
Process Optimization of Ultra-High Molecular Weight Polyethylene/Cellulose Nanofiber Bionanocomposites in Triple Screw Kneading Extruder by Response Surface Methodology

 , , , , , and
, , , , , and
Abstract
:1. Introduction
2. Results and Discussion
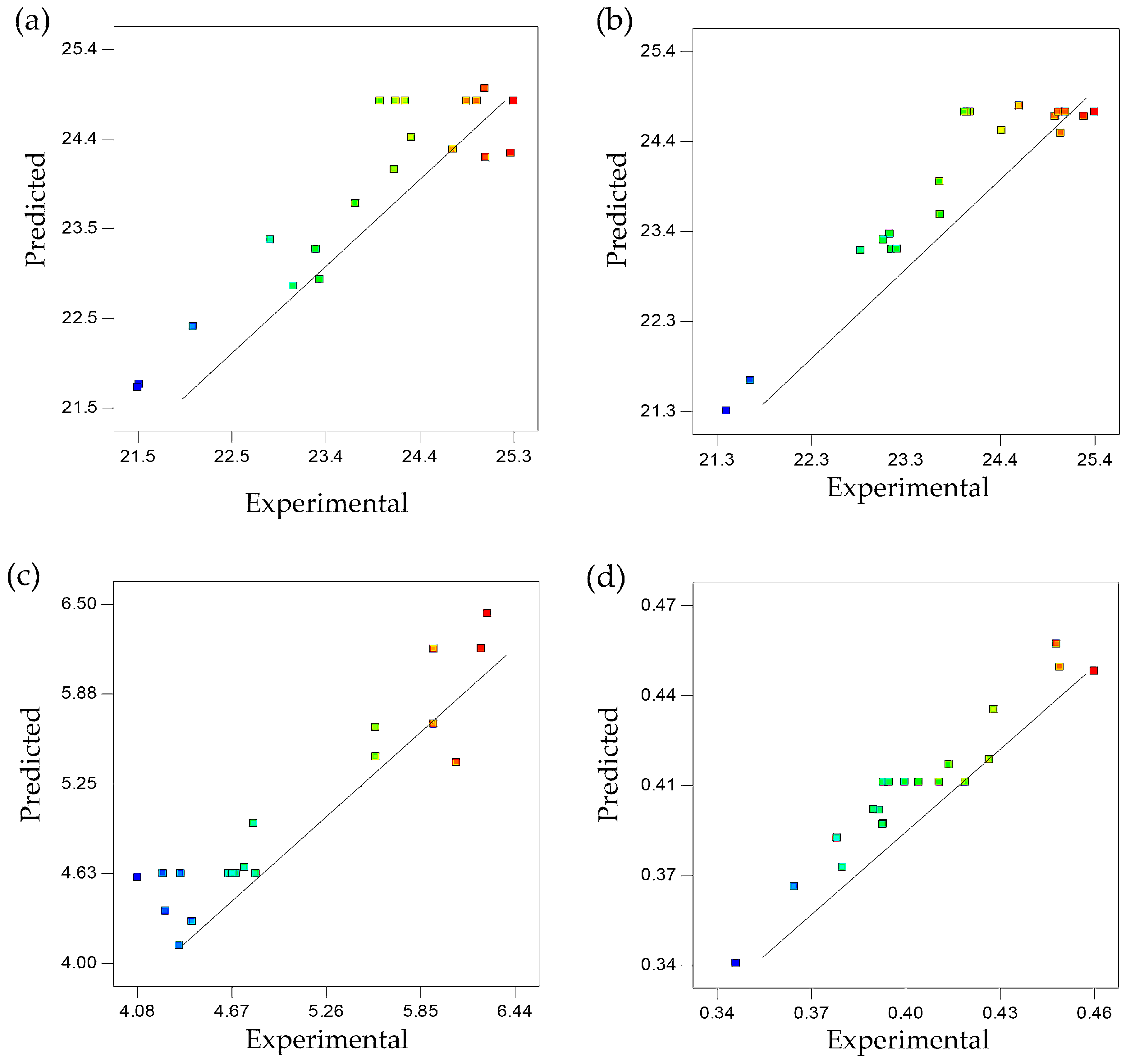
2.1. Analysis of the Model
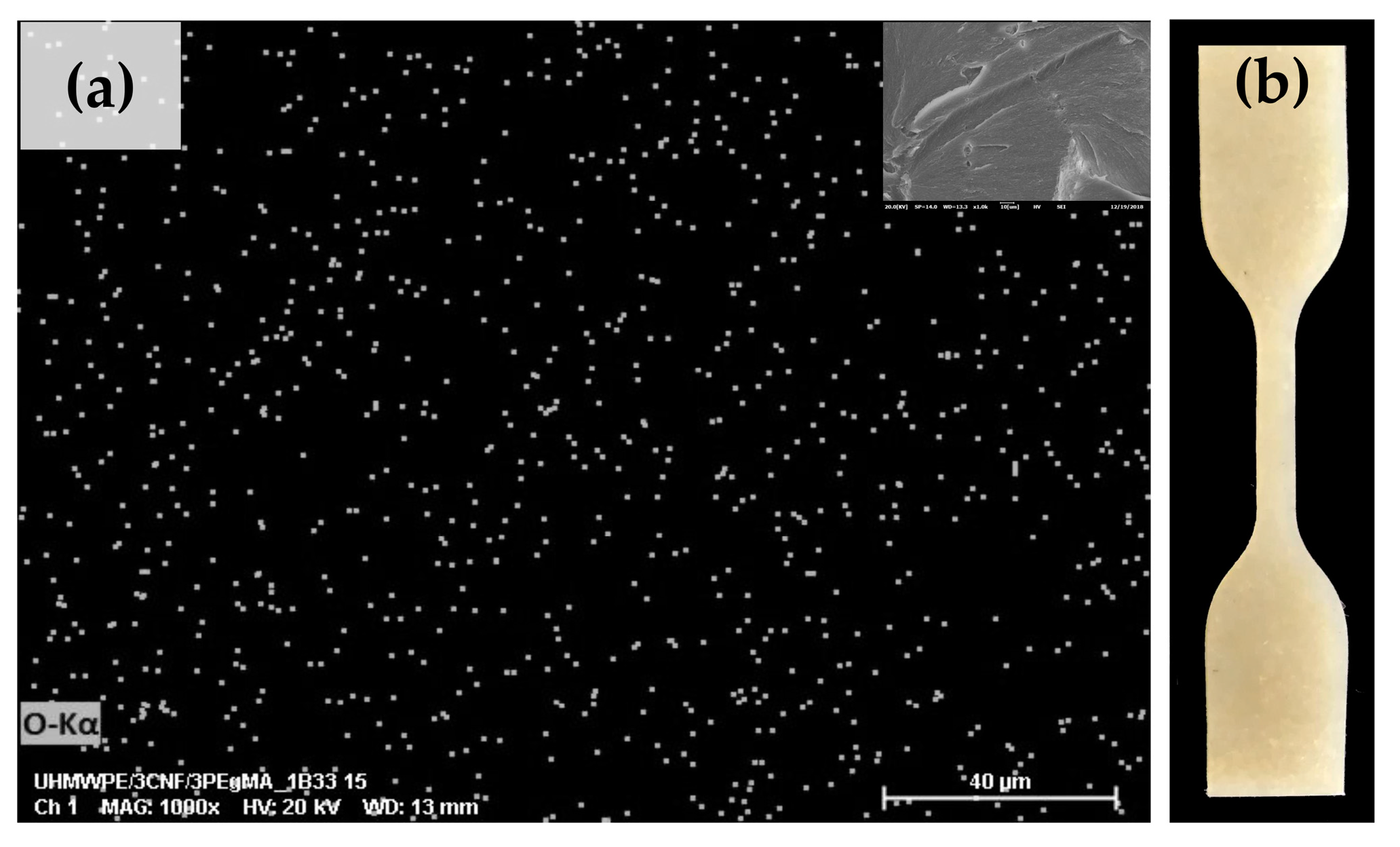
2.2. Effect of Melt-Blending Processing Condition on CNF Dispersion and Mechanical Properties
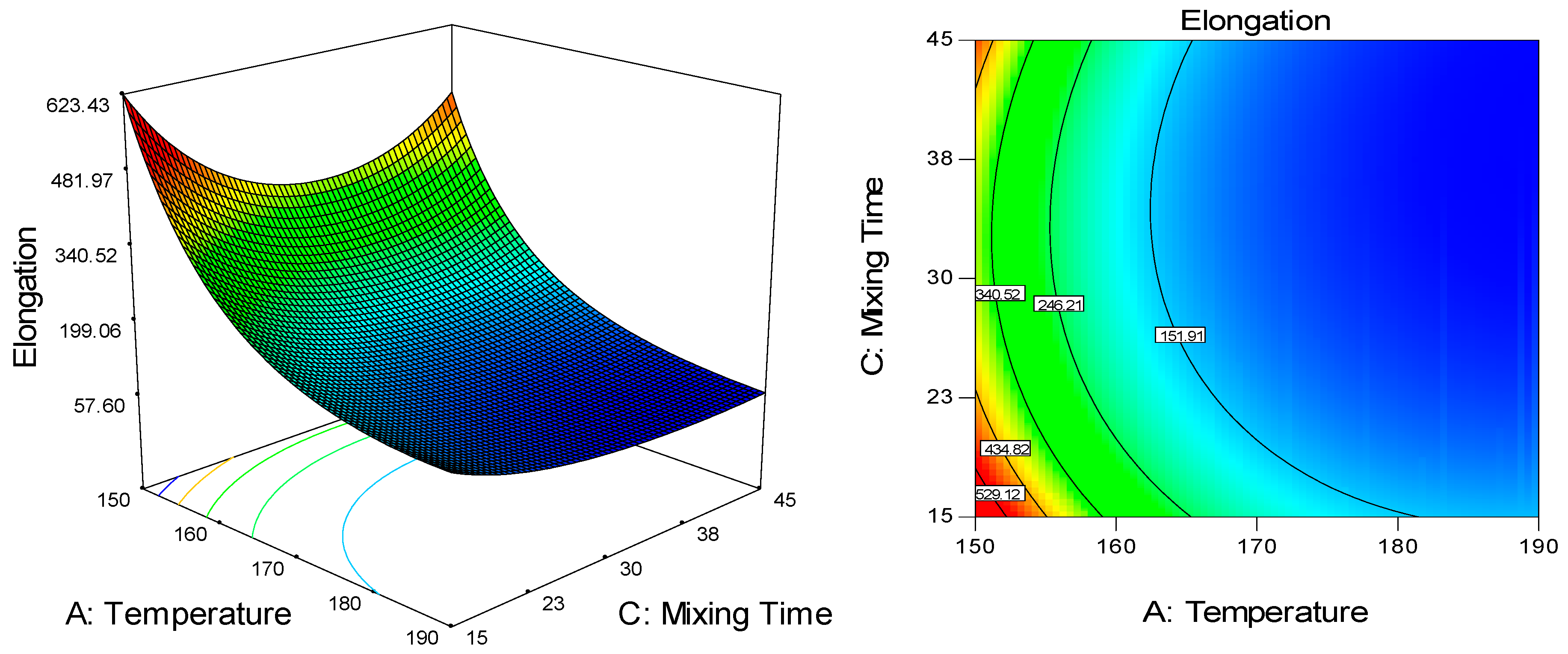
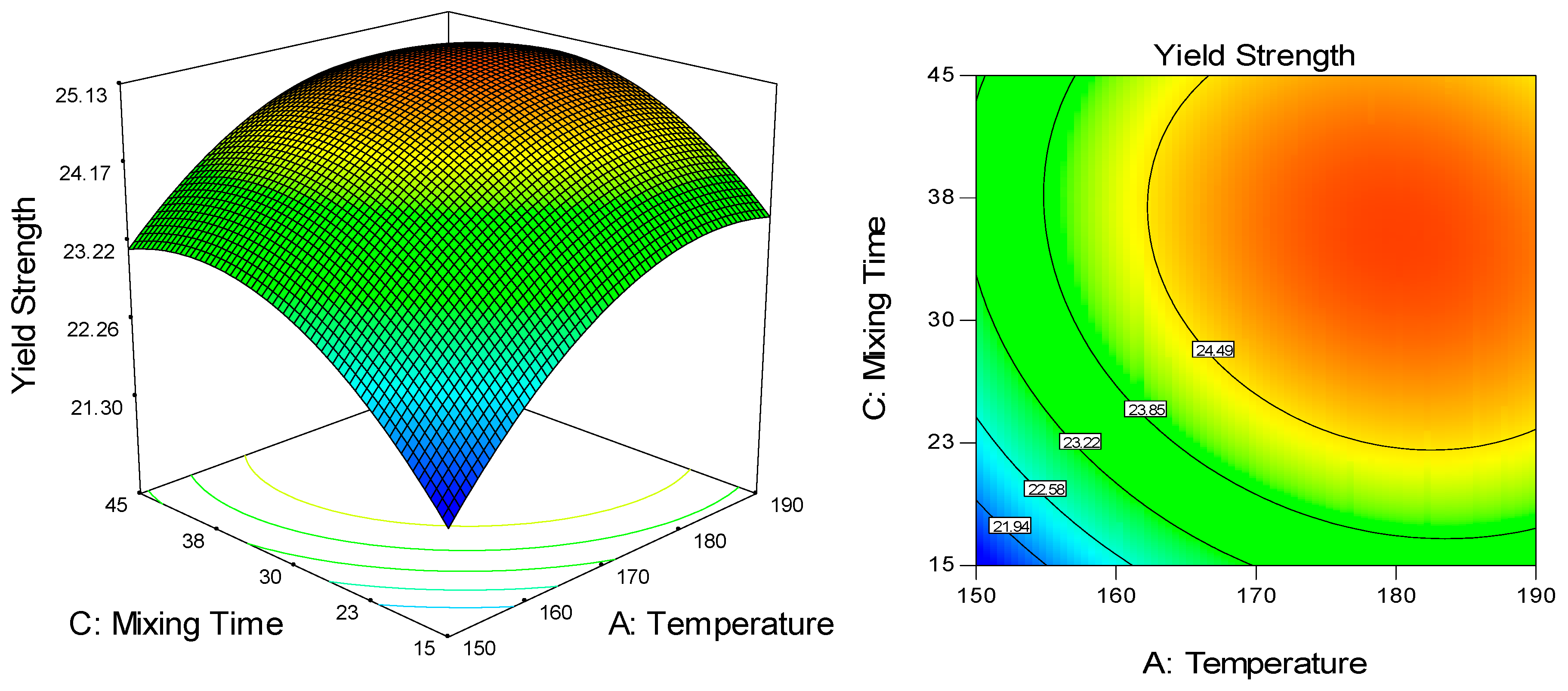
2.3. Response Surface Optimization of UHMWPE/CNF Biocomposites
2.4. Validation Experiment
2.5. Effect of MAPE as Compatibilizer
3. Materials and Methods
3.1. Materials
3.2. Bionanocomposite Fabrication and Molding
3.3. Characterization of Bionanocomposite
3.3.1. Determination of Mechanical Properties
3.3.2. Scanning Electron Microscopy-Energy-Dispersive Spectroscopy (SEM-EDS)
3.3.3. Experimental Design and Optimization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Maia, T.H.S.; Larocca, N.M.; Beatrice, C.A.G.; de Menezes, A.J.; de Freitas Siqueira, G.; Pessan, L.A.; Dufresne, A.; França, M.P.; de Almeida Lucas, A. Polyethylene cellulose nanofibrils nanocomposites. Carbohydr. Polym. 2017, 173, 50–56. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.Y.; Aitomäki, Y.; Berglund, L.A.; Oksman, K.; Bismarck, A. On the use of nanocellulose as reinforcement in polymer matrix composites. Compos. Sci. Technol. 2014, 105, 15–27. [Google Scholar] [CrossRef] [Green Version]
- Kargarzadeh, H.; Mariano, M.; Huang, J.; Lin, N.; Ahmad, I.; Dufresne, A.; Thomas, S. Recent developments on nanocellulose reinforced polymer nanocomposites: A review. Polymer 2017, 132, 368–393. [Google Scholar] [CrossRef]
- Dufresne, A. Cellulose nanomaterial reinforced polymer nanocomposites. Curr. Opin. Colloid Interface Sci. 2017, 29, 1–8. [Google Scholar] [CrossRef]
