

Systematic Evaluation of Ultrasonic In-Line Inspection Techniques for Oil and Gas Pipeline Defects Based on Bibliometric Analysis
 , ,
, ,
Abstract
:1. Introduction
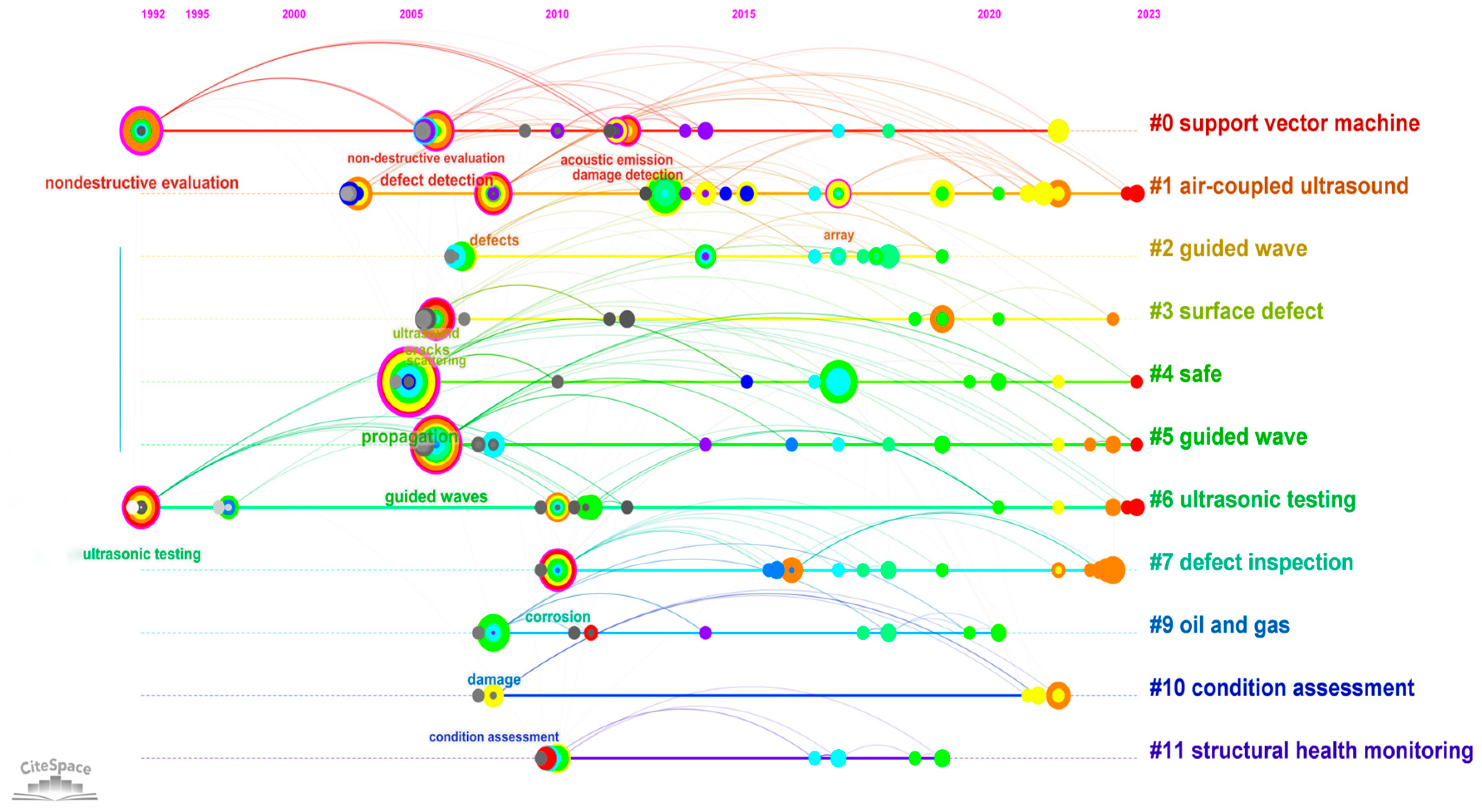
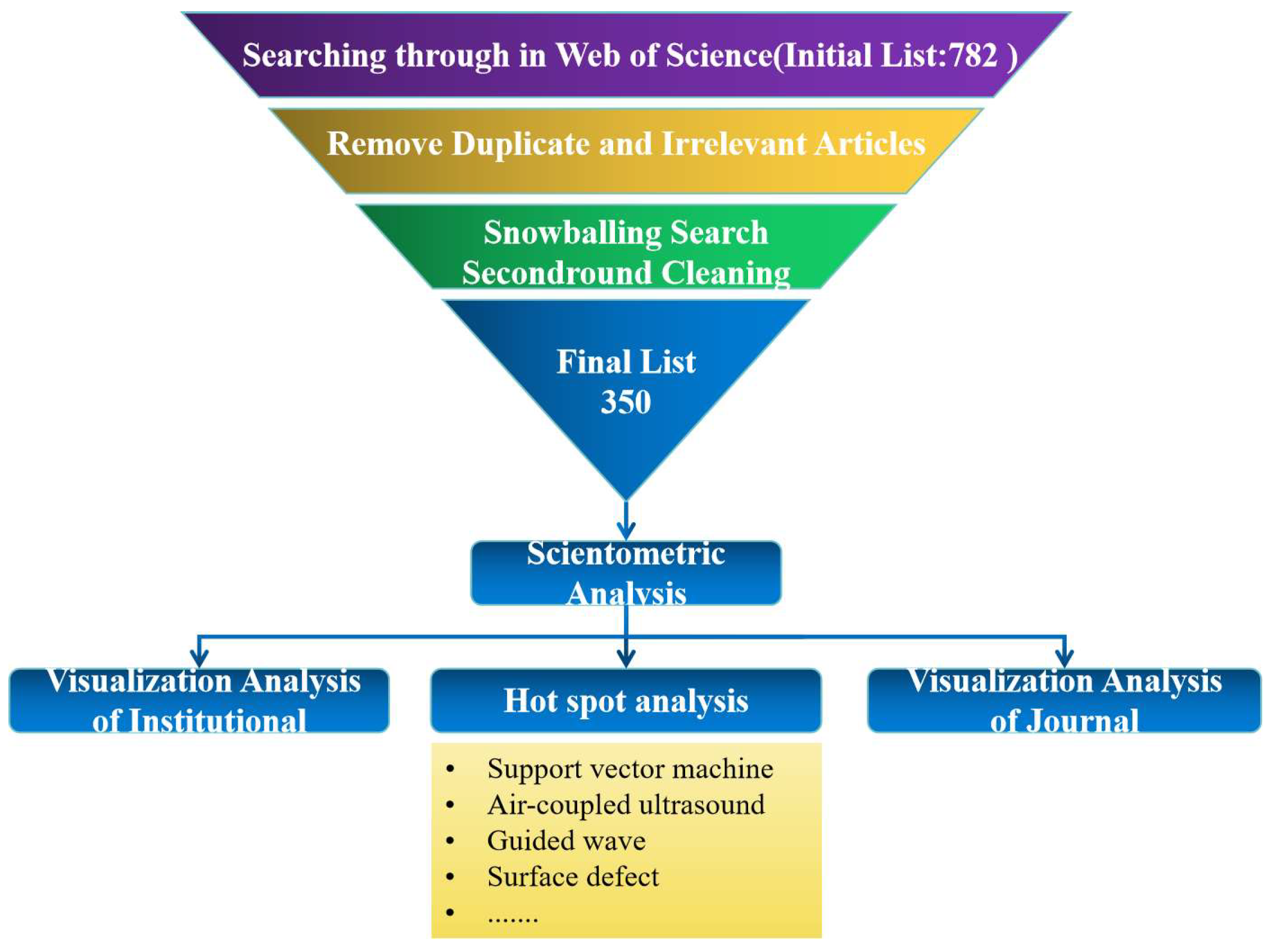
2. Research Methodology and Data Analyses
3. Visualization Analysis
3.1. Visualization Analysis of Institutions and Countries
- During this period, institutions from the country experienced a sharp increase in citation frequency.
