
Fermentation Results and Chemical Composition of Agricultural Distillates Obtained from Rye and Barley Grains and the Corresponding Malts as a Source of Amylolytic Enzymes and Starch

 , ,
, ,
Abstract
:
1. Introduction
2. Results
2.1. The Chemical Composition of Raw Materials
2.2. Chemical Composition of Mashes before and after Fermentation
2.3. Chemical Composition of the Obtained Distillates
3. Discussion
4. Materials and Methods
4.1. Raw Materials
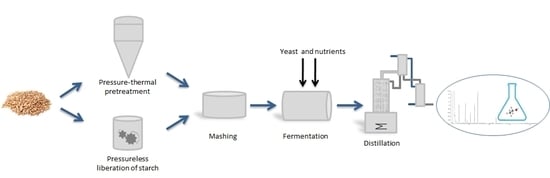
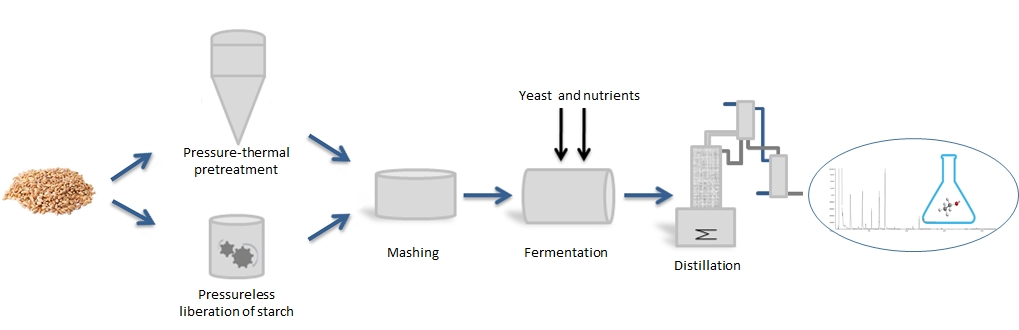
4.2. Production of Sweet Mashe
4.2.1. Pressureless Liberation of Starch (PLS)
4.2.2. Pressure-Thermal Pretreatment of Unmalted Cereals
4.3. Yeast Preparation
4.4. Fermentation of Mashes
4.5. Distillation
4.6. Analytical Method
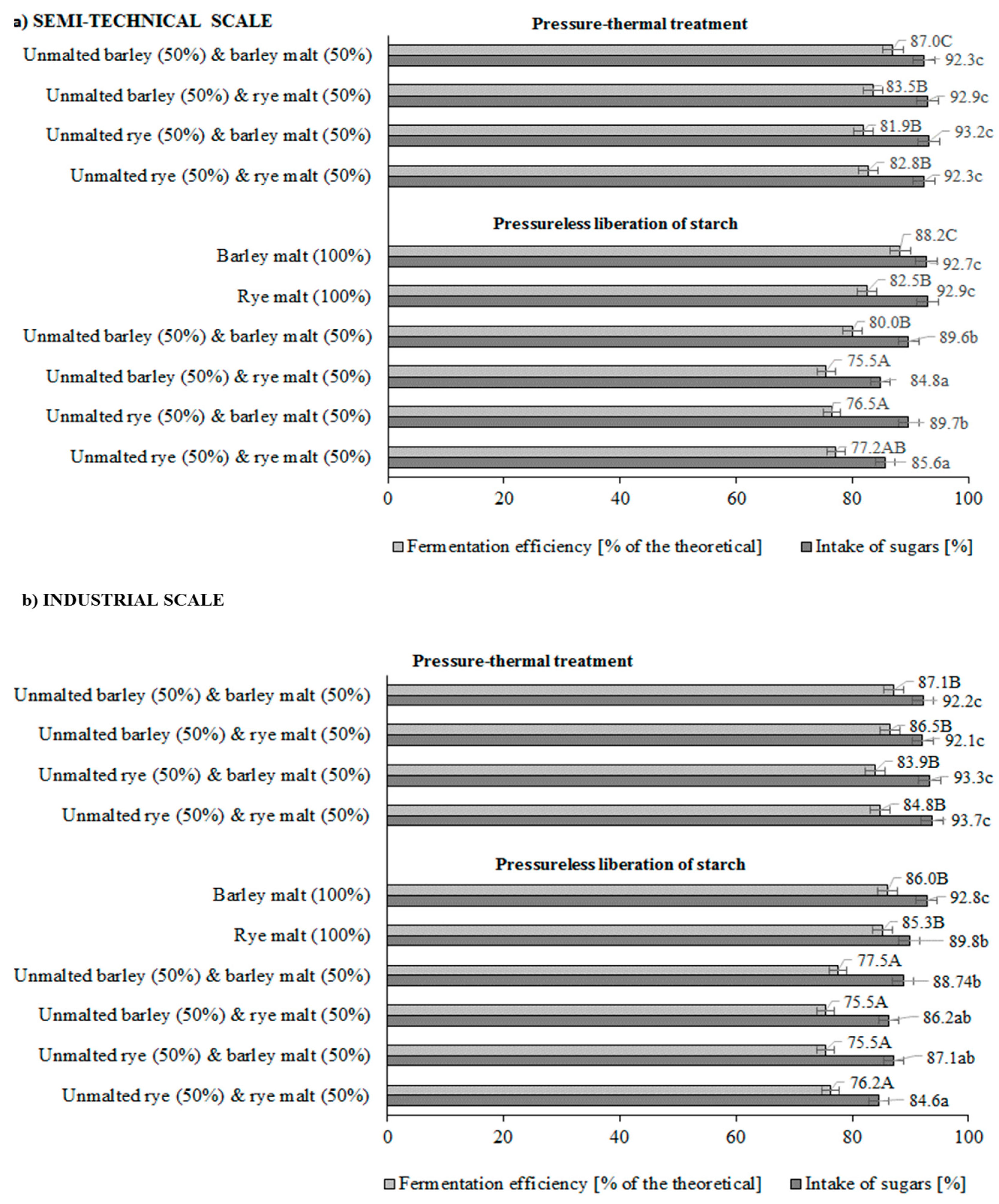
4.7. Evaluation of Fermentation Results
4.8. Statistical Analysis
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Spirits EUROPE. Available online: http://spirits.eu (accessed on 5 May 2016).