- Maia, T.H.S.; Calazans, M.; Lima, V.; Moreira, F.K.V.; de Almeida Lucas, A. Role of Cellulose Nanofibrils in Polymer Nanocomposites. In Nanocellulose; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2019; pp. 251–276. [Google Scholar]
- Trifol, J.; Plackett, D.; Sillard, C.; Hassager, O.; Daugaard, A.E.; Bras, J.; Szabo, P. A comparison of partially acetylated nanocellulose, nanocrystalline cellulose, and nanoclay as fillers for high-performance polylactide nanocomposites. J. Appl. Polym. Sci. 2016, 133, 1–11. [Google Scholar] [CrossRef]
- Tan, H.T.; Lee, K.T.; Mohamed, A.R. Second-generation bio-ethanol (SGB) from Malaysian palm empty fruit bunch: Energy and exergy analyses. Bioresour. Technol. 2010, 101, 5719–5727. [Google Scholar] [CrossRef] [PubMed]
- Banerjee, M.; Sain, S.; Mukhopadhyay, A.; Sengupta, S.; Kar, T.; Ray, D. Surface treatment of cellulose fibers with methylmethacrylate for enhanced properties of in situ polymerized PMMA/cellulose composites. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Abitbol, T.; Rivkin, A.; Cao, Y.; Nevo, Y.; Abraham, E.; Ben-Shalom, T.; Lapidot, S.; Shoseyov, O. Nanocellulose, a tiny fiber with huge applications. Curr. Opin. Biotechnol. 2016, 39, 76–88. [Google Scholar] [CrossRef]
- Jorfi, M.; Foster, E.J. Recent advances in nanocellulose for biomedical applications. J. Appl. Polym. Sci. 2015, 132, 1–19. [Google Scholar] [CrossRef]
- O’Donnell, K.L.; Oporto-Velásquez, G.S.; Comolli, N. Evaluation of Acetaminophen Release from Biodegradable Poly (Vinyl Alcohol) (PVA) and Nanocellulose Films Using a Multiphase Release Mechanism. Nanomaterials 2020, 10, 301. [Google Scholar] [CrossRef] [Green Version]
- Möller, T.; Amoroso, M.; Hägg, D.; Brantsing, C.; Rotter, N.; Apelgren, P.; Lindahl, A.; Kölby, L.; Gatenholm, P. In vivo chondrogenesis in 3D bioprinted human cell-laden hydrogel constructs. Plast. Reconstr. Surg. Glob. Open 2017, 5, e1227. [Google Scholar] [CrossRef] [PubMed]