- The institutions in the country have effectively addressed crucial issues in the field.
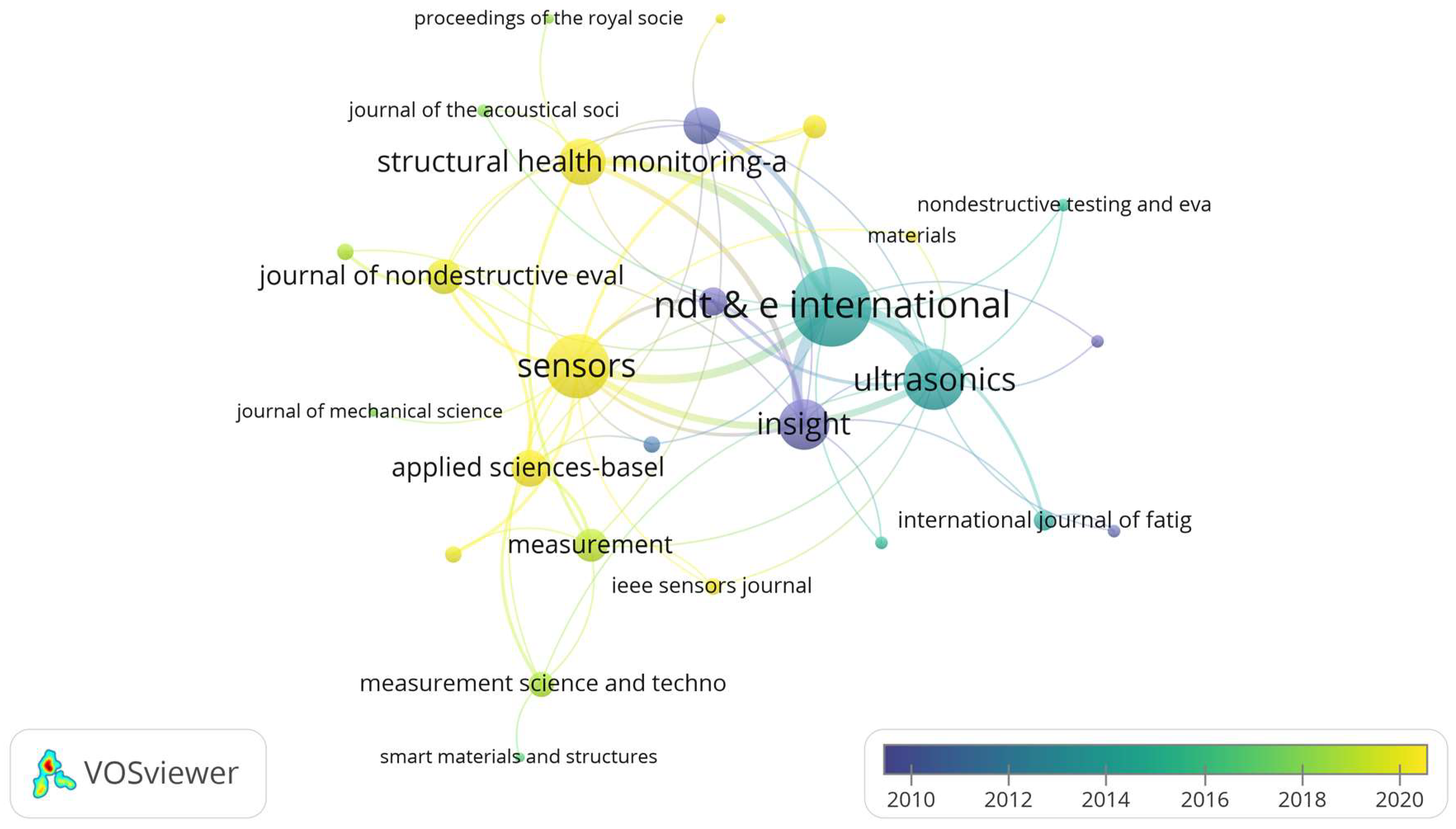
3.2. Visualization Analysis of Journals
4. Types of Defects and Traditional ILI Methods in Oil and Gas Pipelines
4.1. Common Types of Defects in Oil and Gas Pipelines
- (1)
- Volumetric defects encompass porosity, inclusions and corrosion, posing relatively low risks, with the primary failure mode being plastic failure.
- (2)
- Planar defects include lack of penetration, lack of fusion, cracks, and undercutting. The defects at the root weld are the main cause of pipeline cracking and are also a focal point of research in non-destructive testing of circumferential weld defects.
- (3)
- (1)
- Regression models can easily estimate future corrosion defect depths in pipelines without requiring extensive mathematical knowledge for application. However, this model relies on a large amount of data and cannot account for the randomness of pitting phenomena.
- (2)
- Markov process models consider the physical and chemical characteristics of the environment and accurately reflect the randomness of localized corrosion defect growth. However, their use requires specialized knowledge and programming skills, which may limit their widespread application.
