Thin Layer Drying Kinetics of By-Products from Olive Oil Processing


Abstract
:1. Introduction
2. Material and Methods
2.1. Material
2.2. Experimental Set-Up
2.3. Experimental Procedure
3. Results and Discussion
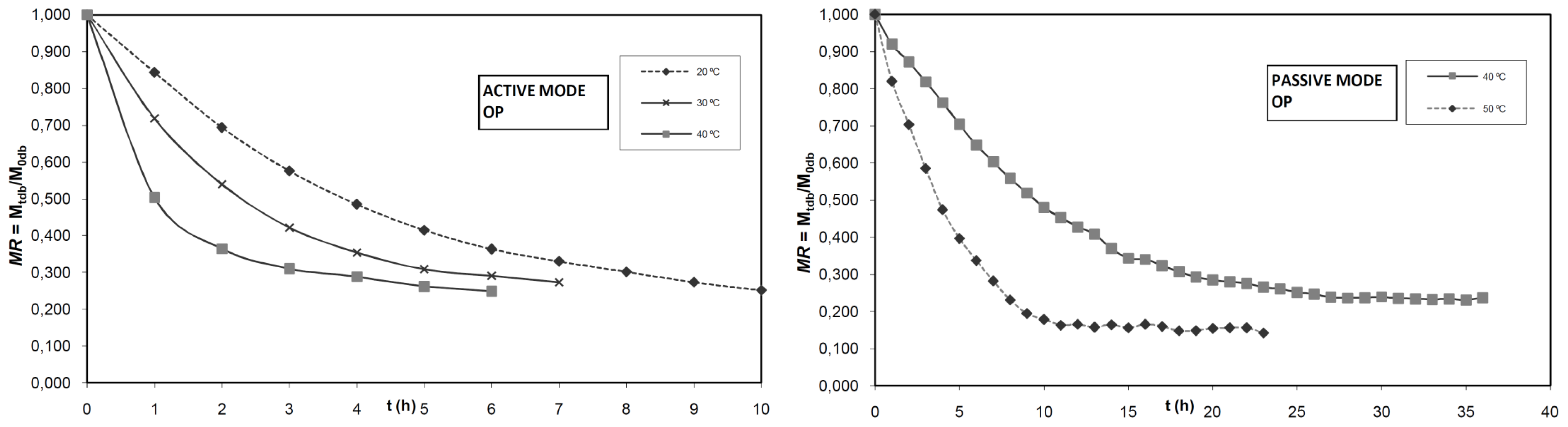
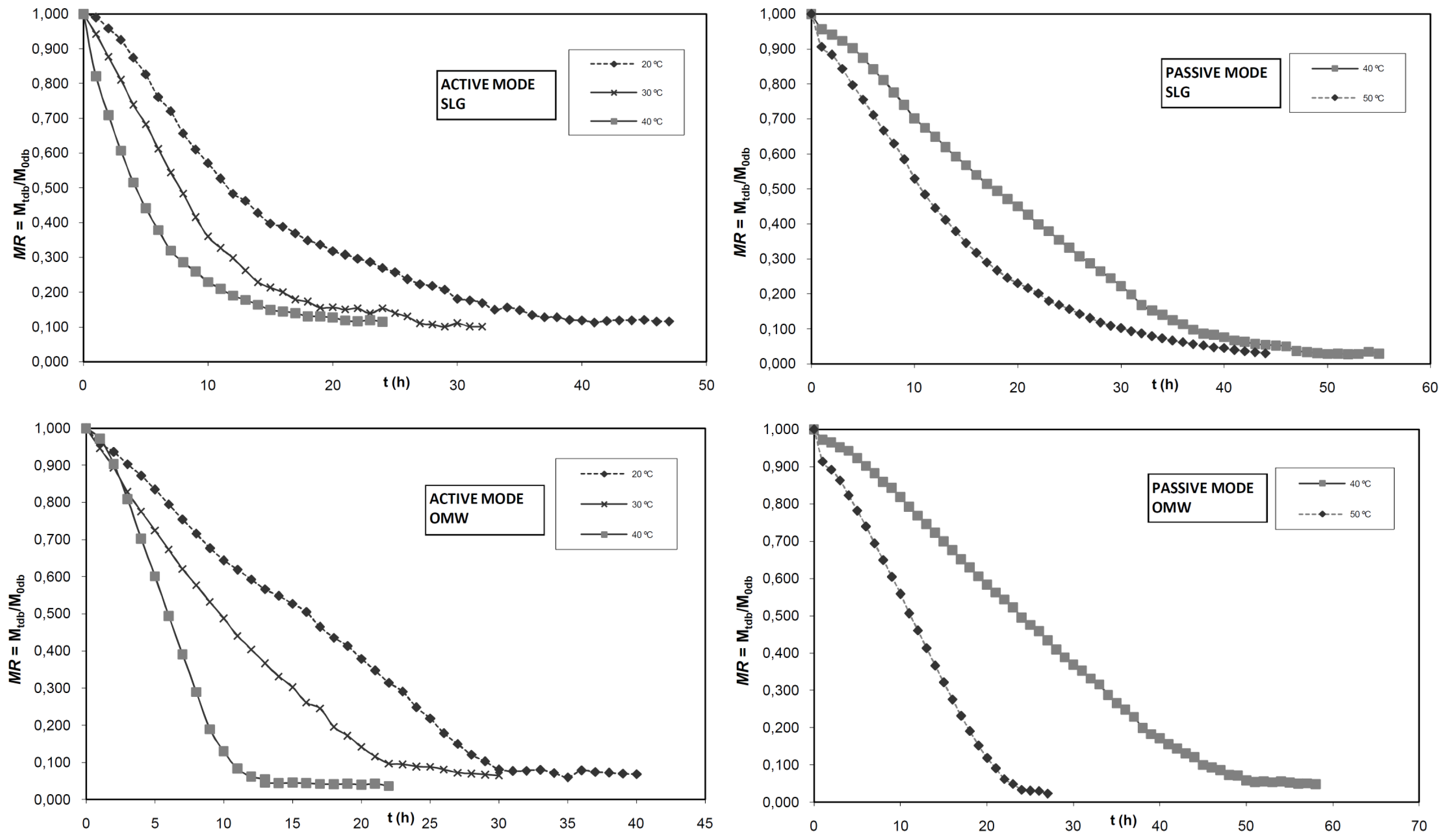
3.1. Analysis of the Drying Curves
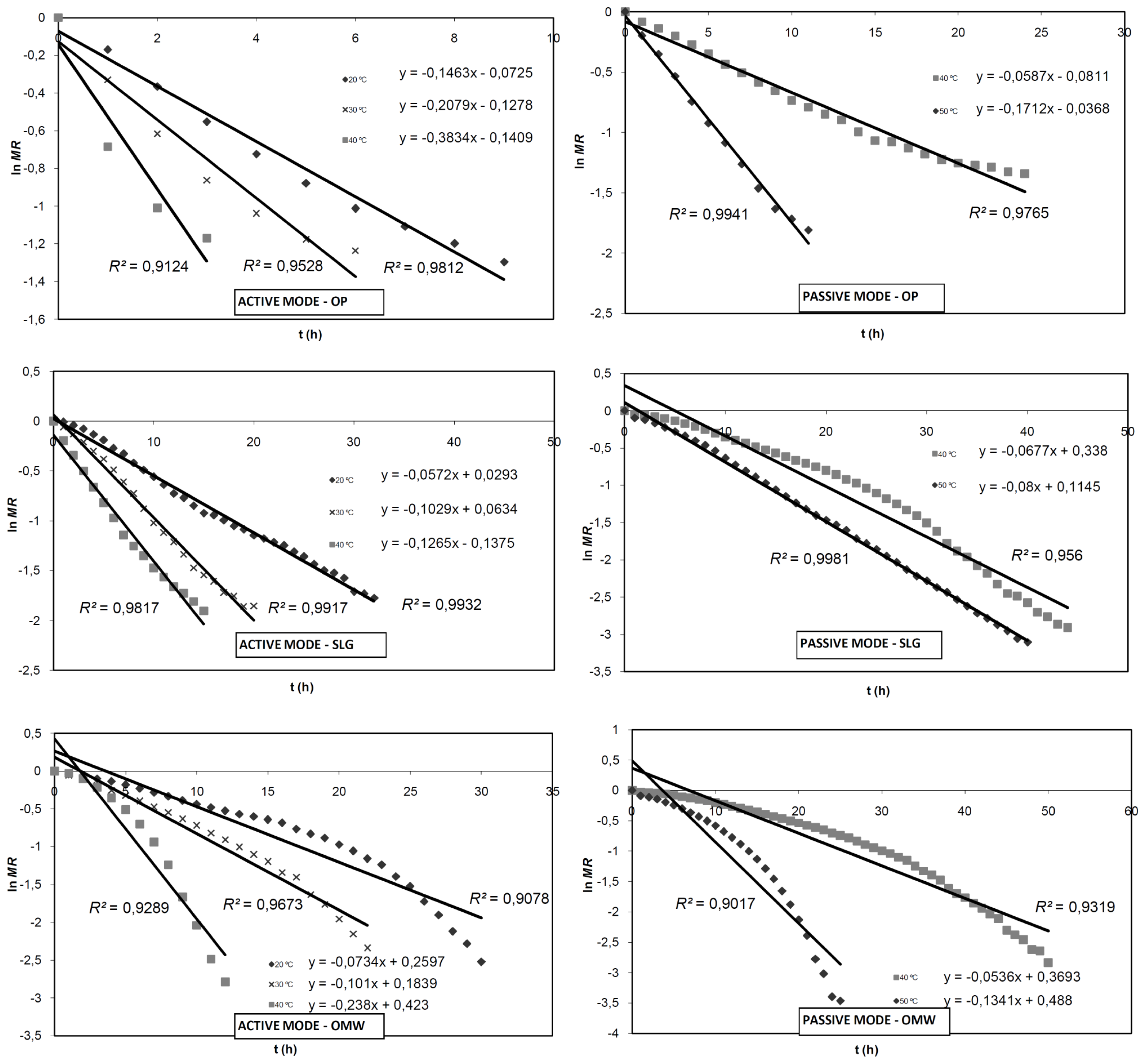
3.2. Determination of Effective Diffusivities
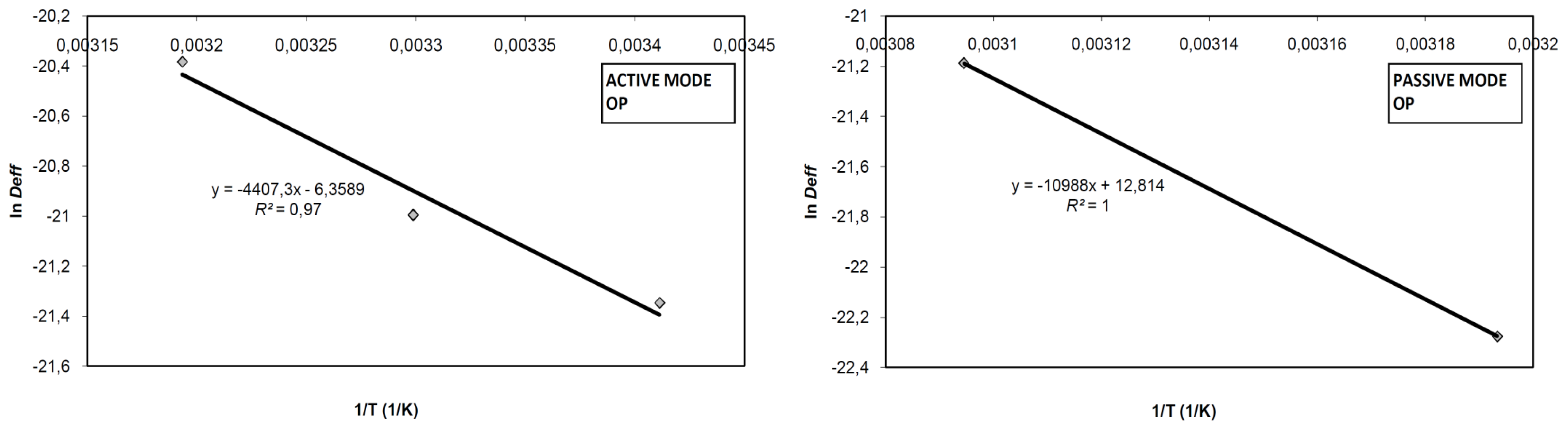
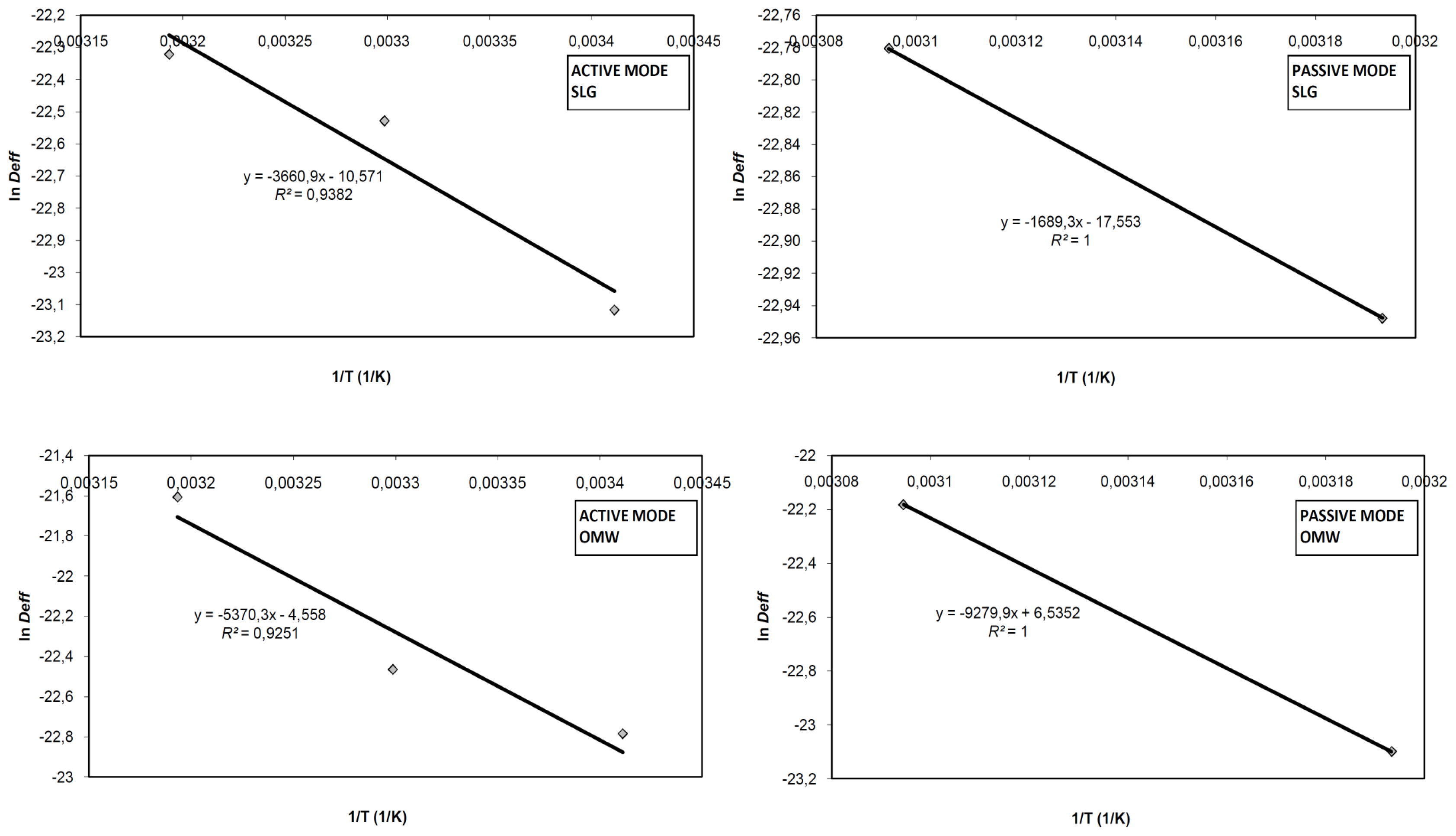
3.3. Calculation of the Activation Energy
4. Conclusions
Acknowledgements
Nomenclature
| At | surface of the tray (m2) |
| AM | active mode (forced convection) |
| Deff | effective diffusivity (m2/s) |
| D0 | pre-exponential factor (m2/s) |
| Ea | activation energy (kJ/mol) |
| L | thickness of the slab (m) |
| ma | air mass flow rate (kg/s) |
