Development of A Low-Cost FPGA-Based Measurement System for Real-Time Processing of Acoustic Emission Data: Proof of Concept Using Control of Pulsed Laser Ablation in Liquids



Abstract
:1. Introduction
2. Materials and Methods
2.1. Laser Ablation Test Rig
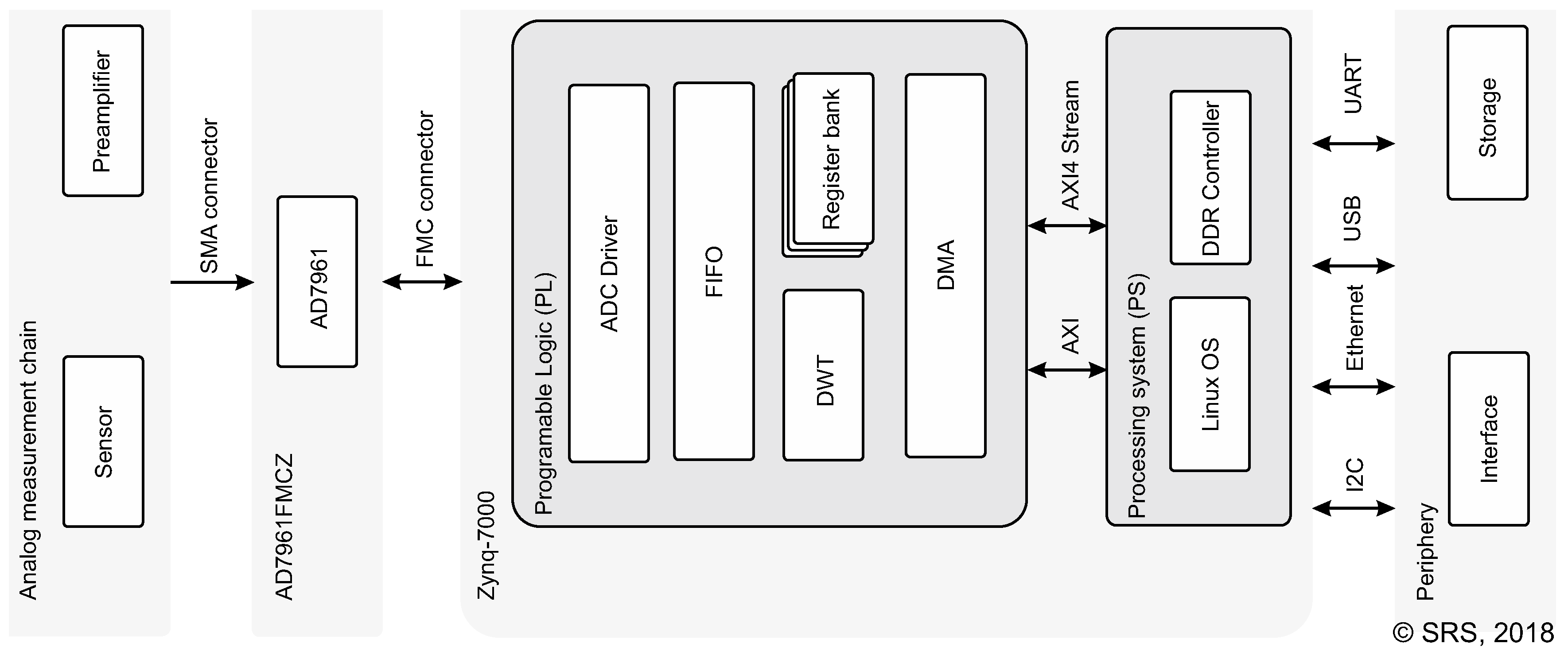
2.2. System Overview
2.3. Implementation of DWT Module
3. Results
3.1. Preliminary Investigation of AE Energy
3.2. Automatic Adjustment of Working Distance
4. Summary and Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Zhu, S.; Lu, Y.F.; Hong, M.H. Laser ablation of solid substrates in a water-confined environment. Appl. Phys. Lett. 2001, 79, 1396–1398. [Google Scholar] [CrossRef]
- Scruby, C.B. An introduction to acoustic emission. J. Phys. E Sci. Instrum. 1987, 20, 946. [Google Scholar] [CrossRef]
- Meriaux, J.; Boinet, M.; Fouvry, S.; Lenain, J. Identification of fretting fatigue crack propagation mechanisms using acoustic emission. Tribol. Int. 2010, 43, 2166–2174. [Google Scholar] [CrossRef]
- Hase, A.; Wada, M.; Koga, T.; Mishina, H. The relationship between acoustic emission signals and cutting phenomena in turning process. Int. J. Adv. Manuf. Technol. 2014, 70, 947–955. [Google Scholar] [CrossRef]
- Baccar, D.; Söffker, D. Wear detection by means of wavelet-based acoustic emission analysis. Mech. Syst. Signal Process. 2015, 60–61, 198–207. [Google Scholar] [CrossRef]
- Farrar, C.R.; Worden, K. An introduction to structural health monitoring. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2007, 365, 303–315. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Worden, K.; Manson, G. The application of machine learning to structural health monitoring. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2007, 365, 515–537. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mba, D. Development of Acoustic Emission Technology for Condition Monitoring and Diagnosis of Rotating Machines: Bearings, Pumps, Gearboxes, Engines, and Rotating Structures. Shock Vib. Dig. 2006, 38, 3–16. [Google Scholar] [CrossRef] [Green Version]
- Van Hecke, B.; Yoon, J.; He, D. Low speed bearing fault diagnosis using acoustic emission sensors. Appl. Acoust. 2016, 105, 35–44. [Google Scholar] [CrossRef]
- Boyd, J.W.; Varley, J. The uses of passive measurement of acoustic emissions from chemical engineering processes. Chem. Eng. Sci. 2001, 56, 1749–1767. [Google Scholar] [CrossRef]
- Lee, D.E.; Hwang, I.; Valente, C.M.; Oliveira, J.; Dornfeld, D.A. Precision manufacturing process monitoring with acoustic emission. Int. J. Mach. Tools Manuf. 2006, 46, 176–188. [Google Scholar] [CrossRef] [Green Version]
- Maia, L.H.A.; Abrao, A.M.; Vasconcelos, W.L.; Sales, W.F.; Machado, A.R. A new approach for detection of wear mechanisms and determination of tool life in turning using acoustic emission. Tribol. Int. 2015, 92, 519–532. [Google Scholar] [CrossRef]