- Poel, P.; Gosepa, S.; Kroes, W.; Kruis, G.; Berkhout, B.; de Wit, W. The Contribution of the Spirits Industry to the EU Economy. Available online: http://spirits.eu/files/56/december-2010-thecontribution-of-spirits-industry-to-the-eu-economy-summary.pdf (accessed on 15 May 2016).
- Arendt, E.K.; Zannini, E. Rye. In Cereal Grains for the Food and Beverage Industries; Woodhead Publishing Series in Food Science 248; Arendt, E.K., Zannini, E., Eds.; Woodhead Publishing Limited: Oxford Cambridge, UK, 2013; pp. 220–221. [Google Scholar]
- Kłosowski, G.; Mikulski, D.; Czupryński, B.; Kotarska, K. Characterization of fermentation of high-gravity maize mashes with the application of pullulanase, proteolytic enzymes and enzymes degrading non-starch polysaccharides. J. Biosci. Bioeng. 2010, 109, 466–471. [Google Scholar] [CrossRef] [PubMed]
- Regulation (EC) No 110/2008 of the European Parliament and of the Council of 15 January 2008 on the Definition, Description, Presentation, Labelling and the Protection of Geographical Indications of Spirit Drinks and Repealing Council Regulation (EEC) No 1576/89; Official Journal of the European Union: Luxembourg, 2008; p. L 39/16.
- USTAWA z dnia 25 maja 2012 r. o zmianie ustawy o wyrobie napojów spirytusowych oraz o rejestracji i ochronie oznaczeń geograficznych napojów spirytusowych (Dz.U. 2012 poz. 800). The Prime Minister with the Government Legislation Centre: Warsaw, Poland, 2012-07-12, poz. 800, vol. 1. Available online: http://www.dziennikustaw.gov.pl/ (accessed on 15 May 2016).
- Serna-Saldivar, S.O. Production of malts, beer, alcohol spirit and fuel ethanol. In Cereal Grain Properties, Processing and Nutritional Attributes; Serna-Saldivar, S.O., Ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2010; pp. 447–450. [Google Scholar]
- Dolan, T.C.S. Malt whiskies: Raw materials and processing. In Whisky Technology, Production and Marketing; Russell, I., Stewart, G., Bamforth, Ch., Russell, I., Eds.; Elsevier Ltd.: London, UK, 2003; pp. 27–73. [Google Scholar]
- Bringhurst, T.A.; Broadhead, A.L.; Brosnan, J. Grain whisky: Raw materials and processing. In Whisky Technology, Production and Marketing; Russell, I., Stewart, G., Bamforth, Ch., Russell, I., Eds.; Elsevier Ltd.: London, UK, 2003; pp. 75–112. [Google Scholar]
- Council Regulation (EC) No 834/2007 of 28 June 2007 on Organic Production and Labelling of Organic Products and Repealing Regulation (EEC) No 2092/91; The Publications Office of the European Union: Luxembourg, 2007; p. L189/1.
- Kłosowski, G.; Mikulski, D.; Macko, D.; Miklaszewska, B.; Kotarska, K.; Czupryński, B. Influence of various yeast strains and selected starchy raw materials on production of higher alcohols during the alcoholic fermentation process. Eur. Food Res. Technol. 2015, 240, 233–242. [Google Scholar] [CrossRef]
- Pomeranz, Y. Biochemical, Functional and Nutritive Changes during Storage. In Storage of Cereal Grains and Their Products; Christensen, C.M., Ed.; Monograph Series; American Association of Cereal Chemists: St. Paul, MN, USA, 1974; pp. 56–114. [Google Scholar]
- Wilkin, D.R.; Stenning, B.C. Moisture Content of Cereal Grains. Available online: https://cereals.ahdb.org.uk/publications/1989/september/01/moisture-content-of-cereal-grains.aspx (accessed on 15 May 2016).
- Blϋmelhuber, G. Cereals, malts and hops. BRAUWELT Int. 2012, 2, 75–83. [Google Scholar]
- Pietruszka, M.; St. Szopa, J. Agricultural distillates from Polish varieties of rye. Czech J. Food Sci. 2014, 32, 406–411. [Google Scholar]
- Dewar, J.; Taylor, J.R.N.; Berjak, P. Determination of improved steeping conditions for sorghum malting. J. Cereal Sci. 1997, 26, 129–136. [Google Scholar] [CrossRef]
- Jin, Y.H.; Du, J.H.D.; Zhang, K.L.; Zhang, X.C. Effects of wheat starch contents on malt qualities. J. Inst. Brew. 2011, 117, 534–540. [Google Scholar] [CrossRef]
- Paterson, A.; Swanston, J.S.; Piggott, J.R. Production of fermentable extracts from cereals and fruits. In Fermented Beverage Production; Lea, A.G.H., Piggott, J., Eds.; Springer Science + Business: New York, NY, USA, 1995; pp. 1–24. [Google Scholar]
- Fox, G.P.; Onley-Watson, K.; Osman, A. Multiple linear regression calibrations for barley and malt protein based on the spectra of hordein. J. Inst. Brew. 2002, 108, 155–159. [Google Scholar] [CrossRef]
- Kunachowicz, H.; Nadolna, I.; Iwanow, K.; Przygoda, B.; Szwed, Ł.; Błażewicz, J.; Zembold-Guła, A.; Pelak, M.; Dawidowicz, A. Effect of malting time and fractionation of barley grain on malt Kolbach Index and content of free amino nitrogen in worts. Food. Sci. Technol. Qual. 2009, 6, 119–128. [Google Scholar]
- Tester, R.F.; Karkalas, J.; Qi, X. Starch—Composition, fine structure and architecture. J. Cereal Sci. 2004, 39, 151–165. [Google Scholar] [CrossRef]
