
Foaming of PLA Composites by Supercritical Fluid-Assisted Processes: A Review


 ,
,
Abstract
:1. Introduction
2. Batch Foaming
2.1. Temperature-Induced Batch Foaming
2.1.1. Operating Conditions Effects
2.1.2. Filler Size, Shape, and Content Effects
2.1.3. Filler Surface Treatment Effects
2.2. Pressure Induced Batch Foaming
2.2.1. Operating Conditions Effects
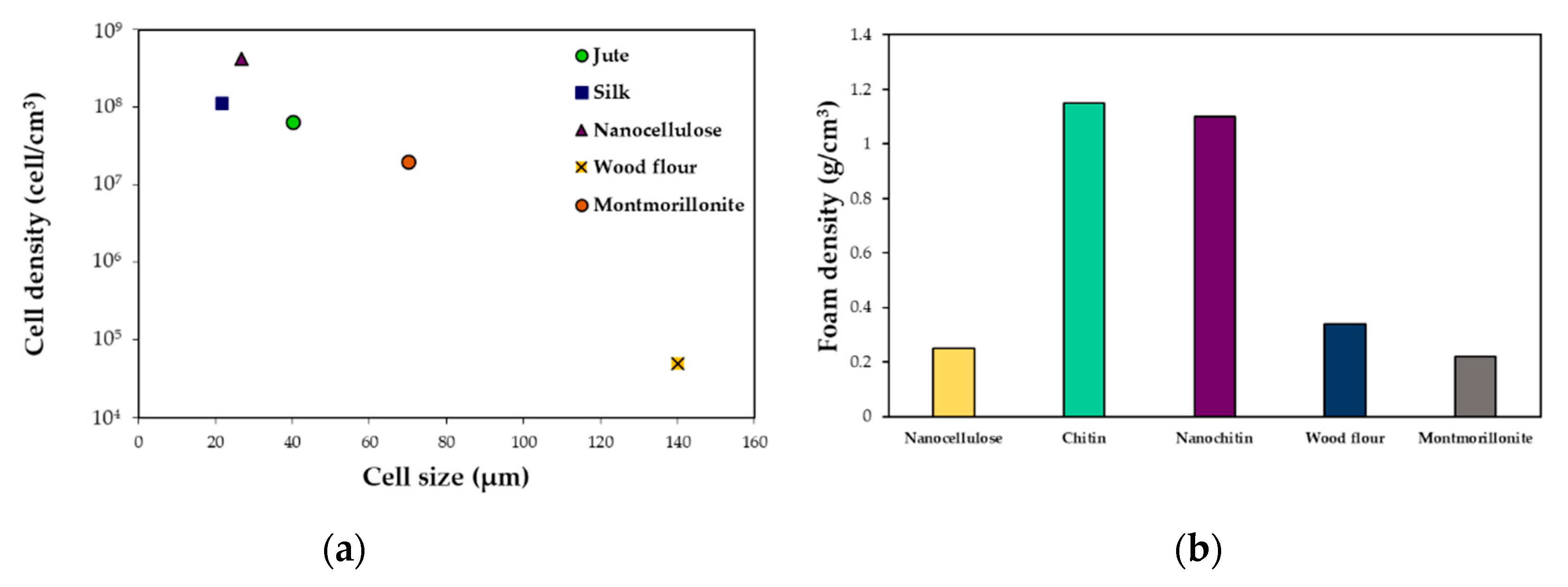
2.2.2. Filler Size, Shape, and Content Effects
2.2.3. Filler Surface Treatment Effects
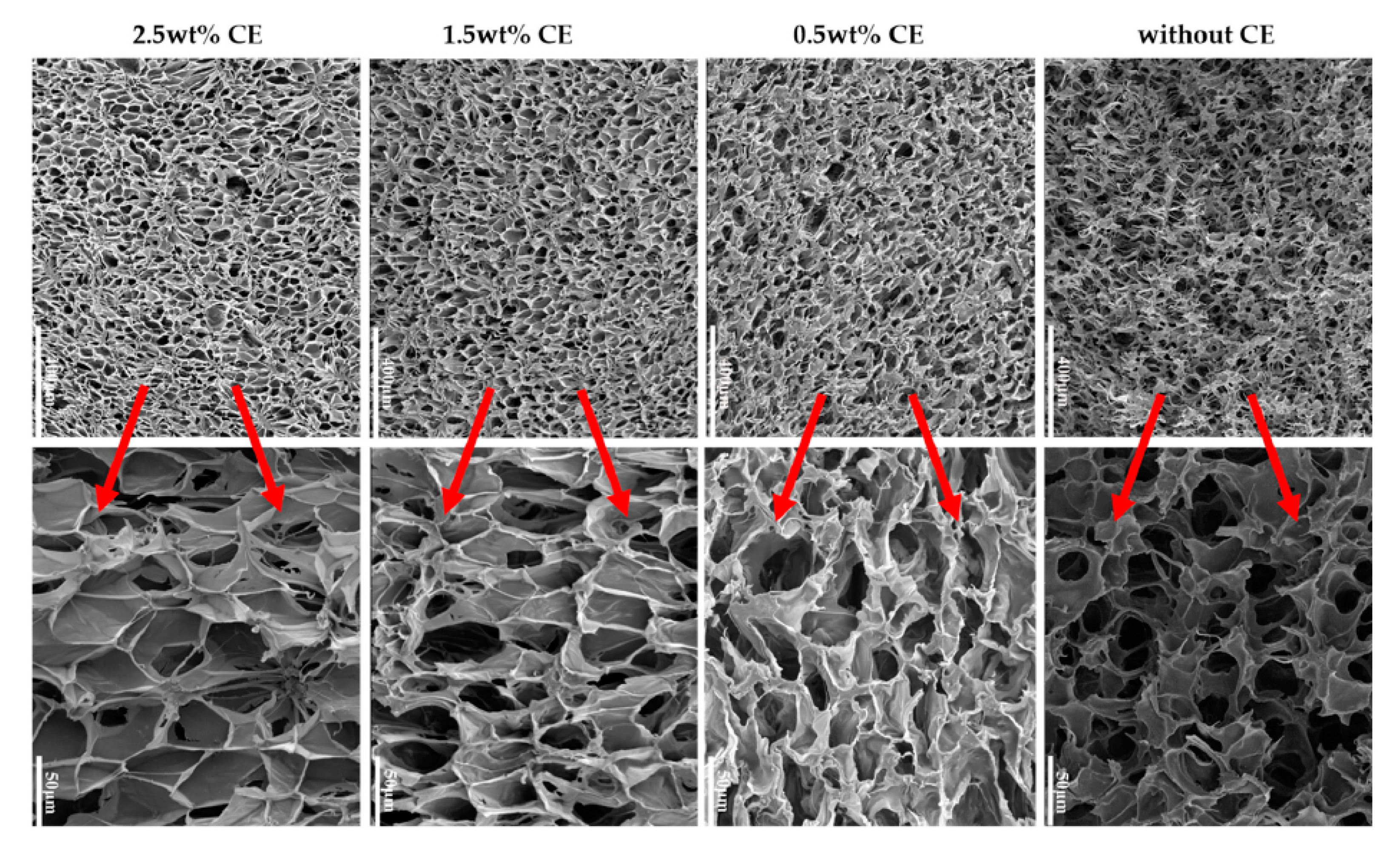
2.2.4. Use of Chain Extender Effects
2.3. Conclusions
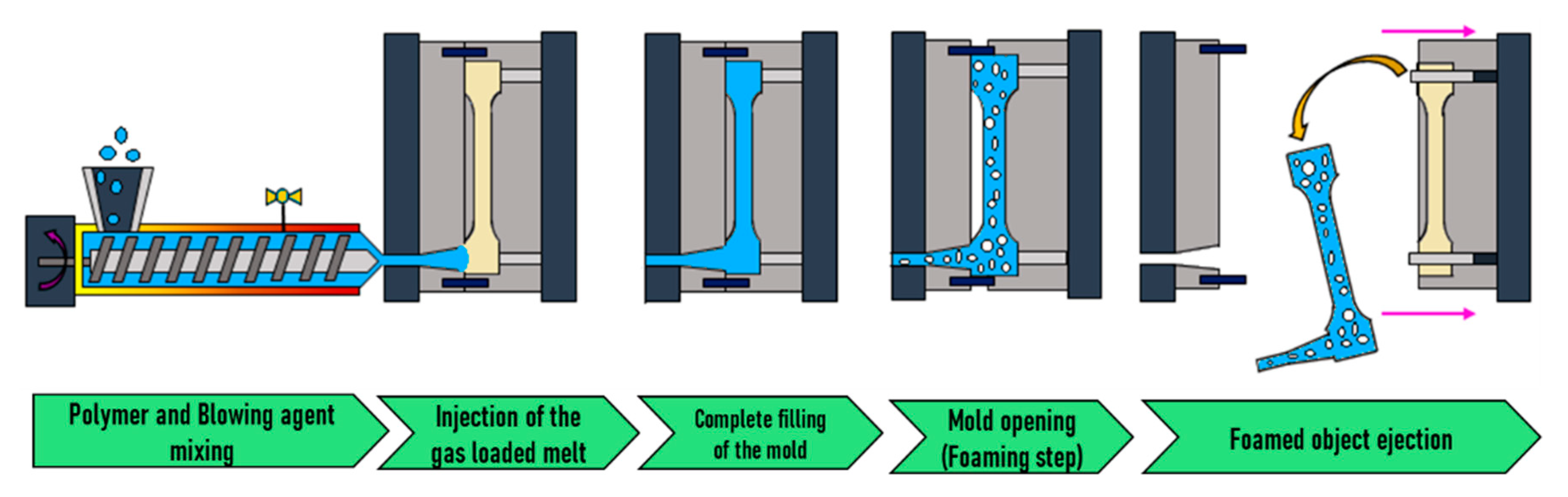
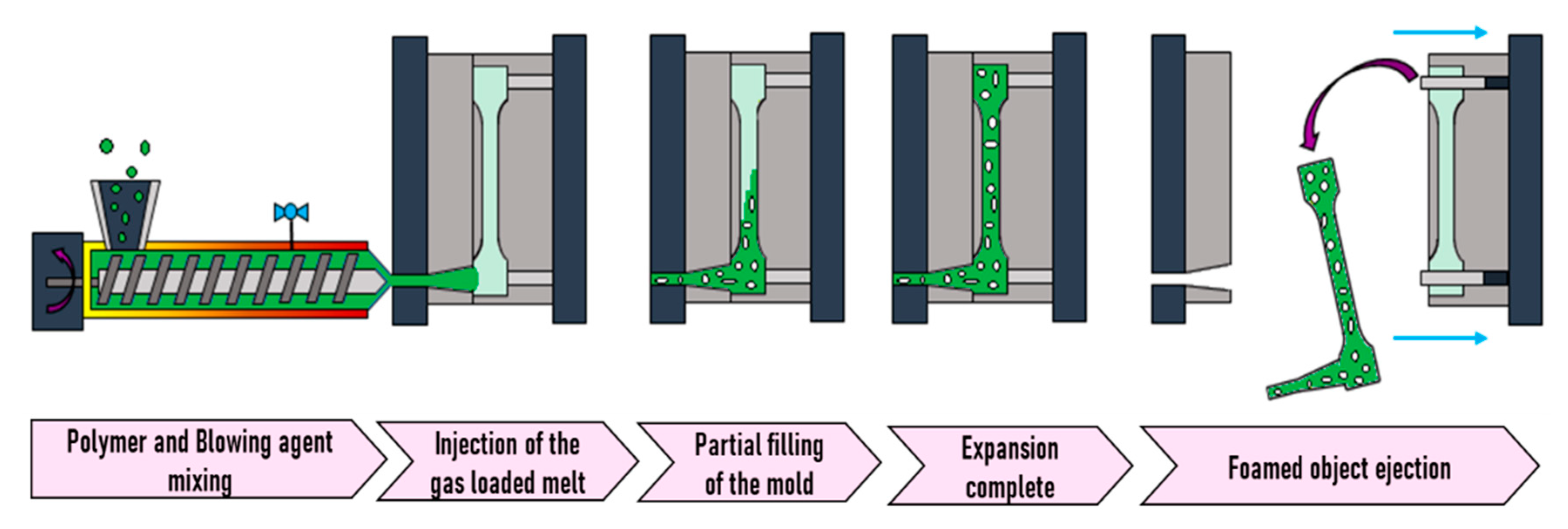
3. Foam Injection Molding
3.1. High-Pressure FIM
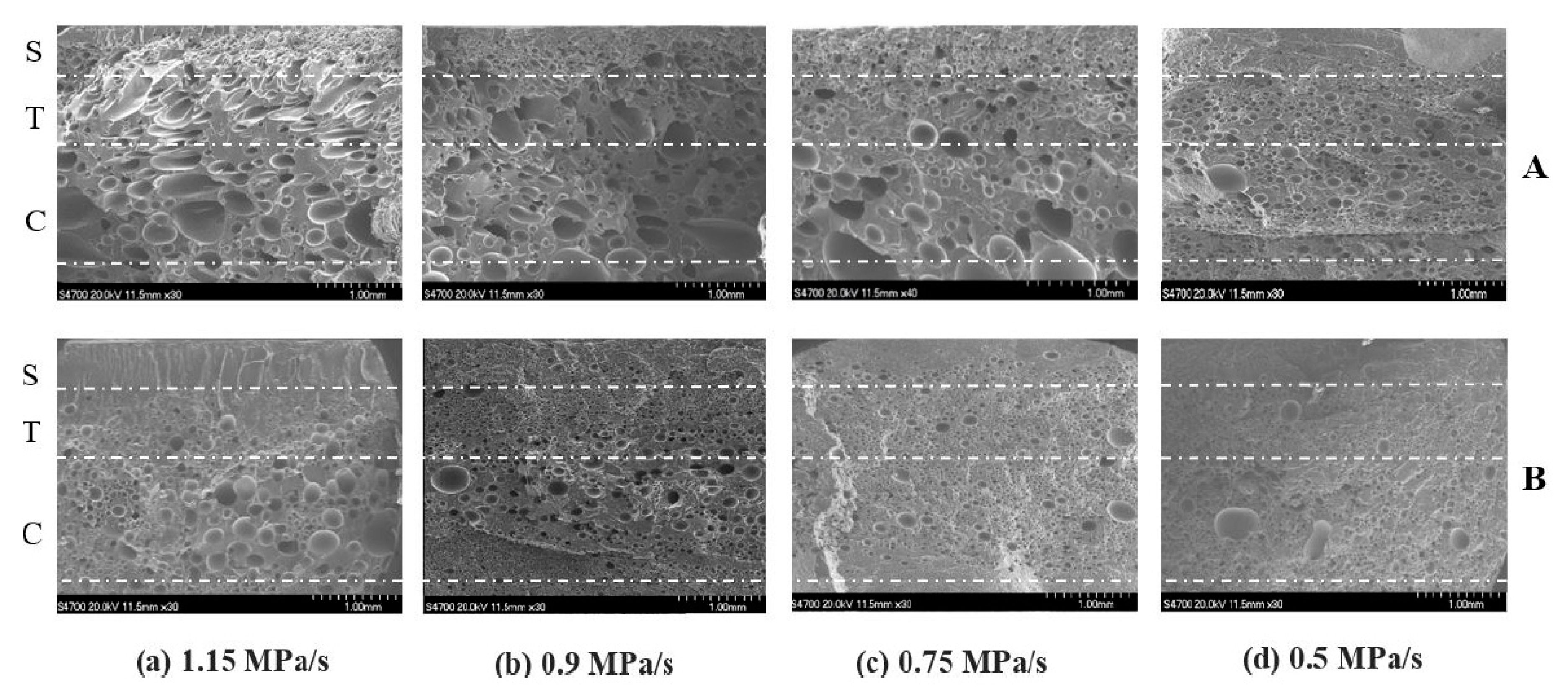
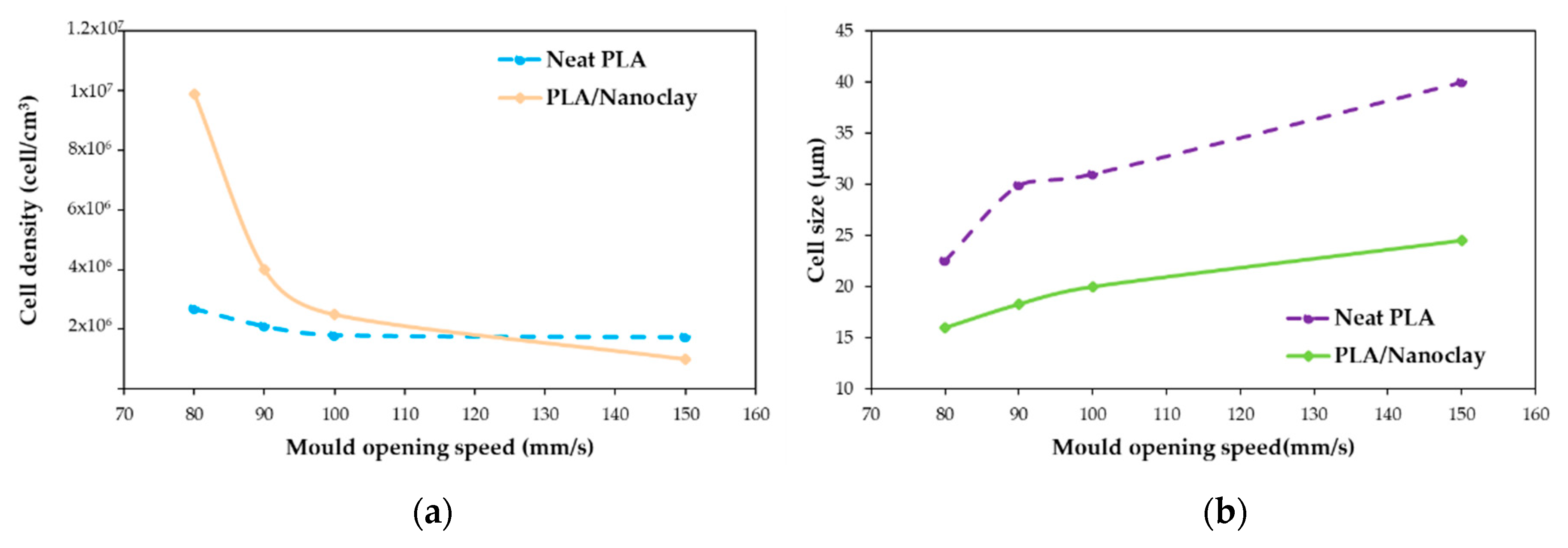
3.1.1. Mold Opening Speed Effects
3.1.2. Effects of Nanoclays
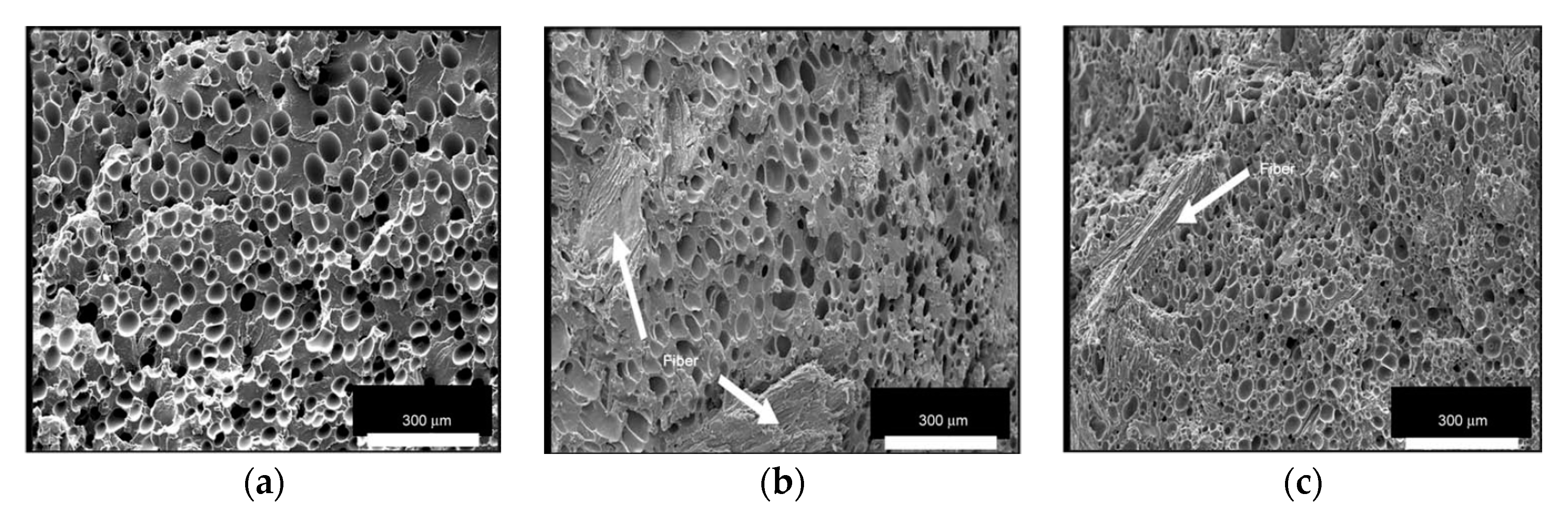
3.1.3. Shape Factor and Filler Chemistry Surface Effects
3.2. Low-Pressure FIM
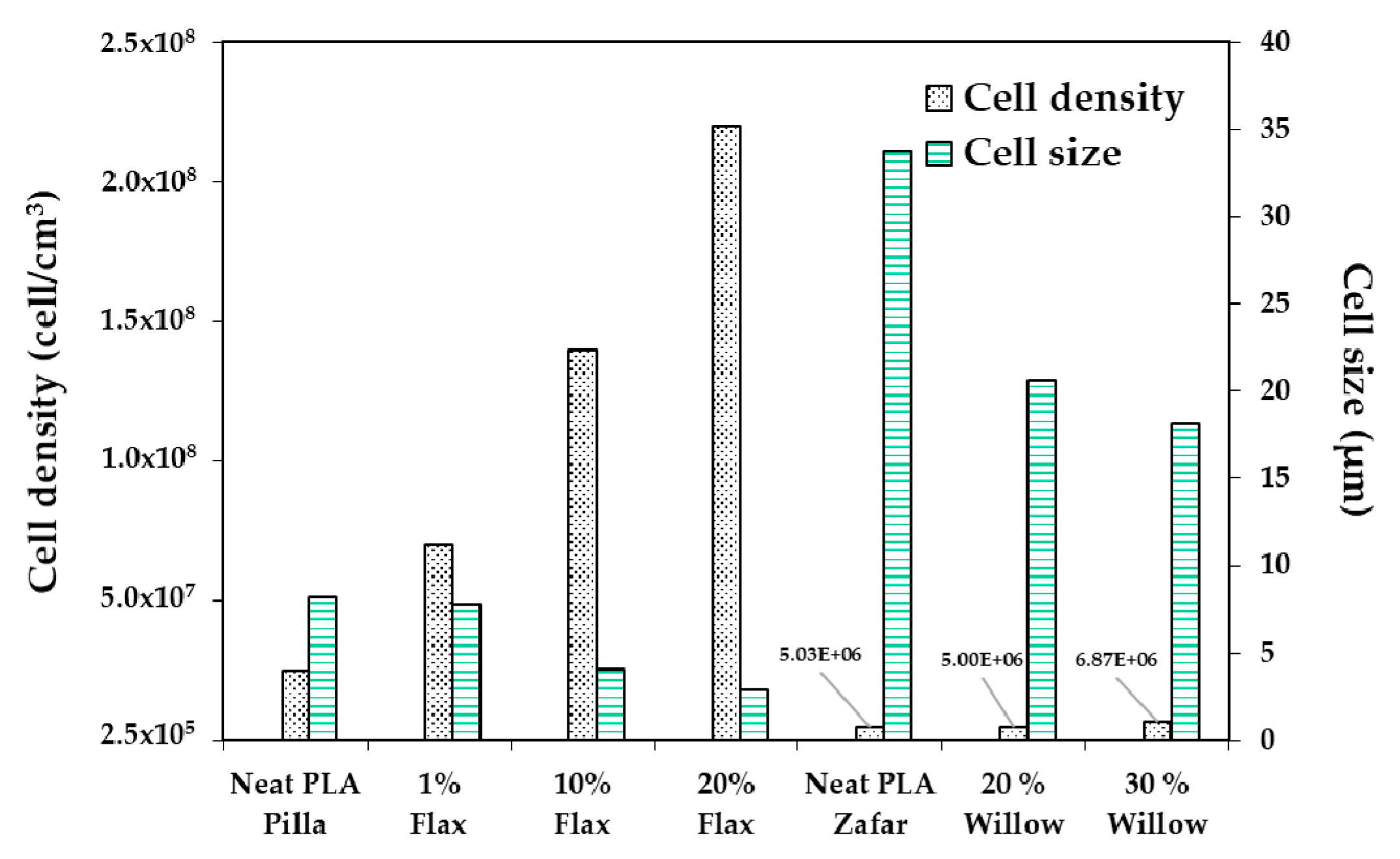
3.2.1. Filler Size and Content Effects
3.2.2. Filler Surface Treatment Effects
3.2.3. Pre-Foaming Effects
3.3. Conclusions
4. Extrusion Foaming
4.1. Influence of Die Temperature
4.2. Temperature Profile Effects
4.3. CO2 Concentration Effects
4.4. Fillers Content and Shape Effects
4.5. Chain Extender Effects
4.6. Conclusions
5. Conclusions
Funding
Conflicts of Interest
References
- Biron, M. Polymères alvéolaires-Présentation et propriétés. Tech. Ing. 2003, 23, 3. [Google Scholar]
- Kramschuster, A.; Turng, L.-S. An injection molding process for manufacturing highly porous and interconnected biodegradable polymer matrices for use as tissue engineering scaffolds. J. Biomed. Mater. Res. B Appl. Biomater. 2009, 9999B, 11. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Chen, B.; Zhao, H.; Yu, P.; Fu, D.; Wen, J.; Peng, X. Processing and characterization of supercritical CO2 batch foamed poly(lactic acid)/poly(ethylene glycol) scaffold for tissue engineering application. J. Appl. Polym. Sci. 2013, 130, 3066–3073. [Google Scholar] [CrossRef]
- Jing, X.; Mi, H.-Y.; Cordie, T.; Salick, M.; Peng, X.-F.; Turng, L.-S. Fabrication of Porous Poly(ε-caprolactone) Scaffolds Containing Chitosan Nanofibers by Combining Extrusion Foaming, Leaching, and Freeze-Drying Methods. Ind. Eng. Chem. Res. 2014, 53, 17909–17918. [Google Scholar] [CrossRef]
- Diaz-Gomez, L.; García-González, C.A.; Wang, J.; Yang, F.; Aznar-Cervantes, S.; Cenis, J.L.; Reyes, R.; Delgado, A.; Évora, C.; Concheiro, A.; et al. Biodegradable PCL/fibroin/hydroxyapatite porous scaffolds prepared by supercritical foaming for bone regeneration. Int. J. Pharm. 2017, 527, 115–125. [Google Scholar] [CrossRef] [PubMed]
- Jing, X.; Mi, H.-Y.; Turng, L.-S. Comparison between PCL/hydroxyapatite (HA) and PCL/halloysite nanotube (HNT) composite scaffolds prepared by co-extrusion and gas foaming. Mater. Sci. Eng. C 2017, 72, 53–61. [Google Scholar] [CrossRef]
- Di Maio, E.; Kiran, E. Foaming of polymers with supercritical fluids and perspectives on the current knowledge gaps and challenges. J. Supercrit. Fluids 2018, 134, 157–166. [Google Scholar] [CrossRef]
- Štěpek, J.; Daoust, H. Chemical and Physical Blowing Agents. In Additives for Plastics; Springer: New York, NY, USA, 1983; pp. 112–123. ISBN 978-1-4612-6417-0. [Google Scholar]
- Quinn, S. Chemical blowing agents: Providing production, economic and physical improvements to a wide range of polymers. Plast. Addit. Compd. 2001, 3, 16–21. [Google Scholar] [CrossRef]
- Le Moigne, N.; Sauceau, M.; Chauvet, M.; Bénézet, J.-C.; Fages, J. Microcellular Foaming of (Nano)Biocomposites by Continuous Extrusion Assisted by Supercritical CO2. In ACS Symposium Series; Ayoub, A., Lucia, L., Eds.; American Chemical Society: Washington, DC, USA, 2018; Volume 1304, pp. 171–188. ISBN 978-0-8412-3371-3. [Google Scholar]
- Najafi, N.; Heuzey, M.-C.; Carreau, P.J.; Therriault, D.; Park, C.B. Rheological and foaming behavior of linear and branched polylactides. Rheol. Acta 2014, 53, 779–790. [Google Scholar] [CrossRef]
- Sauceau, M.; Nikitine, C.; Rodier, E.; Fages, J. Effect of supercritical carbon dioxide on polystyrene extrusion. J. Supercrit. Fluids 2007, 43, 367–373. [Google Scholar] [CrossRef] [Green Version]
- Nofar, M.; Park, C.B. Poly (lactic acid) foaming. Prog. Polym. Sci. 2014, 39, 1721–1741. [Google Scholar] [CrossRef]
- Nalawade, S.P.; Picchioni, F.; Janssen, L.P.B.M. Supercritical carbon dioxide as a green solvent for processing polymer melts: Processing aspects and applications. Prog. Polym. Sci. 2006, 31, 19–43. [Google Scholar] [CrossRef] [Green Version]
- Goel, S.K.; Beckman, E.J. Generation of microcellular polymeric foams using supercritical carbon dioxide. II: Cell growth and skin formation. Polym. Eng. Sci. 1994, 34, 1148–1156. [Google Scholar] [CrossRef]