- Halib, N.; Perrone, F.; Cemazar, M.; Dapas, B.; Farra, R.; Abrami, M.; Chiarappa, G.; Forte, G.; Zanconati, F.; Pozzato, G.; et al. Potential Applications of Nanocellulose-Containing Materials in the Biomedical Field. Materials 2017, 10, 977. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tummala, G.K.; Joffre, T.; Rojas, R.; Persson, C.; Mihranyan, A. Strain-induced stiffening of nanocellulose reinforced poly(vinyl alcohol) hydrogels mimicking collagenous soft tissues. Soft Matter 2017, 13, 3936–3945. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sharip, N.S.; Yasim-Anuar, T.A.T.; Norrrahim, M.N.F.; Shazleen, S.S.; Nurazzi, N.M.; Sapuan, S.M.; Ilyas, R.A. A review on nanocellulose composites in biomedical application. In Composites in Biomedical Applications; CRC Press: Boca Raton, FL, USA, 2020; pp. 161–190. ISBN 9780367271688. [Google Scholar]
- Bhushan, B. Adhesion and stiction: Mechanisms, measurement techniques, and methods for reduction. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 2003, 21, 2262–2296. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Fan, M.; Lin, L. Investigation of bulk and in situ mechanical properties of coupling agents treated wood plastic composites. Polym. Test. 2017, 58, 292–299. [Google Scholar] [CrossRef]
- Li, Y.; He, H.; Huang, B.; Zhou, L.; Yu, P.; Lv, Z. In situ fabrication of cellulose nanocrystal-silica hybrids and its application in UHMWPE: Rheological, thermal, and wear resistance properties. Polym. Compos. 2018, 39, E1701–E1713. [Google Scholar] [CrossRef]
- Wang, S.; Feng, Q.; Sun, J.; Gao, F.; Fan, W.; Zhang, Z.; Li, X.; Jiang, X. Nanocrystalline cellulose improves the biocompatibility and reduces the wear debris of ultrahigh molecular weight polyethylene via weak binding. ACS Nano 2016, 10, 298–306. [Google Scholar] [CrossRef]
- Bracco, P.; Bellare, A.; Bistolfi, A.; Affatato, S. Ultra-high molecular weight polyethylene: Influence of the chemical, physical and mechanical properties on the wear behavior. A review. Materials 2017, 10, 791. [Google Scholar] [CrossRef]