4.2. Conventional ILI Methods for Oil and Gas Pipelines
4.2.1. Electromagnetic Testing
- (a)
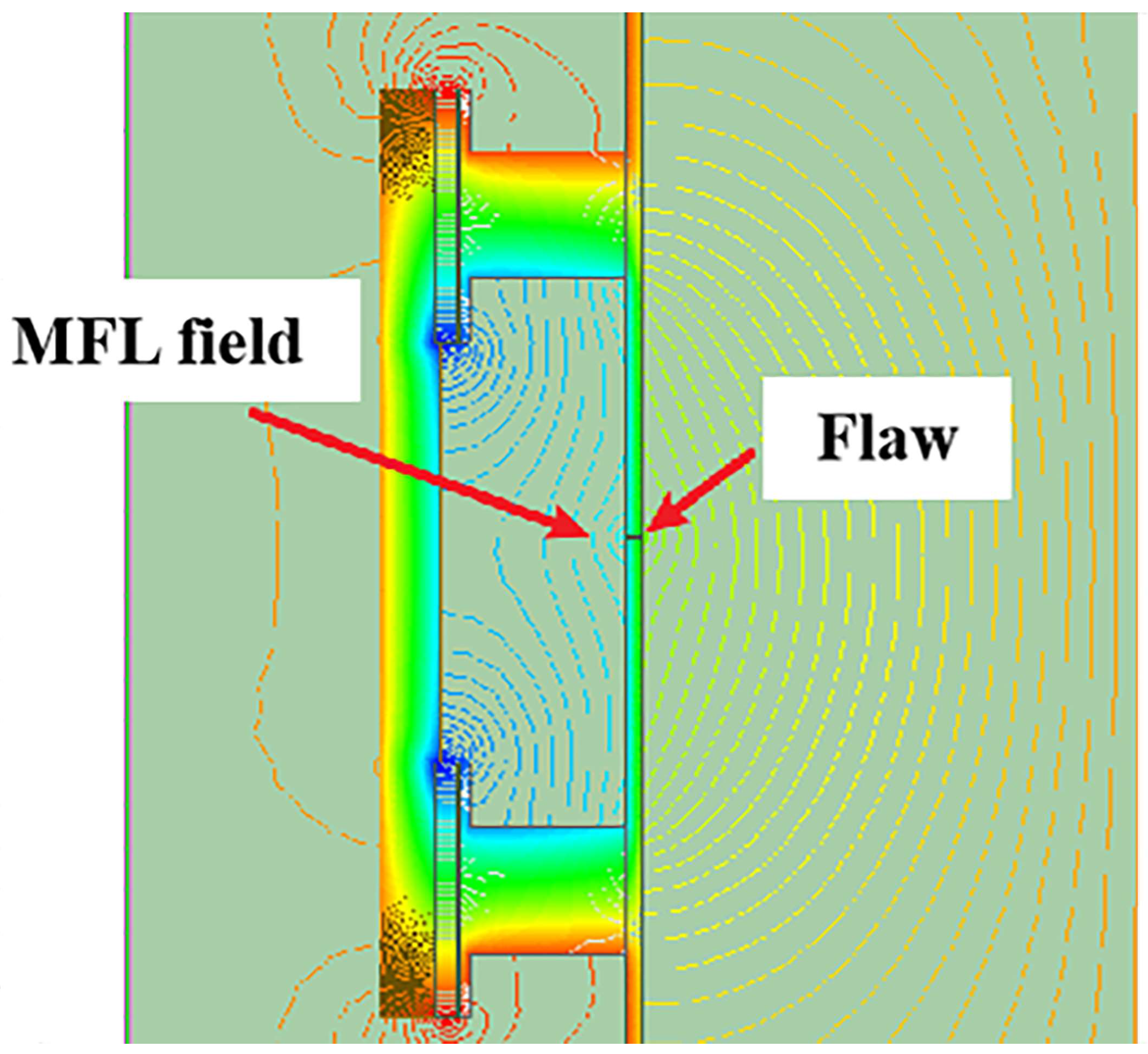
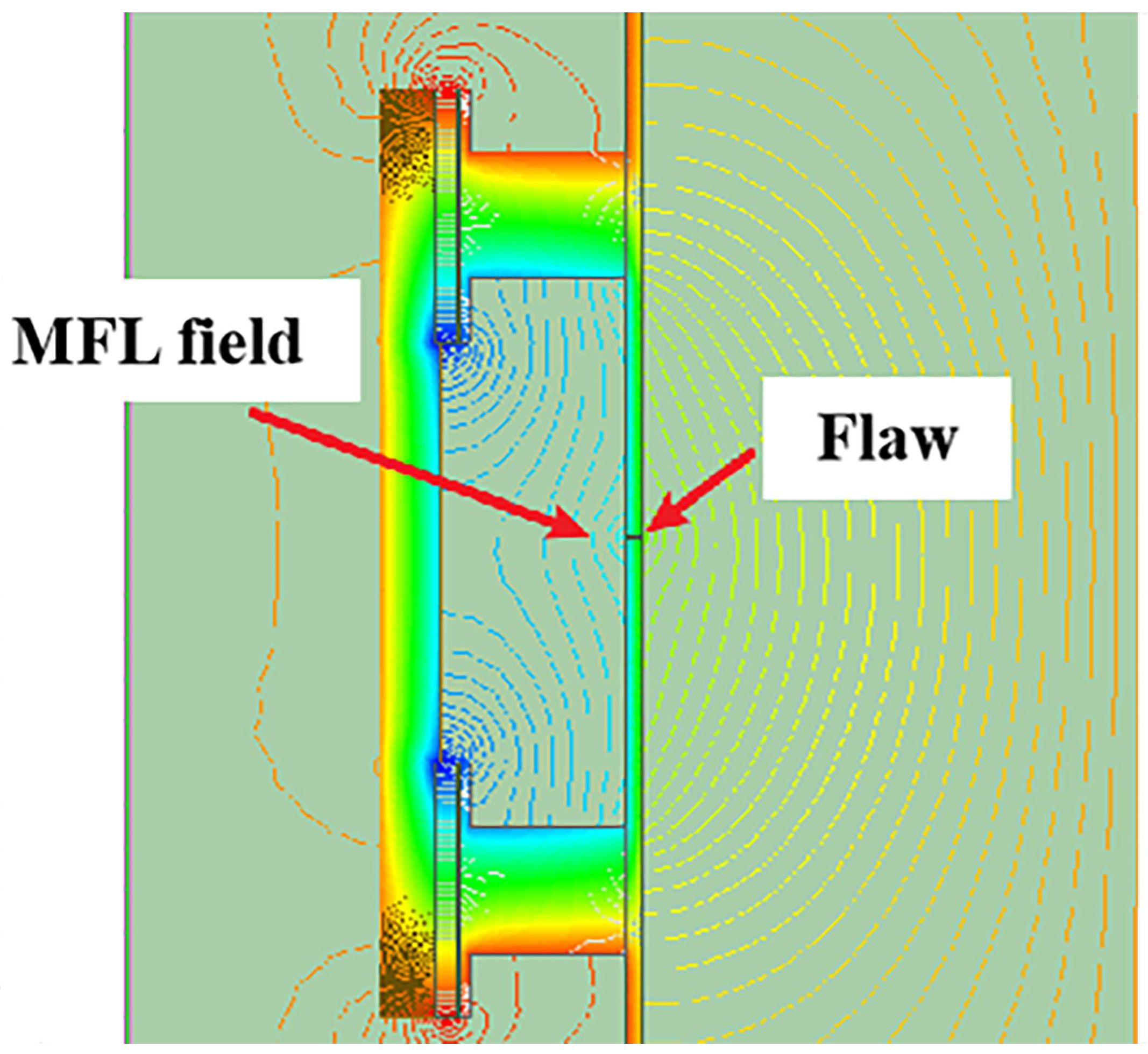
- Magnetic flux leakage testing
- (b)
- Eddy current testing
- (c)
- Advancements in electromagnetic inspection
- (1)
- Advancements in Electromagnetic Inspection Equipment
- (2)
- Advancements in Electromagnetic Inspection Research
4.2.2. Ultrasonic Testing
- (a)
- Ultrasonic Phased Array
- (b)
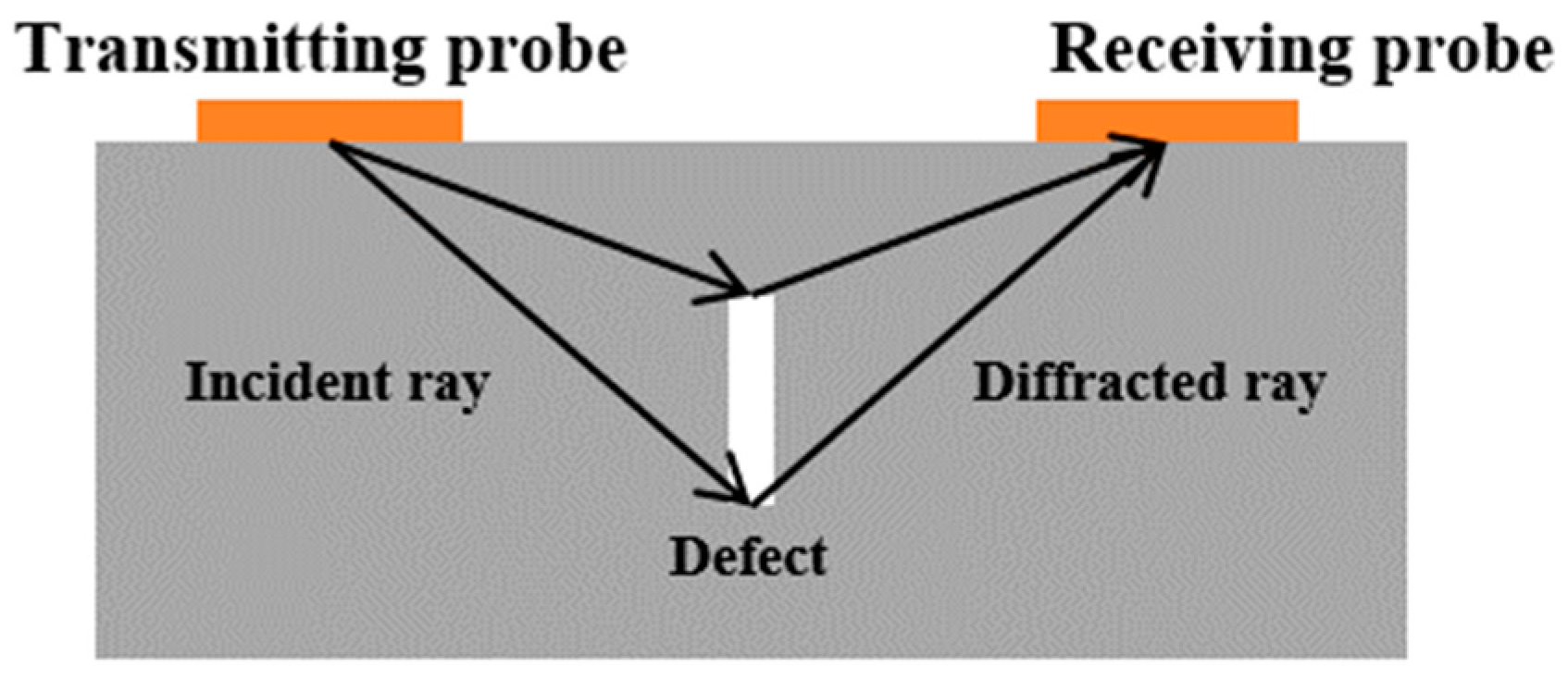
- Time-of-Flight Diffraction (TOFD)