- Svečko, R.; Kusić, D.; Kek, T.; Sarjaš, A.; Hančič, A.; Grum, J. Acoustic emission detection of macro-cracks on engraving tool steel inserts during the injection molding cycle using PZT sensors. Sensors 2013, 13, 6365–6379. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Gökce, B.; Barcikowski, S. Laser Synthesis and Processing of Colloids: Fundamentals and Applications. Chem. Rev. 2017, 117, 3990–4103. [Google Scholar] [CrossRef] [PubMed]
- Reich, S.; Schönfeld, P.; Letzel, A.; Kohsakowski, S.; Olbinado, M.; Gökce, B.; Barcikowski, S.; Plech, A. Fluence Threshold Behaviour on Ablation and Bubble Formation in Pulsed Laser Ablation in Liquids. ChemPhysChem 2017, 18, 1084–1090. [Google Scholar] [CrossRef] [PubMed]
- Raghavan, A.; Cesnik, C.E. Guided-wave signal processing using chirplet matching pursuits and mode correlation for structural health monitoring. Smart Mater. Struct. 2007, 16, 355–366. [Google Scholar] [CrossRef]
- Liang, C.; Sun, F.P.; Rogers, C.A. Coupled electro-mechanical analysis of adaptive material systems—Determination of the actuator power consumption and system energy transfer. J. Intell. Mater. Syst. Struct. 1997, 8, 335–343. [Google Scholar] [CrossRef]
- Miranda-Vega, J.E.; Flores-Fuentes, W.; Sergiyenko, O.; Rivas-López, M.; Lindner, L.; Rodríguez-Quiñonez, J.C.; Hernández-Balbuena, D. Optical cyber-physical system embedded on an FPGA for 3D measurement in structural health monitoring tasks. Microprocess. Microsyst. 2018, 56, 121–133. [Google Scholar] [CrossRef]
- Rivera-Castillo, J.; Flores-Fuentes, W.; Rivas-López, M.; Sergiyenko, O.; Gonzalez-Navarro, F.F.; Rodríguez-Quiñonez, J.C.; Hernández-Balbuena, D.; Lindner, L.; Básaca-Preciado, L.C. Experimental image and range scanner datasets fusion in shm for displacement detection. Struct. Control Health Monit. 2017, 24. [Google Scholar] [CrossRef]
- Flores-Fuentes, W.; Sergiyenko, O.; Gonzalez-Navarro, F.F.; Rivas-López, M.; Hernandez-Balbuena, D.; Rodríguez-Quiñonez, J.C.; Tyrsa, V.; Lindner, L. Optoelectronic instrumentation enhancement using data mining feedback for a 3D measurement system. Opt. Rev. 2016, 23, 891–896. [Google Scholar] [CrossRef]
- Flores-Fuentes, W.; Rivas-Lopez, M.; Sergiyenko, O.; Gonzalez-Navarro, F.F.; Rivera-Castillo, J.; Hernandez-Balbuena, D.; Rodríguez-Quiñonez, J.C. Combined application of power spectrum centroid and support vector machines for measurement improvement in optical scanning systems. Signal Process. 2014, 98, 37–51. [Google Scholar] [CrossRef]
- Kaphle, M.; Tan, A.C.C.; Thambiratnam, D.P.; Chan, T.H.T. Effective Discrimination of Acoustic Emission Source Signals for Structural Health Monitoring. Adv. Struct. Eng. 2012, 15, 706–716. [Google Scholar] [CrossRef]
- Hamdi, S.E.; Le Duff, A.; Simon, L.; Plantier, G.; Sourice, A.; Feuilloy, M. Acoustic emission pattern recognition approach based on Hilbert-Huang transform for structural health monitoring in polymer-composite materials. Appl. Acoust. 2013, 74, 746–757. [Google Scholar] [CrossRef]