- Kurtz, S.M. The Origins of UHMWPE in Total Hip Arthroplasty. In UHMWPE Biomaterials Handbook: Ultra High Molecular Weight Polyethylene in Total Joint Replacement and Medical Devices: Third Edition; Elsevier: Amsterdam, The Netherlands, 2016; pp. 33–44. ISBN 9780323354011. [Google Scholar]
- Zhang, L.; Lu, C.; Dong, P.; Wang, K. Realizing self-reinforcement of polyethylene via high-speed shear processing. J. Polym. Res. 2019, 26, 236. [Google Scholar] [CrossRef]
- Noorunnisa Khanam, P.; AlMaadeed, M.A.; Ouederni, M.; Harkin-Jones, E.; Mayoral, B.; Hamilton, A.; Sun, D. Melt processing and properties of linear low density polyethylene-graphene nanoplatelet composites. Vacuum 2016, 130, 63–71. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.Y.; Ahir, S.V.; Terentjev, E.M. Dispersion rheology of carbon nanotubes in a polymer matrix. Phys. Rev. B—Condens. Matter Mater. Phys. 2006, 73, 125422. [Google Scholar] [CrossRef] [Green Version]
- Moradi, M.; Fazlzadehdavil, M.; Pirsaheb, M.; Mansouri, Y.; Khosravi, T.; Sharafi, K. Response surface methodology (RSM) and its application for optimization of ammonium ions removal from aqueous solutions by pumice as a natural and low cost adsorbent. Arch. Environ. Prot. 2016, 42, 33–43. [Google Scholar] [CrossRef] [Green Version]
- Madaeni, S.S.; Arast, N.; Rahimpour, F.; Arast, Y. Fabrication optimization of acrylonitrile butadiene styrene (ABS)/polyvinylpyrrolidone (PVP) nanofiltration membrane using response surface methodology. Desalination 2011, 280, 305–312. [Google Scholar] [CrossRef]
- Azeredo, H.M.C.; Mattoso, L.H.C.; Avena-Bustillos, R.J.; Filho, G.C.; Munford, M.L.; Wood, D.; McHugh, T.H. Nanocellulose reinforced chitosan composite films as affected by nanofiller loading and plasticizer content. J. Food Sci. 2010, 75, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Bagheri, V.; Ghanbarzadeh, B.; Ayaseh, A.; Ostadrahimi, A.; Ehsani, A.; Alizadeh-Sani, M.; Adun, P.A. The