- (c)
- Ultrasonic Pulse-Echo Technique
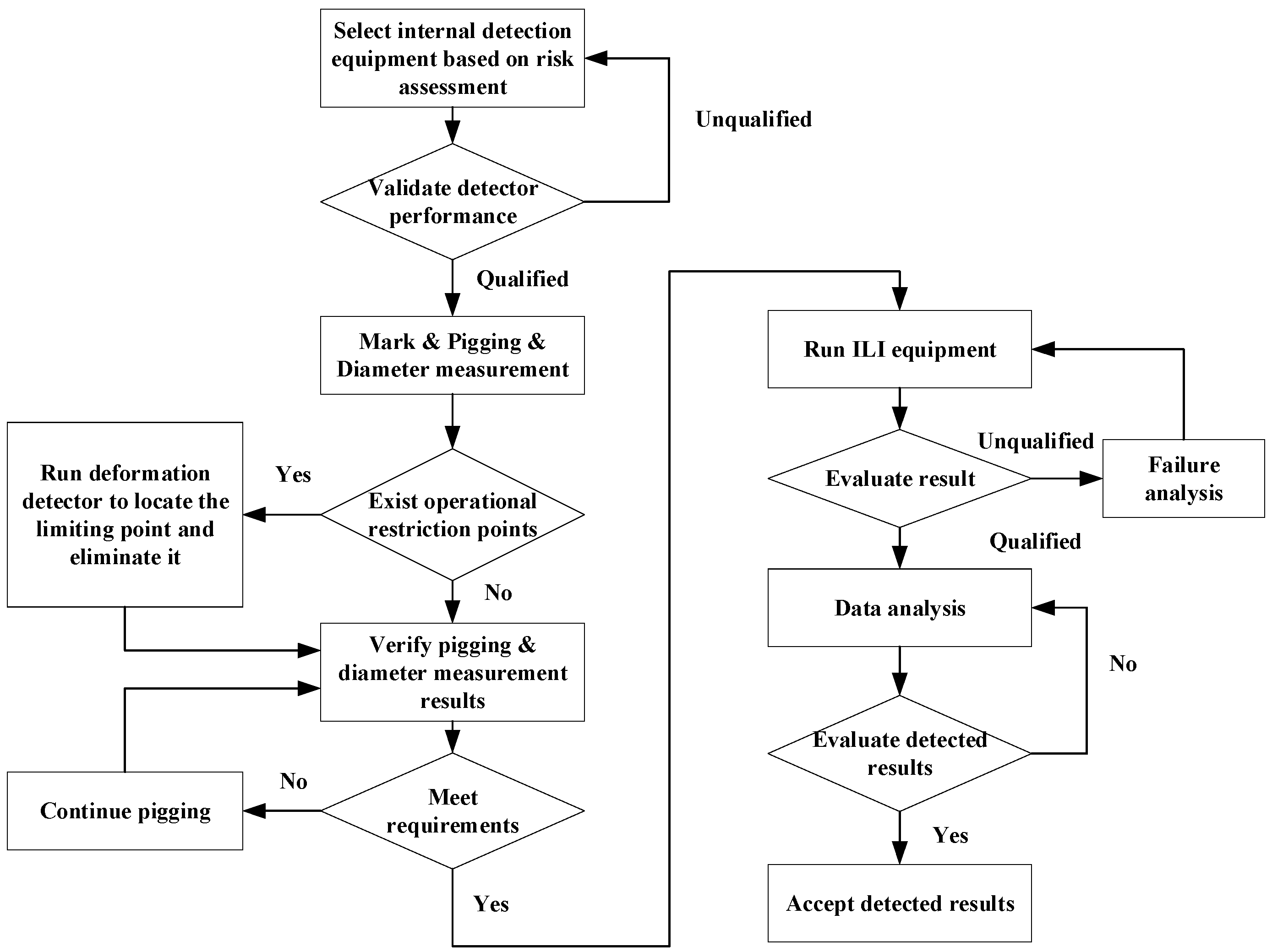
4.3. In-Line Inspection (ILI) Tool Selection and Calibration Methods
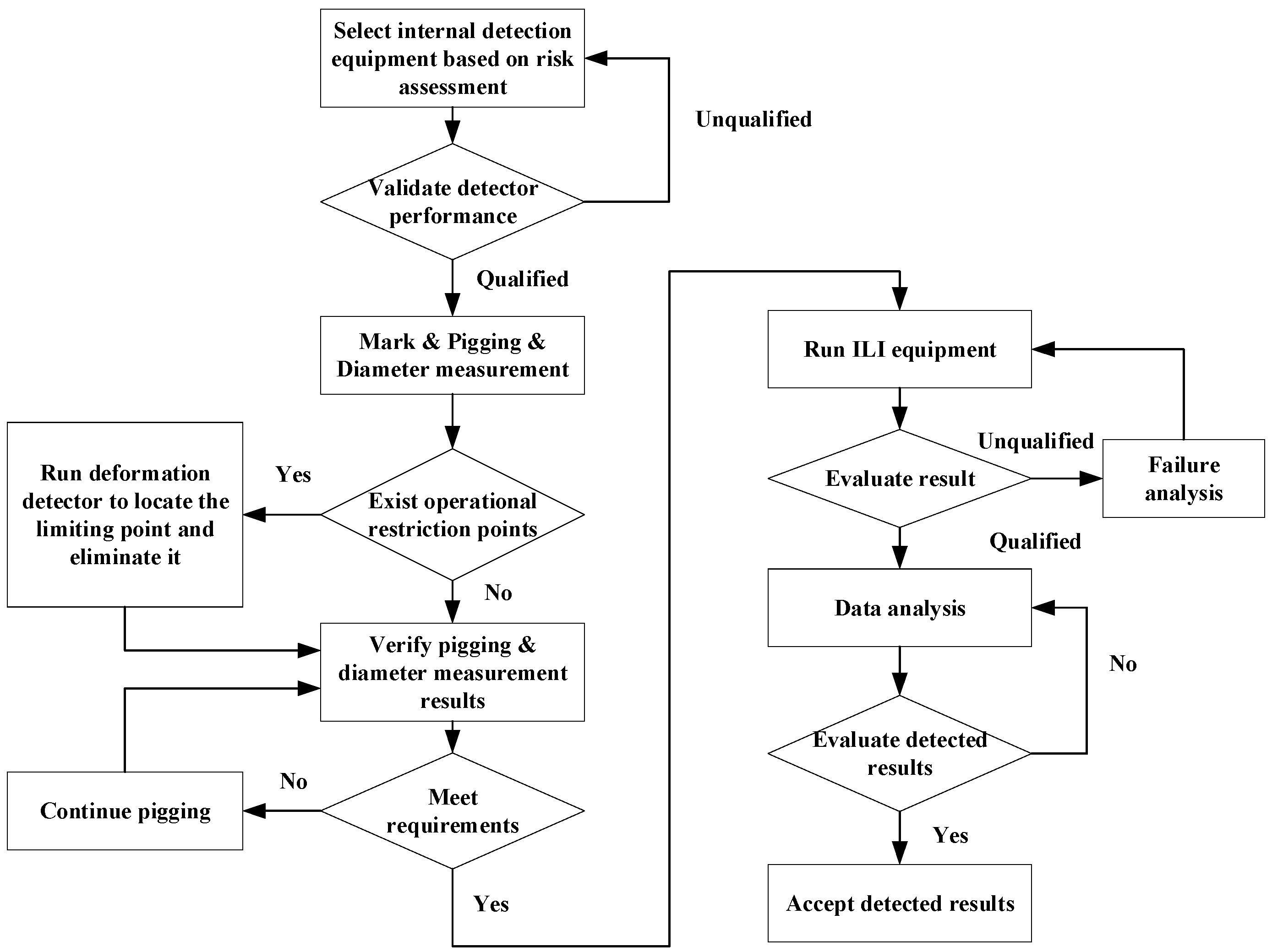
4.3.1. In-Line Inspection (ILI) Tool Selection Methods
4.3.2. In-Line Inspection (ILI) Tool Calibration Methods
- (1)
- Measurement Errors: Determining the measurement errors of ILI tools and field instruments, including systematic errors (such as constant bias and non-constant bias) and random errors.
- (2)
- Calibration Experiment: Conducting calibration experiments to compare ILI readings with field measurement depths and estimate the true size of corrosion metal loss and its associated errors.
- (3)
- Model Verification: Checking for the presence of non-linear regression, variance heterogeneity, outliers, and non-normality of measurement errors in the model.
- (4)
- Performance Evaluation: Evaluating the performance of ILI tools when significant measurement errors exist in field instruments and determining the number of unsuccessful field verifications.