- Marec, A.; Thomas, J.H.; El Guerjouma, R. Damage characterization of polymer-based composite materials: Multivariable analysis and wavelet transform for clustering acoustic emission data. Mech. Syst. Signal Process. 2008, 22, 1441–1464. [Google Scholar] [CrossRef]
- Pomponi, E.; Vinogradov, A.; Danyuk, A. Wavelet based approach to signal activity detection and phase picking: Application to acoustic emission. Signal Process. 2015, 115, 110–119. [Google Scholar] [CrossRef]
- Rehbock, C.; Merk, V.; Gamrad, L.; Streubel, R.; Barcikowski, S. Size control of laser-fabricated surfactant-free gold nanoparticles with highly diluted electrolytes and their subsequent bioconjugation. Phys. Chem. Chem. Phys. 2013, 15, 3057–3067. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bahoura, M.; Ezzaidi, H. FPGA-implementation of discrete wavelet transform with application to signal denoising. Circuits Syst. Signal Process. 2012, 31, 987–1015. [Google Scholar] [CrossRef]
- Bahoura, M.; Ezzaidi, H. Real-time implementation of discrete wavelet transform on FPGA. In Proceedings of the IEEE 10th International Conference on Signal Processing Proceedings, Beijing, China, 24–28 October 2010; pp. 191–194. [Google Scholar]
- Cunha, A.P.A.; Wirtz, S.F.; Söffker, D.; Beganovic, N. Implementation of frequency-based classification of damages in composites using real-time FPGA-based hardware framework. In Proceedings of the ASME 2017 IDETC, Cleveland, OH, USA, 6–9 August 2017; pp. 1–8. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Specification |
|---|---|
| Laser: Rofin Sinar RS-Marker 100D | Wavelength: 1064 nm Power: 32.5 W Repetition rate: 5 kHz Pulse duration: 40 ns Scan speed: 600 mm/s |
| Plunger pump: Ismatec RHP 100994 | Flow rate: 50 mL/min |
| UV/VIS | Lamp: Ocean Optics DH-Mini Detector: Red-Tide USB 650 |
| BRAM | DSP48E1 | LUT | FF |
|---|---|---|---|
| 116.5 (83.21 %) | 12 (5.45 %) | 7536 (14.17 %) | 9274 (8.72 %) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wirtz, S.F.; Cunha, A.P.A.; Labusch, M.; Marzun, G.; Barcikowski, S.; Söffker, D. Development of A Low-Cost FPGA-Based Measurement System for Real-Time Processing of Acoustic Emission Data: Proof of Concept Using Control of Pulsed Laser Ablation in Liquids. Sensors 2018, 18, 1775. https://doi.org/10.3390/s18061775
Wirtz SF, Cunha APA, Labusch M, Marzun G, Barcikowski S, Söffker D. Development of A Low-Cost FPGA-Based Measurement System for Real-Time Processing of Acoustic Emission Data: Proof of Concept Using Control of Pulsed Laser Ablation in Liquids. Sensors. 2018; 18(6):1775. https://doi.org/10.3390/s18061775
Chicago/Turabian StyleWirtz, Sebastian F., Adauto P. A. Cunha, Marc Labusch, Galina Marzun, Stephan Barcikowski, and Dirk Söffker. 2018. "Development of A Low-Cost FPGA-Based Measurement System for Real-Time Processing of Acoustic Emission Data: Proof of Concept Using Control of Pulsed Laser Ablation in Liquids" Sensors 18, no. 6: 1775. https://doi.org/10.3390/s18061775