- Goel, S.K.; Beckman, E.J. Nucleation and growth in microcellular materials: Supercritical CO2 as foaming agent. AIChE J. 1995, 41, 357–367. [Google Scholar] [CrossRef]
- Goel, S.K.; Beckman, E.J. Generation of microcellular polymeric foams using supercritical carbon dioxide. I: Effect of pressure and temperature on nucleation. Polym. Eng. Sci. 1994, 34, 1137–1147. [Google Scholar] [CrossRef]
- Weller, J.E.; Kumar, V. Solid-state microcellular polycarbonate foams. I. The steady-state process space using subcritical carbon dioxide. Polym. Eng. Sci. 2010, 50, 2160–2169. [Google Scholar] [CrossRef]
- Weller, J.E.; Kumar, V. Solid-state microcellular polycarbonate foams. II. The effect of cell size on tensile properties. Polym. Eng. Sci. 2010, 50, 2170–2175. [Google Scholar] [CrossRef]
- Wessling, M.; Borneman, Z.; Van Den Boomgaard, T.; Smolders, C.A. Carbon dioxide foaming of glassy polymers. J. Appl. Polym. Sci. 1994, 53, 1497–1512. [Google Scholar] [CrossRef] [Green Version]
- Kumar, V.; VanderWel, M.; Weller, J.; Seeler, K.A. Experimental Characterization of the Tensile Behavior of Microcellular Polycarbonate Foams. J. Eng. Mater. Technol. 1994, 116, 439–445. [Google Scholar] [CrossRef]
- Lee, J.W.S.; Wang, K.; Park, C.B. Challenge to Extrusion of Low-Density Microcellular Polycarbonate Foams Using Supercritical Carbon Dioxide. Ind. Eng. Chem. Res. 2005, 44, 92–99. [Google Scholar] [CrossRef]
- Kumar, V.; Stolarczuk, P.J. Microcellular PET Foams Produced by the Solid State Process. In Imaging and Image Analysis Applications for Plastics; Elsevier: Chapel Hill, NC, USA, 1999; pp. 241–247. ISBN 978-1-884207-81-5. [Google Scholar]
- Fan, C.; Wan, C.; Gao, F.; Huang, C.; Xi, Z.; Xu, Z.; Zhao, L.; Liu, T. Extrusion foaming of poly(ethylene terephthalate) with carbon dioxide based on rheology analysis. J. Cell. Plast. 2016, 52, 277–298. [Google Scholar] [CrossRef]
- Li, D.; Liu, T.; Zhao, L.; Yuan, W. Controlling sandwich-structure of PET microcellular foams using coupling of CO2 diffusion and induced crystallization. AIChE J. 2012, 58, 2512–2523. [Google Scholar] [CrossRef]
- Zhong, H.; Xi, Z.; Liu, T.; Xu, Z.; Zhao, L. Integrated process of supercritical CO2-assisted melt polycondensation modification and foaming of poly(ethylene terephthalate). J. Supercrit. Fluids 2013, 74, 70–79. [Google Scholar] [CrossRef]
- Arora, K.A.; Lesser, A.J.; McCarthy, T.J. Preparation and Characterization of Microcellular Polystyrene Foams Processed in Supercritical Carbon Dioxide. Macromolecules 1998, 31, 4614–4620. [Google Scholar] [CrossRef]
- Colton, J.S.; Suh, N.P. The nucleation of microcellular thermoplastic foam with additives: Part I: Theoretical considerations. Polym. Eng. Sci. 1987, 27, 485–492. [Google Scholar] [CrossRef]
- Stafford, C.M.; Russell, T.P.; McCarthy, T.J. Expansion of Polystyrene Using Supercritical Carbon Dioxide: Effects of Molecular Weight, Polydispersity, and Low Molecular Weight Components. Macromolecules 1999, 32, 7610–7616. [Google Scholar] [CrossRef]
- Reverchon, E.; Cardea, S. Production of controlled polymeric foams by supercritical CO2. J. Supercrit. Fluids 2007, 40, 144–152. [Google Scholar] [CrossRef]
- Han, X.; Koelling, K.W.; Tomasko, D.L.; Lee, L.J. Continuous microcellular polystyrene foam extrusion with supercritical CO2. Polym. Eng. Sci. 2002, 42, 2094–2106. [Google Scholar] [CrossRef]
- Paul Handa, Y.; Wong, B.; Zhang, Z.; Kumar, V.; Eddy, S.; Khemani, K. Some thermodynamic and kinetic properties of the system PETG-CO2, and morphological characteristics of the CO2-blown PETG foams. Polym. Eng. Sci. 1999, 39, 55–61. [Google Scholar] [CrossRef]
- Handa, P.; Wong, B.; Zhang, Z.; Kumar, V.; Eddy, S.; Khemani, K. CO2-Blown PETG Foams. In Imaging and Image Analysis Applications for Plastics; Elsevier: Seattle, WA, USA, 1999; pp. 165–171. ISBN 978-1-884207-81-5. [Google Scholar]
- Diaz, C.A.; Matuana, L.M. Continuous extrusion production of microcellular rigid PVC. J. Vinyl Addit. Technol. 2009, 15, 211–218. [Google Scholar] [CrossRef]
- Xu, Z.-M.; Jiang, X.-L.; Liu, T.; Hu, G.-H.; Zhao, L.; Zhu, Z.-N.; Yuan, W.-K. Foaming of polypropylene with supercritical carbon dioxide. J. Supercrit. Fluids 2007, 41, 299–310. [Google Scholar] [CrossRef]
- Park, C.B.; Cheung, L.K. A study of cell nucleation in the extrusion of polypropylene foams. Polym. Eng. Sci. 1997, 37, 1–10. [Google Scholar] [CrossRef]
- Yang, C.; Xing, Z.; Zhao, Q.; Wang, M.; Wu, G. A strategy for the preparation of closed-cell and crosslinked polypropylene foam by supercritical CO2 foaming. J. Appl. Polym. Sci. 2018, 135, 45809. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, T.; Hu, D.; Xu, Z.; Zhao, L. Foaming window for preparation of microcellular rigid polyurethanes using supercritical carbon dioxide as blowing agent. J. Supercrit. Fluids 2019, 147, 254–262. [Google Scholar] [CrossRef]
