Evaluation of Mussel Shells Powder as Reinforcement for PLA-Based Biocomposites

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Biocomposites Mass Compositions
- PLA2003D purchased from NatureWorks (thermoforming and extrusion grade), with melt flow index (MFI): 6 g/10 min (210 °C, 2.16 kg), nominal average molar mass: 180,000 g/mol, density: 1.24 g/cm3. It contains about 4% of D-lactic acid units, which lower the melting point and the crystallization tendency, improving the processability during the melting extrusion.
- PBAT: Ecoflex® C1200 purchased from BASF, is a biodegradable, random aliphatic-aromatic copolyester based on the monomers 1.4-butanediol, adipic acid and terephthalic acid with melt flow index (MFI): 2.7–5 g/10 min (190 °C, 2.16 kg), nominal average molar mass: 126,000 g/mol, density 1.26 g/cm3.
- Jetfine® 0.7CA, supplied by Imerys, was the Talc employed in the formulations, with a median diameter of 0.7 μm, which results in very low particle sizes compared to conventional talc, extremely pure with ultra-lamellarity aspects that provide outstanding stiffness/impact strength balance in polymers. This talc grade imparts superior scratch and mar resistance and improves nucleation.
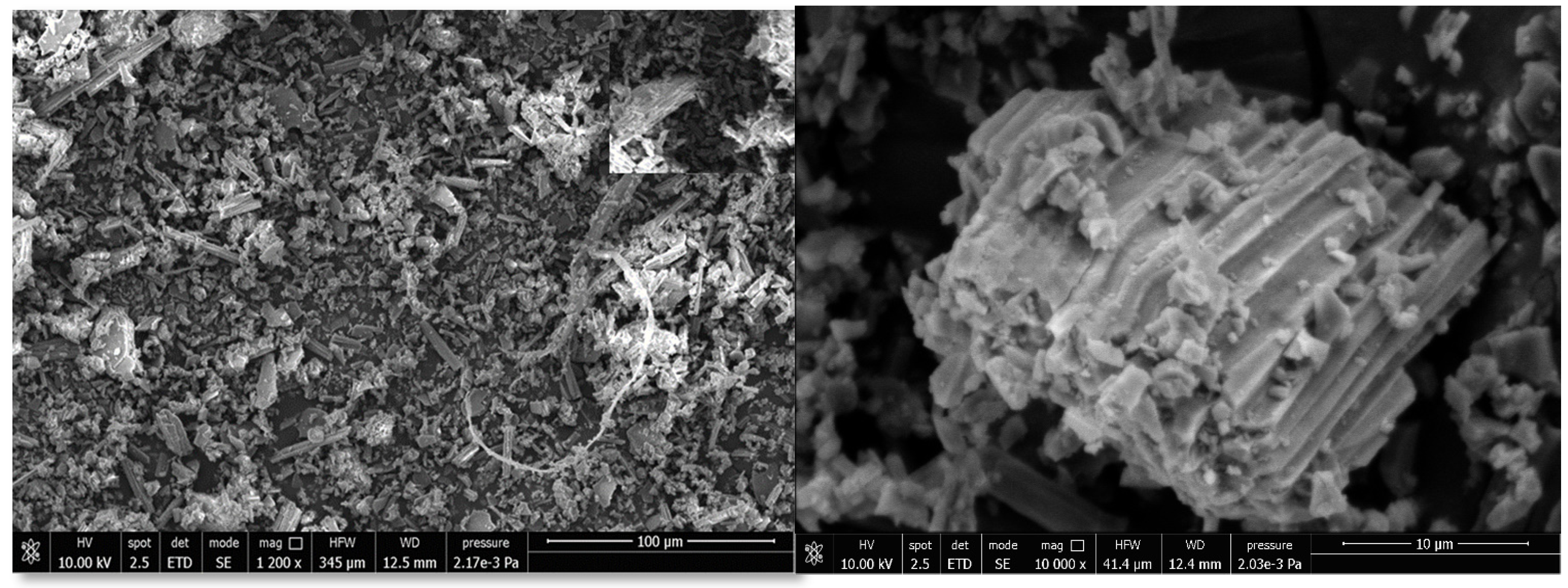
- The mussel shells used in this experimental research (Mytilus Edulis, also called blue mussels) were obtained from the Mediterranean Sea, washed with hot soapy water, calcinated at 200 °C for 1 h, dried and crushed into smaller pieces manually. Thereafter, the shell powder was obtained by means of a rotating blade lab blender and sieved to achieve a micrometric filler.
