Although are several packaging schemes available for MEMS-based devices, there are limited complete packaging solutions for vibration-based energy harvesting. The energy harvesters operate under a base excitation; therefore it was not possible to directly connect to the energy harvesters in a typical probing station. The packaging scheme must allow for unhindered movement of the harvester to prevent damage and electrical losses. Additionally, suitable electrical connections must be made to the harvester to capture the voltage created through the vibration of the structure. Finally, the packaged energy harvester must be integrated into conditioning circuitry capable of efficiently rectifying and storing the harvested power.
3.1. Overview of the Packaging Methodology for the Energy Harvesters
It was chosen to package the harvester onto printed circuit boards to enable
in-situ characterization. Cyanoacrylate glue is used to mechanically adhere the piezoelectric energy harvester onto the printed circuit board (PCB). The cyanoacrylate glue is biocompatible, and strongly adheres the silicon base of the energy harvester to the PCB. As shown in
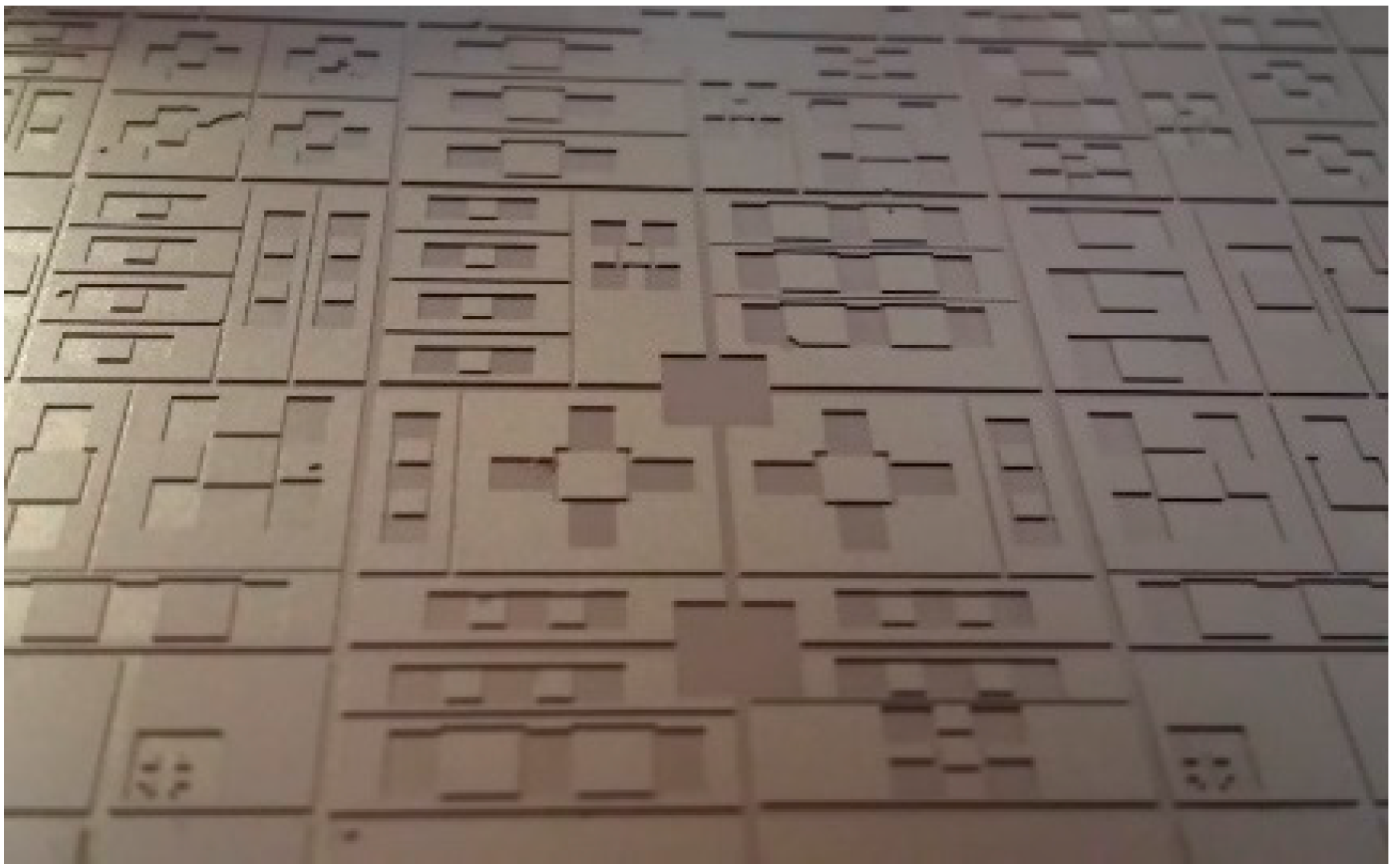
Figure 11, in order to allow free vibration, a hole is punched in the PCB where the proof mass of the harvester is expected to be located. This ensures that the energy harvester will not contact the circuit board during operation, preventing harvesting losses and potential damage.
