1. Introduction
Induction motors are robust, efficient, low-cost machines that play a fundamental role in industry nowadays. Continuous monitoring of these machines is of great interest due to their widespread use; however, physical changes in the environment, installation errors, or modifications in working conditions can generate faults in them [
1]. Induction motor faults can be classified as electrical and mechanical faults, the latter being the most common, representing 55% of faults [
2]. Of these, on the one hand, 41% of faults are bearing faults, which can be caused by lack of lubrication, damaged or cracked bearings, rotor overloads, bearing misalignment, vibrations, and motor overheating. On the other hand, 28% are stator faults, 9% are rotor faults, and the remaining 22% take place in other motor components [
3]. Continuous monitoring and predictive maintenance are required in the industrial sector in order to ensure availability, reliability, and efficiency. In this regard, diverse non-destructive techniques have been reported in the literature to detect induction motor faults by measuring and processing different physical magnitudes such as mechanical vibration, current, torque, acoustic noise, temperature, speed variation, magnetic flux, and induced voltage [
4]. Through the years, researchers have proposed diverse techniques using one, or a combination of two or more, of these physical variables to detect motor faults, as changes or patterns in these variables could point to abnormal operation conditions in the motor, thus aiming to detect these faults.
Techniques for detecting motor faults have been reported in the state-of-the-art literature, classified as time domain, frequency domain, and machine learning techniques. For instance, Nayana and Geethenjali [
5] proposed a time domain analysis for detecting faults in inner races, outer races, and rotating components of induction motors. Indicators such as waveform length, slope sign change, simple signal integral, Wilson amplitude, mean absolute value, and zero crossing were calculated from uniform segments of vibration signals. The classification was performed using the Laplacian score (LS) combined with linear discriminant analysis (LDA), obtaining a classification accuracy of 98.94% when analyzing ten bearing fault cases. In another example, Toma and Kim [
6] used current signals to calculate ten temporal statistical indicators. The classification was accomplished using Support Vector Machine (SVM), Random Forest (RF), and a KNN (K-nearest-neighbor) algorithms to identify three possible motor states: healthy state, bearing inner race fault, and bearing outer race fault. To give another illustration, Liang et al. [
7] proposed a new deep learning-based approach using parallel convolutional neural networks (P-CNN) for bearing fault identification. Two P-CNN branches were built in parallel to extract time domain features of raw vibration signals. These features are fused as inputs in the final classifier. This approach exhibited improved stability and robustness as training dataset size and load conditions varied. Jiang et al. [
8] proposed a motor fault diagnostic method based on Feature Incremental Broad Learning (FIBL) and Singular Value Decomposition (SVD). Fault features are extracted from two winding current signals and one acoustic raw signal using particle swarm optimization-variational model decomposition, sample entropy, and time domain statistical features to detect diverse fault states such as short-circuit, mechanical imbalance, bent rotor, bearing raceway defects, and broken bearing balls. A maximum test accuracy of 92.73% was obtained in this work.
Time-frequency domain analysis techniques have also been widely used to detect motor faults in industry. In this regard, Asad et al. [
9] performed a broken rotor bar fault modeling and diagnosis by time-frequency analysis of the motor current. A transient current signal was used to perform the analysis using the Discrete Wavelet Transform (DWT). A low-pass Infinite Impulse Response (IIR) filter was used to improve the readability of the time-frequency representations. This research confirmed that this time-frequency approach, combined with machine learning techniques, can detect damaged bars. In another example, Iglesias-Martinez et al. [
10] proposed calculating two indicators to discriminate between healthy and faulty rotor conditions in induction motors using stray flux signals. The first one is based on the frequency domain and the bispectrum of the flux signal. A second indicator based on the temporal domain is calculated using the autocovariance function. The results showed that the proposed indicators can provide a criterion to discriminate between healthy and faulty conditions. Similarly, Shao et al. [
11] proposed a deep learning approach based on CNNs to detect one healthy condition and five failure conditions. The deep model used multiple sensor signals simultaneously. Explicitly speaking, vibration and current signals were transformed into Time-Frequency Distribution (TFD) images and then used in a CNN to learn discriminative representations from the images. Two different CNN architectures were used, reaching values above 99% of test accuracy in both architectures.
Some authors have also used machine learning techniques using various data types as inputs to detect motor faults. For example, Cao et al. [
12] implemented the fault analysis of an induction motor gearbox by studying the time domain vibration signals with a convolutional neural network (CNN) in combination with a transfer learning (TL) technique. The time domain vibration data related to gear fault patterns was converted into graphical images, which serve as input for the CNN. This TL-based approach reduced the training database size, using only ten signals per fault and obtaining a classification accuracy of 99.41%. In another example, Jing et al. [
13] used a CNN to fetch indicators from vibration signals to distinguish between seven operation conditions (six faults and one healthy condition) of a planetary gearbox connected to a three-phase induction motor. A comparison between the CNN approach against the Support Vector Machine (SVM) and Random Forest (RF) approaches was performed, concluding that the classification accuracy increased from 92% to 98% using a CNN. Shao et al. implemented a deep belief network (DBN) to diagnose fault conditions in induction motors such as stator short-circuit, unbalance, damaged bearings, broken rotor bar, rotor deflection, and healthy motor using mechanical vibration signals. These signals were transformed using the fast Fourier transform (FFT) to a frequency domain dataset. A 99.9% failure classification accuracy was obtained using this frequency-based approach. In another instance, Toma et al. [
14] used genetic algorithms (GA) to analyze the current signals of an induction motor to get the most significant time domain statistical indicators for detecting bearing faults. The selected indicators were used in KNN, decision tree (DT), and RF classifiers, getting a 97%, 98%, and 99% classification accuracy. This approach was applied in three study cases: healthy state, inner race, and outer race fault.