2.2. Processing and Testing Methodologies
3. Results and Discussions
3.1. Thermogravimetrical Analysis
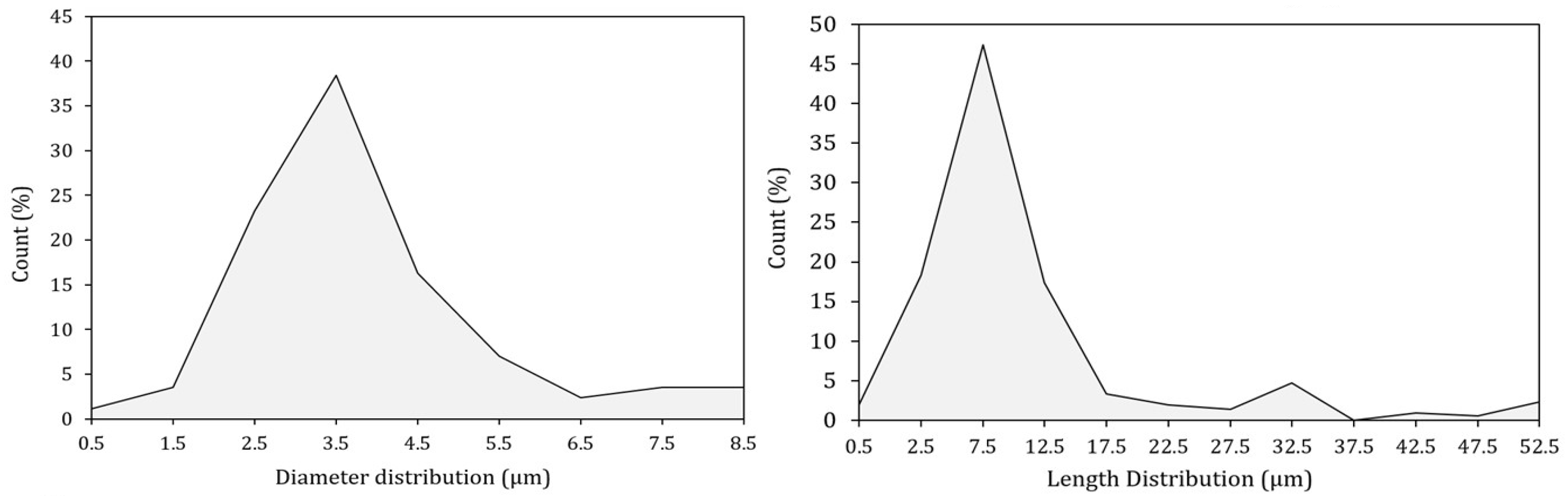
3.2. Morphology Analysis and Mussel Shells Microstructure
3.3. Thermal Analysis
3.4. Tensile Results
Predictive Models Applied to Tensile Results
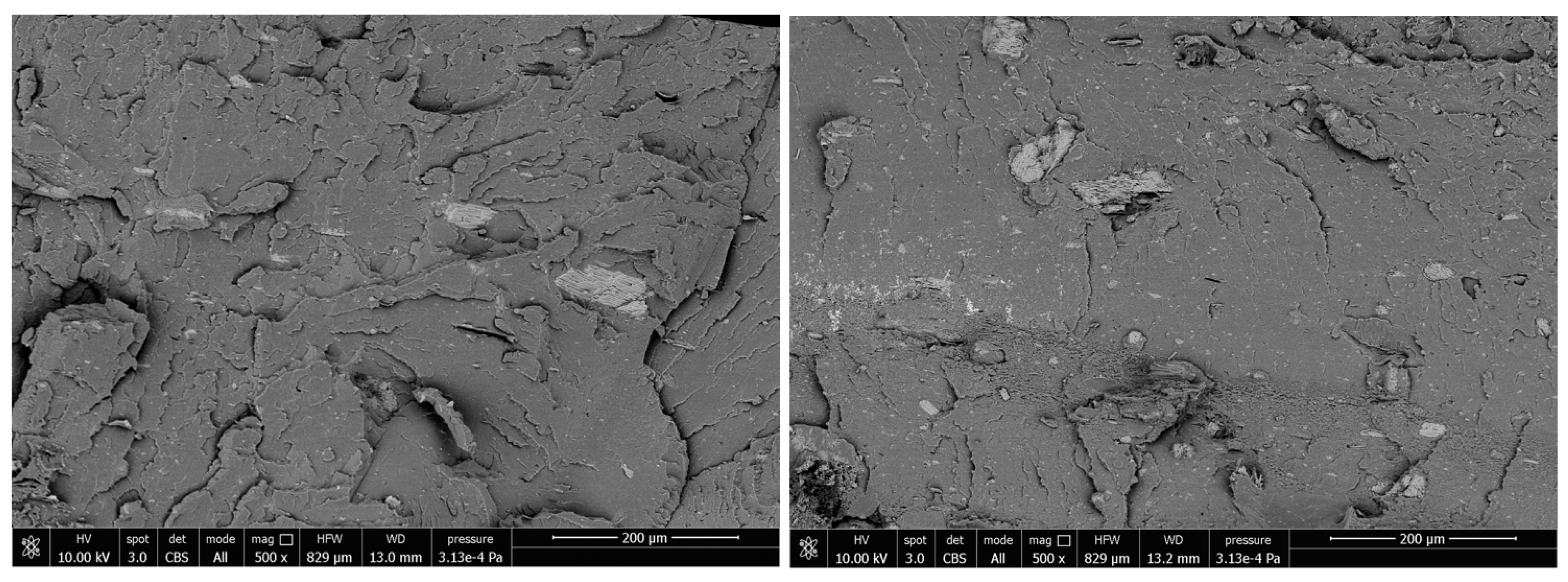
3.5. Microscopic Interfacial Interaction
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Scaffaro, R.; Lopresti, F.; Botta, L. PLA based biocomposites reinforced with Posidonia oceanica leaves. Compos. Part. B Eng. 2018, 139, 1–11. [Google Scholar] [CrossRef]
- Botta, L.; Fiore, V.; Scalici, T.; Valenza, A.; Scaffaro, R. New polylactic acid composites reinforced with artichoke fibers. Materials (Basel) 2015, 8, 7770–7779. [Google Scholar] [CrossRef] [Green Version]
- Cinelli, P.; Mallegni, N.; Gigante, V.; Montanari, A.; Seggiani, M.; Coltelli, B.; Bronco, S.; Lazzeri, A. Biocomposites Based on Polyhydroxyalkanoates and Natural Fibres from Renewable Byproducts. Appl. Food Biotechnol. 2019, 6, 35–43. [Google Scholar]
- Righetti, M.C.; Cinelli, P.; Mallegni, N.; Massa, C.A.; Aliotta, L.; Lazzeri, A. Thermal, mechanical, viscoelastic and morphological properties of poly (lactic acid) based biocomposites with potato pulp powder treated with waxes. Materials (Basel) 2019, 12, 990. [Google Scholar] [CrossRef] [Green Version]
- Sarki, J.; Hassan, S.B.; Aigbodion, V.S.; Oghenevweta, J.E. Potential of using coconut shell particle fillers in eco-composite materials. J. Alloys Compd. 2011, 509, 2381–2385. [Google Scholar] [CrossRef]
- Kocaman, S.; Ahmetli, G.; Cerit, A.; Yucel, A.; Gozukucuk, M. Characterization of Biocomposites Based on Mussel Shell Wastes. Int. J. Mater. Metall. Eng. 2016, 10, 438–441. [Google Scholar]
- Martínez-García, C.; González-Fonteboa, B.; Martínez-Abella, F.; Carro- López, D. Performance of mussel shell as aggregate in plain concrete. Constr. Build. Mater. 2017, 139, 570–583. [Google Scholar] [CrossRef]