Figure 11.
Solid PCBs developed for harvester packaging. (
Left) separated and prepared individual PCBs; (
Right) a mechanically packaged harvester on an individual PCB [
9].
Figure 11.
Solid PCBs developed for harvester packaging. (
Left) separated and prepared individual PCBs; (
Right) a mechanically packaged harvester on an individual PCB [
9].
The electrical connections between the energy harvester and the outside world are made with ball-wedge wirebonds and soldered wires. The wirebonds are used to create the intermediate electrical connection between the energy harvester and the PCB. The solder paste layer on the PCB is removed in order to wirebond directly to the copper trace. When material compatibility, bond adhesion and bond direction are a challenge, ball-wedge bonding is a more suitable choice. For example, for energy harvesters using platinum for electrode layers, the ball-wedge bond is more suitable to overcome the difficult adhesion to platinum. Additionally, ball-wedge bonding provides additional flexibility by allowing bonding at low ultrasonic bonding power, overcoming material compatibility issues such as fragile/rough structures, including the platinum/PZT/platinum layers produced in the research. The use of a ball bond allows for the decrease of applied ultrasonic energy to the platinum/PZT/platinum stack, preventing the possible delamination of electrodes. Generally, achieving good bond quality and adhesion is the major difficulty in wire bonding of energy harvesters. This can be significantly improved by tuning the bonding parameters to suit the electrode materials. These parameters include the bonding ultrasonic power, ultrasonic time, diameter of ball bond, and applied force [
34]. Tuning these parameters for specific pad materials and conditions allows for the reliable and consistent bonding. With ball-wedge wirebonding, typically, the ball, or start of the bond is reserved for the pad that is more difficult to bond to. In this case, it was advantageous to use the wedge-end of the bond on the platinum/PZT/platinum stack. Heating applied to the bonding capillary was increased, in order to make the gold wire more malleable during bonding allowing for a significant decrease in applied ultrasonic energy required for the bond. This allowed for the wedge bond on the top platinum electrode to be completed with minimum ultrasonic energy applied, preventing delamination of the upper electrode. The connections to the outside world were provided by wires soldered to the PCB. These electrical connections do not to add a parasitic capacitance that would reduce electrical output. Examples of packaged harvesters can be seen in
