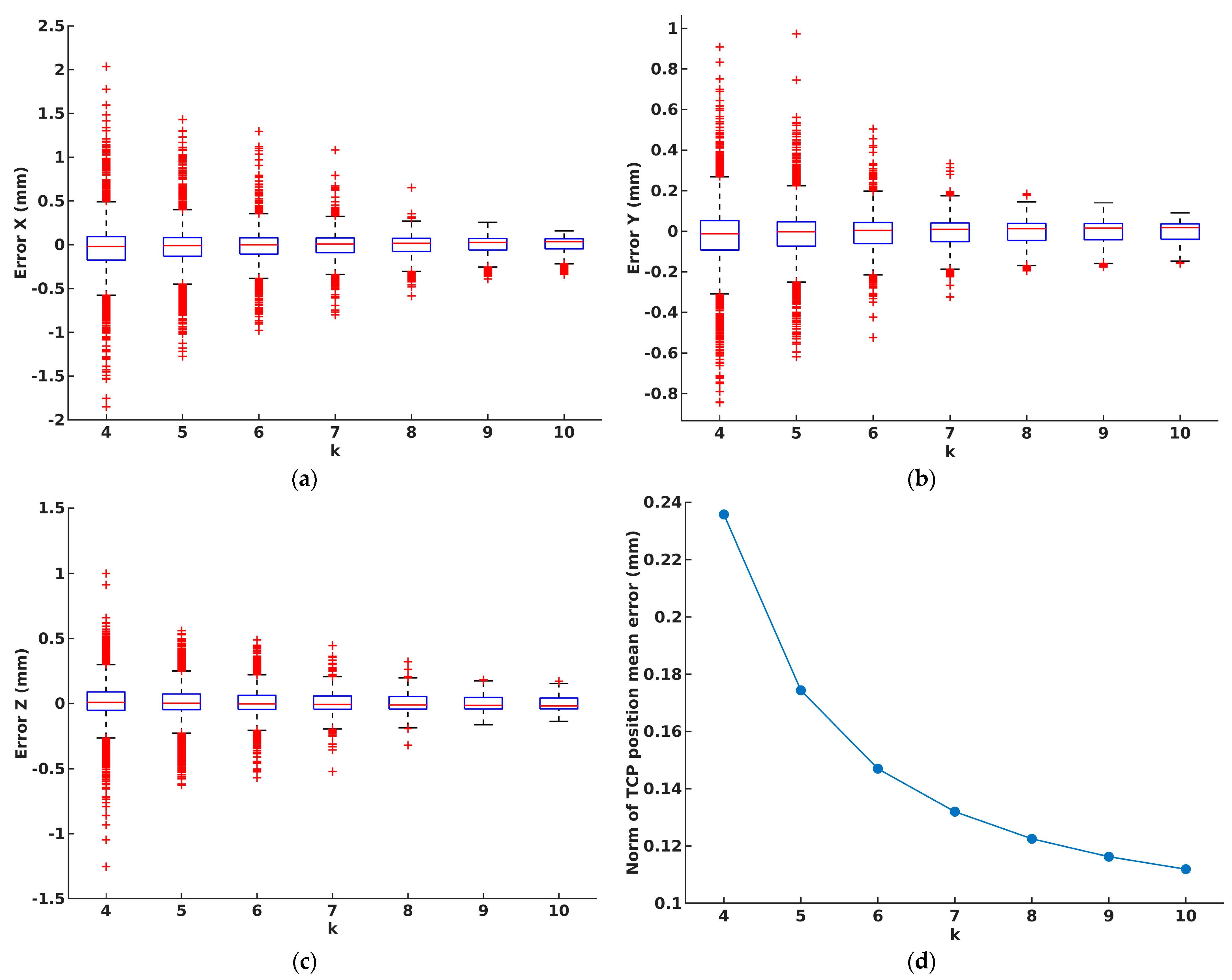
To investigate the impact of the number and the selection of the unique robot’s flange positions on the calibration outcomes, we conducted calibration experiments as follows. The calibration process was conducted for each combination of a unique set of flange positions, . Next, the validation of the obtained calibration results was performed, according to the error model from Equation (21), for each calibration, using the estimated calibration matrix and the corresponding set points obtained from the remaining flange positions which were not used for calibration. This process was based on determining the discrepancy between the estimated center coordinates using a proposed algorithm, converted into coordinates related to the robot and its actual TCP coordinates.