- Zhai, W.; Feng, W.; Ling, J.; Zheng, W. Fabrication of Lightweight Microcellular Polyimide Foams with Three-Dimensional Shape by CO2 Foaming and Compression Molding. Ind. Eng. Chem. Res. 2012, 51, 12827–12834. [Google Scholar] [CrossRef]
- Reignier, J.; Gendron, R.; Champagne, M.F. Autoclave Foaming of Poly(ε-Caprolactone) Using Carbon Dioxide: Impact of Crystallization on Cell Structure. J. Cell. Plast. 2007, 43, 459–489. [Google Scholar] [CrossRef] [Green Version]
- Cotugno, S.; Di Maio, E.; Mensitieri, G.; Iannace, S.; Roberts, G.W.; Carbonell, R.G.; Hopfenberg, H.B. Characterization of Microcellular Biodegradable Polymeric Foams Produced from Supercritical Carbon Dioxide Solutions. Ind. Eng. Chem. Res. 2005, 44, 1795–1803. [Google Scholar] [CrossRef]
- Salerno, A.; Di Maio, E.; Iannace, S.; Netti, P.A. Solid-state supercritical CO2 foaming of PCL and PCL-HA nano-composite: Effect of composition, thermal history and foaming process on foam pore structure. J. Supercrit. Fluids 2011, 58, 158–167. [Google Scholar] [CrossRef]
- Zhang, H.; Rizvi, G.M.; Park, C.B. Development of an extrusion system for producing fine-celled HDPE/wood-fiber composite foams using CO2 as a blowing agent. Adv. Polym. Technol. 2004, 23, 263–276. [Google Scholar] [CrossRef]
- Kuang, T.-R.; Mi, H.-Y.; Fu, D.-J.; Jing, X.; Chen, B.; Mou, W.-J.; Peng, X.-F. Fabrication of Poly(lactic acid)/Graphene Oxide Foams with Highly Oriented and Elongated Cell Structure via Unidirectional Foaming Using Supercritical Carbon Dioxide. Ind. Eng. Chem. Res. 2015, 54, 758–768. [Google Scholar] [CrossRef]
- Gedler, G.; Antunes, M.; Velasco, J.I. Effects of graphene nanoplatelets on the morphology of polycarbonate-graphene composite foams prepared by supercritical carbon dioxide two-step foaming. J. Supercrit. Fluids 2015, 100, 167–174. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.H.; Kuboki, T.; Park, C.B.; Sain, M. The effects of nanoclay on the extrusion foaming of wood fiber/polyethylene nanocomposites. Polym. Eng. Sci. 2011, 51, 1014–1022. [Google Scholar] [CrossRef]
- Han, X.; Zeng, C.; Lee, L.J.; Koelling, K.W.; Tomasko, D.L. Extrusion of polystyrene nanocomposite foams with supercritical CO2. Polym. Eng. Sci. 2003, 43, 1261–1275. [Google Scholar] [CrossRef]
- Le Moigne, N.; Sauceau, M.; Benyakhlef, M.; Jemai, R.; Benezet, J.-C.; Rodier, E.; Lopez-Cuesta, J.-M.; Fages, J. Foaming of poly(3-hydroxybutyrate-co-3-hydroxyvalerate)/organo-clays nano-biocomposites by a continuous supercritical CO2 assisted extrusion process. Eur. Polym. J. 2014, 61, 157–171. [Google Scholar] [CrossRef] [Green Version]
- Chauvet, M.; Sauceau, M.; Fages, J. Extrusion assisted by supercritical CO2: A review on its application to biopolymers. J. Supercrit. Fluids 2017, 120, 408–420. [Google Scholar] [CrossRef] [Green Version]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Filho, R.M. Poly-lactic acid synthesis for application in biomedical devices—A review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef] [PubMed]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [Green Version]
- Auras, R.; Harte, B.; Selke, S. An Overview of Polylactides as Packaging Materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef]
- Henton, D.E.; Gruber, P.; Lunt, J.; Randall, J. Polylactic Acid Technology. In Natural Fibers, Biopolymers, and Biocomposites; Taylor & Francis group: Boca Raton, FL, USA, 2005; Volume 1, pp. 527–576. ISBN 978-0-8493-1741-5. [Google Scholar]
- Inkinen, S.; Hakkarainen, M.; Albertsson, A.-C.; Södergård, A. From Lactic Acid to Poly(lactic acid) (PLA): Characterization and Analysis of PLA and Its Precursors. Biomacromolecules 2011, 12, 523–532. [Google Scholar] [CrossRef] [PubMed]
- Shao, J.; Xiang, S.; Bian, X.; Sun, J.; Li, G.; Chen, X. Remarkable Melting Behavior of PLA Stereocomplex in Linear PLLA/PDLA Blends. Ind. Eng. Chem. Res. 2015, 54, 2246–2253. [Google Scholar] [CrossRef]
- Notta-Cuvier, D.; Bouzouita, A.; Odent, J.; Delille, R.; Murariu, M.; Lauro, F.; Raquez, J.-M.; Haugou, G.; Dubois, P. L’acide Polylactique (PLA) pour des Applications Automobiles. 2018, p. 19. Available online: https://www.techniques-ingenieur.fr/base-documentaire/materiaux-th11/applications-des-plastiques-42141210/l-acide-polylactique-pla-pour-des-applications-automobiles-re273/ (accessed on 20 November 2019).
- Ahmed, J.; Varshney, S.K. Polylactides-Chemistry, Properties and Green Packaging Technology: A Review. Int. J. Food Prop. 2011, 14, 37–58. [Google Scholar] [CrossRef]
- Tor-Świątek, A.; Garbacz, T.; Sedlarik, V.; Stloukal, P.; Kucharczyk, P. Influence of Polylactide Modification with Blowing Agents on Selected Mechanical Properties. Adv. Sci. Technol. Res. J. 2017, 11, 206–214. [Google Scholar] [CrossRef] [Green Version]
- Seo, J.-H.; Han, J.; Lee, K.S.; Cha, S.W. Combined Effects of Chemical and Microcellular Foaming on Foaming Characteristics of PLA (Poly Lactic Acid) in Injection Molding Process. Polym.-Plast. Technol. Eng. 2012, 51, 455–460. [Google Scholar] [CrossRef]