Figure 12.
Figure 12.
Several examples of fully packaged Class II Harvesters ready for testing [
9].
Figure 12.
Several examples of fully packaged Class II Harvesters ready for testing [
9].
Figure 13.
Examples of removing platinum and PZT from the remaining electrode of a damaged harvester to allow for packaging [
9].
Figure 13.
Examples of removing platinum and PZT from the remaining electrode of a damaged harvester to allow for packaging [
9].
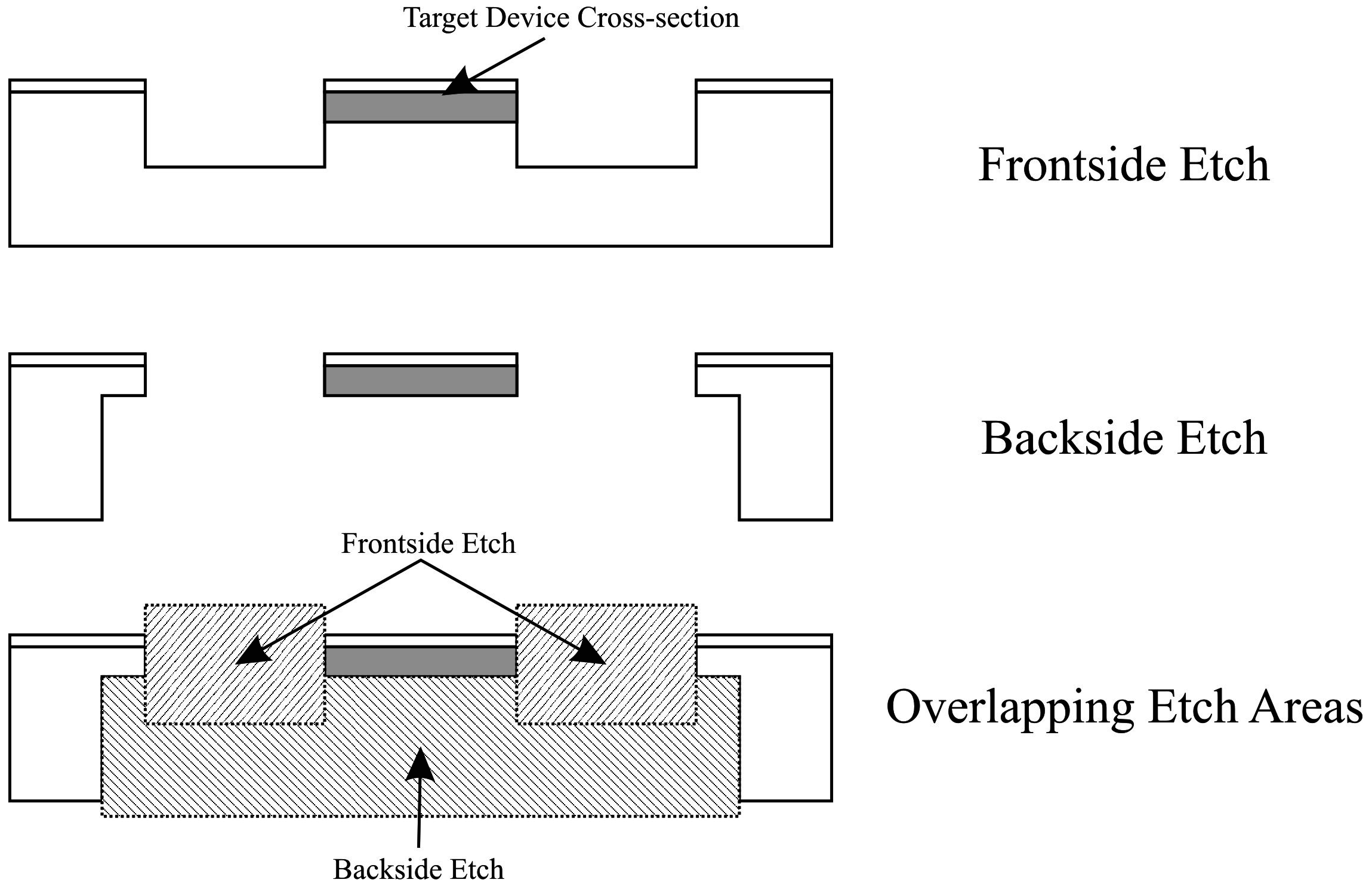
The wirebonding scheme developed in this work also allowed for the reclamation of the harvesters that were damaged through overetching encountered in the development of the microfabrication process. The overetch completely removed the exposed platinum-only electrodes of the harvesters leaving only the platinum/PZT/platinum stack electrode. To gain access to both electrodes, the upper platinum electrode and PZT material was carefully removed by hand. This allowed for access to both upper and lower electrodes for wirebonding, as shown in
Figure 13. The remaining electrode pad area is large enough to allow for bonding to both upper and lower electrodes. The wirebonding procedures developed were not altered to fully package these salvaged harvesters. The ability to salvage damaged harvesters further demonstrates the robustness of this packaging scheme.
3.2. Overview of the Conditioning Circuitry for the Energy Harvesters
Conditioning circuitry is required to complete the integration of the energy harvester for characterization, testing, and later use in power management systems. In order to measure the output power of the harvester and determine the optimum load resistance, a simple circuit consisting of the harvester and a variable resistor, shown in
Figure 14, was required.
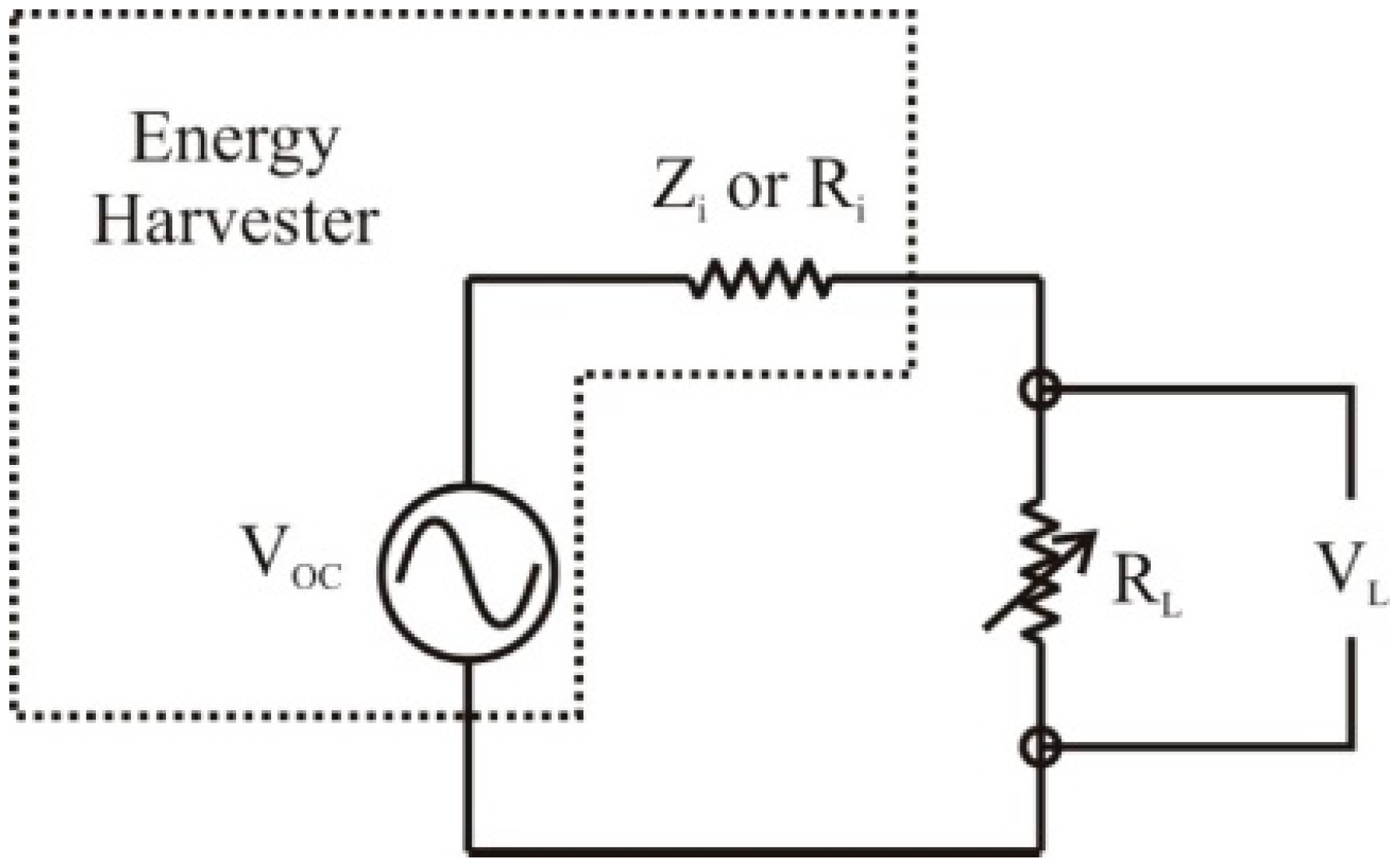
Figure 14.
The simple circuit consisting of the energy harvester and a variable resistor used for initial characterization [
9].
Figure 14.
The simple circuit consisting of the energy harvester and a variable resistor used for initial characterization [
9].
For maximum power transfer, the internal, or input resistance of the voltage source must match the load resistance [
35]. As can be seen in
Figure 14 the energy harvester can be idealized as an AC voltage source and a resistor symbolizing the real component of the internal impedance of the harvester (Z
i or R