- Bello-Pérez, L.A.; Paredes-López, O.; Roger, P.; Colonna, P. Amylopectin—Properties and fine structure. Food Chem. 1996, 56, 171–176. [Google Scholar] [CrossRef]
- Autio, K.; Eliasson, A.-Ch. Rye Starch. In Starch: Chemistry and Technology, 3rd ed.; BeMiller, J., Whistler, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2009; pp. 582–583. [Google Scholar]
- Vasanthan, T.; Hoover, R. Barley Starch: Production, Properties, Modification and Uses. In Starch: Chemistry and Technology, 3rd ed.; BeMiller, J., Whistler, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2009; pp. 605–607. [Google Scholar]
- Perry, P.A.; Donald, A.M. SANS study of the distribution of water within starch granules. Int. J. Biol. Macromol. 2000, 28, 31–39. [Google Scholar] [CrossRef]
- Delcour, J.A.; Hoseney, R.C. Principles of Cereal Science and Technology, 3rd ed.; AACC International Inc.: St. Paul, MN, USA, 2010; pp. 25–42. [Google Scholar]
- Manners, D.J. Some aspects of the metabolism of starch. Cereal Foods World 1985, 30, 722–727. [Google Scholar]
- Montanari, L.; Floridi, S.; Marconi, O.; Tironzelli, M.; Fantozzi, P. Effect of mashing procedures on brewing. Eur. Food Res. Technol. 2005, 221, 175–179. [Google Scholar] [CrossRef]
- Lalor, E.; Goode, D. Brewing with enzymes. In Enzymes in Food Technology, 2nd ed.; Whitehurst, R.J., van Oort, M., Eds.; Wiley-Blackwell: Ames, IA, USA, 2010; pp. 163–193. [Google Scholar]
- Kristiansen, A.G.; Johansen, K.L. 2020: The future brewery–Part 1. BRAUWELT Int. 2011, 2, 88–92. [Google Scholar]
- Hübner, F.; Schehl, B.D.; Gebruers, K.; Courtin, C.M.; Delcour, J.A.; Arendt, E.K. Influence of germination time and temperature on the properties of rye malt and rye malt based worts. J. Cereal Sci. 2010, 52, 72–79. [Google Scholar] [CrossRef]
- Lyons, T.P. Production of Scotch and Irish whiskies: Their history and evolution. In The Alcohol Textbook, 4th ed.; Jacques, K.A., Lyons, T.P., Kelsall, D.R., Eds.; Alltech Inc.: Nicholasville, KY, USA, 2003; pp. 193–206. [Google Scholar]
- Broda, M.; Leja, K. The microbiological situation of distilleries in Poland. Pol. J. Environ. Stud. 2010, 19, 901–906. [Google Scholar]
- Rückle, L.; Senn, T. Hop acids as natural antibacterials in ethanol fermentation. Int. Sugar J. 2006, 108, 139–147. [Google Scholar]
- Hübner, F.; Schehl, B.D.; Gebruers, K.; Courtin, C.M.; Delcour, J.A.; Arendt, E.K. Influence of germination time and temperature on the properties of rye malt and rye malt based worts. J. Cereal Sci. 2010, 52, 72–79. [Google Scholar] [CrossRef]
- Albers, E.; Larsson, C.; Lidén, G.; Niklasson, C.; Gustafsson, L. Influence of the nitrogen source on Saccharomyces cerevisiae anaerobic growth and product formation. Appl. Environ. Microbiol. 1996, 62, 3187–3195. [Google Scholar] [PubMed]
- Russell, I. Understanding yeast fundamentals. In The Alcohol Textbook, 4th ed.; Jacques, K.A., Lyons, T.P., Kelsall, D.R., Eds.; Alltech Inc.: Nicholasville, KY, USA, 2003; pp. 85–120. [Google Scholar]
- Kotarska, K.; Czupryński, B.; Kłosowski, G. Effect of various activators on the course of alcoholic fermentation. J. Food Eng. 2006, 77, 965–971. [Google Scholar] [CrossRef]
- Lineback, D.R.; Rasper, V.F. Wheat carbohydrates. In Wheat: Chemistry and Technology, 3rd ed.; Pomeranz, Y., Ed.; American Association of Cereal Chemists: St. Paul, MN, USA, 1998; Volume 1, pp. 277–372. [Google Scholar]
- Schweizer, T.F.; Würsch, P. Analysis of dietary fiber. In The Analysis of Dietary Fiber in Food; James, W.P.T., Theander, O., Eds.; Marcel Dekker: New York, NY, USA, 1981; pp. 203–216. [Google Scholar]
- Vriesekoop, F.; Rathband, A.; MacKinlay, J.; Bryce, J.H. The evolution of dextrins during the mashing and fermentation of all-malt whisky production. J. Inst. Brew. 2010, 116, 230–238. [Google Scholar] [CrossRef]
- Preparation of Grain Mashes for the Distillation of Grain Spirits. The Version 01/2011. Available online: http://www.c-schliessmann.de/englisch/Dokumente/Info-_Sicherheitsdatenblaetter/Brennereitechnologie/003.pdf (accessed on 10 May 2016).
- Wright, F.B. Distillation of Alcohol and de-Naturing. Available online: http://www.distillationgroup.com/distillation/H002/H002L.pdf (accessed on 15 April 2016).
- Goode, D.L.; Wijngaard, H.H.; Arendt, E.K. Mashing with unmalted barley—Impact of malted barley and commercial enzyme (Bacillus spp.). MBAA TQ 2005, 42, 184–198. [Google Scholar]
- Santillán, V.; García, G. Congeners biosynthesis during alcoholic fermentations. Rev. Lat. Am. Microbiol. 1998, 40, 109–119. [Google Scholar]
- Plutowska, B.; Biernacka, P.; Wardencki, W. Identification of volatile compounds in raw spirits of different organoleptic quality. J. Inst. Brew. 2010, 116, 433–439. [Google Scholar] [CrossRef]
- Agricultural Distillate; PN-A-79523:2002; Polish Committee for Standardization: Warsaw, Poland, 2002; pp. 1–7.