Besides the traditional detection methods based on current or vibration signals, thermography has also been used to detect diverse types of faults on induction motors. For instance, Choudary et al. [
15] designed a system for processing infrared thermograms to detect bearing faults. Four failure cases were studied: healthy condition, inner race defects, outer race defects, and lack of lubrication. Fault classification was achieved using an SVM, obtaining an accuracy of 97.9%. In another example, Khanjani y Ezoji [
16] used infrared thermograms in a three-phase induction motor to detect electrical faults in the stator windings. Automatic segmentation techniques were used to segment the region of interest (ROI) associated with the motor. A CNN was used to transform the thermograms into representative feature vectors. A KNN and an SVM classifier were used to discriminate among six fault states in the motor. Mahami et al. [
17] presented a method using the Speed Up Robust Feature (SURF) approach to process infrared thermograms of an induction motor. This approach was based on calculating invariant descriptors obtained from the thermograms. These descriptors were organized within a Bag of Visual Words (BoVW) to identify eight electrical faults using an extremely randomized tree (ERT). Although high levels of detection accuracy are obtained when reviewing the methods and techniques mentioned above, these works perform classification using an offline approach in order to do so. This implies delayed insights about the motor state and limits or impedes real-time decision-making in case of failure. Consequently, more advanced motor fault detection systems capable of diagnosing different faults commonly appearing in induction motors have emerged in recent years. Furthermore, online detection systems, which are generally implemented using diverse hardware platforms, would also be preferred as they provide several advantages, including early fault detection, remote monitoring, condition-based maintenance, and data analysis to identify trends and patterns in physical variables, potentially saving time and resources in industry environments.