i). The internal impedance of the harvester is a function of the operational frequency of the harvester and the capacitance formed across the deposited PZT material. When the load resistance matches the input resistance of the harvester, the harvester will transfer maximum output power to the circuit. The output voltage of the harvester can be measured across the load resistance (R
L) to calculate the total output power of the harvester. This circuit was used to confirm the operation of the harvesters and to determine the maximum output power available from the harvester.
For more complex characterization and integration into power management systems, a second conditioning circuit is required in order to convert the harvested AC signal into a storable DC voltage. Several conditioning circuits are reported in literature, divided into passive [
36,
37,
38] and active [
39,
40,
41,
42] conditioning circuits. Passive conditioning circuitry uses a simple configuration of a small number of passive components for the AC/DC rectification. In contrast, active conditioning circuits require active components, such as Metal Oxide Semiconductor Field Effect Transistor (MOSFETs), to rectify the AC signal. Although the conversion efficiency of active conditioning circuitry is higher, additional components such as a feedback circuit, are required. In this feasibility study, a passive conditioning circuit was used.
Figure 15 shows a complete energy harvesting system which consists of the energy harvester, a voltage doubler, a voltage regulator circuit and a Nickel Metal Hydride (NiMH) battery.
Figure 15.
The full energy harvesting system developed in this study allowing for the storage of the power produced by the energy harvesters.
Figure 15.
The full energy harvesting system developed in this study allowing for the storage of the power produced by the energy harvesters.
In the conditioning circuitry shown in
Figure 15, the AC signal from the harvester is converted into a DC signal through a passive half-wave voltage doubler. The voltage doubler converts the two-phase AC signal produced by the harvester (positive and negative voltage signals) into a DC signal and doubles its magnitude. The diodes prevent signal cancellation from the production of equal and opposite voltages when an array of harvesters is used. A half-wave voltage doubler is chosen over a full wave rectifier due to the fewer diodes required, leading to lower diode voltage drop and higher rectification efficiency. The voltage doubler is shown consisting of two diodes D
1 and D
2, and an output capacitor C
2 to filter and smooth the output of the doubler.