- Ludwiczak, J.; Kozlowski, M. Dynamic Mechanical Properties of Foamed Polylactide and Polylactide/Wood Flour Composites. J. Biobased Mater. Bioenergy 2015, 9, 227–230. [Google Scholar] [CrossRef]
- Ludwiczak, J.; Kozlowski, M. Foaming of Polylactide in the Presence of Chain Extender. J. Polym. Environ. 2015, 23, 137–142. [Google Scholar] [CrossRef] [Green Version]
- Huang, A.; Kharbas, H.; Ellingham, T.; Mi, H.; Turng, L.-S.; Peng, X. Mechanical properties, crystallization characteristics, and foaming behavior of polytetrafluoroethylene-reinforced poly(lactic acid) composites: Mechanical Properties, Crystallization Characteristics, and Foaming Behavior of Polytetrafluoroethylene-Reinforced Poly(Lactic Acid) Composites. Polym. Eng. Sci. 2017, 57, 570–580. [Google Scholar] [CrossRef]
- Zhao, H.; Yan, X.; Zhao, G.; Guo, Z. Microcellular injection molded polylactic acid/poly (ε-caprolactone) blends with supercritical CO2: Correlation between rheological properties and their foaming behavior. Polym. Eng. Sci. 2016, 56, 939–946. [Google Scholar] [CrossRef]
- Ameli, A.; Nofar, M.; Jahani, D.; Rizvi, G.; Park, C.B. Development of high void fraction polylactide composite foams using injection molding: Crystallization and foaming behaviors. Chem. Eng. J. 2015, 262, 78–87. [Google Scholar] [CrossRef]
- Ameli, A.; Jahani, D.; Nofar, M.; Jung, P.U.; Park, C.B. Processing and characterization of solid and foamed injection-molded polylactide with talc. J. Cell. Plast. 2013, 49, 351–374. [Google Scholar] [CrossRef]
- Pradeep, S.; Kharbas, H.; Turng, L.-S.; Avalos, A.; Lawrence, J.; Pilla, S. Investigation of Thermal and Thermomechanical Properties of Biodegradable PLA/PBSA Composites Processed via Supercritical Fluid-Assisted Foam Injection Molding. Polymers 2017, 9, 22. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.; Kharbas, H.; Peng, J.; Turng, L.-S. A novel method of producing lightweight microcellular injection molded parts with improved ductility and toughness. Polymer 2015, 56, 102–110. [Google Scholar] [CrossRef]
- Volpe, V.; De Filitto, M.; Klofacova, V.; De Santis, F.; Pantani, R. Effect of processing conditions on the cell morphology distribution in foamed injection molded PLA samples. In Proceedings of the AIP Conference 1914, Lyon, France, 15 December 2017; p. 060007. [Google Scholar]
- Volpe, V.; De Filitto, M.; Klofacova, V.; De Santis, F.; Pantani, R. Effect of mold opening on the properties of PLA samples obtained by foam injection molding. Polym. Eng. Sci. 2018, 58, 475–484. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Wang, S.; Zhang, L.; Park, C.B. Injection-molded microcellular PLA/graphite nanocomposites with dramatically enhanced mechanical and electrical properties for ultra-efficient EMI shielding applications. J. Mater. Chem. C 2018, 6, 6847–6859. [Google Scholar] [CrossRef]
- Tiwary, P.; Park, C.B.; Kontopoulou, M. Transition from microcellular to nanocellular PLA foams by controlling viscosity, branching and crystallization. Eur. Polym. J. 2017, 91, 283–296. [Google Scholar] [CrossRef]
- Li, G.; Li, H.; Turng, L.S.; Gong, S.; Zhang, C. Measurement of gas solubility and diffusivity in polylactide. Fluid Phase Equilibria 2006, 246, 158–166. [Google Scholar] [CrossRef]
- Chen, P.; Wang, W.; Wang, Y.; Yu, K.; Zhou, H.; Wang, X.; Mi, J. Crystallization-induced microcellular foaming of poly (lactic acid) with high volume expansion ratio. Polym. Degrad. Stab. 2017, 144, 231–240. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, H.; Liu, B.; Du, Z.; Li, H. Chain Extension and Foaming Behavior of Poly(lactic acid) by Functionalized Multiwalled Carbon Nanotubes and Chain Extender. Adv. Polym. Technol. 2014, 33. [Google Scholar] [CrossRef]
- Zhai, W.; Ko, Y.; Zhu, W.; Wong, A.; Park, C. A Study of the Crystallization, Melting, and Foaming Behaviors of Polylactic Acid in Compressed CO2. Int. J. Mol. Sci. 2009, 10, 5381–5397. [Google Scholar] [CrossRef]
- Xu, L.-Q.; Huang, H.-X. Foaming of Poly(lactic acid) Using Supercritical Carbon Dioxide as Foaming Agent: Influence of Crystallinity and Spherulite Size on Cell Structure and Expansion Ratio. Ind. Eng. Chem. Res. 2014, 53, 2277–2286. [Google Scholar] [CrossRef]
- Wang, J.; Zhai, W.; Ling, J.; Shen, B.; Zheng, W.; Park, C.B. Ultrasonic Irradiation Enhanced Cell Nucleation in Microcellular Poly(lactic Acid): A Novel Approach to Reduce Cell Size Distribution and Increase Foam Expansion. Ind. Eng. Chem. Res. 2011, 50, 13840–13847. [Google Scholar] [CrossRef]
- Liu, J.; Lou, L.; Yu, W.; Liao, R.; Li, R.; Zhou, C. Long chain branching polylactide: Structures and properties. Polymer 2010, 51, 5186–5197. [Google Scholar] [CrossRef]