| M0 | initial moisture content (kg water/kg dry matter) |
| Mt | moisture content at time t (kg water/kg dry matter) |
| M0db | initial moisture content, dry basis (kg water/kg dry matter) |
| Mtdb | moisture content at time t, dry basis (kg water/kg dry matter) |
| MR | moisture ratio (dimensionless) |
| n | number of observations |
| OMW | olive mill wastewater |
| OP | olive pomace |
| PM | passive mode (natural convection) |
| R | universal gas constant (8.314 J/(mol K)) |
| R2 | coefficient of determination |
| SLG | sludge residue |
| T | temperature (K) |
| t | drying time (h) |
| W0 | initial weight of dried product (kg) |
| ρ | bulk density (kg/m3) |
References
- Agency for the Olive Oil. Available online: http://aplicaciones.mapa.es/pwAgenciaAO/InfMercadosAceite.aao?dato_de=PRODUCCION&opcion_seleccionada=4120&control_acceso=S&idioma=ESP accessed on 1 December 2010.
- Celma, A.R.; Rojas, S.; López, F.; Montero, I.; Miranda, T. Thin-layer drying behaviour of sludge of olive oil extraction. J. Food Eng 2007, 80, 1261–1271. [Google Scholar]
- Celma, A.R.; Rojas, S.; López, F. Mathematical modelling of thin-layer infrared drying of wet olive husk. Chem. Eng. Process. 2008, 47, 1810–1818. [Google Scholar]
- Kudra, T.; Mujumdar, A.S. Advanced Drying Technologies; Marcel Dekker, Inc: New York, NY, USA, 2002. [Google Scholar]
- Gögüs, F.; Maskan, M. Air drying characteristics of solid waste (pomace) of olive oil processing. J. Food Eng 2006, 72, 378–382. [Google Scholar]
- Armesto, L.; Bahillo, A.; Cabanillas, A.; Veijonen, K.; Otero, J.; Plumed, A.; Salvado, L. Co-combustion of coal and olive oil industry residues in fluidised bed. Fuel 2003, 82, 993–1000. [Google Scholar]