In order to provide a suitably constant DC voltage to charge the NiMH battery, a voltage regulator is required. A LT3009 regulator (Linear Technology Inc., Milpitas, CA, USA) was chosen for this circuit due to its very low quiescent current (3 µA), the low minimum input voltage of 1.6 V, its adjustable output voltage, and the relatively low number of components required to make the integrated circuit (IC) operate. Input and output capacitors, C3 and C4, are required to filter the noise of the input and output signals to the regulator. The output voltage of the regulator can be adjusted by varying the ratio of the control resistors R1 and R2. For this study, R1 set to 705 kΩ and R2 is set to 604 kΩ to set the voltage regulator to 1.3 V.
The output of the voltage regulator must be current limited, with a limiting resistor R
3, to prevent damage to the NiMH battery as well as the regulator (maximum 20 mA only). A NiMH battery was chosen due to the low charging voltage (1.3 V–1.4 V per cell) than other types of batteries, such as Li-ion (3.7 V per cell), Li-polymer (4.2 V per cell), and Lead acid (2.4 V per cell) [
43]. Although a NiMH battery reduces the required voltage threshold to charge the battery, limiting the energy generation requirements of the harvesters, it is the least evolved of the battery technologies available. NiMH comparatively has the lowest energy density, the largest degree of self-discharge, and the lowest life cycle in comparison to Li-ion and Li-polymer batteries.
3.3. Feasibility Study of the Conditioning Circuitry
A feasibility study of the conditioning circuitry was undertaken to overcome the challenges encountered in the development of the designed conditioning circuitry shown in
Figure 15. These included maximizing the efficiency and charging current delivered to the battery requiring the use of low activation voltage and low current consumption components. Due to excessive losses, high voltage drops, and poor efficiency, components such as full wave rectifiers and battery management circuits with embedded logic were not suitable for this low power application. The feasibility study focused on the efficiency and battery charging current of conditioning circuitry in response to different input signals’ characteristics such as, the input voltage(varied from 3 to 5 V peak-to-peak, the input frequency (varied from 100 to 300 Hz), and the NiMH battery voltage (varied from 1 to 1.25 V). The range of input frequency and voltage considered in this work complies with those reported in the literature. For example, common input vibrations from household appliances are between 60 and 200 Hz [
3,
44]. A comparison between different piezoelectric energy harvesters is shown in [
4], and the operating voltage values are presented. Both simulation and experimental measurements were used to determine the battery charging current and overall efficiency for a variety of combinations of these variables.
The simulation was performed with LTSpice IV (Linear Technology Inc. Milpitas, CA, USA) to utilize standard models of the chosen voltage regulator from Linear Technology. It is a high performance SPICE simulator allowing user to view the regulator output waveforms in a few minutes. The experimental setup is shown in
Figure 16, consisting of an 33220A AC supply (Agilent, Santa Clara, CA, USA), Agilent 34401A voltage meters, 189 RMS multimeters (Fluke, Mississauga, ON, Canada), and an HR-4U 1000 mAh NiMH battery (Sanyo, Newark, NJ, USA).
Figure 16.
The experimental setup for the proposed electrical interface.
Figure 16.
The experimental setup for the proposed electrical interface.
The initial stage of the feasibility study dealt with the effect of the battery voltage on the performance of the circuitry. In general, it was observed that the voltage of the NiMH battery was the only parameter in the study that affected the current delivered to the battery from the conditioning circuitry, as shown in
Figure 17. The internal resistor of the NiMH is constant (approximate 0.17 Ω) though the entire discharge stage.
Figure 17.
The simulated and experimental battery current behavior versus battery voltage for three input frequency cases (100 Hz, 200 Hz, and 300 Hz). The correlation of results for all input frequencies suggests that the battery current does not depend on input frequency.
Figure 17.
The simulated and experimental battery current behavior versus battery voltage for three input frequency cases (100 Hz, 200 Hz, and 300 Hz). The correlation of results for all input frequencies suggests that the battery current does not depend on input frequency.
As shown in
Figure 17, any variation in the input frequency to the conditioning circuit does not affect the current delivered to the battery. The same conclusion was found when varying input frequency for set levels of input voltage. Therefore, it can be concluded that the current supplied to the battery is insensitive to the input signal supplied to the conditioning circuitry. This result is logical, since the voltage regulator and current limiting resistance would regulate the current and voltage supplied to the battery. As shown in
Figure 17, the current delivered to the battery is maximized at low battery voltage due to Ohm’s law. It was found that the maximum the maximum battery current was 51.7 µA, at an input frequency of 100 Hz, input voltage of 4 V p-p, and battery voltage of 1 V.