- Hamester, M.R.R.; Balzer, P.S.; Becker, D. Characterization of calcium carbonate obtained from oyster and mussel shells and incorporation in polypropylene. Mater. Res. 2012, 15, 204–208. [Google Scholar] [CrossRef] [Green Version]
- Cinelli, P.; Seggiani, M.; Mallegni, N.; Gigante, V.; Lazzeri, A. Processability and Degradability of PHA-Based Composites in Terrestrial Environments. Int. J. Mol. Sci. 2019, 20, 284. [Google Scholar] [CrossRef] [Green Version]
- Pritchard, G. Plastics Additives: An AZ Reference; Springer Science & Business Media: Bristol, UK, 2012; Volume 1, ISBN 9401158622. [Google Scholar]
- Palanikumar, K.; AshokGandhi, R.; Raghunath, B.K.; Jayaseelan, V. Role of Calcium Carbonate(CaCO3) in improving wear resistance of Polypropylene(PP) components used in automobiles. Mater. Today Proc. 2019, 16, 1363–1371. [Google Scholar] [CrossRef]
- Chong, M.H.; Chun, B.C.; Chung, Y.C.; Cho, B.G. Fire-retardant plastic material from Oyster-shell powder and recycled polyethylene. J. Appl. Polym. Sci. 2006, 99, 1583–1589. [Google Scholar] [CrossRef]
- Rajkumar, K.; Sirisha, P.; Sankar, M.R. Tribomechanical and Surface Topographical Investigations of Poly Methyl Methacrylate-Seashell Particle based Biocomposite. Procedia Mater. Sci. 2014, 5, 1248–1257. [Google Scholar] [CrossRef] [Green Version]
- Funabashi, M.; Ninomiya, F.; Flores, E.D.; Kunioka, M. Biomass carbon ratio of polymer composites measured by accelerator mass spectrometry. J. Polym. Environ. 2010, 18, 85–93. [Google Scholar] [CrossRef]
- Li, H.-Y.; Tan, Y.-Q.; Zhang, L.; Zhang, Y.-X.; Song, Y.-H.; Ye, Y.; Xia, M.-S. Bio-filler from waste shellfish shell: Preparation, characterization, and its effect on the mechanical properties on polypropylene composites. J. Hazard. Mater. 2012, 217, 256–262. [Google Scholar] [CrossRef] [PubMed]
- Sakamoto, T.; Oichi, A.; Nishimura, T.; Sugawara, A.; Kato, T. Calcium Carbonate/Polymer Thin-Film Hybrids: Induction of the Formation of Patterned Aragonite Crystals by Thermal Treatment of a Polymer Matrix. Polym. J. 2009, 41, 522–523. [Google Scholar] [CrossRef] [Green Version]