- Rojas, S.; Miranda, T.; Montero, I.; de la Rosa, J. Combined use of biomass residues. Feasibility analysis (in Spanish). Energy 2004, 179, 98–104. [Google Scholar]
- Borja, R.; Sánchez, E.; Rincón, B.; Raposo, F.; Martín, M.; Martín, A. Study and optimisation of the anaerobic acidogenic fermentation of two-phase olive pomace. Process Biochem 2005, 40, 281–291. [Google Scholar]
- Aragon, J.; Karagouni, A. Improvements of Treatments and Validation of the Liquid-Solid Waste from the Two-Phase Olive Oil Extraction; Final Report-Annex2; FAIR Programme CT 96-1420 of the European Union: Madrid, Spain, 2000; pp. 1–72. [Google Scholar]
- Miranda, M.T.; Cabanillas, A.; Rojas, S.; Montero, I.; Ruiz, A. Combined combustion of various phases of olive wastes in a conventional combustor. Fuel 2007, 86, 367–372. [Google Scholar]
- Fadil, K.; Chanloui, A.; Ouahbi, A.; Zaid, A.; Borja, R. Aerobic biodegradation and detoxification of wastewasters from the olive oil industry. Int. Biodeterior. Biodegrad 2003, 1, 37–41. [Google Scholar]
- Turano, E.; Curcio, S.; de Paola, M.; Calabrò, V.; Iorio, G. An integrated centrifugation-ultrafiltration system in the treatment of olive mill wastewater. J. Membr. Sci 2002, 209, 519–531. [Google Scholar]
- Marques, I. Anaerobic digestion treatment of olive mill wastewater for effluent re-use in irrigation. Desalination 2001, 137, 233–239. [Google Scholar]
- Paredes, C.; Bernal, M.; Cegarra, J.; Roig, A. Bio-degradation of olive mill wastewater sludge by its co-composting with agricultural wastes. Bioresour. Technol 2002, 85, 1–8. [Google Scholar]
- Liberti, L.; Israilides, K.; Rodrigo, J.; Almirante, P.; Fiestas, J.A.; Flouri, F.; García, A. Olive Mill Wastewater Treatment (in Spanish). International Conference/Symposium, Córdoba, Spain, 31 May 1991.