optimization of physico-mechanical properties of bionanocomposite films based on gluten/carboxymethyl cellulose/cellulose nanofiber using response surface methodology. Polym. Test. 2019, 78, 105989. [Google Scholar] [CrossRef]
- Meng, Y.; Wang, X.; Wu, Z.; Wang, S.; Young, T.M. Optimization of cellulose nanofibrils carbon aerogel fabrication using response surface methodology. Eur. Polym. J. 2015, 73, 137–148. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Song, Z.; Li, D.; Shang, S.; Guo, Y. Cotton cellulose nanofiber-reinforced high density polyethylene composites prepared with two different pretreatment methods. Ind. Crops Prod. 2014, 59, 318–328. [Google Scholar] [CrossRef]
- Yasim-Anuar, T.A.T.; Ariffin, H.; Norrrahim, M.N.F.; Hassan, M.A.; Tsukegi, T.; Nishida, H. Sustainable one-pot process for the production of cellulose nanofiber and polyethylene/cellulose nanofiber composites. J. Clean. Prod. 2019, 207, 590–599. [Google Scholar] [CrossRef]
- Santhoskumar, A.U.; Lakshmi, S.U.; Palanivelu, K.; Kartik, R. Mechanical and morphological behaviour of grafted UHMWPE/EVA nanoclay composites. In Proceedings of the International Conference on Advanced Nanomaterials and Emerging Engineering Technologies, ICANMEET 2013, Chennai, India, 24–26 July 2013; pp. 107–108. [Google Scholar]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Building empirical models. In Response Surface Methodology: Process and Product Optimization Using Designed Experiment; John Wiley & Sons: Hoboken, NJ, USA, 2016; pp. 13–65. [Google Scholar]
- Warid, M.N.M.; Ariffin, H.; Hassan, M.A.; Shirai, Y. Optimization of Superheated Steam Treatment to Improve Surface Modification of Oil Palm Biomass Fiber. Available online: https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/BioRes_11_3_5780_Warid_Superheated_Steam_Treatment_Biomass_Fiber (accessed on 30 October 2019).