- Kunitake, M.E.; Mangano, L.M.; Peloquin, J.M.; Baker, S.P.; Estroff, L.A. Evaluation of strengthening mechanisms in calcite single crystals from mollusk shells. Acta Biomater. 2013, 9, 5353–5359. [Google Scholar] [CrossRef]
- Auras, R.; Lim, L.-T.; Selke, S.E.M.; Tsuji, H. Poly (Lactic Acid): Synthesis, Structures, Properties, Processing, and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2011; Volume 10, ISBN 1118088131. [Google Scholar]
- Jin, F.-L.; Hu, R.-R.; Park, S.-J. Improvement of thermal behaviors of biodegradable poly (lactic acid) polymer: A review. Compos. Part. B Eng. 2019, 164, 287–296. [Google Scholar] [CrossRef]
- Barletta, M.; Aversa, C.; Puopolo, M.; Vesco, S. Ultra-flexible PLA-based blends for the manufacturing of biodegradable tamper-evident screw caps by injection molding. J. Appl. Polym. Sci. 2020, 1, 49428. [Google Scholar] [CrossRef]
- Hassouna, F.; Raquez, J.-M.; Addiego, F.; Toniazzo, V.; Dubois, P.; Ruch, D. New development on plasticized poly (lactide): Chemical grafting of citrate on PLA by reactive extrusion. Eur. Polym. J. 2012, 48, 404–415. [Google Scholar] [CrossRef]
- Carmona, V.B.; Corrêa, A.C.; Marconcini, J.M.; Mattoso, L.H.C. Properties of a Biodegradable Ternary Blend of Thermoplastic Starch (TPS), Poly(ε-Caprolactone) (PCL) and Poly(Lactic Acid) (PLA). J. Polym. Environ. 2015, 23, 83–89. [Google Scholar] [CrossRef]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A.; Billon, N.; Combeaud, C. Effect of the simultaneous biaxial stretching on the structural and mechanical properties of PLA, PBAT and their blends at rubbery state. Eur. Polym. J. 2015, 68, 288–301. [Google Scholar] [CrossRef]
- Jiang, L.; Wolcott, M.P.; Zhang, J. Study of biodegradable polylactide/poly(butylene adipate-co-terephthalate) blends. Biomacromolecules 2006, 7, 199–207. [Google Scholar] [CrossRef]