- Navarro, A.R. Effects of furfural on ethanol fermentation by Saccharomyces cerevisiae: Mathematical models. Curr. Microbiol. 1994, 29, 87–90. [Google Scholar] [CrossRef]
- Monica Lee, K.-Y.; Paterson, A.; Piggott, J.R. Origins of flavour in whiskies and a revised flavour wheel: A review. J. Inst. Brew. 2001, 107, 287–313. [Google Scholar]
- Nykänen, L.; Nykänen, I. Distilled beverages. In Volatile Compounds in Foods and Beverages, 1st ed.; Maarse, H., Ed.; Marcell Dekker, Inc.: New York, NY, USA, 1991; pp. 547–558. [Google Scholar]
- Suomalainen, H.; Nykanen, L.; Eriksson, K. Composition and consumption of alcoholic beverages—A review. Am. J. Enol. Vitic. 1974, 25, 179–187. [Google Scholar]
- Chemical composition of alcoholic beverages, Additives and contaminants. In IARC Monographs on the Evaluation of Carcinogenic Risk to Humans; Lyon (Ed.) IARC: Lyon, France, 1988; Volume 44, pp. 71–93.
- Adam, L.; Versini, G. A study on the Possibilities to Lower the Content of Methyl-Alcohol in Eaux-de-vie de Fruits; European Commission: Brussels, Belgium, 1996; pp. 1–8. ISBN 92-827-7208-X. [Google Scholar]
- Aylott, R.I.; MacKenzie, W.M. Analytical strategies to confirm the generic authenticity of Scotch whisky. J. Inst. Brew. 2010, 116, 215–229. [Google Scholar] [CrossRef]
- Balcerek, M.; Pielech-Przybylska, K. Effect of supportive enzymes on chemical composition and viscosity of rye mashes obtained by PSL method and efficiency of their fermentation. Eur. Food Res. Technol. 2009, 229, 141–151. [Google Scholar] [CrossRef]
- Kelsall, D.R.; Lyons, T.P. Grain dry milling and cooking procedures: Extracting sugars in preparation for fermentation. In The Alcohol Textbook, 4th ed.; Jacques, K.A., Lyons, T.P., Kelsall, D.R., Eds.; Alltech Inc.: Nicholasville, KY, USA, 2003; pp. 9–11. [Google Scholar]
- Lane, R.H. Cereal foods. In Official Methods of Analysis of the Association of Official Analytical Chemists, 15th ed.; Helrich, K., Ed.; Association of Official Analytical Chemists, Inc.: Arlington, WA, USA, 1995; Volume II, pp. 777–796. [Google Scholar]
- Miller, G.L. Use of dinitrosalicylic acid reagent for determining reducing sugars. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Native Starch. Determination of Starch Content. Ewers Polarimetric Method; PN-EN ISO 10520:2002; Polish Committee for Standardization: Warsaw, Poland, 2002; pp. 1–13. [Google Scholar]
- ICC Standard Methods: Simple and Specific Assay for Alpha-Amylase, Beta-Amylase, and Beta-Glucanase. Available online: https://www.icc.or.at/standard_methods (accessed on 5 May 2016).
- Megazyme. Alpha-Amylase Assay Procedure (Ceralpha Method) K-Cera 01/12 for the Measurement of Plant and Microbial Alpha-Amylases; Megazyme International: Wicklow, Ireland, 2012; pp. 1–19. [Google Scholar]
- Megazyme. Beta-Amylase Assay Procedure (Betamyl-3 Method) K-Beta3 10/10; Megazyme International: Wicklow, Ireland, 2010; pp. 1–2. [Google Scholar]
- Balcerek, M.; Pielech‑Przybylska, K.; Strąk, E.; Patelski, P.; Dziekońska, U. Comparison of fermentation results and quality of the agricultural distillates obtained by application of commercial amylolytic preparations and cereal malts. Eur. Food Res. Technol. 2016, 242, 321–335. [Google Scholar] [CrossRef]
- Nicol, D.A. Rum. In Fermented Beverage Production; Lea, A.G.H., Piggott, J.R., Eds.; Kluwer Academic/Plenum Publishers: New York, NY, USA, 2003; p. 271. [Google Scholar]
- Sample Availability: Samples of the agricultural distillates are available from the authors.


{kind=link}
{kind=link}
| Raw Material | Unmalted Rye (cv. Dańkowskie Diament) | Unmalted Barley (cv. Karakan) | Rye Malt | Barley Malt | |