Though most of the works discussed in this section reported results with a good level of classification and diagnosis accuracy in induction motors, the data processing stage was performed in an offline fashion using a PC after the acquisition stage, which, as noted above, implies delayed insights about the motor state and limits and impedes real-time decision-making in case of failure. Consequently, most classification and diagnosis algorithms are implemented in software. Therefore, a hardware-based implementation of such algorithms is desirable because it allows the development of efficient embedded systems for automatic online fault diagnosis in motors. As noted, fusing signal currents and infrared thermograms have not been widely reported for fault diagnosis in motors. In this regard, some researchers have implemented hardware-based online detection systems using field programmable gate array (FPGA) platforms, with advantages such as parallel processing, real-time processing, flexibility, customizability, and high performance. For example, Cureño-Osornio et al. [
18] implemented an FPGA-based platform to detect outer race faults in bearings online. The system was implemented using a stray magnetic flux sensor in combination with several IP cores and an embedded processor. The FPGA modules were used to calculate statistical feature values to indicate the bearing condition in the motor, whether a fault is present, and the damage severity in the outer race. Valtierra-Rodriguez et al. [
19] presented an FPGA implementation for the complete ensemble empirical mode decomposition (CEEMD) method. This FPGA-based system extracts features to detect broken rotor faults in induction motors. Feature extraction and classification modules were also implemented within the FPGA platform. Results showed a fault detection effectiveness of up to 96%. Karim et al. [