- Deng, Y.; Yu, C.; Wongwiwattana, P.; Thomas, N.L. Optimising Ductility of Poly(Lactic Acid)/Poly(Butylene Adipate-co-Terephthalate) Blends through Co-continuous Phase Morphology. J. Polym. Environ. 2018, 26, 3802–3816. [Google Scholar] [CrossRef] [Green Version]
- Pietrosanto, A.; Scarfato, P.; Di Maio, L.; Nobile, R.M.; Incarnato, L. Evaluation of the Suitability of Poly(Lactide)/Poly(Butylene-Adipate-co-Terephthalate) Blown Films for Chilled and Frozen Food Packaging Applications. Polymers (Basel) 2020, 12, 804. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gigante, V.; Canesi, I.; Cinelli, P.; Beatrice Coltelli, M.; Lazzeri, A. Rubber toughening of Polylactic acid (PLA) with Poly(butylene adipate-co- terephthalate) (PBAT): Mechanical properties, fracture mechanics and analysis of brittle–ductile behavior while varying temperature and test speed. Eur. Polym. J. 2019, 115, 125–137. [Google Scholar] [CrossRef]
- Mallegni, N.; Phuong, T.V.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Poly(lactic acid) (PLA) based tear resistant and biodegradable flexible films by blown film extrusion. Materials (Basel) 2018, 11, 148. [Google Scholar] [CrossRef] [Green Version]
- Phetwarotai, W.; Aht-Ong, D. Nucleated polylactide blend films with nanoprecipitated calcium carbonate and talc. J. Therm. Anal. Calorim. 2017, 127, 2367–2381. [Google Scholar] [CrossRef]
- Leong, Y.W.; Ishak, Z.A.M.; Ariffin, A. Mechanical and thermal properties of talc and calcium carbonate filled polypropylene hybrid composites. J. Appl. Polym. Sci. 2004, 91, 3327–3336. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, G.; Phuong, V.T.; Lazzeri, A. Synergistic Effects of Nucleating Agents and Plasticizers on the Crystallization Behavior of Poly(lactic acid). Molecules 2015, 20, 1579–1593. [Google Scholar] [CrossRef]
- European Committee for Standardisation EN 13432. Requirements for Packaging Recoverable through Composting and Biodegradation–Test Scheme and Evaluation Criteria for the Final Acceptance of Packaging 1999. 2002. Available online: https://standards.globalspec.com/std/323935/EN%2013432 (accessed on 27 July 2020).