|---|---|---|---|---|---|
| Components | |||||
| Moisture [g/kg] | 88.0 ± 6.0b | 87.0 ± 5.0b | 42.0 ± 2.0a | 39.0 ± 2.0a | |
| Starch [g/kg] | 621.2 ± 15.2c | 485.0 ± 14.5b | 410.0 ± 16.3a | 382.6 ± 17.5a | |
| Reducing sugars [g/kg] | 15.2 ± 1.3a | 19.3 ± 1.0b | 186.5 ± 15.5c | 166.2 ± 12.5c | |
| Protein [g/kg d.m.] | 105.5 ± 6.5c | 100.5 ± 5.0bc | 84.5 ± 3.2a | 93.8 ± 4.2b | |
| Amylolytic activities: | |||||
| α-amylase [CU/g] | n.d. | n.d. | 46.89 ± 2.42a | 86.83 ± 2.12b | |
| β-amylase [BU/g] | n.d. | n.d. | 2.61 ± 0.56a | 2.98 ± 0.58a | |
| Fermentation Variant | Semi-Technical Scale | Industrial Scale | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Total Extract (g/kg mash) | Reducing Sugars (g/L mash) | Maltotriose (g/L mash) | Dextrins (g/L mash) | Total Extract (g/kg mash) | Reducing Sugars (g/L mash) | Maltotriose (g/L mash) | Dextrins (g/L mash) | |||
| Glucose | Maltose | Glucose | Maltose | |||||||
| Pressureless Liberation of Starch (PLS) | ||||||||||
| Unmalted rye & rye malt (1:1) | 164.4 ± 2.5a | 9.5 ± 0.2c | 71.2 ± 1.5d | 11.1 ± 0.3d | 36.5 ± 2.2de | 162.4 ± 3.5a | 9.7 ± 0.2e | 63.2 ± 1.5d | 10.2 ± 0.2d | 27.7 ± 1.5b |
| Unmalted rye & barley malt (1:1) | 169.2 ± 2.5b | 39.4 ± 1.5e | 163.4 ± 6.5a | 11.8 ± 0.3g | 69.3 ± 1.3e | 9.5 ± 0.1c | 22.3 ± 1.2a | |||
| Unmalted barley& rye malt (1:1) | 170.8 ± 3.0b | 7.1 ± 0.1a | 61.9 ± 1.2a | 9.7 ± 0.2c | 46.5 ± 2.0f | 165.3 ± 5.5a | 7.0 ± 0.1a | 56.9 ± 0.9c | 7.6 ± 0.1a | 46.5 ± 2.3e |
| Unmalted barley& barley malt (1:1) | 170.6 ± 2.5b | 9.7 ± 0.2c | 63.4 ± 1.5a | 9.9 ± 0.2c | 34.5 ± 1.2cd | 170.0 ± 3.5b | 7.5 ± 0.1b | 64.3 ± 1.2d | 10.8 ± 0.3e | 32.6 ± 1.5cd |
| Rye malt | 182.5 ± 1.5d | 27.8 ± 1.5b | 172.4 ± 4.2b | 10.8 ± 0.2f | 71.4 ± 1.7ef | 11.9 ± 0.4f | 30.7 ± 2.5c | |||
| Barley malt | 171.5 ± 1.0b | 10.6 ± 0.3d | 63.7 ± 1.5a | 14.3 ± 0.5f | 20.4 ± 1.2a | 171.8 ± 1.5b | 14.6 ± 0.3h | 72.5 ± 1.5ef | 15.2 ± 0.5g | 22.9 ± 1.5a |
| Pressure-Thermal Treatment * | ||||||||||
| Unmalted rye & rye malt (1:1) | 166.2 ± 2.5ab | 8.5 ± 0.2b | 73.12 ± 1.6d | 11.8 ± 0.2e | 32.9 ± 2.5cd | 164.5 ± 2.6a | 8.6 ± 0.1c | 77.3 ± 1.6g | 12.4 ± 0.5f | 24.0 ± 2.5ab |
| Unmalted rye & barley malt (1:1) | 163.2 ± 2.2a | 9.2 ± 0.4c | 71.9 ± 1.6d | 14.9 ± 0.4f | 31.7 ± .4.2cd | 163.1 ± 1.3a | 8.7 ± 0.1cd | 72.2 ± 1.4ef | 15.2 ± 0.5g | 30.1 ± 2.2c |
| Unmalted barley& rye malt (1:1) | 162.4 ± 3.0a | 8.2 ± 0.3b | 66.8 ± 1.3b | 9.3 ± 0.2b | 31.3 ± 2.5c | 159.2 ± 4.5a | 9.5 ± 0.2e | 54.9 ± 0.8b | 10.9 ± 0.3e | 35.8 ± 1.5d |
| Unmalted barley& barley malt (1:1) | 178.4 ± 1.5c | 7.1 ± 0.2a | 67.0 ± 1.5b | 7.5 ± 0.1a | 25.3 ± 3.3b | 174.1 ± 3.6b | 9.9 ± 0.1d | 64.9 ± 0.8a | 10.5 ± 0.2b | 33.7 ± 3.0cd |
| Parameters | Semi-Technical Scale | Industrial Scale | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Extract (g/kg mash) | Ethanol (g/L mash) | Reducing Sugars (g/L mash) | Matrotriose (g/L mash) | Dextrins (g/L mash) | Extract (g/kg mash) | Ethanol (g/L mash) | Reducing Sugars (g/L mash) | Matrotriose (g/L mash) | Dextrins (g/L mash) | ||||||
| Variant of Fermentation | Apparent | Real | Glucose | Maltose | Apparent | Real | Glucose | Maltose | |||||||
| Pressureless Liberation of Starch (PLS) | |||||||||||||||
| Unmalted rye & rye malt (1:1) | 30.8 ± 1.5d | 60.2 ± 4.5c | 61.5 ± 1.6b | 0.20 ± 0.02d | 1.66 ± 0.05g | 1.52 ± 0.03d | 14.5 ± 0.8f | 35.2 ± 2.5d | 60.8 ± 3.5c | 52.9 ± 1.2a | 0.95 ± 0.05g | 1.35 ± 0.05b | 2.21 ± 0.05g | 11.0 ± 0.5f | |
| Unmalted barley & rye malt (1:1) | 33.5 ± 1.0e | 59.0 ± 4.0c | 58.4 ± 1.8ab | 0.11 ± 0.01b | 0.87 ± 0.12cd | 1.12 ± 0.02a | 16.9 ± 1.2g | 26.8 ± 1.5b | 50.2 ± 1.5b | 53.7 ± 1.5ab | 0.11 ± 0.01a | 3.20 ± 0.12f | 2.63 ± 0.08h | 7.7 ± 0.2e | |