20] used an electrical signature analysis based on an FFT algorithm. The stator current signature was used to perform online detection of bearing faults in single-phase induction motors by implementing the frequency domain analysis in an FPGA. Although these developments present an online fault detection approach, it has to be noted that these hardware-based platforms can detect only one type of fault in motors.
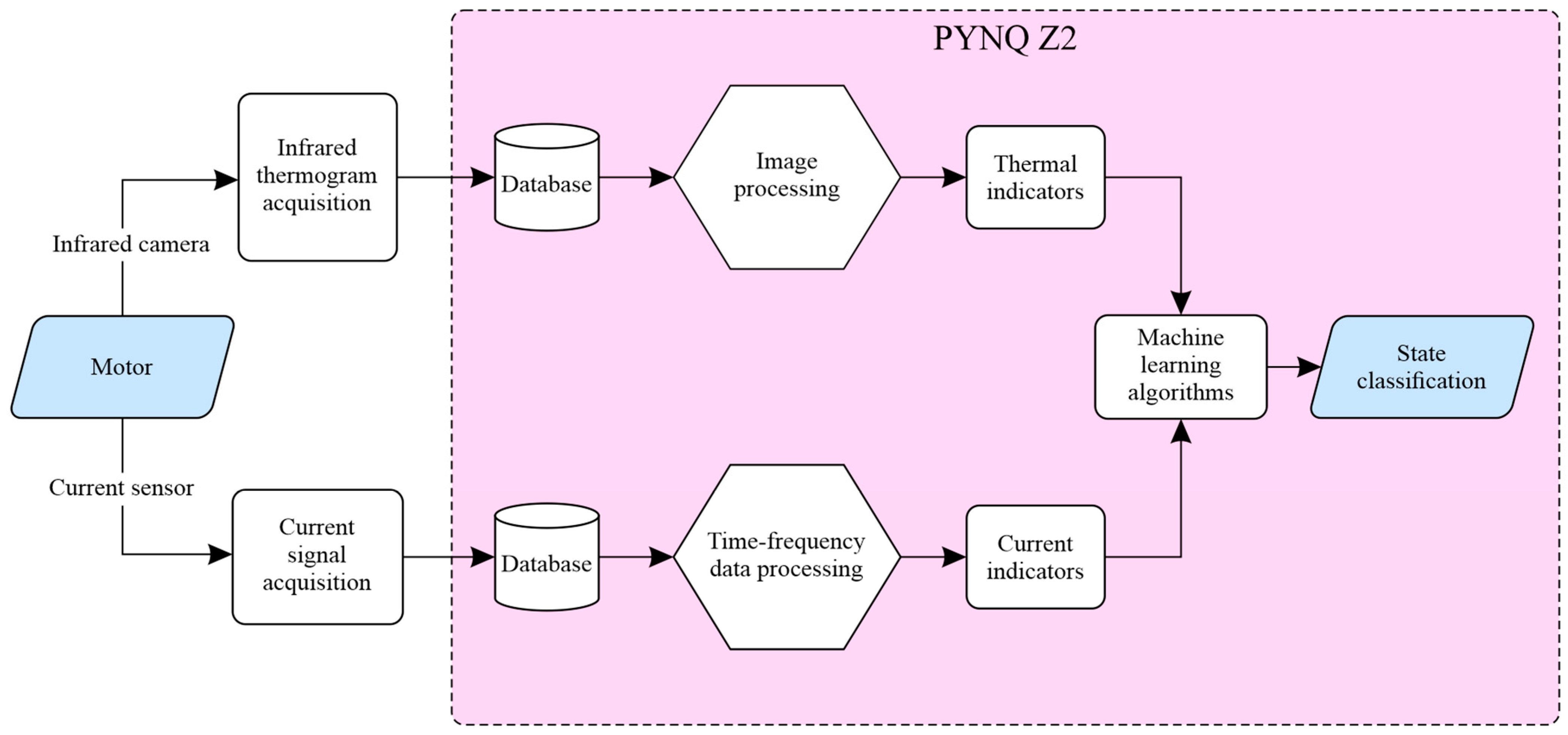
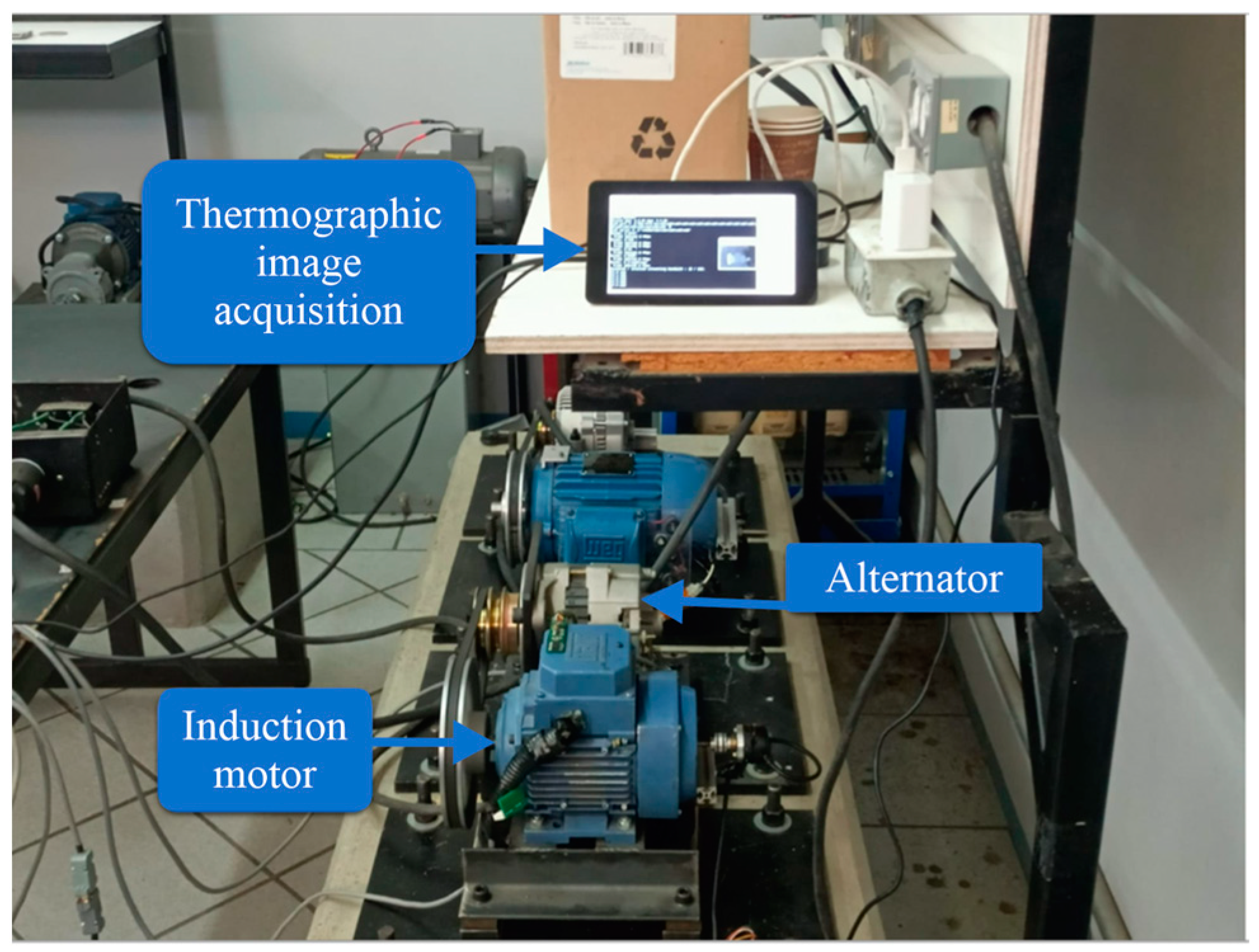
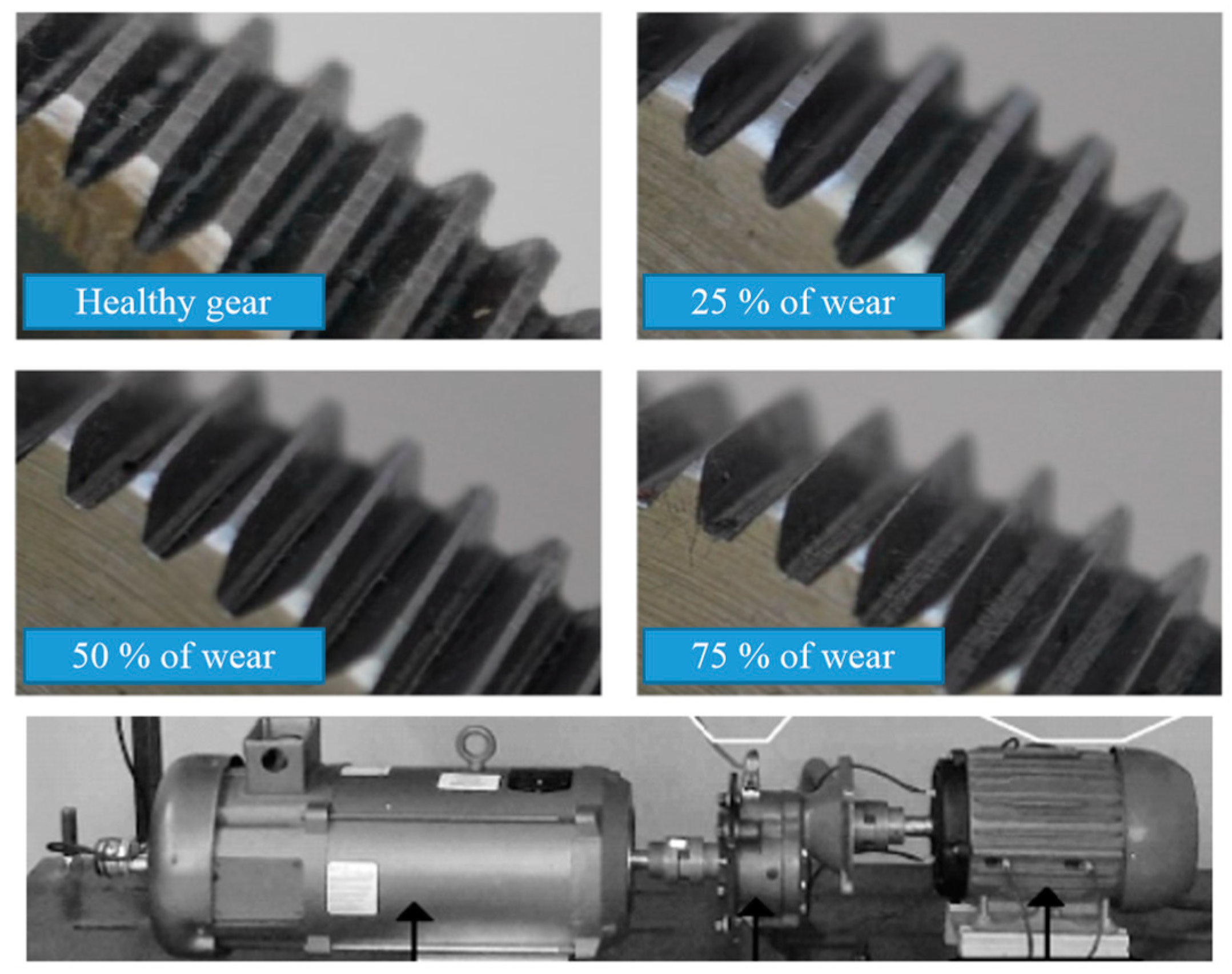
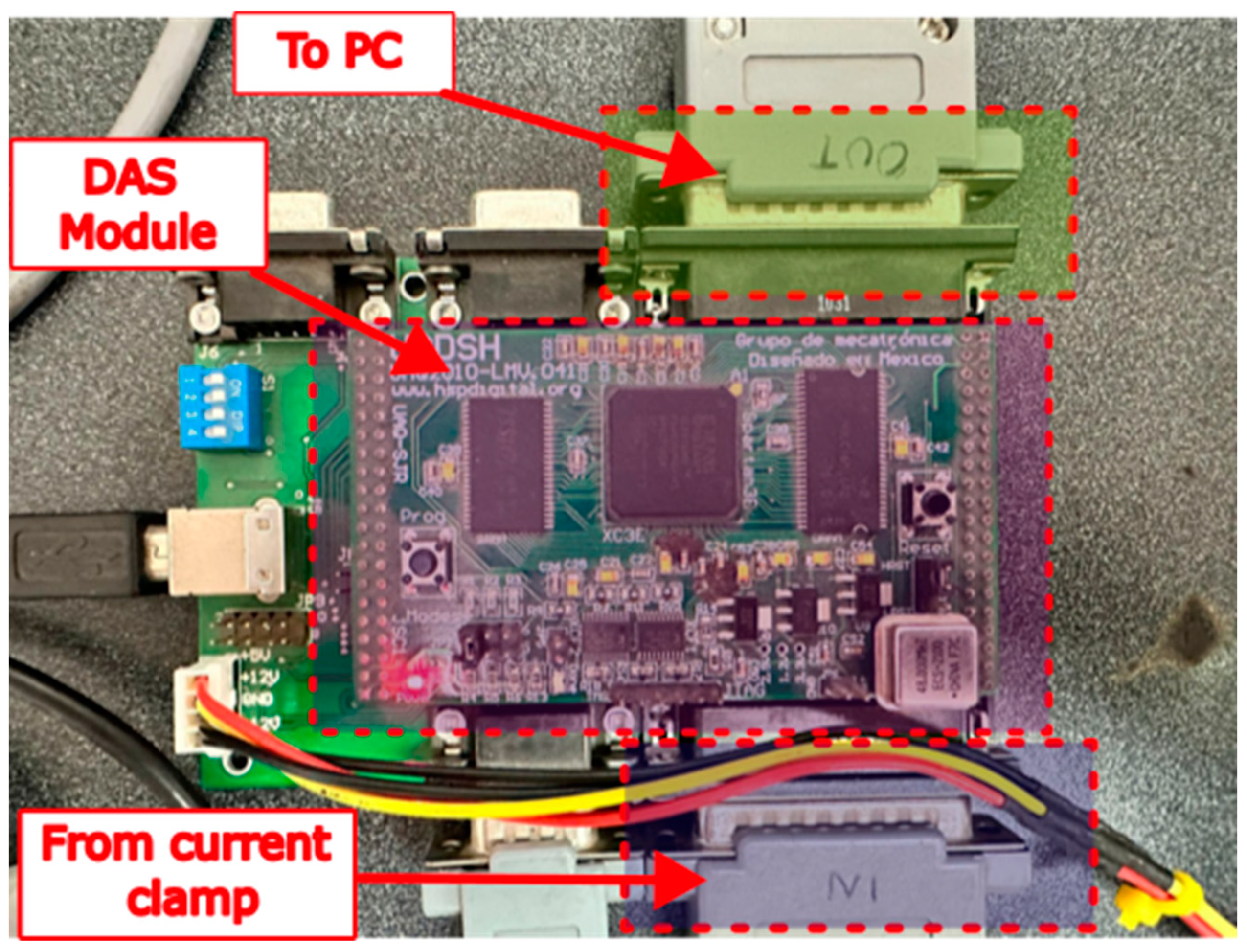
This work contributes to developing an FPGA-microprocessor-based sensor platform that runs a series of developed algorithms for the online detection of multiple faults in electric motors. This system uses infrared thermograms and current signals to detect five different failure states, which are healthy (HLT), misalignment (MAMT), unbalance (UNB), damaged bearing (BDF), and broken bar (BRB). The methodology consisted of processing current signals through time domain and time-frequency domain techniques in combination with an analysis of thermographic images that was achieved through diverse image processing techniques. This platform generates a series of indicators from both signals, which are used as inputs of machine learning algorithms to perform fault detection. The construction of this system was achieved through the development of hardware intellectual property cores (IPcores) using a Xilinx PYNQ Z2 board that integrates FPGA along with a microprocessor, thus taking advantage of the acquisition and processing of signals and images in hardware. The IPcores are used to acquire and process the current signals and the thermographic images in order to achieve the automatic diagnosis of the failure state in motors through the implementation and application of supervised classification algorithms.