To examine the effect of battery voltage on the efficiency of the conditioning circuit, the circuit efficiency was evaluated for a variety of input voltages and frequencies. The efficiency behavior of the circuit
vs. the battery voltage for varying input frequencies is shown in
Figure 18.
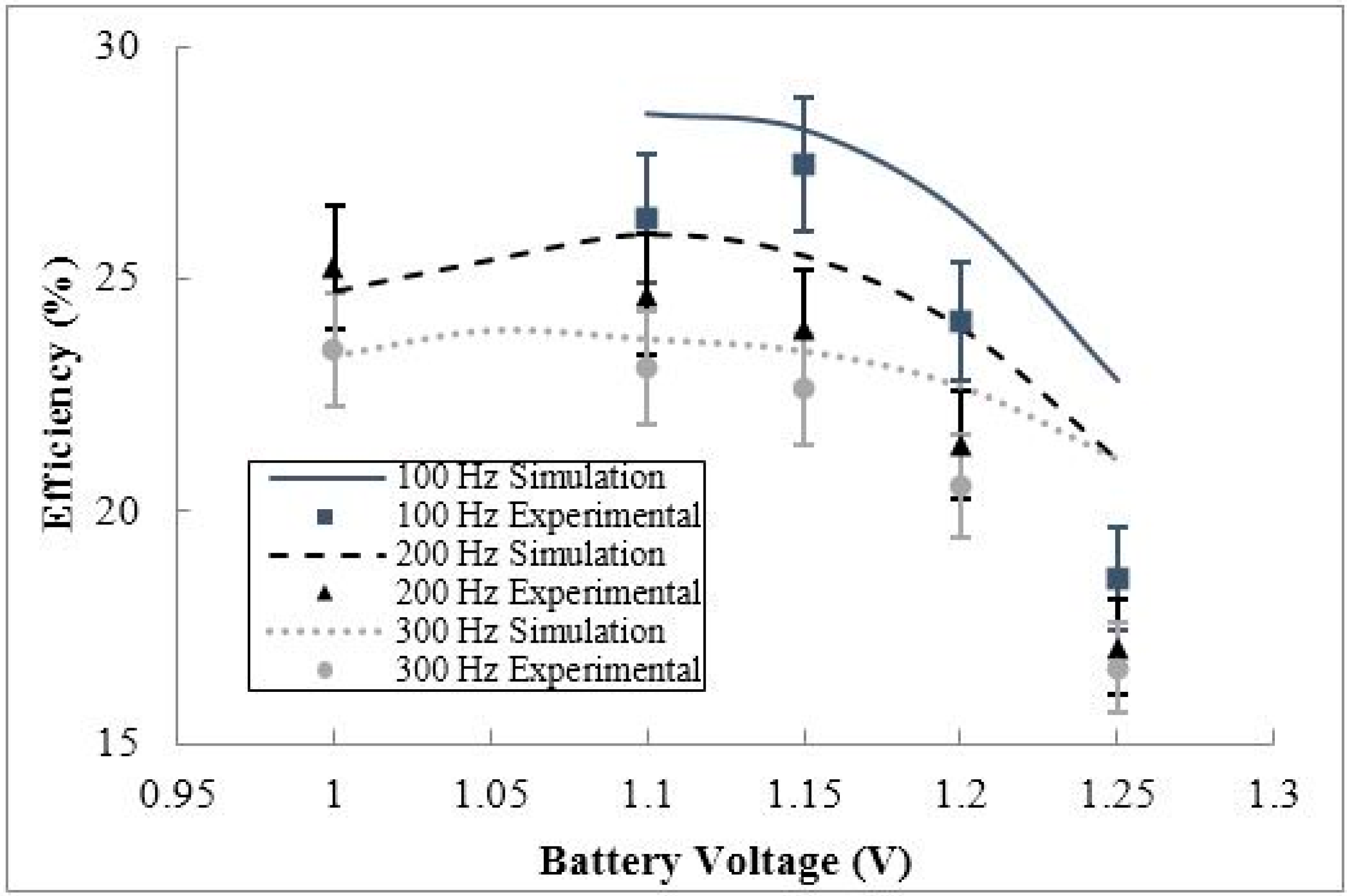
Figure 18.
The simulated and experimental efficiency behavior versus battery voltage for three input frequency cases (100 Hz, 200 Hz, and 300 Hz).
Figure 18.
The simulated and experimental efficiency behavior versus battery voltage for three input frequency cases (100 Hz, 200 Hz, and 300 Hz).