- Tokiwa, Y.; Calabia, B.P.; Ugwu, C.U.; Aiba, S. Biodegradability of plastics. Int. J. Mol. Sci. 2009, 10, 3722–3742. [Google Scholar] [CrossRef]
- Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z.; Lee, S.C.; Goh, W.I.; Yuen, C.W. Recycling of seashell waste in concrete: A review. Constr. Build. Mater. 2018, 162, 751–764. [Google Scholar] [CrossRef]
- Rahmani, M.; Ghasemi, F.A.; Payganeh, G. Effect of surface modification of calcium carbonate nanoparticles on their dispersion in the polypropylene matrix using stearic acid. Mech. Ind. 2014, 15, 63–67. [Google Scholar] [CrossRef]
- Lertwattanaruk, P.; Makul, N.; Siripattarapravat, C. Utilization of ground waste seashells in cement mortars for masonry and plastering. J. Environ. Manage. 2012, 111, 133–141. [Google Scholar] [CrossRef] [PubMed]
- Pyda, M.; Bopp, R.C.; Wunderlich, B. Heat capacity of poly (lactic acid). J. Chem. Thermodyn. 2004, 36, 731–742. [Google Scholar] [CrossRef]
- Pan, P.; Inoue, Y. Polymorphism and isomorphism in biodegradable polyesters. Prog. Polym. Sci. 2009, 34, 605–640. [Google Scholar] [CrossRef]
- Androsch, R.; Schick, C.; Di Lorenzo, M.L. Melting of Conformationally Disordered Crystals (α′-Phase) of Poly (l-lactic acid). Macromol. Chem. Phys. 2014, 215, 1134–1139. [Google Scholar] [CrossRef]
- Yasuniwa, M.; Sakamo, K.; Ono, Y.; Kawahara, W. Melting behavior of poly (l-lactic acid): X-ray and DSC analyses of the melting process. Polymer (Guildf) 2008, 49, 1943–1951. [Google Scholar] [CrossRef]
- Tábi, T.; Hajba, S.; Kovács, J.G. Effect of crystalline forms (α′ and α) of poly (lactic acid) on its mechanical, thermo-mechanical, heat deflection temperature and creep properties. Eur. Polym. J. 2016, 82, 232–243. [Google Scholar] [CrossRef] [Green Version]
- Righetti, M.C.; Gazzano, M.; Di Lorenzo, M.L.; Androsch, R. Enthalpy of melting of α′- and α-crystals of poly(l-lactic acid). Eur. Polym. J. 2015, 70, 215–220. [Google Scholar] [CrossRef]
- Fu, S.Y.; Feng, X.Q.; Lauke, B.; Mai, Y.W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate-polymer composites. Compos. Part. B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Thio, Y.S.; Argon, A.S.; Cohen, R.E. Role of interfacial adhesion strength on toughening polypropylene with rigid particles. Polymer (Guildf) 2004, 45, 3139–3147. [Google Scholar] [CrossRef]
- Aliotta, L.; Gigante, V.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Evaluation of Mechanical and Interfacial Properties of Bio-Composites Based on Poly (Lactic Acid) with Natural Cellulose Fibers. Int. J. Mol. Sci. 2019, 20, 960. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, N.; Wang, Q.; Ren, J.; Wang, L. Preparation and properties of biodegradable poly(lactic acid)/poly(butylene adipate-co-terephthalate) blend with glycidyl methacrylate as reactive processing agent. J. Mater. Sci. 2009, 44, 250–256. [Google Scholar] [CrossRef]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: An overview about mechanical characteristics and application areas. Compos. Part. A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Mahrholz, T.; Stängle, J.; Sinapius, M. Quantitation of the reinforcement effect of silica nanoparticles in epoxy resins used in liquid composite moulding processes. Compos. Part. A Appl. Sci. Manuf. 2009, 40, 235–243. [Google Scholar] [CrossRef]
- Wetzel, B.; Haupert, F.; Friedrich, K.; Zhang, M.Q.; Rong, M.Z. Impact and wear resistance of polymer nanocomposites at low filler content. Polym. Eng. Sci. 2002, 42, 1919–1927. [Google Scholar] [CrossRef]