- Gernjak, W.; Maldonado, M.I.; Malato, S.; Cáceres, J.; Krutzler, T.; Glaser, A.; Bauer, R. Pilot-plant treatment of olive mill wastewater (OMW) by solar TiO2 photocatalysis and solar photo-fenton. Solar Energy 2004, 77, 567–572. [Google Scholar]
- Potoglou, D.; Kouzeli-Katsiri, A.; Haralambopoulos, D. Solar destillation of olive mill wastewater. Renew. Energy 2004, 29, 569–579. [Google Scholar]
- Atanassova, D.; Kefalas, P.; Petrakis, C.; Mantzavinos, D.; Kalogerakis, N.; Psillakis, E. Sonochemical reduction of the antioxidant activity of olive mill wastewater. Environ. Int 2005, 31, 281–287. [Google Scholar]
- Mantzavinos, D.; Kalogerakis, N. Treatment of olive mill effluents part I. Organic matter degradation by chemical and biological processes-An overview. Environ. Int 2005, 31, 289–295. [Google Scholar]
- Sarika, R.; Kalogerakis, N.; Mantzavinos, D. Treatment of olive mill effluents part II. Complete removal of solids by direct flocculation with poly-electrolytes. Environ. Int 2005, 31, 297–304. [Google Scholar]
- Borsani, R.; Ferrando, B. Ultrafiltration plant for olive vegetation waters by polymeric membrane batteries. Desalination 1996, 108, 281–286. [Google Scholar]
- Arjona, R.; García, A.; Ollero, P. The drying of alpeorujo, a waste product of the olive oil mill industry. J. Food Eng 1999, 41, 229–234. [Google Scholar]
- Doymaz, I. Convective air drying characteristics of thin layer carrots. J. Food Eng 2004, 61, 359–364. [Google Scholar]
- Doymaz, I. Drying kinetics of white mulberry. J. Food Eng 2004, 61, 341–346. [Google Scholar]
- Doymaz, I. Drying behaviour of green beans. J. Food Eng 2005, 69, 161–165. [Google Scholar]
- Doymaz, I. Drying characteristics and kinetics of okra. J. Food Eng 2005, 69, 275–279. [Google Scholar]
- Doymaz, I. Thin layer drying behaviour of mint leaves. J. Food Eng 2006, 74, 370–375. [Google Scholar]
- Freire, F.; Figueiredo, A.; Ferrao, P. Thermal analysis and drying kinetics of olive bagasse. Dry. Technol 1999, 17, 895–907. [Google Scholar]
- Karim, M.A.; Hawlader, M.N.A. Drying characteristics of banana: theoretical modelling and experimental validation. J. Food Eng 2005, 70, 35–45. [Google Scholar]
- Lopez, A.; Iguaz, A.; Esnoz, A.; Virseda, P. Thin layer drying behaviour of vegetable wastes from wholesale market. Dry. Technol 2000, 18, 995–1006. [Google Scholar]
- Madamba, P.S.; Driscoll, R.H.; Buckle, K.A. The thin layer drying characteristics of garlic slices. J. Food Eng 1996, 29, 75–97. [Google Scholar]
- Mwithiga, G.; Olwal, J.O. The drying kinetics of kale (brassica oleracea) in a convective hot air dryer. J. Food Eng 2005, 71, 373–378. [Google Scholar]
- Mujumdar, A.S. Drying Technology in Agriculture and Food Sciences; Science Publishers: Enfield, NH, USA, 2000. [Google Scholar]
- Panchariya, P.C.; Popovic, D.; Sharma, A.L. Thin layer modelling of black tea drying process. J. Food Eng 2002, 52, 349–357. [Google Scholar]
- Senadeera, W.; Bhandari, B.R.; Young, G.; Wijesinghe, B. Influence of shapes of selected vegetable materials on drying kinetics during fluidized bed drying. J. Food Eng 2003, 58, 277–283. [Google Scholar]