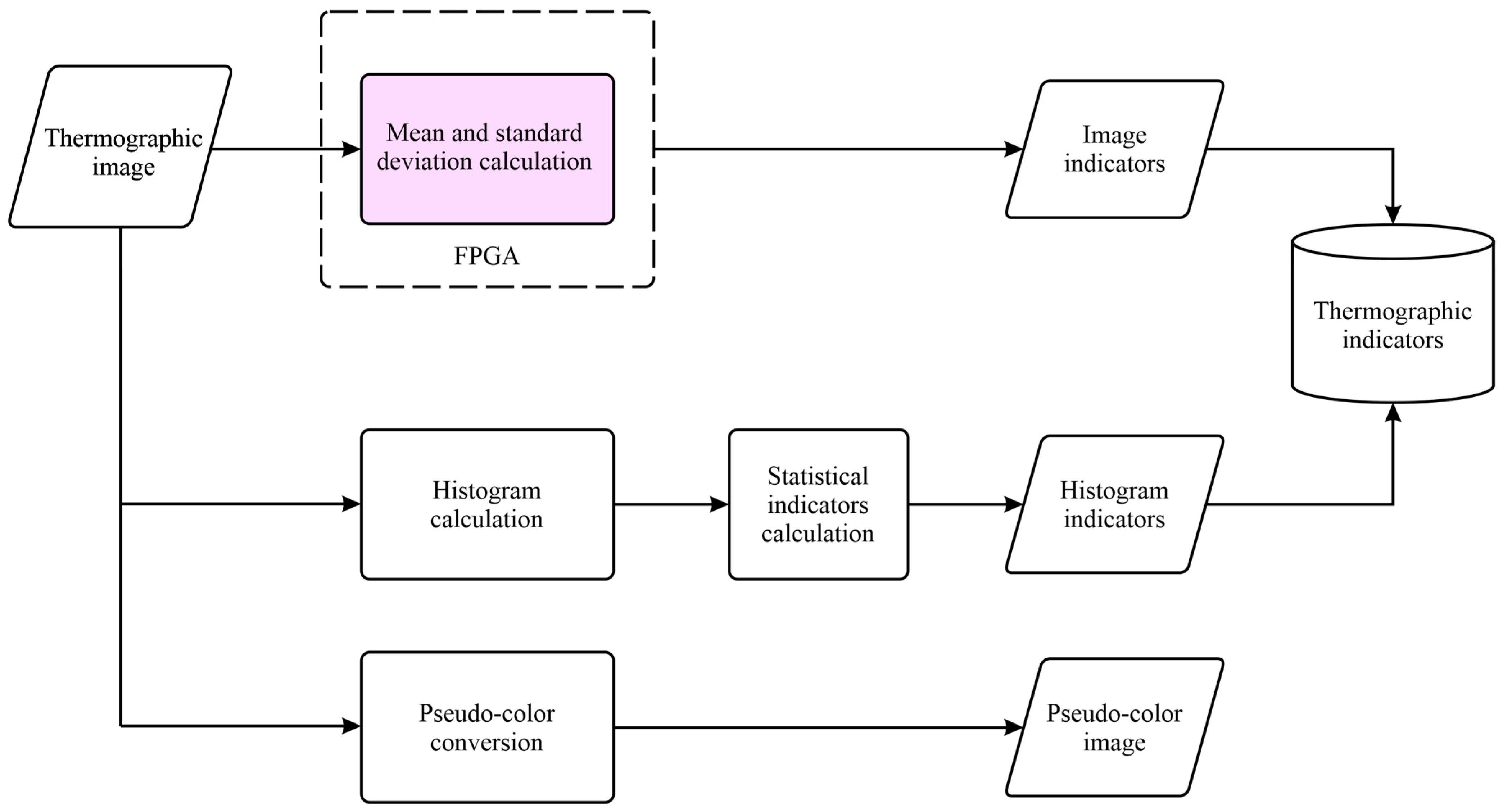
4. Conclusions
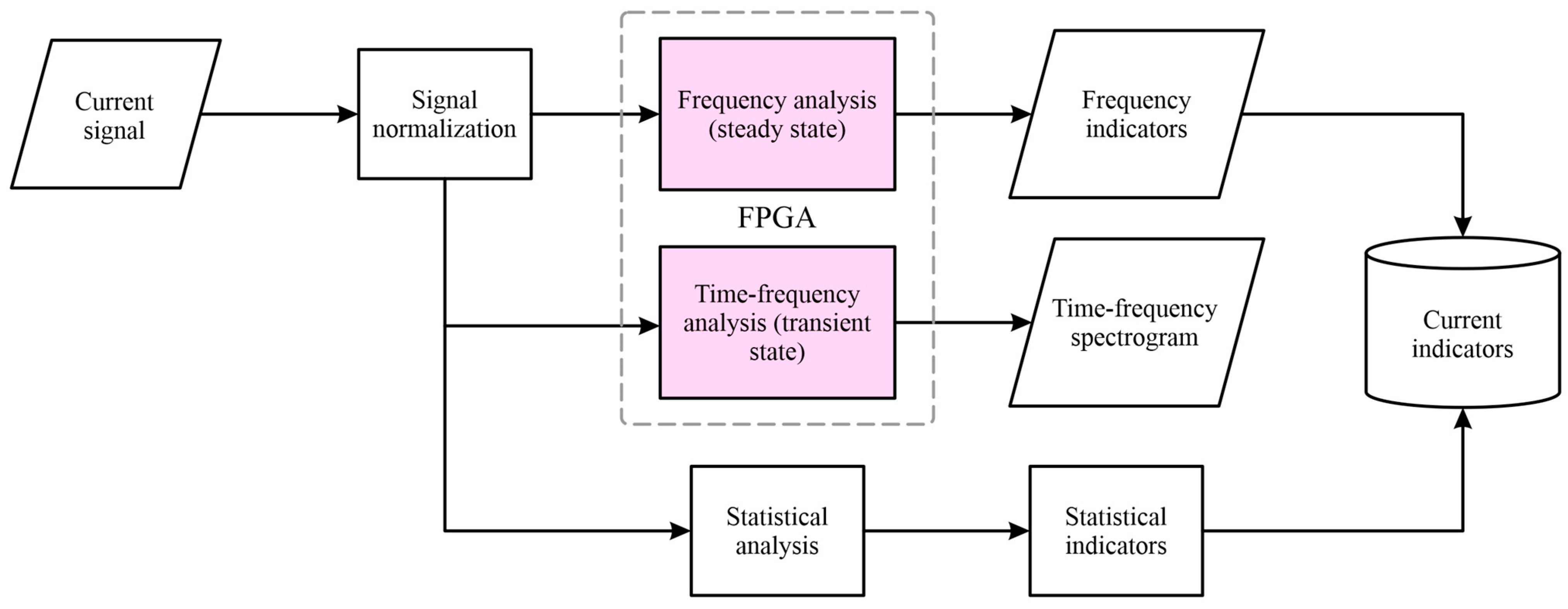
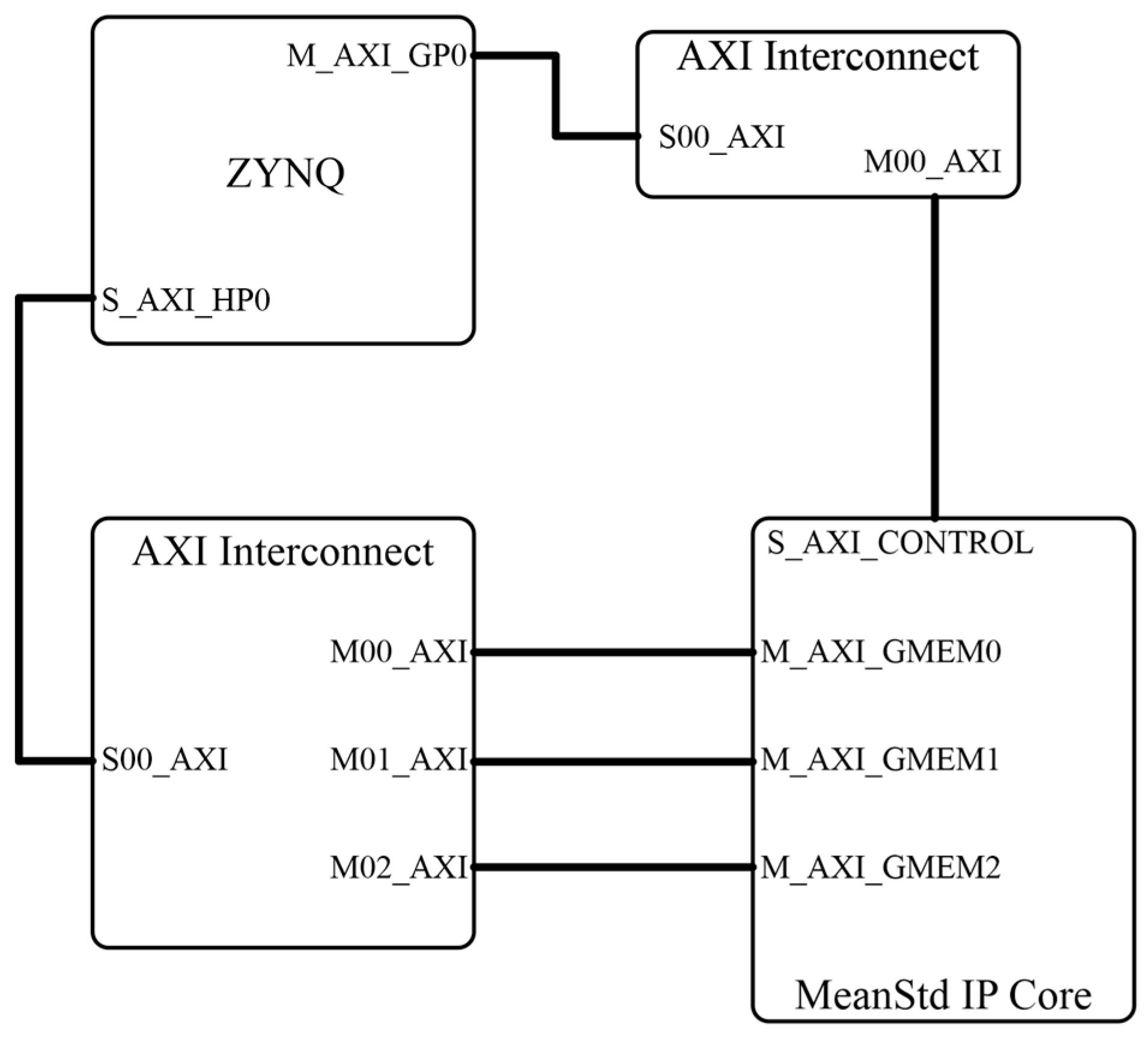
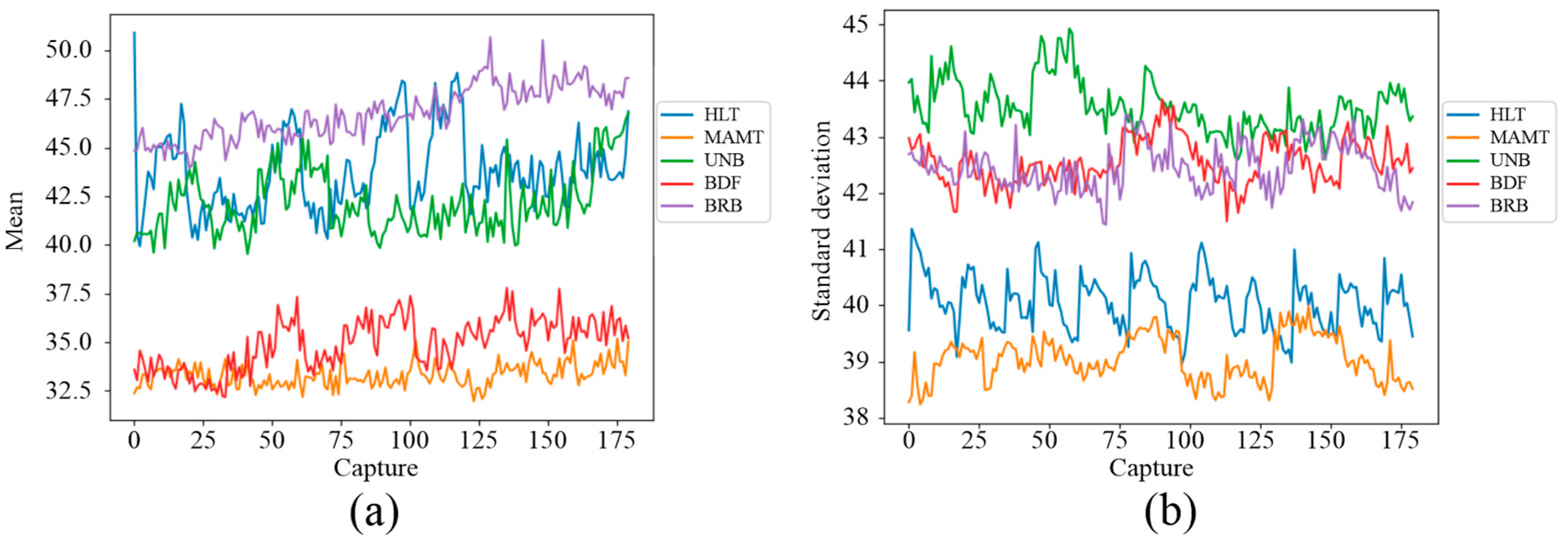
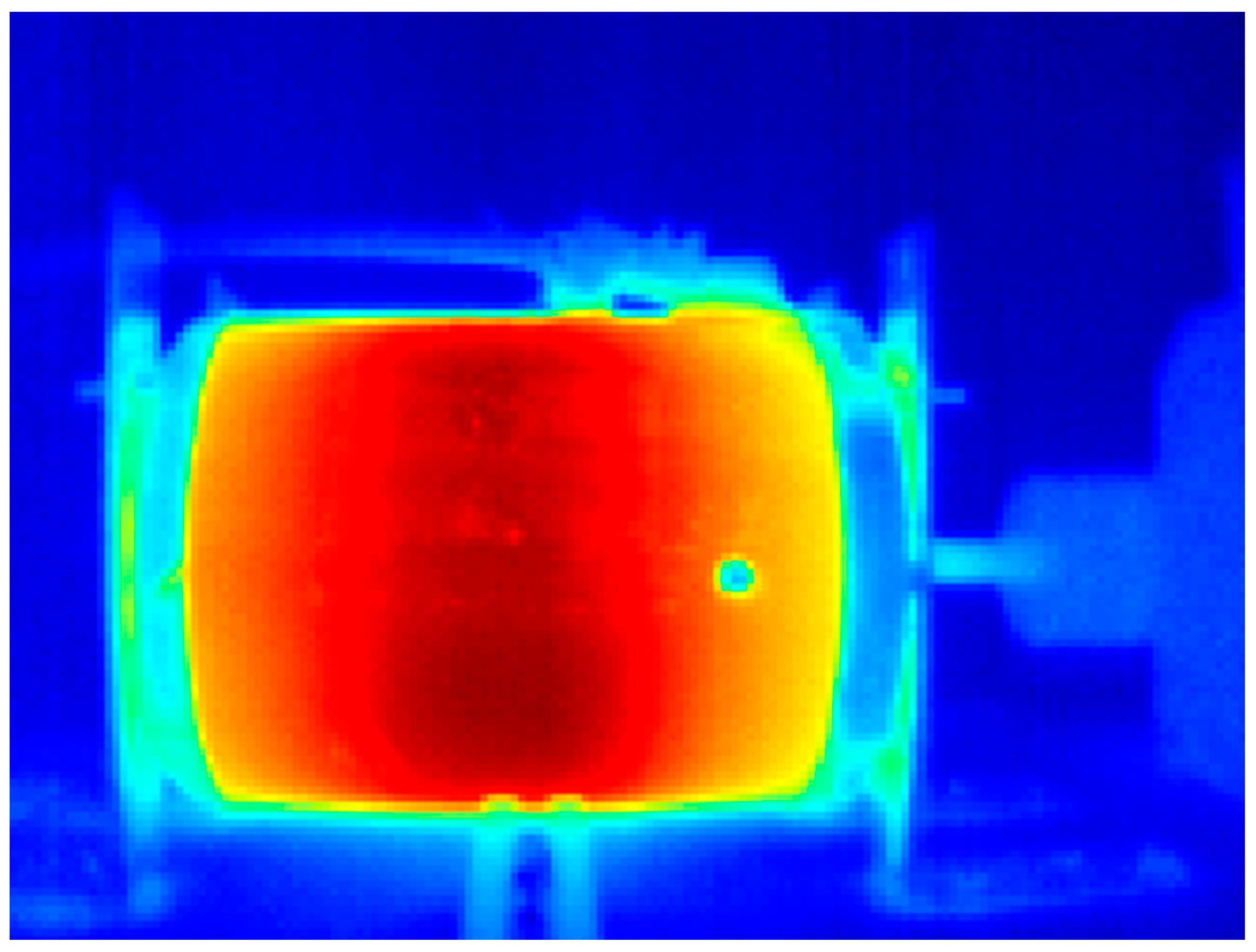
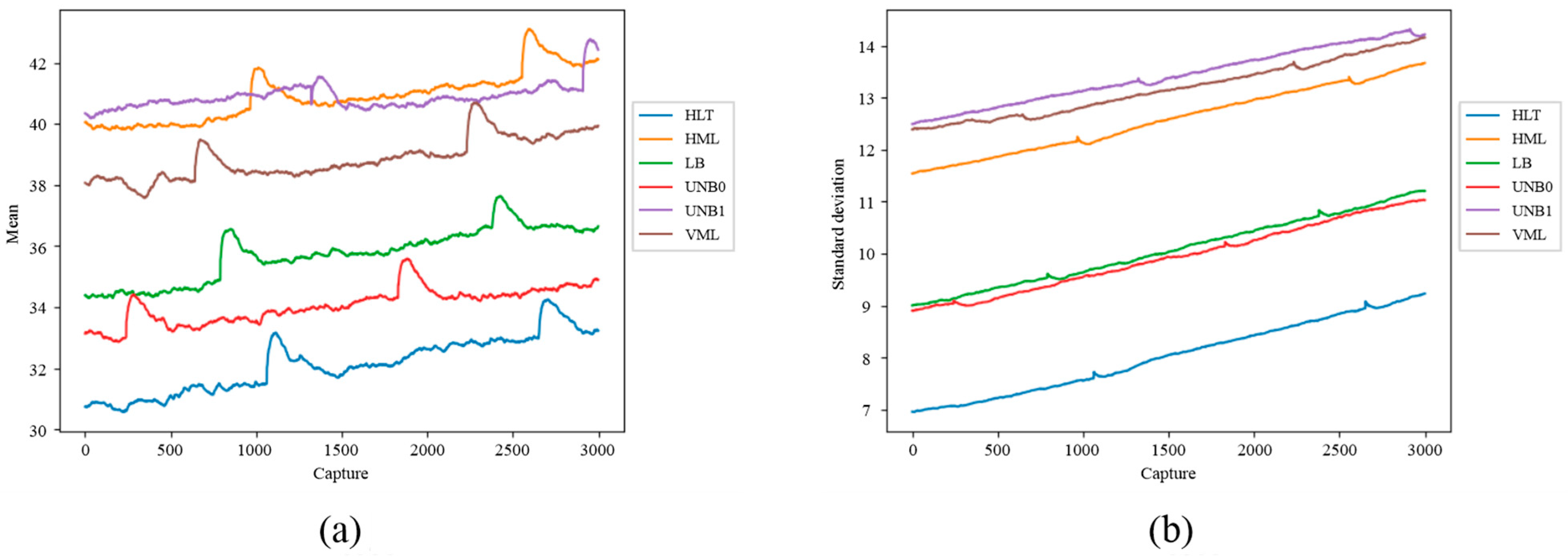
This work reports the development of an FPGA-microprocessor-based sensor to detect faults in induction motors. This development was achieved by implementing statistical and time-frequency analysis techniques as hardware IPcores that work in the logic unit of an FPGA. These specific-purpose IPcores were used together with some algorithms implemented within an ARM microprocessor within the same embedded system. The IPcore version of the algorithms was executed significantly faster than the same algorithms executed in the microprocessor of the embedded system. Furthermore, the usage of computational