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- Fu, J.; Ghali, B.W.; Lozynsky, A.J.; Oral, E.; Muratoglu, O.K. Ultra high molecular weight polyethylene with improved plasticity and toughness by high temperature melting. Polymer 2010, 51, 2721–2731. [Google Scholar] [CrossRef]
- Fu, J.; Ghali, B.W.; Lozynsky, A.J.; Oral, E.; Muratoglu, O.K. Wear resistant UHMWPE with high toughness by high temperature melting and subsequent radiation cross-linking. Polymer 2011, 52, 1155–1162. [Google Scholar] [CrossRef]
- Norrrahim, M.N.F.; Ariffin, H.; Yasim-Anuar, T.A.T.; Hassan, M.A.; Nishida, H.; Tsukegi, T. One-pot nanofibrillation of cellulose and nanocomposite production in a twin-screw extruder. IOP Publ. 2019, 368, 1–9. [Google Scholar] [CrossRef]
- Yasim-Anuar, T.A.T.; Ariffin, H.; Norrrahim, M.N.F.; Hassan, M.A.; Andou, Y.; Tsukegi, T.; Nishida, H. Well-Dispersed Cellulose Nanofiber in Low Density Polyethylene Nanocomposite by Liquid-Assisted Extrusion. Polymers 2020, 12, 927. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Peng, Y.; Gardner, D.J.; Han, Y. Drying cellulose nanofibrils: In search of a suitable method. Cellulose 2012, 19, 91–102. [Google Scholar] [CrossRef]
- Volk, N.; He, R.; Magniez, K. Enhanced homogeneity and interfacial compatibility in melt-extruded cellulose nano-fibers reinforced polyethylene via surface adsorption of poly(ethylene glycol)-block-poly(ethylene) amphiphiles. Eur. Polym. J. 2015, 72, 270–281. [Google Scholar] [CrossRef]
- Khare, H.S.; Burris, D.L. A quantitative method for measuring nanocomposite dispersion. Polymer 2010, 51, 719–729. [Google Scholar] [CrossRef]
- Zare, Y. Study of nanoparticles aggregation/agglomeration in polymer particulate nanocomposites by mechanical properties. Compos. Part A Appl. Sci. Manuf. 2016, 84, 158–164. [Google Scholar] [CrossRef]
- Ariffin, H.; Norrrahim, M.N.F.; Yasim-Anuar, T.A.T.; Nishida, H.; Hassan, M.A.; Ibrahim, N.A.; Yunus, W.M.Z.W. Oil Palm Biomass Cellulose-Fabricated Polylactic Acid Composites for Packaging Applications. In Bionanocomposites for Packaging Aplications; Jawaid, M., Swain, S.K., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 95–105. ISBN 9783319673196. [Google Scholar]
- Abdul Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef]
- Tian, C.; Fu, S.Y.; Meng, Q.J.; Lucia, L.A. New insights into the material chemistry of polycaprolactone-grafted cellulose nanofibrils/polyurethane nanocomposites. Cellulose 2016, 23, 2457–2473. [Google Scholar] [CrossRef]
- Kordkheili, H.Y.; Farsi, M.; Rezazadeh, Z. Physical, mechanical and morphological properties of polymer composites manufactured from carbon nanotubes and wood flour. Compos. Part B Eng. 2013, 44, 750–755. [Google Scholar] [CrossRef]
- Mu, B.; Wang, H.; Hao, X.; Wang, Q. Morphology, Mechanical Properties and Dimensional Stability of Biomass Particles/High Density Polyethylene Composites: Effect of Species and Composition. Polymers 2018, 10, 308. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zare, Y.; Rhee, K.Y.; Hui, D. Influences of nanoparticles aggregation/agglomeration on the interfacial/interphase and tensile properties of nanocomposites. Compos. Part B Eng. 2017, 122, 41–46. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Semenova, I.P.; Garbacz, H.; Motyka, M. Advanced mechanical properties. In Nanocrystalline Titanium; Elsevier: Amsterdam, The Netherlands, 2019; pp. 103–121. [Google Scholar]
- Hearn, E.J. Simple stress and strain. In Mechanics of Materials 1; Elsevier: Amsterdam, The Netherlands, 1997; pp. 1–26. [Google Scholar]
- Dantas de Oliveira, A.; Augusto Gonçalves Beatrice, C. Polymer nanocomposites with different types of nanofiller. In Nanocomposites—Recent Evolutions; IntechOpen: London, UK, 2019; pp. 103–128. [Google Scholar]
- Kasaliwal, G.R.; Göldel, A.; Pötschke, P.; Heinrich, G. Influences of polymer matrix melt viscosity and molecular weight on MWCNT agglomerate dispersion. Polymer 2011, 52, 1027–1036. [Google Scholar] [CrossRef]
- ASTM. ASTM F648: Ultra-High-Molecular-Weight Polyethylene Powder and Fabricated Form for Surgical Implants. Test 2014, 1–9. [Google Scholar] [CrossRef]
- Baena, J.; Wu, J.; Peng, Z. Wear performance of UHMWPE and reinforced UHMWPE composites in arthroplasty applications: A review. Lubricants 2015, 3, 413–436. [Google Scholar] [CrossRef] [Green Version]
- Lucas, A.D.A.; Ambrósio, J.D.; Otaguro, H.; Costa, L.C.; Agnelli, J.A.M. Abrasive wear of HDPE/UHMWPE blends. Wear 2011, 270, 576–583. [Google Scholar] [CrossRef]
- Fang, L.; Leng, Y.; Gao, P. Processing and mechanical properties of HA/UHMWPE nanocomposites. Biomaterials 2006, 27, 3701–3707. [Google Scholar] [CrossRef]
- Ma, X.; Wang, Y.; Shen, Y.; Huang, J.; Dufresne, A. Current Status of Nanocellulose-Based Nanocomposites. In Nanocellulose; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2019; pp. 155–200. [Google Scholar]
- Kargarzadeh, H.; Huang, J.; Lin, N.; Ahmad, I.; Mariano, M.; Dufresne, A.; Thomas, S.; Gałęski, A. Recent developments in nanocellulose-based biodegradable polymers, thermoplastic polymers, and porous nanocomposites. Prog. Polym. Sci. 2018, 87, 197–227. [Google Scholar] [CrossRef]
- Stevens, M.P. Chemistry of Industrial Polymers. Available online: http://www.britannica.com/topic/industrial-polymer-chemistry-468716/Industrial-polymerization-methods#toc76397 (accessed on 11 February 2019).
- Augustyn, A.; Bauer, P.; Duignan, B.; Eldridge, A.; Gregersen, E.; McKenna, A.; Petruzzello, M.; Rafferty, J.P.; Ray, M.; Rogers, K.; et al. Polyethylene. Available online: https://www.britannica.com/science/polyethylene (accessed on 11 February 2019).