Throughout our experimentation, we conducted 130 scans of the robot flange using the scanner. Based on these scans, we conducted more than 7700 analyses of the system calibration results, varying the number of flange positions from 4 to 10, and validated the outcomes on positions that were not utilized in the calibration process. The validation results for each calibration experiment, representing the accuracy of the proposed calibration approach, are shown in
Figure 11.
The norm of the presented error results for each scenario of calibration and corresponding validation is depicted in
Figure 11d.
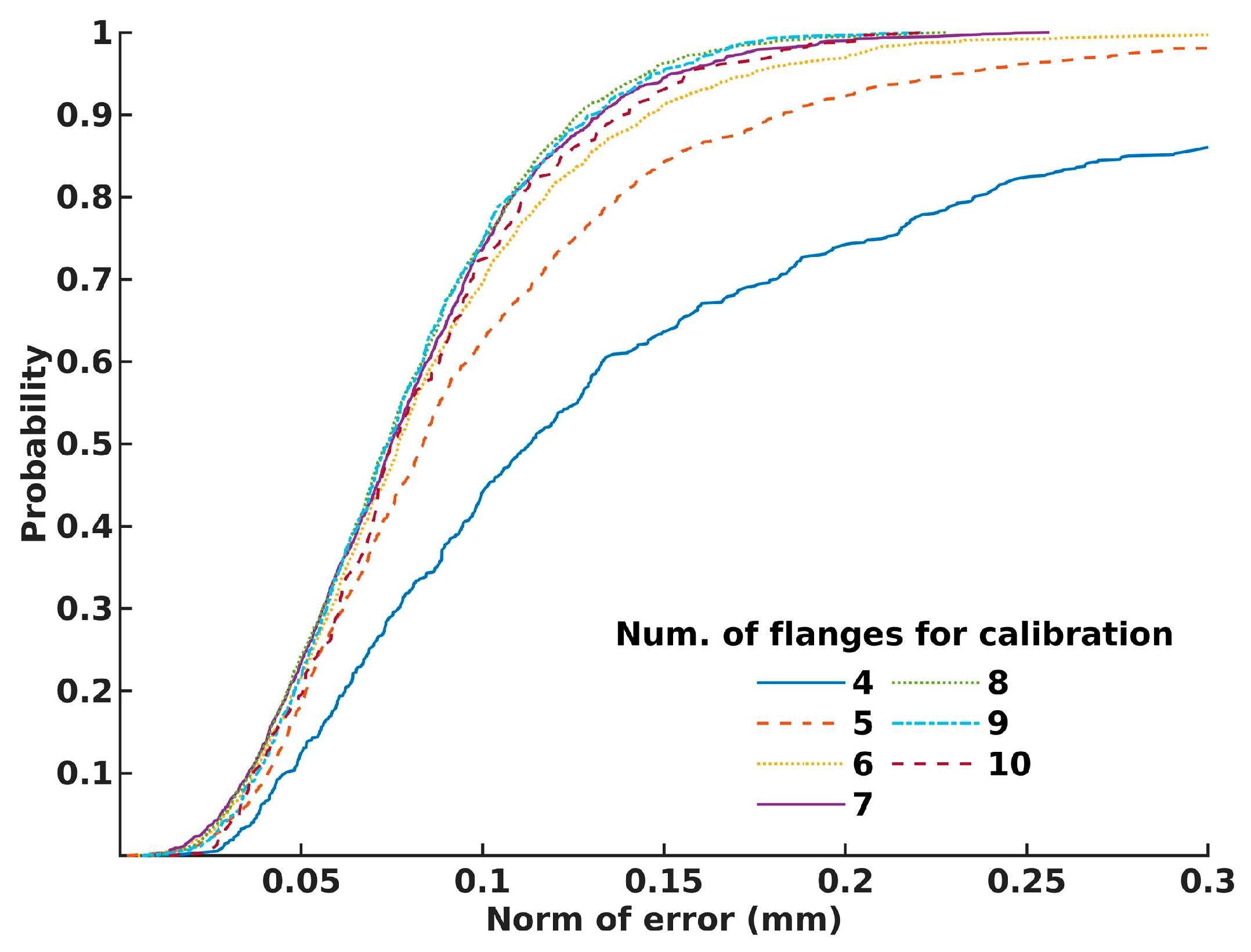
Considering the results and striving to derive general recommendations,
Figure 12 illustrates the probability of attaining the desired calibration precision based on the number of flange positions used for calibration.