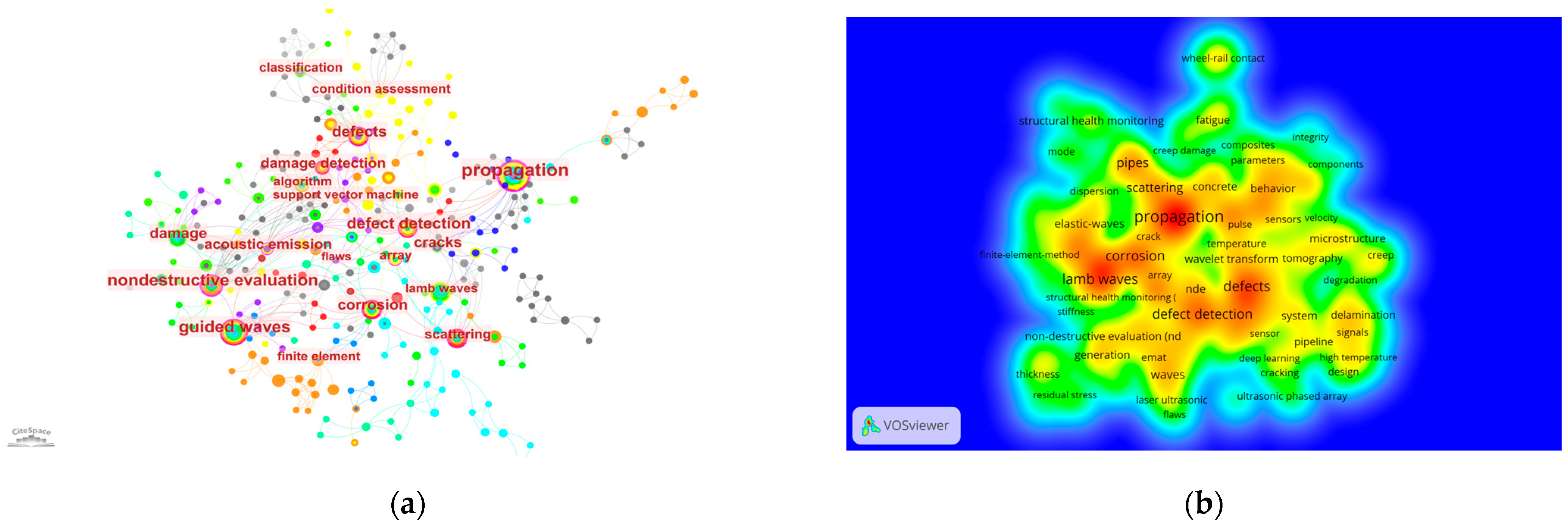
5. Analysis of Research Hotspots
5.1. Surface Defect
5.1.1. Conventional Surface Inspection Methods
5.1.2. Ultrasonic Surface Inspection Techniques
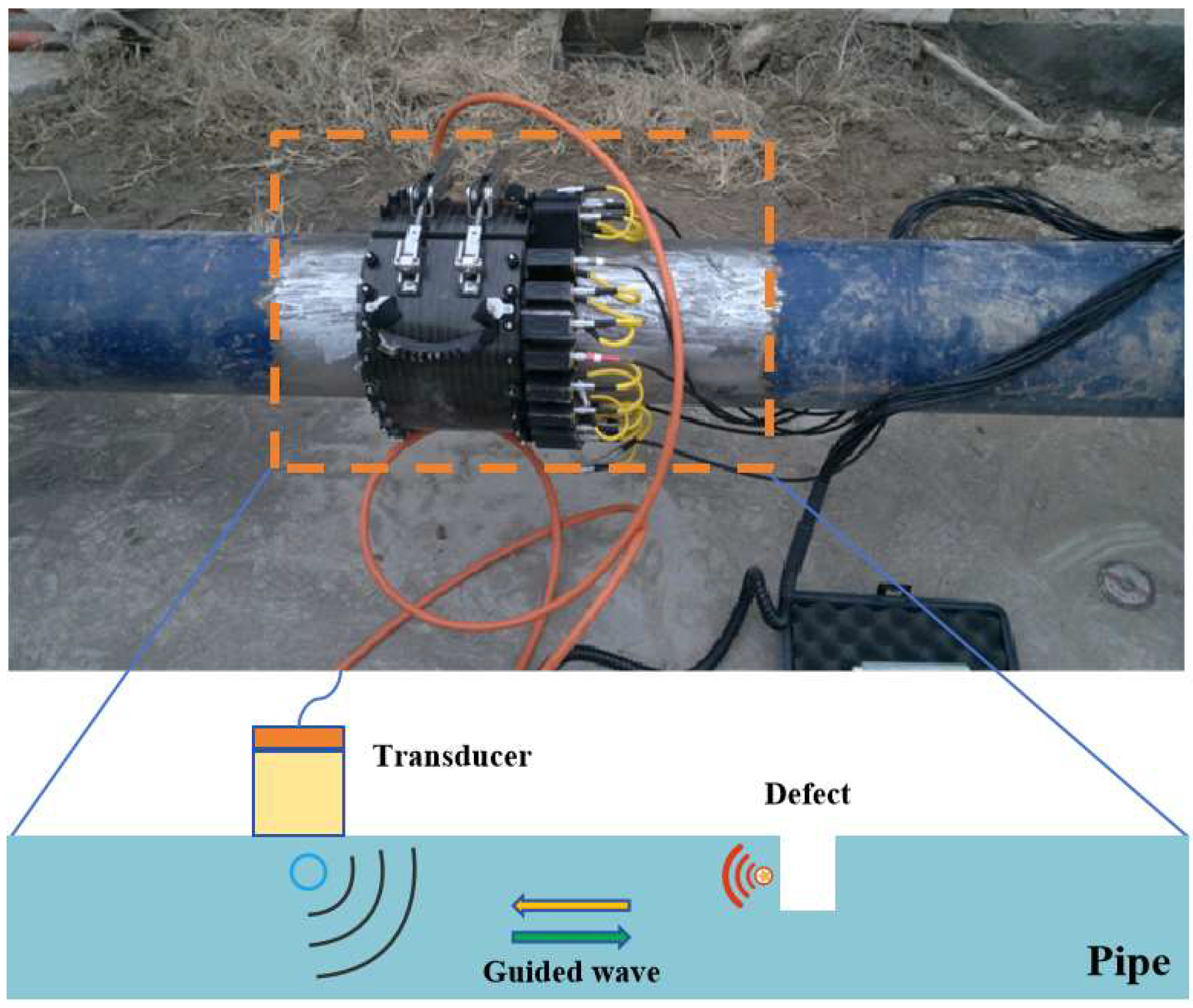
5.2. Guided Wave Inspection Technique
5.2.1. Potential-Based Pipeline External Inspection Methods
5.2.2. Non-Contact Ultrasonic-Guided Wave Testing
- (a)
- Laser Ultrasonic-Guided Waves Testing
- (b)
- Electromagnetic Ultrasonic-Guided Waves Testing
5.3. Air-Coupled Ultrasound
- Optimization of air-coupled ultrasonic probe structures and materials.