| Unmalted barley & barley malt (1:1) | 17.5 ± 0.5b | 47.4 ± 3.5b | 58.2 ± 2.2ab | 0.15 ± 0.01c | 0.30 ± 0.10a | 1.31 ± 0.02c | 9.5 ± 0.6d | 15.0 ± 1.5a | 52.0 ± 3.3b | 56.0 ± 1.3b | 0.23 ± 0.01c | 1.30 ± 0.10b | 1.80 ± 0.03f | 8.3 ± 0.6e | |
| Barley malt | 16.1 ± 0.5a | 37.4 ± 2.5a | 63.1 ± 1.2c | 0.20 ± 0.02d | 0.89 ± 0.05d | 1.32 ± 0.05c | 4.9 ± 0.5b | 12.7 ± 1.0a | 42.2 ± 3.0a | 69.4 ± 1.5e | 0.10 ± 0.01a | 2.30 ± 0.10d | 1.05 ± 0.05b | 5.4 ± 0.8d | |
| Pressure-Thermal Treatment * | |||||||||||||||
| Unmalted rye & rye malt (1:1) | 27.1 ± 1.0c | 56.3 ± 2.5c | 65.5 ± 2.3cd | 0.71 ± 0.03f | 1.91 ± 0.05h | 1.33 ± 0.02c | 5.7 ± 1.0b | 32.5 ± 2.5cd | 59.0 ± 3.0c | 65.5 ± 2.1d | 0.32 ± 0.01d | 1.50 ± 0.06c | 1.42 ± 0.05d | 3.3 ± 0.5b | |
| Unmalted rye & barley malt (1:1) | 34.7 ± 1.5e | 61.1 ± 3.0c | 67.9 ± 2.2d | 0.15 ± 0.01c | 2.74 ± 0.12i | 1.11 ± 0.04a | 4.4 ± 1.2ab | 37.0 ± 2.5d | 63.4 ± 5.5c | 68.6 ± 2.0de | 0.82 ± 0.05f | 2.60 ± 0.12e | 1.22 ± 0.05c | 3.4 ± 0.5b | |
| Unmalted barley & rye malt (1:1) | 15.5 ± 0.5a | 43.1 ± 1.5b | 59.2 ± 1.8ab | 0.23 ± 0.01d | 1.10 ± 0.05e | 1.71 ± 0.05e | 3.3 ± 0.9a | 24.5 ± 1.5b | 47.0 ± 3.5ab | 60.8 ± 1.6c | 0.70 ± 0.04e | 2.60 ± 0.05e | 1.53 ± 0.03e | 2.9 ± 0.2a | |
| Unmalted barley & barley malt (1:1) | 24.5 ± 1.2c | 44.4 ± 2.2b | 56.4 ± 1.5a | 0.12 ± 0.02c | 0.43 ± 0.02b | 1.12 ± 0.01a | 5.4 ± 0.5b | 30.1 ± 1.8c | 51.0 ± 2.8b | 56.8 ± 1.2b | 0.15 ± 0.01b | 2.60 ± 0.05e | 1.52 ± 0.02e | 2.6 ± 0.2a | |
| Method of Mash Preparation | Composition of Mash | Acet-Aldehyde | 2,3-Butane-Dion | Caprylic Aldehyde | Furfural | Ethyl Acetate | Acet-Aldehyde Diethyl Acetal | Ethyl Butyrate | Isoamyl Acetate | Ethyl Caproate | Ethyl Heptanoate | Ethyl Benzoate | Ethyl Caprylate | Ethyl Caprate | Ethyl Myristate | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (mg/L Absolute Alcohol) | ||||||||||||||||
| Pressureless liberation of starch (PLS) | Unmalted rye & rye malt (1:1) | ST | 4.25 ± 0.25b | 3.99 ± 0.35f | n.d. | 28.63 ± 1.53g | 228.70 ± 5.50m | n.d. | 0.39 ± 0.04ef | 0.76 ± 0.05d | 1.84 ± 0.09c | n.d. | 0.15 ± 0.02c | 3.32 ± 0.15de | 3.33 ± 0.15f | 0.64 ± 0.03d |
| I | 9.83 ± 0.52f | 2.62 ± 0.22cd | 21.13 ± 1.22a | 1.91 ± 0.23d | 64.30 ± 1.92f | 87.02 ± 3.25b | 0.46 ± 0.06efg | 1.60 ± 0.11g | 5.86 ± 0.22e | n.d. | 0.01 ± 0.00a | 0.45 ± 0.04b | 0.03 ± 0.00c | 0.01 ± 0.00a | ||
| Unmalted rye & barley malt (1:1) | ST | 4.55 ± 0.35bc | 3.98 ± 0.28f | n.d. | 38.55 ± 2.12h | 181.54 ± 3.12l | n.d. | 0.49 ± 0.06fg | 1.57 ± 0.15g | 1.75 ± 0.07c | n.d. | 0.19 ± 0.03c | 4.26 ± 0.17f | 4.04 ± 0.22gh | 1.28 ± 0.07g | |
| I | 9.62 ± 0.82ef | 3.25 ± 0.25e | 20.74 ± 1.15a | 0.13 ± 0.01b | 44.15 ± 2.32e | 102.69 ± 4.15c | 0.40 ± 0.05ef | 0.41 ± 0.02b | 5.47 ± 0.24e | 0.05 ± 0.01b | n.d. | 0.43 ± 0.04b | 0.04 ± 0.00d | 0.01 ± 0.00a | ||
| Unmalted barley & rye malt (1:1) | ST | 3.63 ± 0.25a | 1.99 ± 0.15b | n.d. | 25.58 ± 1.56g | 172.51 ± 5.15k | n.d. | 0.40 ± 0.05ef | 0.68 ± 0.04d | 1.46 ± 0.06b | n.d. | 0.10 ± 0.02b | 4.41 ± 0.15f | 5.39 ± 0.26i | 1.72 ± 0.12h | |
| I | 3.87 ± 0.23a | 1.27 ± 0.38a | 22.58 ± 1.33a | 1.03 ± 0.23c | 8.47 ± 0.55a | 111.31 ± 4.55d | 0.18 ± 0.02c | 1.19 ± 0.07f | 7.44 ± 0.35g | 0.18 ± 0.02cd | 0.01 ± 0.00a | 0.22 ± 0.02a | 0.01 ± 0.00a | 0.02 ± 0.00b | ||
| Unmalted barley & barley malt (1:1) | ST | 8.92 ± 0.52e | 2.18 ± 0.22bc | n.d. | 26.84 ± 1.55g | 173.5 ± 3.28k | n.d. | 0.51 ± 0.04g | 2.06 ± 0.12h | 2.14 ± 0.09d | n.d. | 0.23 ± 0.02d | 6.71 ± 0.32h | 5.45 ± 0.25i | 1.39 ± 0.11g | |