- Berdichevsky, V.L.; Herman, J.N. On rheology of cross-linked polymers: 1. Slippage of polymer chains and its macroscopic modeling. Int. J. Eng. Sci. 2016, 100, 183–198. [Google Scholar] [CrossRef]
- Kurtz, S.M.; Muratoglu, O.K.; Evans, M.; Edidin, A.A. Advances in the processing, sterilization, and crosslinking of ultra-high molecular weight polyethylene for total joint arthroplasty. Biomaterials 1999, 20, 1659–1688. [Google Scholar] [CrossRef]
- Warid, M.N.M. Optimization of Oil Palm Biomass Superheated Steam Treatment for Improvement of Fiber Characteristics and Polypropylene Biocomposite Performance. Master’s Thesis, Universiti Putra Malaysia, Seri Kembangan, Malaysia, 2017. [Google Scholar]
Sample Availability: Not available. |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Tensile Strength (MPa), Y1 | Yield Strength (MPa), Y2 | *** Ln Elongation (%), Ln Y3 | Young’s Modulus (GPa), Y4 | ||||
|---|---|---|---|---|---|---|---|---|
| * Exp. | ** Pred. | * Exp. | ** Pred. | * Exp. | ** Pred. | * Exp. | ** Pred. | |
| 1 | 23.32 | 23.22 | 23.72 | 23.54 | 4.805 | 4.974 | 0.428 | 0.432 |
| 2 | 23.35 | 22.89 | 23.25 | 23.15 | 5.928 | 5.667 | 0.379 | 0.386 |
| 3 | 23.09 | 22.83 | 23.19 | 23.14 | 6.226 | 6.189 | 0.393 | 0.391 |
| 4 | 23.71 | 23.72 | 23.71 | 23.91 | 4.422 | 4.290 | 0.449 | 0.448 |
| 5 | 22.86 | 23.33 | 23.17 | 23.32 | 5.566 | 5.643 | 0.392 | 0.396 |
| 6 | 24.83 | 24.84 | 24.04 | 24.71 | 4.695 | 4.624 | 0.393 | 0.406 |
| 7 | 24.93 | 24.84 | 25.07 | 24.71 | 4.350 | 4.624 | 0.395 | 0.406 |
| 8 | 25.3 | 24.84 | 25.38 | 24.71 | 4.241 | 4.624 | 0.405 | 0.406 |
| 9 | 25.01 | 24.97 | 25.02 | 24.47 | 4.080 | 4.598 | 0.414 | 0.413 |
| 10 | 25.27 | 24.27 | 25.27 | 24.66 | 4.696 | 4.625 | 0.390 | 0.396 |
| 11 | 25.02 | 24.22 | 23.10 | 23.25 | 6.072 | 5.398 | 0.380 | 0.375 |
| 12 | 24.12 | 24.84 | 24.99 | 24.71 | 4.676 | 4.624 | 0.400 | 0.406 |
| 13 | 23.96 | 24.84 | 24.01 | 24.71 | 4.819 | 4.624 | 0.411 | 0.406 |
| 14 | 24.21 | 24.84 | 23.98 | 24.71 | 4.650 | 4.624 | 0.419 | 0.406 |
| 15 | 21.52 | 21.72 | 21.41 | 21.30 | 6.264 | 6.435 | 0.365 | 0.368 |
| 16 | 22.08 | 22.38 | 22.86 | 23.13 | 5.568 | 5.438 | 0.393 | 0.391 |
| 17 | 24.27 | 24.44 | 24.57 | 24.78 | 4.750 | 4.666 | 0.427 | 0.414 |
| 18 | 24.10 | 24.09 | 24.38 | 24.50 | 4.342 | 4.123 | 0.448 | 0.456 |
| 19 | 21.54 | 21.76 | 21.67 | 21.65 | 5.929 | 6.187 | 0.347 | 0.341 |
| 20 | 24.69 | 24.31 | 24.95 | 24.66 | 4.257 | 4.362 | 0.460 | 0.446 |
| Tensile Strength (MPa), Y1 | Yield Strength (MPa), Y2 | Ln Elongation (%), Ln Y3 | Young’s Modulus (GPa), Y4 | |
|---|---|---|---|---|
| Model | 0.0069 * | 0.0022 * | 0.0018 * | 0.0002 * |
| Linear | ||||
| X1—Temperature | 0.0070 * | 0.0017 * | 0.0002 * | <0.0001 * |
| X2—Rotational speed | 0.6962 | 0.7467 | 0.8609 | 0.0238 * |
| X3—Duration | 0.1053 | 0.0065 * | 0.0056 * | 0.0003 * |
| Interaction | ||||
| X1X2 | 0.9430 | 0.4915 | 0.1017 | 0.5871 |
| X1X3 | 0.8088 | 0.2922 | 0.2627 | 0.9362 |
| X2X3 | 0.6241 | 0.6621 | 0.3470 | 0.0946 |
| Quadratic | ||||
| X12 | 0.0116 * | 0.0390 * | 0.1022 | 0.1563 |
| X22 | 0.2558 | 0.9787 | 0.9240 | 0.8894 |
| X32 | 0.5640 | 0.0313 * | 0.1153 | 0.0863 |
| Lack of fit | 0.2230 ** | 0.7311 ** | 0.0726 ** | 0.7610 ** |
| R2 | 0.8314 | 0.8685 | 0.8745 | 0.9258 |
| Standard deviation | 0.6642 | 0.5630 | 0.3599 | 0.0107 |
| Factors Constraints | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Name | Goal | Lower Limit | Upper Limit | ||||||
| X1 | is in range | 150.00 | 190.00 | ||||||