- Signal encoding
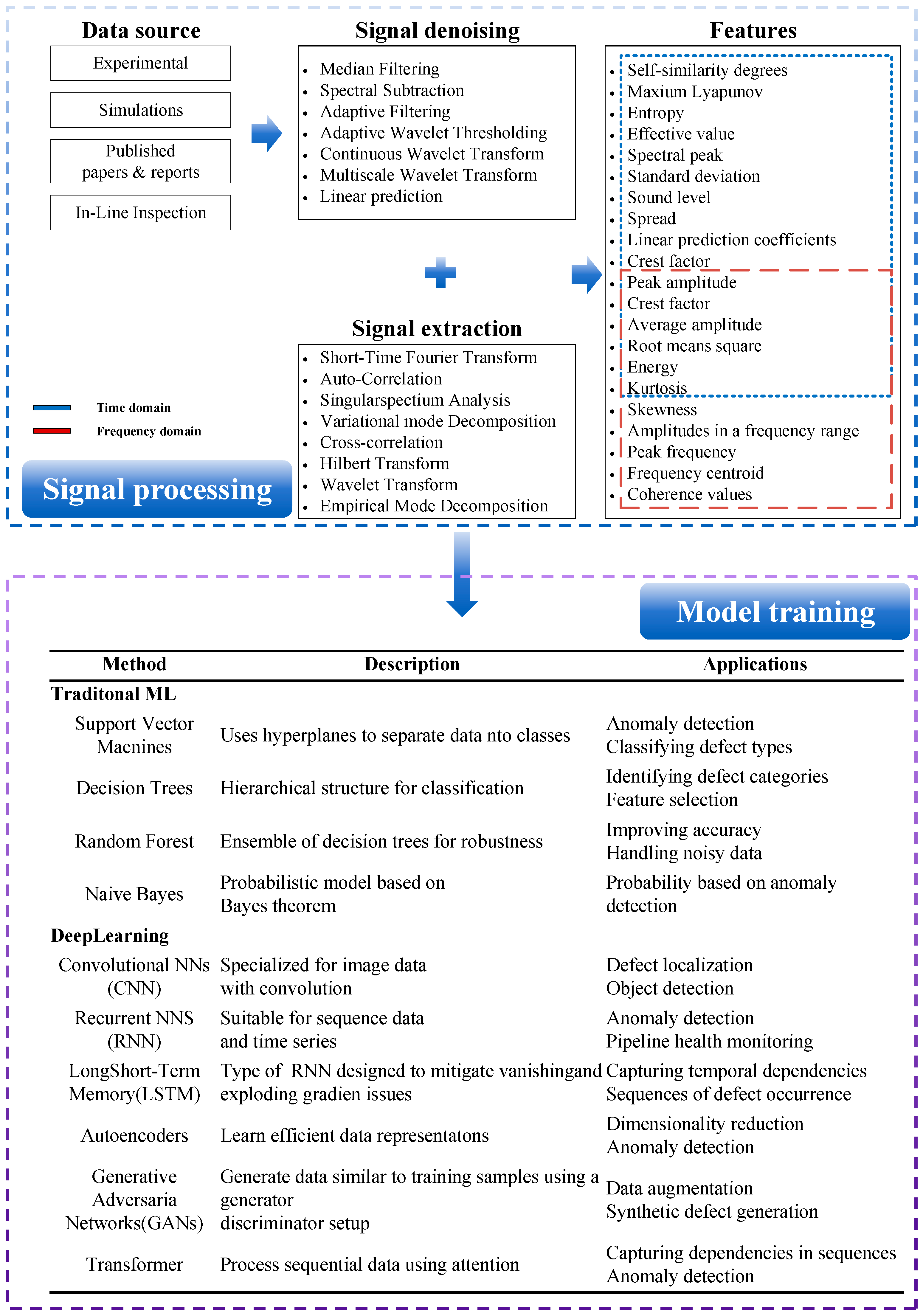
5.4. Support Vector Machine
- Defect Classification:
- Defect Characterization:
- Data Preprocessing:
6. Potential Challenges and Opportunities
- (1)
- Exploration of novel sensor designs and materials for enhanced sensitivity and resolution in UT inspections.
- (2)
- Research into multi-modal sensor arrays combining UT with other NDT techniques (e.g., electromagnetic acoustic transducers or distributed fiber optic sensors) for complementary defect characterization.
- (3)
- Miniaturization of sensors for improved accessibility to challenging pipeline geometries and locations.
- (4)
- Addressing the impact of velocity and vibration on the accuracy and precision of detection from both theoretical and sensor optimization perspectives to achieve ultrasonic inspection at the velocity of the conveying medium.
- (5)
- Development of novel encoding algorithms to mitigate artifacts and enhance the sensitivity of ultrasound imaging.
- (6)
- Air-coupled testing holds promising applications in the inspection of oil and gas pipelines because of its ability to detect cracks and metal loss defects in thick-walled pipelines that magnetic flux leakage testing may not detect.
- (7)
- Integration of machine learning algorithms for optimized encoding parameter selection, real-time adaptive imaging and corrosion quantification [117].
- (8)
- Exploration of novel materials with tailored acoustic properties for matching layers to optimize acoustic impedance matching and minimize signal loss at transducer interfaces.
- (9)
- The enhancement of generalization and transfer learning capabilities of ultrasonic data analysis models established based on simulation and laboratory in industrial application environments.
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, C.; Li, C.; Reniers, G.; Yang, F. Safety and security of oil and gas pipeline transportation: A systematic analysis of research trends and future needs using WoS. J. Clean. Prod. 2021, 279, 123583. [Google Scholar] [CrossRef]
- Bin Ali, K.; Abdalla, A.N.; Rifai, D.; Faraj, M.A. Review on system development in eddy current testing and technique for defect classification and characterization. IET Circuits Devices Syst. 2017, 11, 338–351. [Google Scholar] [CrossRef]
- Nestleroth, J.B. Pipeline in-line inspection challenges to NDT. Insight—Non-Destr. Test. Cond. Monit. 2006, 48, 524. [Google Scholar] [CrossRef]
- Le, D.V.-K.; Chen, Z.; Rajkumar, R. Multi-sensors in-line inspection robot for pipe flaws detection. IET Sci. Meas. Technol. 2020, 14, 71–82. [Google Scholar] [CrossRef]
- Khan, A.; Qurashi, A.; Badeghaish, W.; Noui-Mehidi, M.N.; Aziz, M.A. Frontiers and Challenges in Electrochemical Corrosion Monitoring; Surface and Downhole Applications. Sensors 2020, 20, 6583. [Google Scholar] [CrossRef] [PubMed]
- Reports › EGIG. Available online: https://www.egig.eu/reports (accessed on 22 January 2024).
- PHMSA. Data and Statistics Overview. Available online: https://www.phmsa.dot.gov/data-and-statistics/pipeline/data-and-statistics-overview (accessed on 23 January 2024).
- Xie, F.; Wu, X.; Zhang, H.; Zhang, X. Research on pulsed eddy current automatic detection technology for weld defects of pressure vessel cylinder. Measurement 2021, 176, 109081. [Google Scholar] [CrossRef]
- Quarini, J.; Shire, S. A Review of Fluid-Driven Pipeline Pigs and their Applications. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2007, 221, 1–10. [Google Scholar] [CrossRef]
- Yu, G.; Liu, J.; Zhang, H.; Liu, C. An Iterative Stacking Method for Pipeline Defect Inversion with Complex MFL Signals. IEEE Trans. Instrum. Meas. 2020, 69, 3780–3788. [Google Scholar] [CrossRef]
- Feng, Q.; Li, R.; Nie, B.; Liu, S.; Zhao, L.; Zhang, H. Literature Review: Theory and Application of In-Line Inspection Technologies for Oil and Gas Pipeline Girth Weld Defection. Sensors 2016, 17, 50. [Google Scholar] [CrossRef]
- Felice, M.V.; Fan, Z. Sizing of flaws using ultrasonic bulk wave testing: A review. Ultrasonics 2018, 88, 26–42. [Google Scholar] [CrossRef]
- Parlak, B.; Yavasoglu, H. A Comprehensive Analysis of In-Line Inspection Tools and Technologies for Steel Oil and Gas Pipelines. Sustainability 2023, 15, 2783. [Google Scholar] [CrossRef]
- Ma, Q.; Tian, G.; Zeng, Y.; Li, R.; Song, H.; Wang, Z.; Gao, B.; Zeng, K. Pipeline In-Line Inspection Method, Instrumentation and Data Management. Sensors 2021, 21, 3862. [Google Scholar] [CrossRef] [PubMed]
- Zang, X.; Xu, Z.-D.; Lu, H.; Zhu, C.; Zhang, Z. Ultrasonic guided wave techniques and applications in pipeline defect detection: A review. Int. J. Press. Vessels Pip. 2023, 206, 105033. [Google Scholar] [CrossRef]
- Cantero-Chinchilla, S.; Wilcox, P.D.; Croxford, A.J. Deep learning in automated ultrasonic NDE—Developments, axioms and opportunities. NDT E Int. 2022, 131, 102703. [Google Scholar] [CrossRef]
- Yang, Z.; Yang, H.; Tian, T.; Deng, D.; Hu, M.; Ma, J.; Gao, D.; Zhang, J.; Ma, S.; Yang, L.; et al. A review on guided-ultrasonic-wave-based structural health monitoring: From fundamental theory to machine learning techniques. Ultrasonics 2023, 133, 107014. [Google Scholar] [CrossRef]