| I | 10.22 ± 0.47f | 3.85 ± 0.21 | 21.08 ± 1.23a | 0.16 ± 0.02b | 34.69 ± 1.04d | 87.70 ± 3.34b | 0.14 ± 0.02b | 1.20 ± 0.06f | 5.80 ± 0.25e | 0.04 ± 0.00b | n.d. | 0.23 ± 0.02a | 0.01 ± 0.00a | 0.01 ± 0.00a | ||
| Rye malt | ST | 13.51 ± 0.75h | 3.04 ± 0.31de | n.d. | 35.79 ± 2.25h | 144.41 ± 5.50i | n.d. | 0.19 ± 0.02c | 0.21 ± 0.01a | 0.96 ± 0.05a | n.d. | 0.15 ± 0.02c | 2.21 ± 0.10c | 3.90 ± 0.15gh | 0.68 ± 0.03d | |
| I | 16.05 ± 0.72j | 3.54 ± 0.22e | 21.64 ± 1.34a | 0.06 ± 0.01a | 41.34 ± 1.24e | 107.4 ± 4.25c | 0.09 ± 0.01a | 1.30 ± 0.07f | 6.43 ± 0.31f | 0.05 ± 0.01b | 0.01 ± 0.00a | 0.37 ± 0.05b | 0.01 ± 0.00a | 0.01 ± 0.00a | ||
| Barley malt | ST | 8.67 ± 0.62de | 4.48 ± 0.32g | n.d. | 49.48 ± 2.56j | 93.41 ± 2.80h | n.d. | 0.14 ± 0.02b | 0.98 ± 0.07e | 1.01 ± 0.04a | n.d. | 0.29 ± 0.02 | 3.05 ± 0.16d | 2.59 ± 0.15e | 0.84 ± 0.04e | |
| I | 10.52 ± 0.65f | 3.21 ± 0.22e | 21.80 ± 1.20a | 3.68 ± 0.32f | 15.69 ± 0.47b | 81.45 ± 3.89b | 0.12 ± 0.01b | 1.64 ± 0.06g | 6.45 ± 0.28f | 0.15 ± 0.02c | 0.01 ± 0.00a | 0.38 ± 0.05b | 0.02 ± 0.00b | 0.04 ± 0.01c | ||
| Pressure-thermal treatment * | Unmalted rye & rye malt (1:1) | ST | 13.50 ± 0.85h | 4.78 ± 0.41g | n.d. | 36.05 ± 1.45h | 187.74 ± 5.63 | n.d. | 3.46 ± 0.22j | 0.40 ± 0.02b | 1.09 ± 0.05a | n.d. | 0.15 ± 0.02c | 3.59 ± 0.12e | 5.27 ± 0.31i | 1.11 ± 0.05f |
| I | 13.91 ± 0.72hi | 3.71 ± 0.32ef | 20.77 ± 1.68a | 0.07 ± 0.01a | 60.54 ± 1.82f | 45.22 ± 1.34a | 0.58 ± 0.03g | 0.55 ± 0.02c | 5.48 ± 0.23e | 0.02 ± 0.00a | n.d. | 0.19 ± 0.03a | 0.01 ± 0.00a | 0.01 ± 0.00a | ||
| Unmalted rye & barley malt (1:1) | ST | 14.26 ± 0.85hi | 4.20 ± 0.28fg | n.d. | 70.05 ± 3.23k | 162.44 ± 4.87j | n.d. | 3.17 ± 0.26 | 1.69 ± 0.08g | 1.70 ± 0.05c | n.d. | 0.17 ± 0.02c | 4.93 ± 0.22g | 5.03 ± 0.32i | 1.07 ± 0.04f | |
| I | 12.09 ± 0.58g | 2.72 ± 0.22d | 21.02 ± 1.23a | 0.08 ± 0.01a | 67.40 ± 1.55g | 42.70 ± 1.30a | 0.49 ± 0.03fg | 1.18 ± 0.06f | 5.67 ± 0.24e | 0.02 ± 0.00a | n.d. | 0.20 ± 0.01a | 0.01 ± 0.00a | 0.02 ± 0.00b | ||
| Unmalted barley & rye malt (1:1) | ST | 3.83 ± 0.21a | 2.99 ± 0.18d | n.d. | 35.50 ± 3.15h | 423.26 ± 5.50n | n.d. | 1.60 ± 0.15i | 0.70 ± 0.04d | 1.01 ± 0.04a | n.d. | 0.16 ± 0.02c | 3.53 ± 0.16e | 4.24 ± 0.18h | 1.29 ± 0.08g | |
| I | 5.32 ± 0.44c | 2.74 ± 0.20d | 21.15 ± 1.56a | 3.09 ± 0.05e | 30.77 ± 0.92c | 108.9 ± 4.15c | 0.39 ± 0.02e | 1.49 ± 0.09g | 5.90 ± 0.22e | 0.16 ± 0.02c | 0.01 ± 0.00a | 0.23 ± 0.03a | 0.05 ± 0.01d | 0.04 ± 0.01c | ||
| Unmalted barley & barley malt (1:1) | ST | 7.51 ± 0.55d | 3.32 ± 0.22e | n.d. | 42.77 ± 2.23i | 577.72 ± 8.60o | n.d. | 0.83 ± 0.08h | 1.73 ± 0.06g | 1.43 ± 0.06b | n.d. | 0.19 ± 0.02c | 4.07 ± 0.22f | 3.67 ± 0.21fg | 1.10 ± 0.06f | |
| I | 7.74 ± 0.48d | 3.67 ± 0.32ef | 21.58 ± 1.80a | 3.47 ± 0.25f | 30.57 ± 0.70c | 129.47 ± 4.20e | 0.28 ± 0.03d | 0.87 ± 0.07e | 6.40 ± 0.31f | 0.22 ± 0.03d | n.d. | 0.24 ± 0.03a | 0.05 ± 0.01d | 0.04 ± 0.01c | ||
| Method of Mash Preparation | Composition of Mash | Methanol | 1-Propanol | Isobutanol | 1-Butanol | 3-Methyl-1-butanol | 2-Methyl-1-butanol | Benzyl Alcohol | 2-Phenyl-ethanol | |
|---|---|---|---|---|---|---|---|---|---|---|
| (mg/L Absolute Alcohol) | ||||||||||
| Pressureless liberation of starch (PLS) | Unmalted rye & rye malt (1:1) | ST | 72.6 ± 8.5bc | 733.98 ± 15.25e | 1865.54 ± 20.15l | 4.50 ± 0.07d | 2220.09 ± 18.35l | 1026.02 ± 12.30o | 0.65 ± 0.05e | 231.59 ± 12.55b |
| I | 83.3 ± 9.2c | 2057.9 ± 17.25l | 1377.5 ± 15.35j | 4.30 ± 0.05d | 1904.3 ± 17.56i | 363.92 ± 7.65c | n.d. | n.d. | ||
| Unmalted rye & barley malt (1:1) | ST | 42.5 ± 6.5a | 744.43 ± 14.32e | 1564.25 ± 16.89k | 9.19 ± 0.06h | 1995.51 ± 17.89j | 949.35 ± 10.56n | 0.31 ± 0.02d | 282.66 ± 14.20d | |