- Wu, D.; Lv, Q.; Feng, S.; Chen, J.; Chen, Y.; Qiu, Y.; Yao, X. Polylactide composite foams containing carbon nanotubes and carbon black: Synergistic effect of filler on electrical conductivity. Carbon 2015, 95, 380–387. [Google Scholar] [CrossRef]
- Wei, L.; Shicheng, H.; Hongfu, Z. Effect of octa(epoxycyclohexyl) POSS on thermal, rheology property, and foaming behavior of PLA composites. J. Appl. Polym. Sci. 2018, 135, 46399. [Google Scholar] [CrossRef]
- Zhou, H.; Zhao, M.; Qu, Z.; Mi, J.; Wang, X.; Deng, Y. Thermal and Rheological Properties of Poly(lactic acid)/Low-Density Polyethylene Blends and Their Supercritical CO2 Foaming Behavior. J. Polym. Environ. 2018, 26, 3564–3573. [Google Scholar] [CrossRef]
- Corre, Y.-M.; Maazouz, A.; Duchet, J.; Reignier, J. Batch foaming of chain extended PLA with supercritical CO2: Influence of the rheological properties and the process parameters on the cellular structure. J. Supercrit. Fluids 2011, 58, 177–188. [Google Scholar] [CrossRef]
- Richards, E.; Rizvi, R.; Chow, A.; Naguib, H. Biodegradable Composite Foams of PLA and PHBV Using Subcritical CO2. J. Polym. Environ. 2008, 16, 258–266. [Google Scholar] [CrossRef]
- Mallet, B.; Lamnawar, K.; Maazouz, A. Compounding and Melt Strengthening of Poly(Lactic Acid): Shear and Elongation Rheological Investigations for Forming Process. Key Eng. Mater. 2013, 554–557, 1751–1756. [Google Scholar] [CrossRef]
- Xue, S.; Jia, P.; Ren, Q.; Liu, X.; Lee, R.E.; Zhai, W. Improved expansion ratio and heat resistance of microcellular poly(L-lactide) foam via in-situ formation of stereocomplex crystallites. J. Cell. Plast. 2018, 54, 103–119. [Google Scholar] [CrossRef]
- Walallavita, A.; Verbeek, C.J.R.; Lay, M. Blending Novatein® thermoplastic protein with PLA for carbon dioxide assisted batch foaming. In Proceedings of the AIP Conference Proceedings 1713, Jeju Island, Korea, 9 March 2016; p. 100006. [Google Scholar]
- Yu, L.; Toikka, G.; Dean, K.; Bateman, S.; Yuan, Q.; Filippou, C.; Nguyen, T. Foaming behaviour and cell structure of poly(lactic acid) after various modifications: Foaming and cell structure of PLA after modification. Polym. Int. 2013, 62, 759–765. [Google Scholar] [CrossRef]
- Shi, X.; Wang, L.; Kang, Y.; Qin, J.; Li, J.; Zhang, H.; Fan, X.; Liu, Y.; Zhang, G. Effect of poly(butylenes succinate) on the microcellular foaming of polylactide using supercritical carbon dioxide. J. Polym. Res. 2018, 25, 229. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, G.; Turng, L.-S.; Peng, X. Enhancing Nanofiller Dispersion Through Prefoaming and Its Effect on the Microstructure of Microcellular Injection Molded Polylactic Acid/Clay Nanocomposites. Ind. Eng. Chem. Res. 2015, 54, 7122–7130. [Google Scholar] [CrossRef]
- Larsen, Å.; Neldin, C. Physical extruder foaming of poly(lactic acid)-processing and foam properties. Polym. Eng. Sci. 2013, 53, 941–949. [Google Scholar] [CrossRef]
- Mihai, M.; Huneault, M.A.; Favis, B.D. Crystallinity development in cellular poly(lactic acid) in the presence of supercritical carbon dioxide. J. Appl. Polym. Sci. 2009, 113, 2920–2932. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Zhu, W.; Zhang, H.; Park, C.B. Continuous processing of low-density, microcellular poly(lactic acid) foams with controlled cell morphology and crystallinity. Chem. Eng. Sci. 2012, 75, 390–399. [Google Scholar] [CrossRef]
- Matuana, L.M.; Diaz, C.A. Study of Cell Nucleation in Microcellular Poly(lactic acid) Foamed with Supercritical CO2 through a Continuous-Extrusion Process. Ind. Eng. Chem. Res. 2010, 49, 2186–2193. [Google Scholar] [CrossRef]
- Mihai, M.; Huneault, M.A.; Favis, B.D. Rheology and extrusion foaming of chain-branched poly(lactic acid). Polym. Eng. Sci. 2010, 50, 629–642. [Google Scholar] [CrossRef] [Green Version]
- Chauvet, M.; Sauceau, M.; Baillon, F.; Fages, J. Mastering the structure of PLA foams made with extrusion assisted by supercritical CO2: ARTICLE. J. Appl. Polym. Sci. 2017, 134, 45067. [Google Scholar] [CrossRef] [Green Version]
- Dorgan, J.R.; Williams, J.S.; Lewis, D.N. Melt rheology of poly(lactic acid): Entanglement and chain architecture effects. J. Rheol. 1999, 43, 1141–1155. [Google Scholar] [CrossRef]
- Carlson, D.; Dubois, P.; Nie, L.; Narayan, R. Free radical branching of polylactide by reactive extrusion. Polym. Eng. Sci. 1998, 38, 311–321. [Google Scholar] [CrossRef]
- Di, Y.; Iannace, S.; Di Maio, E.; Nicolais, L. Reactively Modified Poly(lactic acid): Properties and Foam Processing. Macromol. Mater. Eng. 2005, 290, 1083–1090. [Google Scholar] [CrossRef]
- Dorgan, J.R.; Janzen, J.; Clayton, M.P.; Hait, S.B.; Knauss, D.M. Melt rheology of variable L content poly(lactic acid). J. Rheol. 2005, 49, 607–619. [Google Scholar] [CrossRef]
- Auras, R.; Lim, L.T.; Selke, S.; Tsuji, H. Poly(lactic acid): Synthesis, structures, properties, processing, and applications. In Wiley Series on Polymer Engineering and Technology; Auras, R., Ed.; Wiley: Hoboken, NJ, USA, 2010; ISBN 978-0-470-29366-9. [Google Scholar]