5. Discussion
The study conducted in [
25] emphasized the error compensation method to push calibration to achieve submillimeter accuracy. We designed a system and proposed the methodology of an error-compensation-free method for static markerless hand–eye system calibration, based on a robot’s flange features and achieving submillimeter accuracy. First, the mathematical model of the presented markerless hand–eye calibration was derived. Also, we proposed a novel algorithm for estimating TCP from the flange’s point cloud. Compared to the approach in [
25], where the TCP coordinates were estimated based on fitting the flange’s outer circle with a known radius using RANSAC, we proposed the approach of identifying the inner circle in the flange point cloud and extracting the points lying on the identified circle using the NN method. Furthermore, our algorithm estimated the flange’s center coordinates by fitting a 3D circle using the least square method. This approach did not depend on the flange geometry and could be applied to any circular-shaped robot’s flange.
Additionally, algorithm performance validation was quantified using the setting ring. The results from the algorithm performance validation demonstrated that the proposed algorithm provided highly accurate estimates of the inner circle diameter in all experiments, as shown in
Table 2. Moreover, the greatest deviation from the mean diameter value was 0.025 mm. Since there is no way to verify the true values of the center coordinates of the setting ring in the coordinate system of the scanner, their absolute value was not crucial for validation. Therefore, the objective of the analysis was focused on assessing the repeatability of the algorithm. The findings, shown in
Table 2, demonstrated a remarkable degree of repeatability, with the greatest deviation from the mean value being observed for a single coordinate of 0.013 mm. Furthermore, upon analyzing the error distribution for all the conducted setting ring positions, as depicted in
Figure 10, it can be inferred that the proposed algorithm met expectations and yielded highly precise outcomes, both in terms of the repeatability of estimating the center coordinates and the estimation of the inner diameter of the setting ring.
Furthermore, calibration experiments were conducted and an analysis of the impact of the number of the robot’s flange positions and their mutual spatial configuration on the calibration outcomes was provided. Within this context, we embraced the established requirement that a minimum of four non-coplanar points is required for an estimation of the transformation between the robot and the scanner [
25]. As expected, larger errors were noticed in cases where a smaller number of flanges was used for calibration, such as 4 or 5 flanges, as shown in
Figure 11. On the other hand, the results of the remaining experiments, where the number of flanges used for calibration was larger than 5, showcased remarkable calibration precision, with errors remaining consistently below 0.2 mm per coordinate, regardless of the chosen arrangement of the flange positions. The norm error of the position discrepancy between the TCP position estimated by our algorithm and the actual TCP position remained consistent in all experiments. This consistency, as shown in
Figure 11d, led to the conclusion that the proposed hand–eye calibration approach was suitable for achieving high-accuracy calibration of the proposed system, reducing the overall calibration procedure complexity.
Considering the previous studies which reported evaluations of the calibration methods without calibration markers with an error of about 2 mm [
38,
39], the best improvement in calibration results, to the authors’ best knowledge, was achieved in [
25], with a reported error for static calibration method of about 1 mm in all three axes. The authors stated that a better accuracy could be achieved after error compensation. The comparison of our approach with the results achieved in [
24,
25] can be seen in
Table 3.
Compared to the state of the art, the very important outcome of our approach is the one accomplished for the case that used just four flange’s positions for the system calibration, achieving submillimeter accuracy. According to the experimental results, our approach reduced the number of necessary flange positions and calibration datasets up to four times compared to the approach in [
25], and almost three times compared to the approach in [
24]. As the minimal number of non-coplanar points is four, this also represents the theoretically minimal number of points required for calibration in a 3D space, and the proposed system is fully usable with just four calibration positions. Also, it can be concluded that our approach contributes to reducing the complexity of the system and the calibration process, lowering the amount of time required for the system calibration procedure. Additionally, contrary to [
25], our approach provides an error-compensation-free calibration with submillimeter accuracy. Finally, our results demonstrate a superior accuracy compared to the other two approaches, achieving submillimeter accuracy that was over five times better than that in [
25], and over two times better compared to [
24].
We have also proven that the probability of achieving submillimeter accuracy using our approach is over 95%, using a minimal four non-coplanar points for system calibration. Also, to achieve much stricter demands, we have shown that, to achieve an accuracy of 0.1 mm, the number of flange positions should be greater than six. By observing
Figure 12, it is evident that selecting six or more flange positions provides calibration precision with a norm of error lower than 0.1 mm for over 75% of the chosen flange position combinations. Additionally, it is interesting to note that, even with a smaller number of flanges used for calibration, high precision can also be achieved, but in a lower percentage. This conclusion is expected, but also presents a challenge for operators, as they need to strategically choose positions that will generate calibration results with an acceptable error for their specific tasks.