| I | 56.8 ± 7.4b | 868.3 ± 12.50g | 478.60 ± 9.56b | 2.22 ± 0.04b | 1082.7 ± 15.36b | 330.65 ± 5.56b | n.d. | n.d. | ||
| Unmalted barley & rye malt (1:1) | ST | 82.1 ± 10.2c | 584.11 ± 8.36a | 1744.90 ± 19.23 | 6.86 ± 0.05e | 2231.28 ± 18.55l | 1070.39 ± 12.54p | 0.21 ± 0.02c | 282.44 ± 15.20d | |
| I | 190.8 ± 12.6 | 2140.2 ± 15.68m | 1535.23 ± 17.56k | 23.4 ± 0.62l | 1556.1 ± 12.89f | 488.35 ± 6.35d | n.d. | n.d. | ||
| Unmalted barley & barley malt (1:1) | ST | 122.6 ± 15.9d | 721.91 ± 12.50e | 1547.54 ± 18.36k | 13.23 ± 0.09j | 2334.36 ± 22.25l | 1021.69 ± 11.45o | 0.14 ± 0.01b | 465.08 ± 18.50e | |
| I | 65.9 ± 5.8b | 862.6 ± 14.15g | 1234.30 ± 14.48gh | 3.23 ± 0.05c | 917.40 ± 11.50a | 289.50 ± 4.32a | n.d. | n.d. | ||
| Rye malt | ST | 142.1 ± 5.5e | 653.89 ± 11.32c | 1163.44 ± 15.52f | 4.31 ± 0.03d | 1334.75 ± 14.60c | 690.73 ± 6.54g | 0.14 ± 0.01b | 251.69 ± 12.23bc | |
| I | 155.1 ± 12.2e | 1028.9 ± 12.35h | 2150.90 ± 22.15m | 6.90 ± 0.08e | 2209.62 ± 24.35l | 792.40 ± 8.23k | n.d. | n.d. | ||
| Barley malt | ST | 42.9 ± 7.2a | 686.40 ± 10.22d | 1323.42 ± 14.80i | 13.39 ± 0.11j | 1908.17 ± 17.63i | 802.83 ± 8.15l | 0.10 ± 0.01a | 269.41 ± 15.35cd | |
| I | 190.3 ± 15.6f | 2180.3 ± 14.48n | 1468.50 ± 15.63 | 21.3 ± 0.45k | 1473.82 ± 15.32e | 912.30 ± 10.12m | n.d. | n.d. | ||
| Pressure-thermal treatment * | Unmalted rye & rye malt (1:1) | ST | 102.4 ± 12.6cd | 737.34 ± 10.89e | 1555.58 ± 18.42k | 11.09 ± 0.13i | 2071.20 ± 18.45k | 957.75 ± 10.78n | 0.18 ± 0.02c | 201.65 ± 12.23a |
| I | 172.9 ± 10.8 | 1184.87 ± 12.50i | 346.70 ± 8.33a | 1.54 ± 0.02a | 1450.02 ± 15.60de | 538.41 ± 6.45e | n.d. | n.d. | ||
| Unmalted rye & barley malt (1:1) | ST | 112.9 ± 10.9d | 848.63 ± 10.35g | 1142.10 ± 14.78f | 24.36 ± 0.52l | 1896.04 ± 17.32i | 747.78 ± 8.15ij | 0.19 ± 0.02c | 242.36 ± 15.32b | |
| I | 198.1 ± 17.3f | 1965.4 ± 13.32k | 631.92 ± 9.25c | 2.27 ± 0.03b | 1433.44 ± 17.65d | 757.69 ± 8.45j | n.d. | n.d. | ||
| Unmalted barley & rye malt (1:1) | ST | 142.5 ± 15.5e | 617.56 ± 8.58b | 1217.09 ± 13.05g | 7.83 ± 0.06g | 1641.77 ± 18.45g | 736.42 ± 7.89i | 0.18 ± 0.01c | 233.00 ± 15.15b | |
| I | 147.7 ± 12.5e | 2088.52 ± 12.50l | 771.08 ± 10.63d | 4.39 ± 0.05d | 2227.89 ± 24.32l | 665.96 ± 7.15f | n.d. | n.d. | ||
| Unmalted barley & barley malt (1:1) | ST | 83.1 ± 9.7c | 801.81 ± 9.63f | 1253.28 ± 14.32h | 18.26 ± 0.14 | 1806.62 ± 17.63h | 714.21 ± 7.32h | 0.14 ± 0.01b | 242.45 ± 12.35bc | |
| I | 97.5 ± 8.5cd | 1789.58 ± 13.50j | 1030.56 ± 12.25e | 7.30 ± 0.07f | 2525.72 ± 22.65m | 1101.14 ± 12.56q | n.d. | n.d. | ||
© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balcerek, M.; Pielech-Przybylska, K.; Dziekońska-Kubczak, U.; Patelski, P.; Strąk, E. Fermentation Results and Chemical Composition of Agricultural Distillates Obtained from Rye and Barley Grains and the Corresponding Malts as a Source of Amylolytic Enzymes and Starch. Molecules 2016, 21, 1320. https://doi.org/10.3390/molecules21101320
Balcerek M, Pielech-Przybylska K, Dziekońska-Kubczak U, Patelski P, Strąk E. Fermentation Results and Chemical Composition of Agricultural Distillates Obtained from Rye and Barley Grains and the Corresponding Malts as a Source of Amylolytic Enzymes and Starch. Molecules. 2016; 21(10):1320. https://doi.org/10.3390/molecules21101320
Chicago/Turabian StyleBalcerek, Maria, Katarzyna Pielech-Przybylska, Urszula Dziekońska-Kubczak, Piotr Patelski, and Ewelina Strąk. 2016. "Fermentation Results and Chemical Composition of Agricultural Distillates Obtained from Rye and Barley Grains and the Corresponding Malts as a Source of Amylolytic Enzymes and Starch" Molecules 21, no. 10: 1320. https://doi.org/10.3390/molecules21101320