| X2 | is in range | 30.00 | 60.00 | ||||||
| X3 | is in range | 15.00 | 45.00 | ||||||
| Response Constraints | |||||||||
| Y1 | is in range | 21.52 | 25.30 | ||||||
| Y2 | is in range | 21.41 | 25.38 | ||||||
| Y3 | maximize | 59.17 | 525.43 | ||||||
| Y4 | maximize | 0.347 | 0.460 | ||||||
| Optimum Solutions | |||||||||
| Number | X1 | X2 | X3 | Y1 | Y2 | Y3 | Y4 | Desirability | |
| 1 | 150.00 | 60.00 | 45.00 | 22.83 | 23.14 | 487.31 | 0.391 | 0.830 | |
| 2 | 150.00 | 59.88 | 45.00 | 22.83 | 23.14 | 485.61 | 0.391 | 0.829 | |
| 3 | 150.00 | 59.45 | 45.00 | 22.85 | 23.14 | 479.90 | 0.391 | 0.825 | |
| 4 | 150.67 | 60.00 | 45.00 | 22.93 | 23.22 | 458.69 | 0.391 | 0.811 | |
| Predicted | Experimental | |
|---|---|---|
| Tensile strength (MPa), Y1 | 22.8 | 28.0 ± 1.9 |
| Yield strength (MPa), Y2 | 23.1 | 22.8 ± 0.3 |
| Elongation (%), Y3 | 487.3 | 461.6 ± 40.0 |
| Young modulus (GPa), Y4 | 0.391 | 0.366 ± 0.018 |
| UHMWPE | UHMWPE/ 3% CNF/ 0% MAPE | UHMWPE/ 3% CNF/ 3% MAPE | |
|---|---|---|---|
| Tensile strength (MPa) | 35.5 ± 2.7 a | 27 ± 1.9 b | 28 ± 1.9 b |
| Yield strength (MPa) | 23 ± 0.2 b | 24 ± 0.4 a | 23 ± 0.3 b |
| Elongation (%) | 669 ± 51.5 a | 432 ± 49.5 b | 462 ± 40.3 b |
| Young’s modulus (MPa) | 329 ± 5.2 b | 389 ± 15.3 a | 366 ± 17.7 b |
| Flexural strength (MPa) | 102 ± 21.5 b | 158 ± 23.8 a | 126 ± 15.5 a,b |
| Flexural modulus (MPa) | 175 ± 15.0 b | 216 ± 8.0 a | 208 ± 18.3 a |
| Run | Temperature (°C), X1 | Rotational Speed (rpm), X2 | Mixing Time (min), X3 | |||
|---|---|---|---|---|---|---|
| Coded | Actual | Coded | Actual | Coded | Actual | |
| 1 | +1 | 190 | +1 | 60 | −1 | 15 |
| 2 | −1 | 150 | 0 | 45 | 0 | 30 |
| 3 | −1 | 150 | +1 | 60 | +1 | 45 |
| 4 | +1 | 190 | −1 | 30 | +1 | 45 |
| 5 | +1 | 190 | −1 | 30 | −1 | 15 |
| 6 | 0 | 170 | 0 | 45 | 0 | 30 |
| 7 | 0 | 170 | 0 | 45 | 0 | 30 |
| 8 | 0 | 170 | 0 | 45 | 0 | 30 |
| 9 | 0 | 170 | 0 | 45 | +1 | 45 |
| 10 | 0 | 170 | −1 | 30 | 0 | 30 |
| 11 | 0 | 170 | 0 | 45 | −1 | 15 |
| 12 | 0 | 170 | 0 | 45 | 0 | 30 |
| 13 | 0 | 170 | 0 | 45 | 0 | 30 |
| 14 | 0 | 170 | 0 | 45 | 0 | 30 |
| 15 | −1 | 150 | +1 | 60 | −1 | 15 |
| 16 | −1 | 150 | −1 | 30 | +1 | 45 |
| 17 | 0 | 170 | +1 | 60 | 0 | 30 |
| 18 | +1 | 190 | +1 | 60 | +1 | 45 |
| 19 | −1 | 150 | −1 | 30 | −1 | 15 |
| 20 | +1 | 190 | 0 | 45 | 0 | 30 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharip, N.S.; Ariffin, H.; Andou, Y.; Shirosaki, Y.; Bahrin, E.K.; Jawaid, M.; Tahir, P.M.; Ibrahim, N.A. Process Optimization of Ultra-High Molecular Weight Polyethylene/Cellulose Nanofiber Bionanocomposites in Triple Screw Kneading Extruder by Response Surface Methodology. Molecules 2020, 25, 4498. https://doi.org/10.3390/molecules25194498
Sharip NS, Ariffin H, Andou Y, Shirosaki Y, Bahrin EK, Jawaid M, Tahir PM, Ibrahim NA. Process Optimization of Ultra-High Molecular Weight Polyethylene/Cellulose Nanofiber Bionanocomposites in Triple Screw Kneading Extruder by Response Surface Methodology. Molecules. 2020; 25(19):4498. https://doi.org/10.3390/molecules25194498
Chicago/Turabian StyleSharip, Nur Sharmila, Hidayah Ariffin, Yoshito Andou, Yuki Shirosaki, Ezyana Kamal Bahrin, Mohammad Jawaid, Paridah Md Tahir, and Nor Azowa Ibrahim. 2020. "Process Optimization of Ultra-High Molecular Weight Polyethylene/Cellulose Nanofiber Bionanocomposites in Triple Screw Kneading Extruder by Response Surface Methodology" Molecules 25, no. 19: 4498. https://doi.org/10.3390/molecules25194498