The method described in [
25] also supports dynamic calibration, but the mean error obtained in that case was in the order of tens of mm, which is not favorable compared to other analyzed methods and imposes serious caveats on possible uses in the real-world. This method can utilize error compensation, which severely restricts the usage envelope of the method, but it still achieves the mean error of 0.15 mm, which is comparable to our proposed method without error compensation. As can be seen from previously presented results, our method can achieve an even higher accuracy by utilizing a lesser number of points than [
25], even without error compensation.
Furthermore, it is important to emphasize that the quality of the calibration is influenced by the quality of the 3D scanned point cloud. Both the precision and accuracy of the scan directly influence the results of the calibration, as they are used as the ground truth, and any discrepancies or errors introduced in the scanning process will introduce unwanted errors in the calibration and affect the reliability of the system in use. It is, therefore, necessary to take precautions in the scanning process and consider both the specifications of the scanner and the scanning workflow and the best practices, as defined by the scanner manufacturer and the relevant scientific literature. To decrease errors introduced by scanning, we investigated the number of scanned flange positions and their locations in the working space of the scanner, as well as their influence on the results of the calibration process.
The main limitations of our approach compared to the state of the art include its restriction to static mode operation. Additionally, the inability to integrate CometLed effectively and robustly with the Matlab R2023a software environment requires additional effort in preparing the point clouds for further processing, such as outliers’ detection and removing procedures. These limitations may be considered in future work with a focus on improving the calibration performance both in the terms of accuracy and flexibility.
However, the results presented in this study serve as an excellent example that the strategy for choosing the number and the relative positioning of the flanges and the accurate and reliable processing of the flange point cloud are crucial aspects in the calibration process, especially if the main goal is to achieve a high precision and efficiency.
6. Conclusions
In this paper, we presented a static-mode error-compensation-free markerless hand–eye calibration method providing submillimeter accuracy. Our system was configured in eye-to-hand configuration and calibrated using the robot’s TCP estimated from the point cloud obtained by a 3D scanner. An algorithm for the estimation of the TCP coordinates, based on a 3D circle fitting using the least square and NN method, was proposed. The performance of the proposed algorithm was validated using the setting ring point cloud in a manner of diameter estimation and the repeatability of point cloud processing, demonstrating a high degree of accuracy, with the greatest deviation from the mean diameter value being 0.025 mm, as well as repeatability, with the greatest deviation from the mean value being observed for a single coordinate of 0.013 mm.
Furthermore, we proposed a calibration and validation strategy to optimize the process by reducing the number of required flange positions for achieving highly accurate calibration. Our experiments indicate that it is possible to achieve a submillimeter-accurate calibration of the hand–eye system without the need for error compensation, even when using just four properly chosen flange positions in the scanner’s field of view. To prove this, we conducted an analysis on the influence of the number of flanges and their mutual positions on the calibration precision. The obtained results demonstrated a high degree of accuracy, achieving mean errors below 0.2 mm per coordinate when using just four flange positions in the calibration process.
The presented findings have the potential for enhancement by considering the impact of robot precision on the system accuracy. Despite a robot’s good repeatability reducing positional variations in repetitive tasks, it does not eliminate the possibility of positional errors. While repeatability ensures consistent return to a designated position, it does not address systematic errors or inaccuracies. Therefore, even with outstanding robot repeatability, considering and, if necessary, addressing potential positional errors through additional robot calibration—comparing the actual TCP position with measurements from an independent calibration device—as well as employing other corrective measures, could result in improved calibration outcomes.
Compared to the state of the art, we improved the algorithm for circular-shaped flange point cloud processing, enabling the processing of the point cloud and the extraction of its geometric features without any knowledge of the flange geometry. In addition, we achieved a submillimeter calibration accuracy using the proposed algorithm, and improved the accuracy of previously reported results utilizing both marker-based and markerless approaches. We also simplified the calibration procedure, reducing the number of necessary flange positions while still providing submillimeter accuracy for properly chosen flange positions during the calibration procedure.
Finally, our approach shows great potential for significant improvements in the hand–eye calibration process, such as simplifying and streamlining the calibration procedure, reducing the preparation time, and minimizing the influence of human factors on the calibration process efficiency and accuracy.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}