- Righetti, M.; Cinelli, P.; Mallegni, N.; Massa, C.; Bronco, S.; Stäbler, A.; Lazzeri, A. Thermal, Mechanical, and Rheological Properties of Biocomposites Made of Poly(lactic acid) and Potato Pulp Powder. Int. J. Mol. Sci. 2019, 20, 675. [Google Scholar] [CrossRef] [Green Version]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fibre composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S.M.; Asim, M.; Saba, N. Natural fiber reinforced polylactic acid composites: A review. Polym. Compos. 2019, 40, 446–463. [Google Scholar] [CrossRef]
- Pilla, S.; Kramschuster, A.; Lee, J.; Auer, G.K.; Gong, S.; Turng, L.-S. Microcellular and Solid Polylactide-Flax Fiber Composites. Compos. Interfaces 2009, 16, 869–890. [Google Scholar] [CrossRef]
- Pilla, S.; Kim, S.G.; Auer, G.K.; Gong, S.; Park, C.B. Microcellular extrusion foaming of poly(lactide)/poly(butylene adipate-co-terephthalate) blends. Mater. Sci. Eng. C 2010, 30, 255–262. [Google Scholar] [CrossRef]
- Chen, J.-W.; Liu, J. Batch-foamed biodegradable polylactide acid/organic modified montmorillonite clays and polylactide/sericite powder nanocomposites. J. Polym. Eng. 2012, 32. [Google Scholar] [CrossRef]
- Krishnamoorti, R.; Yurekli, K. Rheology of polymer layered silicate nanocomposites. Curr. Opin. Colloid Interface Sci. 2001, 6, 464–470. [Google Scholar] [CrossRef]
- Sinha Ray, S.; Okamoto, M. Polymer/layered silicate nanocomposites: A review from preparation to processing. Prog. Polym. Sci. 2003, 28, 1539–1641. [Google Scholar] [CrossRef]
- Cifuentes, S.C.; Frutos, E.; Benavente, R.; Lorenzo, V.; González-Carrasco, J.L. Assessment of mechanical behavior of PLA composites reinforced with Mg micro-particles through depth-sensing indentations analysis. J. Mech. Behav. Biomed. Mater. 2017, 65, 781–790. [Google Scholar] [CrossRef] [PubMed]
- Kargarzadeh, H.; Mariano, M.; Huang, J.; Lin, N.; Ahmad, I.; Dufresne, A.; Thomas, S. Recent developments on nanocellulose reinforced polymer nanocomposites: A review. Polymer 2017, 132, 368–393. [Google Scholar] [CrossRef]
- Hijazi, N.; Le Moigne, N.; Rodier, E.; Sauceau, M.; Vincent, T.; Benezet, J.-C.; Fages, J. Biocomposite films based on poly(lactic acid) and chitosan nanoparticles: Elaboration, microstructural and thermal characterization: Poly(lactic acid)/chitosan nanoparticles biocomposite films. Polym. Eng. Sci. 2019, 59, E350–E360. [Google Scholar] [CrossRef] [Green Version]
- Nofar, M. Effects of nano-/micro-sized additives and the corresponding induced crystallinity on the extrusion foaming behavior of PLA using supercritical CO2. Mater. Des. 2016, 101, 24–34. [Google Scholar] [CrossRef]
- Nofar, M.; Tabatabaei, A.; Park, C.B. Effects of nano-/micro-sized additives on the crystallization behaviors of PLA and PLA/CO2 mixtures. Polymer 2013, 54, 2382–2391. [Google Scholar] [CrossRef]
- Bocchini, S.; Camino, G. Flammability and Thermal Stability in Clay/Polyesters Nano-Biocomposites. In Environmental Silicate Nano-Biocomposites; Avérous, L., Pollet, E., Eds.; Green Energy and Technology; Springer: London, UK, 2012; pp. 265–285. ISBN 978-1-4471-4101-3. [Google Scholar]
- Ladhar, A.; Arous, M.; Kaddami, H.; Raihane, M.; Kallel, A.; Graça, M.P.F.; Costa, L.C. AC and DC electrical conductivity in natural rubber/nanofibrillated cellulose nanocomposites. J. Mol. Liq. 2015, 209, 272–279. [Google Scholar] [CrossRef]
- Ladhar, A.; Arous, M.; Kaddami, H.; Raihane, M.; Kallel, A.; Graça, M.P.F.; Costa, L.C. Ionic hopping conductivity in potential batteries separator based on natural rubber-nanocellulose green nanocomposites. J. Mol. Liq. 2015, 211, 792–802. [Google Scholar] [CrossRef]
- Wong, A.; Guo, H.; Kumar, V.; Park, C.B.; Suh, N.P. Microcellular Plastics. In Encyclopedia of Polymer Science and Technology; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016; pp. 1–57. ISBN 978-0-471-44026-0. [Google Scholar]
- Martini-Vvedensky, J.; Suh, N.; Waldman, F. Microcellular Closed Cell Foams and Their Method of Manufacture. U.S. Patent 4,473,665, 25 September 1984. [Google Scholar]
- Ding, W. Development of Polylactic Acid/Cellulose Nanofiber Biocomposite Foams. Ph.D Thesis, University of Toronto, Toronto, ON, Canada, 2016. [Google Scholar]
- Qiu, Y.; Lv, Q.; Wu, D.; Xie, W.; Peng, S.; Lan, R.; Xie, H. Cyclic tensile properties of the polylactide nanocomposite foams containing cellulose nanocrystals. Cellulose 2018, 25, 1795–1807. [Google Scholar] [CrossRef]
- Rizvi, R.; Cochrane, B.; Naguib, H.; Lee, P.C. Fabrication and characterization of melt-blended polylactide-chitin composites and their foams. J. Cell. Plast. 2011, 47, 283–300. [Google Scholar] [CrossRef]
- Matuana, L.M.; Faruk, O. Effect of gas saturation conditions on the expansion ratio of microcellular poly(lactic acid)/wood-flour composites. Express Polym. Lett. 2010, 4, 621–631. [Google Scholar] [CrossRef]