- Aliotta, L.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A. Rigid filler toughening in PLA-Calcium Carbonate composites: Effect of particle surface treatment and matrix plasticization. Eur. Polym. J. 2019, 113, 78–88. [Google Scholar] [CrossRef]
- Einstein, A.; Fürth, R. Investigations on the Theory of Brownian Movement; Dover Publications: New York, NY, USA, 1956; ISBN 0486603040. [Google Scholar]
- Guth, E. Theory of filler reinforcement. J. Appl. Phys. 1945, 16, 20–25. [Google Scholar] [CrossRef]
- Brodnyan, J.G. The concentration dependence of the Newtonian viscosity of prolate ellipsoids. Trans. Soc. Rheol. 1959, 3, 61–68. [Google Scholar] [CrossRef]
- Lazzeri, A.; Zebarjad, S.M.; Pracella, M.; Cavalier, K.; Rosa, R. Filler toughening of plastics. Part 1—The effect of surface interactions on physico-mechanical properties and rheological behaviour of ultrafine CaCO3/HDPE nanocomposites. Polymer (Guildf) 2005, 46, 827–844. [Google Scholar] [CrossRef]
- Nicolais, L.; Narkis, M. Stress-strain behavior of styrene-acrylonitrile/glass bead composites in the glassy region. Polym. Eng. Sci. 1971, 11, 194–199. [Google Scholar] [CrossRef]
- Levita, G.; Marchetti, A.; Lazzeri, A. Fracture of ultrafine calcium carbonate/polypropylene composites. Polym. Compos. 1989, 10, 39–43. [Google Scholar] [CrossRef]
- Nicolais, L.; Nicodemo, L. The effect of particles shape on tensile properties of glassy thermoplastic composites. Int. J. Polym. Mater. 1974, 3, 229–243. [Google Scholar] [CrossRef]
- Turcsányi, B.; Pukánszky, B.; Tüdõs, F. Composition dependence of tensile yield stress in filled polymers. J. Mater. Sci. Lett. 1988, 7, 160–162. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | PLA (wt%) | PBAT (wt%) | Talc (wt%) | Shells (wt%) |
|---|---|---|---|---|
| base | 73.5 | 24.5 | 2 | 0 |
| base + 5 | 69.5 | 23.5 | 2 | 5 |
| base + 10 | 65.7 | 22.3 | 2 | 10 |
| base + 15 | 62.0 | 21.0 | 2 | 15 |
| base + 20 | 58.3 | 19.7 | 2 | 20 |
| Δhc (J/g) | wCc | Δhm (J/g) | wCm | |
|---|---|---|---|---|
| base | 26.0 | 0.26 | 31.0 | 0.26 |
| base + 5 | 26.2 | 0.26 | 31.4 | 0.26 |
| base + 10 | 25.5 | 0.26 | 32.6 | 0.27 |
| base + 15 | 25.5 | 0.26 | 33.0 | 0.27 |
| base + 20 | 26.2 | 0.26 | 32.8 | 0.27 |
| Name | Elastic Modulus (GPa) | Maximum Strength (MPa) | Elongation at Break (%) | Charpy Impact Strength (kJ/m2) |
|---|---|---|---|---|
| base | 2.26 ± 0.060 | 42.0 ± 0.21 | 312 ± 41.8 | 8.3 ± 0.62 |
| base + 5 | 2.28 ± 0.023 | 40.2 ± 0.98 | 170 ± 36.8 | 4.3 ± 0.52 |
| base + 10 | 2.35 ± 0.047 | 38.5 ± 0.50 | 119 ± 24.8 | 4.8 ± 0.57 |
| base + 15 | 2.46 ± 0.119 | 37.2 ± 0.67 | 49 ± 19.9 | 5.0 ± 0.44 |
| base + 20 | 2.62 ± 0.105 | 35.5 ± 1.65 | 7 ± 4.1 | 3.8 ± 1.32 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gigante, V.; Cinelli, P.; Righetti, M.C.; Sandroni, M.; Tognotti, L.; Seggiani, M.; Lazzeri, A. Evaluation of Mussel Shells Powder as Reinforcement for PLA-Based Biocomposites. Int. J. Mol. Sci. 2020, 21, 5364. https://doi.org/10.3390/ijms21155364
Gigante V, Cinelli P, Righetti MC, Sandroni M, Tognotti L, Seggiani M, Lazzeri A. Evaluation of Mussel Shells Powder as Reinforcement for PLA-Based Biocomposites. International Journal of Molecular Sciences. 2020; 21(15):5364. https://doi.org/10.3390/ijms21155364
Chicago/Turabian StyleGigante, Vito, Patrizia Cinelli, Maria Cristina Righetti, Marco Sandroni, Leonardo Tognotti, Maurizia Seggiani, and Andrea Lazzeri. 2020. "Evaluation of Mussel Shells Powder as Reinforcement for PLA-Based Biocomposites" International Journal of Molecular Sciences 21, no. 15: 5364. https://doi.org/10.3390/ijms21155364