- Simal, S.; Femenia, A.; Garau, M.C.; Rosselló, C. Use of exponential, Page’s and diffusional models to simulate the drying kinetics of kiwi fruit. J. Food Eng 2005, 66, 323–328. [Google Scholar]
- Velić, D.; Planinić, M.; Tomas, S.; Bilić, M. Influence of airflow velocity on kinetics of convection apple drying. J. Food Eng 2004, 64, 97–102. [Google Scholar]
- Doymaz, I.; Gorel, O.; Akgun, N.A. Drying characteristics of the solid by-product of olive oil extraction. Biosyst. Eng 2004, 88, 213–219. [Google Scholar]
- Akgun, N.A.; Doymaz, I. Modelling of olive cake thin-layer drying process. J. Food Eng 2005, 68, 455–461. [Google Scholar]
- Strehler, A. Technologies of wood combustion. Ecol. Eng 2000, 16, S25–S40. [Google Scholar]
- Werther, J.; Saenger, M.; Hartge, E.U.; Ogada, T.; Siagi, Z. Combustion of agricultural residues. Progress Energy Combust. Sci 2000, 26, 1–27. [Google Scholar]
- Montero, I.; Blanco, J.; Miranda, T.; Rojas, S.; Celma, A.R. Design, construction and performance testing of a solar dryer for agroindustrial by-products. Energy Convers. Manag 2010, 51, 1510–1521. [Google Scholar]
- Thakor, N.J.; Sokhansanj, S.; Sosulski, F.W.; Yannacopoulos, S. Mass and dimensional changes of single canola kernels during drying. J. Food Eng 1999, 40, 153–160. [Google Scholar]
- Park, K.J.; Vohnikova, Z.; Brod, F.P.R. Evaluation of drying parameters and desorption isotherms of garden mint leaves. J. Food Eng 2002, 51, 193–199. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| OP | SLG | OMW | |
|---|---|---|---|
| Bulk density, ρ, before the drying process (kg/m3) | 703.2 | 1065.4 | 1022.4 |
| Bulk density, ρ, after the drying process (kg/m3) | 559.3 | 601.3 | 1035.2 |
| Deff (m2/s) | |||
|---|---|---|---|
| Temperature (°C) | OP | SLG | OMW |
| 20 | 5.364 × 10−10 | 9.136 × 10−11 | 1.273 × 10−10 |
| 30 | 7.622 × 10−10 | 1.643 × 10−10 | 1.752 × 10−10 |
| 40 | 1.406 × 10−9 | 2.020 × 10−10 | 4.128 × 10−10 |
| Deff (m2/s) | |||
|---|---|---|---|
| Temperature (°C) | OP | SLG | OMW |
| 40 | 2.119 × 10−10 | 1.081 × 10−10 | 9.296 × 10−11 |
| 50 | 6.277 × 10−10 | 1.278 × 10−10 | 2.326 × 10−10 |
| OP | SLG | OMW | |
|---|---|---|---|
| Ea (kJ/mol) in active mode | 38.64 | 30.44 | 47.64 |
| Ea (kJ/mol) in passive mode | 91.35 | 14.04 | 77.15 |
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Montero, I.; Miranda, T.; Arranz, J.I.; Rojas, C.V. Thin Layer Drying Kinetics of By-Products from Olive Oil Processing. Int. J. Mol. Sci. 2011, 12, 7885-7897. https://doi.org/10.3390/ijms12117885
Montero I, Miranda T, Arranz JI, Rojas CV. Thin Layer Drying Kinetics of By-Products from Olive Oil Processing. International Journal of Molecular Sciences. 2011; 12(11):7885-7897. https://doi.org/10.3390/ijms12117885
Chicago/Turabian StyleMontero, Irene, Teresa Miranda, Jose Ignacio Arranz, and Carmen Victoria Rojas. 2011. "Thin Layer Drying Kinetics of By-Products from Olive Oil Processing" International Journal of Molecular Sciences 12, no. 11: 7885-7897. https://doi.org/10.3390/ijms12117885