resources within the FPGA was low (15% per IPcore). The proposed methodology for processing thermographic images acquired with a low-cost infrared sensor is effective for acquiring significant statistical indicators for identifying different fault cases, with an accuracy close to 99% with machine learning classifiers such as KNN and SVM. In this regard, the proposed algorithms and statistical indicators of this work allowed for an improvement in the distinction and correct classification of the different failures in induction motors when combining multiple statistical indicators instead of a single one. Additionally, the analysis of both thermographic images and current signals provides valuable insights into the condition of the motors under study. By examining the statistical indicators derived from thermographic images, such as the mean and standard deviation, and utilizing pseudocolor palettes for enhanced visualization, distinct patterns emerge corresponding to various failure states. For instance, in the case of the WEG motor, the evolution of these indicators over time reveals discernible groupings associated with specific faults, demonstrating the effectiveness of this approach in fault diagnosis. On the other hand, the frequency analysis of current signals through techniques like the fast Fourier transform (FFT) and the short-time Fourier transform (STFT) provides additional diagnostic capabilities. Notably, the STFT, computed using the developed IPcore, exhibits robustness in identifying fault-related frequency components, particularly in cases of mechanical misalignment.
Additionally, motor current signals were processed by time-frequency techniques that generated bidimensional spectrograms that show the evolution of the signal frequency components with time. The implemented algorithms were used to perform experiments in two different test benches, processing both infrared thermographic images and current signals from both motors. However, it is relevant to point out that, given the differences in the acquired signals, the implementation of such algorithms in the FPGA is robust enough to deliver satisfactory and accurate results compared to software-based implementations such as MATLAB. As this system was implemented in an FPGA-based platform, future work might reconfigure the system to consider more fault cases in induction motors or to implement more machine learning techniques that could use the time-frequency spectrograms of current signals, such as CNNs.

 ,
, 



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}