As shown in
Figure 18, the efficiency of the conditioning circuit was measured at 16.6% to 27.5% for the three input frequency cases. The overall circuit efficiency decreases as the input frequency increases. This occurs due to the higher DC voltage output from the voltage doubler leading to a higher voltage difference between the input and output voltages on the voltage regulator. In the ideal situation, the input power (I
in × V
in) is equal to the output power (I
out × V
out). Therefore, the ratio between I
in and the quiescent current of the voltage regulator affects the efficiency of the regulator. In the 100 Hz case, the circuit was not able to operate at battery voltages lower than 1.1 V due to the output DC voltage level from the voltage doubler dropping below the minimum 1.6 V required by the voltage regulator. To aid in the operation of the circuit at low input frequencies, the input voltage or the current limiting resistance should increase. This will not only allow for the operation of the circuit at low input voltage frequency, but will lead to a higher voltage doubler efficiency. The voltage regulator dominates the overall efficiency of the circuit, varying between 35% and 72% efficiency, while the voltage doubler varies between 41% and 52% efficiency. Additionally, the overall circuit efficiency can be improved by increasing the efficiency of voltage doubler and voltage regulator circuits. The discrepancy between the simulation and experimental results are expected, and it is mainly due to the tolerance of the different components used in the experiment, also due to un-modeled physical parameters as the NiMH battery internal resistance. In addition, experimental errors shown in
Figure 18, and following figures, are calculated based on the measurement errors in each quantity required to capture the efficiency. Lastly, in general, the efficiency of the circuit decreases as the battery voltage increases for all frequency cases examined, due to the reduction of the battery charging current as seen in
Figure 17. The efficiency behavior of the circuit
vs. the battery voltage for varying input voltages is shown in
Figure 19.
Figure 19.
The simulated and experimental efficiency behavior vs. battery voltage for three input voltage cases (3 V p-p, 4 V p-p, and 5 V p-p).
Figure 19.
The simulated and experimental efficiency behavior vs. battery voltage for three input voltage cases (3 V p-p, 4 V p-p, and 5 V p-p).
Figure 19 shows the overall efficiency of the proposed circuit for varying battery voltages for three cases of input voltage to the circuit. The overall efficiency for the proposed circuit was measured between 9.4% and 27% for the examined input voltage cases. The efficiency of the circuit was consistently higher for lower applied input voltages. As with the case in efficiency study in
Figure 18, this input voltage-dependent behavior occurs due to higher DC voltage output from the voltage doubler, leading to a higher quiescent current and lower regulator efficiency. Additionally, the voltage regulator dominates the overall efficiency of the circuit, varying between 20% and 73% efficiency, while the voltage doubler varies between 42% and 50% efficiency. As with the frequency-based study, the low voltage case of 3 V peak-to-peak could not activate the conditioning circuit under a battery voltage of 1.1 V due an insufficient voltage supplied to the voltage regulator. An increase in input frequency would aid in the low voltage operation by increasing the voltage doubler output voltage. The discrepancy between the simulation and experimental results are due to the tolerance of the components used in the experiment and un-modeled NiMH battery internal resistance.
From the consistency of the efficiency behavior of the circuit for a variety of input frequency and input voltage cases in
Figure 18 and
Figure 19 for varying battery voltage, it can be concluded that at a specific battery voltage, lower input frequency and voltage will lead to a higher circuit efficiency. To understand the interdependency of input frequency and voltage on the efficiency of the conditioning circuit, the efficiency of the circuit will be examined for varying input voltages and frequencies at a fixed battery voltage. The efficiency behavior for varying input voltage and frequency, at a fixed nominal battery voltage of 1.2 V can be seen in
Figure 20 and
Figure 21, respectively.