- Boissard, C.I.; Bourban, P.-E.; Plummer, C.J.G.; Neagu, R.C.; Månson, J.-A.E. Cellular biocomposites from polylactide and microfibrillated cellulose. J. Cell. Plast. 2012, 48, 445–458. [Google Scholar] [CrossRef]
- Cho, S.Y.; Park, H.H.; Yun, Y.S.; Jin, H.-J. Influence of cellulose nanofibers on the morphology and physical properties of poly(lactic acid) foaming by supercritical carbon dioxide. Macromol. Res. 2013, 21, 529–533. [Google Scholar] [CrossRef]
- Dlouhá, J.; Suryanegara, L.; Yano, H. The role of cellulose nanofibres in supercritical foaming of polylactic acid and their effect on the foam morphology. Soft Matter 2012, 8, 8704. [Google Scholar] [CrossRef]
- Neagu, R.C.; Cuénoud, M.; Berthold, F.; Bourban, P.-E.; Gamstedt, E.K.; Lindström, M.; Månson, J.-A.E. The potential of wood fibers as reinforcement in cellular biopolymers. J. Cell. Plast. 2012, 48, 71–103. [Google Scholar] [CrossRef]
- Zafar, M.T.; Kumar, S.; Singla, R.K.; Maiti, S.N.; Ghosh, A.K. Surface Treated Jute Fiber Induced Foam Microstructure Development in Poly(lactic acid)/Jute Fiber Biocomposites and their Biodegradation Behavior. Fibers Polym. 2018, 19, 648–659. [Google Scholar] [CrossRef]
- Kang, D.J.; Xu, D.; Zhang, Z.X.; Pal, K.; Bang, D.S.; Kim, J.K. Well-Controlled Microcellular Biodegradable PLA/Silk Composite Foams Using Supercritical CO2. Macromol. Mater. Eng. 2009, 294, 620–624. [Google Scholar] [CrossRef]
- Wang, Y.; Song, Y.; Du, J.; Xi, Z.; Wang, Q. Preparation of Desirable Porous Cell Structure Polylactide/Wood Flour Composite Foams Assisted by Chain Extender. Materials 2017, 10, 999. [Google Scholar] [CrossRef] [Green Version]
- Ema, Y.; Ikeya, M.; Okamoto, M. Foam processing and cellular structure of polylactide-based nanocomposites. Polymer 2006, 47, 5350–5359. [Google Scholar] [CrossRef]
- Standau, T.; Zhao, C.; Murillo Castellón, S.; Bonten, C.; Altstädt, V. Chemical Modification and Foam Processing of Polylactide (PLA). Polymers 2019, 11, 306. [Google Scholar] [CrossRef] [Green Version]
- Xu, J. Design of Microcellular Injection Molding. In Microcellular Injection Molding; Xu, J., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; pp. 165–226. ISBN 978-0-470-64281-8. [Google Scholar]
- Anderson, G.; Xu, J. Injection Molding Screw. U.S. Patent 7,172,333 B2, 13 June 2003. [Google Scholar]
- Guanghong, H.; Yue, W. Microcellular Foam Injection Molding Process. In Some Critical Issues for Injection Molding; Wang, J., Ed.; InTech: Shanghai, China, 2012; ISBN 978-953-51-0297-7. [Google Scholar]
- Xie, P.; Wu, G.; Cao, Z.; Han, Z.; Zhang, Y.; An, Y.; Yang, W. Effect of Mold Opening Process on Microporous Structure and Properties of Microcellular Polylactide-Polylactide Nanocomposites. Polymers 2018, 10, 554. [Google Scholar] [CrossRef] [Green Version]
- Zafar, M.T.; Zarrinbakhsh, N.; Mohanty, A.K.; Misra, M.; Maiti, S.N.; Ghosh, A.K. Biocomposites based on poly(lactic acid)/willow-fiber and their injection moulded microcellular foams. Express Polym. Lett. 2016, 10, 176–186. [Google Scholar] [CrossRef]
- Ding, W.; Jahani, D.; Chang, E.; Alemdar, A.; Park, C.B.; Sain, M. Development of PLA/cellulosic fiber composite foams using injection molding: Crystallization and foaming behaviors. Compos. Part Appl. Sci. Manuf. 2016, 83, 130–139. [Google Scholar] [CrossRef]
- Xu, J. Microcellular Injection Molding; Wiley series on polymer engineering and technology; Wiley: Hoboken, NJ, USA, 2010; ISBN 978-0-470-46612-4. [Google Scholar]
- Mathew, A.P.; Oksman, K.; Sain, M. The effect of morphology and chemical characteristics of cellulose reinforcements on the crystallinity of polylactic acid. J. Appl. Polym. Sci. 2006, 101, 300–310. [Google Scholar] [CrossRef]
- Frone, A.N.; Berlioz, S.; Chailan, J.-F.; Panaitescu, D.M. Morphology and thermal properties of PLA-cellulose nanofibers composites. Carbohydr. Polym. 2013, 91, 377–384. [Google Scholar] [CrossRef] [PubMed]
- Eichhorn, S.J.; Baillie, C.A.; Zafeiropoulos, N.; Mwaikambo, L.Y.; Ansell, M.P.; Dufresne, A.; Entwistle, K.M.; Herrera-Franco, P.J.; Escamilla, G.C.; Groom, L.; et al. Review: Current international research into cellulosic fibres and composites. J. Mater. Sci. 2001, 36, 2107–2131. [Google Scholar] [CrossRef]
- Matuana-Malanda, L.; Park, C.B.; Balatinecz, J.J. Characterization of Microcellular Foamed PVC/Cellulosic-Fibre Composites. J. Cell. Plast. 1996, 32, 449–469. [Google Scholar] [CrossRef] [Green Version]
- Najafi, N.; Heuzey, M.-C.; Carreau, P.J.; Therriault, D.; Park, C.B. Mechanical and morphological properties of injection molded linear and branched-polylactide (PLA) nanocomposite foams. Eur. Polym. J. 2015, 73, 455–465. [Google Scholar] [CrossRef]
- Chen, L.; Wang, X.; Straff, R.; Blizard, K. Shear stress nucleation in microcellular foaming process. Polym. Eng. Sci. 2002, 42, 1151–1158. [Google Scholar] [CrossRef]