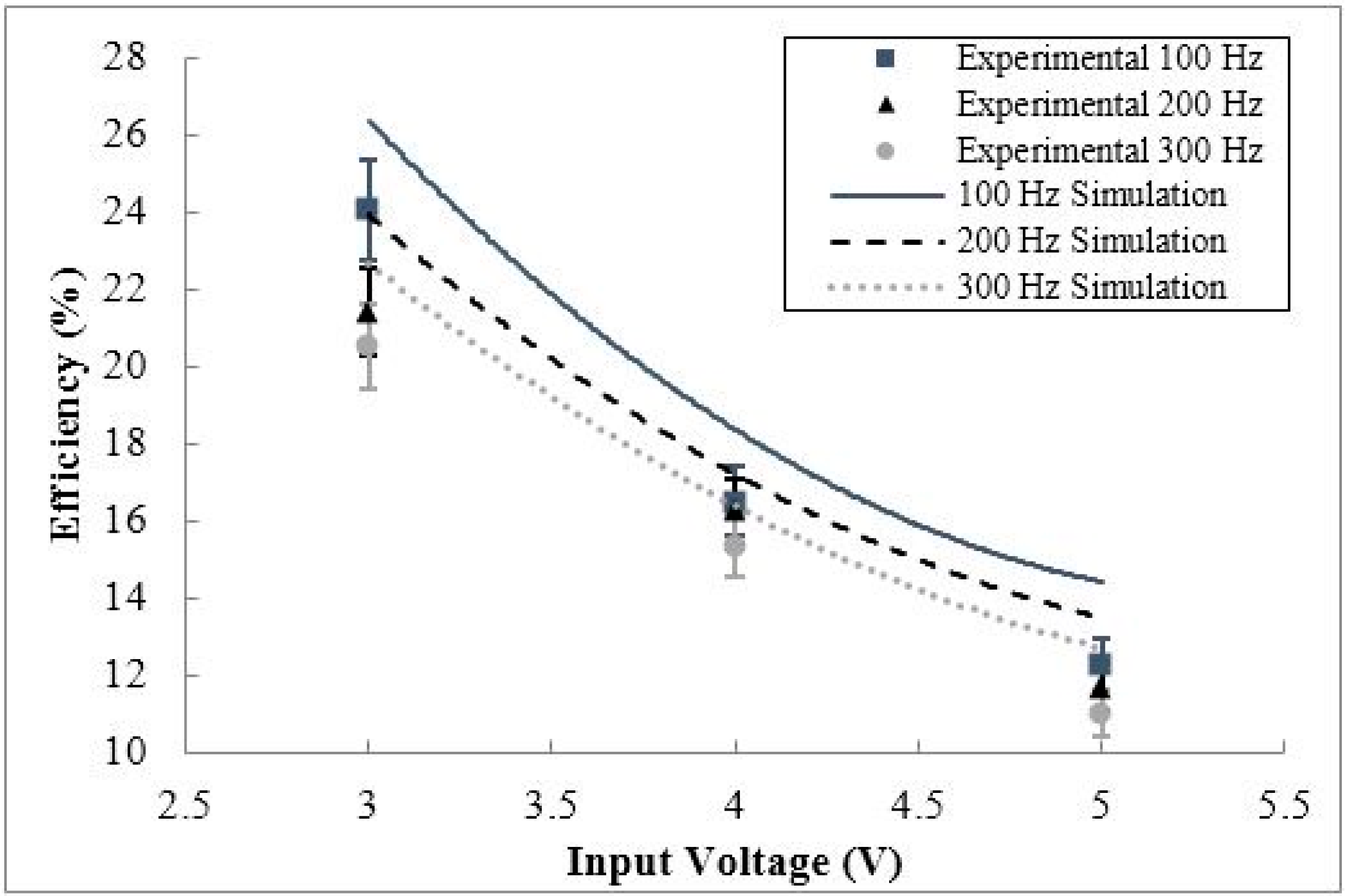
Figure 20.
The simulated and experimental efficiency of the conditioning circuit for varying input voltage, for three input frequency cases (100 Hz, 200 Hz, and 300 Hz).
Figure 20.
The simulated and experimental efficiency of the conditioning circuit for varying input voltage, for three input frequency cases (100 Hz, 200 Hz, and 300 Hz).
Figure 21.
The simulated and experimental efficiency of the conditioning circuit for varying input frequency, for three input voltage cases (3 V p-p, 4 V p-p, and 5 V p-p).
Figure 21.
The simulated and experimental efficiency of the conditioning circuit for varying input frequency, for three input voltage cases (3 V p-p, 4 V p-p, and 5 V p-p).
As shown in
Figure 20, at a constant input frequency, the circuit efficiency increases with decreasing input voltage due to the higher voltage regulator efficiency for lower DC voltages. Additionally, at a constant input voltage, the circuit efficiency increases with decreasing input frequency due to higher voltage ripples associated with lower frequency operating conditions lowering the DC voltage inputted into the voltage regulator, increasing regulator efficiency. As shown in
Figure 21, the overall efficiency decreases as the input voltage and frequency increases due to the increased quiescent current absorbed by the voltage regulator. The maximum circuit efficiency for this study was 24.1% at an input voltage of 3 V p-p, an input frequency of 100 Hz, at the constant battery voltage of 1.2 V. Taking the two cases outlined in
Figure 20 and
Figure 21, it is clear that the highest efficiency occurs at the lowest input voltage and frequency for constant battery voltages. Taking the dependence of circuit efficiency on the battery voltage into account, the highest possible efficiency would occur at the lowest operational battery voltage, input voltage, and input frequency.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