- Kramschuster, A.; Gong, S.; Turng, L.-S.; Li, T.; Li, T. Injection-Molded Solid and Microcellular Polylactide and Polylactide Nanocomposites. J. Biobased Mater. Bioenergy 2007, 1, 37–45. [Google Scholar] [CrossRef]
- Munters, C.G.; Gudbrand, J. Heat Insulation. U.S. Patent 2,023,204, 21 September 1931. [Google Scholar]
- Lee, S.T.; Park, C.B. Foam Extrusion: Principles and Practice, 2nd ed.; Lee, S.-T., Park, C.B., Eds.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2014; ISBN 978-1-4398-9859-8. [Google Scholar]
- Lee, S.T.; Kareko, L.; Jun, J. Study of Thermoplastic PLA Foam Extrusion. J. Cell. Plast. 2008, 44, 293–305. [Google Scholar] [CrossRef]
- Bocz, K.; Tabi, T.; Vadas, D.; Sauceau, M.; Fages, J.; Marosi, G. Characterisation of natural fibre reinforced PLA foams prepared by supercritical CO2 assisted extrusion. Express Polym. Lett. 2016, 10, 771–779. [Google Scholar] [CrossRef] [Green Version]
- Keshtkar, M.; Nofar, M.; Park, C.B.; Carreau, P.J. Extruded PLA/clay nanocomposite foams blown with supercritical CO2. Polymer 2014, 55, 4077–4090. [Google Scholar] [CrossRef]
- Liu, W.; Wang, X.; Li, H.; Du, Z.; Zhang, C. Study on rheological and extrusion foaming behaviors of chain-extended poly (lactic acid)/clay nanocomposites. J. Cell. Plast. 2013, 49, 535–554. [Google Scholar] [CrossRef]
- Okamoto, M.; Nam, P.H.; Maiti, P.; Kotaka, T.; Nakayama, T.; Takada, M.; Ohshima, M.; Usuki, A.; Hasegawa, N.; Okamoto, H. Biaxial Flow-Induced Alignment of Silicate Layers in Polypropylene/Clay Nanocomposite Foam. Nano Lett. 2001, 1, 503–505. [Google Scholar] [CrossRef]
- Rokkonen, T.; Peltola, H.; Sandquist, D. Foamability and viscosity behavior of extrusion foamed PLA—pulp fiber biocomposites. J. Appl. Polym. Sci. 2019, 136, 48202. [Google Scholar] [CrossRef]
- Matuana, L.M.; Diaz, C.A. Strategy To Produce Microcellular Foamed Poly(lactic acid)/Wood-Flour Composites in a Continuous Extrusion Process. Ind. Eng. Chem. Res. 2013, 52, 12032–12040. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler | Content wt% | Pressure MPa | Temperature 1 °C | Temperature 2 °C | Time 3 h | Ref |
|---|---|---|---|---|---|---|
| Temperature Induced Foaming | ||||||
| Nano cellulose (CNF) | 0.5-1-3 | 4.14 | 25 | 100 | 24 | [120] |
| Micro sized cellulose | 0.5-1-3-5-10 | 4.14 | 25 | 100 | 24 | |
| Cellulose nanocrystal (CNC) | 3 | 5 | 25 | 60 | 12 | [121] |
| Chitin | 1-2-5 | 4.14 | 25 | 95 | 24 | [122] |
| Nano chitin | 1-2-5 | 4.14 | 25 | 95 | 24 | |
| Wood flour | 10-20-30-40 | 2.76 | 25 | 150 | 96 | [123] |
| Pressure Induced Foaming | ||||||
| MFC bleached softwood pulp | 1-5 | 20 | 190 | 0.3 | [124] | |
| Nano cellulose | 1-2-5 | 20 | 1 | [125] | ||
| Bleached Kraft pulp (Nano cellulose) | 2,7-9 | 12-13-14-16-18-20 | 60 | 6 | [126] | |
| Bleached birch Kraft pulp (Wood fibers) | 1-5-10 | 20 | 185 | 0.6 | [127] | |
| Jute microfibers | 5-10-20-30 | 17 | 150 | 6 | [128] | |
| Silk | 1-3-5-7 | 20 | 135-145-165-175 | 1 | [129] | |
| Wood flour | 20 | 16-11 | 180-100 | 0.6 | [130] | |
| Organically modified layered silicate | 4 | 14-18-21-24-28-30 | 100-110-120-130-140-150 | [131] | ||
| Filler | Supercritical Blowing Agent | Mold Temperature°C | Melt Temperature°C | Injection Speed | Ref | |||
|---|---|---|---|---|---|---|---|---|
| Nature | PressureMPa | Contentwt% | Flow Ratekg/h | |||||
| Clays | N2/CO2 | 30 | 0.11 | 10 | 180 | 20 cm3/s | [90] | |
| Flax | N2 | 0.08 | 20 | 185 | 20 cm3/s | [105] | ||
| Clays | N2 | 12 | 0.6 | 25 | 185 | 100 mm/s | [136] | |
| Willow | N2 | 19.3 | 0.69 | 0.19 | 24 | 200 | 35–45 mm/s | [137] |
| Cellulose | N2 | 0.5 | 40 | 170 | 100 cm3/s | [138] | ||
| Fiber Type | Length (mm) | Shape Factor | Cellulose (%) | Hemicelluloses (%) | Lignin (%) | Extractives (%) |
|---|---|---|---|---|---|---|
| NBSK | 2.20 | >60 | 97.50 | 0.50 | <2 | 0.03 |
| MDF | 2.19 | 26 | 47.03 | 6.86 | 25.7 | 16.0 |
| Zone 1 | Zone 2 | Zone 3 | Heat Exchanger | Die | |
|---|---|---|---|---|---|
| Profile 1 | 180 | 140 | 130 | 130 | 120 |
| Profile 2 | 180 | 135 | 125 | 125 | 120 |
| Profile 3 | 180 | 130 | 120 | 120 | 120 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Villamil Jiménez, J.A.; Le Moigne, N.; Bénézet, J.-C.; Sauceau, M.; Sescousse, R.; Fages, J. Foaming of PLA Composites by Supercritical Fluid-Assisted Processes: A Review. Molecules 2020, 25, 3408. https://doi.org/10.3390/molecules25153408
Villamil Jiménez JA, Le Moigne N, Bénézet J-C, Sauceau M, Sescousse R, Fages J. Foaming of PLA Composites by Supercritical Fluid-Assisted Processes: A Review. Molecules. 2020; 25(15):3408. https://doi.org/10.3390/molecules25153408
Chicago/Turabian StyleVillamil Jiménez, Jennifer Andrea, Nicolas Le Moigne, Jean-Charles Bénézet, Martial Sauceau, Romain Sescousse, and Jacques Fages. 2020. "Foaming of PLA Composites by Supercritical Fluid-Assisted Processes: A Review" Molecules 25, no. 15: 3408. https://doi.org/10.3390/molecules25153408