- Fan, H.; Tariq, S.; Zayed, T. Acoustic leak detection approaches for water pipelines. Autom. Constr. 2022, 138, 104226. [Google Scholar] [CrossRef]
- Yuan, J.; Mao, W.; Hu, C.; Zheng, J.; Zheng, D.; Yang, Y. Leak detection and localization techniques in oil and gas pipeline: A bibliometric and systematic review. Eng. Fail. Anal. 2023, 146, 107060. [Google Scholar] [CrossRef]
- Xue, Z.; Xu, Y.; Hu, M.; Li, S. Systematic review: Ultrasonic technology for detecting rail defects. Constr. Build. Mater. 2023, 368, 130409. [Google Scholar] [CrossRef]
- Huang, S.; Peng, L.; Sun, H.; Li, S. Deep Learning for Magnetic Flux Leakage Detection and Evaluation of Oil & Gas Pipelines: A Review. Energies 2023, 16, 1372. [Google Scholar] [CrossRef]
- Xie, S.; Duan, Z.; Li, J.; Tong, Z.; Tian, M.; Chen, Z. A novel magnetic force transmission eddy current array probe and its application for nondestructive testing of defects in pipeline structures. Sens. Actuators Phys. 2020, 309, 112030. [Google Scholar] [CrossRef]
- She, S.; Chen, Y.; He, Y.; Zhou, Z.; Zou, X. Optimal design of remote field eddy current testing probe for ferromagnetic pipeline inspection. Measurement 2021, 168, 108306. [Google Scholar] [CrossRef]
- Lei, H.; Huang, Z.; Liang, W.; Mao, Y.; Que, P.W. Ultrasonic pig for submarine oil pipeline corrosion inspection. Russ. J. Nondestruct. Test. 2009, 45, 285–291. [Google Scholar] [CrossRef]
- Velázquez, J.C.; Hernández-Sánchez, E.; Terán, G.; Capula-Colindres, S.; Diaz-Cruz, M.; Cervantes-Tobón, A. Probabilistic and Statistical Techniques to Study the Impact of Localized Corrosion Defects in Oil and Gas Pipelines: A Review. Metals 2022, 12, 576. [Google Scholar] [CrossRef]
- Dai, L.S.; Feng, Q.S.; Sutherland, J.; Wang, T.; Sha, S.Y.; Wang, F.X.; Wang, D.P. Application of MFL on Girth-Weld Defect Detection of Oil and Gas Pipelines. J. Pipeline Syst. Eng. Pract. 2020, 11, 04020047. [Google Scholar] [CrossRef]
- Peng, X.; Anyaoha, U.; Liu, Z.; Tsukada, K. Analysis of Magnetic-Flux Leakage (MFL) Data for Pipeline Corrosion Assessment. IEEE Trans. Magn. 2020, 56, 6200315. [Google Scholar] [CrossRef]
- Ege, Y.; Coramik, M. A new measurement system using magnetic flux leakage method in pipeline inspection. Measurement 2018, 123, 163–174. [Google Scholar] [CrossRef]
- Shen, Y.; Zhou, W. Development of a convolutional neural network model to predict the size and location of corrosion defects on pipelines based on magnetic flux leakage signals. Int. J. Press. Vessels Pip. 2024, 207, 105123. [Google Scholar] [CrossRef]
- Wu, D.; Liu, Z.; Wang, X.; Su, L. Composite magnetic flux leakage detection method for pipelines using alternating magnetic field excitation. NDT E Int. 2017, 91, 148–155. [Google Scholar] [CrossRef]
- Liu, B.; Liang, Y.; He, L.; Lian, Z.; Geng, H.; Yang, L. Quantitative study on the propagation characteristics of MFL signals of outer surface defects in long-distance oil and gas pipelines. NDT E Int. 2023, 137, 102861. [Google Scholar] [CrossRef]
- Wang, Y.; Fan, M.; Cao, B.; Ye, B.; Wen, D. Measurement of coating thickness using lift-off point of intersection features from pulsed eddy current signals. NDT E Int. 2020, 116, 102333. [Google Scholar] [CrossRef]
- Piao, G.; Guo, J.; Hu, T.; Deng, Y.; Leung, H. A novel pulsed eddy current method for high-speed pipeline inline inspection. Sens. Actuators Phys. 2019, 295, 244–258. [Google Scholar] [CrossRef]
- Pourazizi, R.; Mohtadi-Bonab, M.A.; Szpunar, J.A. Investigation of different failure modes in oil and natural gas pipeline steels. Eng. Fail. Anal. 2020, 109, 104400. [Google Scholar] [CrossRef]
- Xin, J.; Chen, J.; Li, C.; Lu, R.; Li, X.; Wang, C.; Zhu, H.; He, R. Deformation characterization of oil and gas pipeline by ACM technique based on SSA-BP neural network model. Measurement 2022, 189, 110654. [Google Scholar] [CrossRef]
- Chen, P.; Li, R.; Fu, K.; Zhong, Z.; Xie, J.; Wang, J.; Zhu, J. A cascaded deep learning approach for detecting pipeline defects via pretrained YOLOv5 and ViT models based on MFL data. Mech. Syst. Signal Process. 2024, 206, 110919. [Google Scholar] [CrossRef]
- Pan, J.; Gao, L. A novel method for defects marking and classifying in MFL inspection of pipeline. Int. J. Press. Vessels Pip. 2023, 202, 104892. [Google Scholar] [CrossRef]
- Uhlig, S.; Alkhasli, I.; Schubert, F.; Tschöpe, C.; Wolff, M. A review of synthetic and augmented training data for machine learning in ultrasonic non-destructive evaluation. Ultrasonics 2023, 134, 107041. [Google Scholar] [CrossRef]
- Cinquin, M.; Castaings, M.; Hosten, B.; Brassier, P.; Pérès, P. Monitoring of the moisture content in carbon-epoxy plates using Lamb waves. NDT E Int. 2005, 38, 37–44. [Google Scholar] [CrossRef]
- Yu, Y.; Safari, A.; Niu, X.; Drinkwater, B.; Horoshenkov, K.V. Acoustic and ultrasonic techniques for defect detection and condition monitoring in water and sewerage pipes: A review. Appl. Acoust. 2021, 183, 108282. [Google Scholar] [CrossRef]
- Chen, P.; Li, R.; Fu, K.; Zhao, X. Research and Method for In-line Inspection Technology of Girth Weld in Long-Distance Oil and Gas Pipeline. J. Phys. Conf. Ser. 2021, 1986, 012052. [Google Scholar] [CrossRef]
- Drinkwater, B.W.; Wilcox, P.D. Ultrasonic arrays for non-destructive evaluation: A review. NDT E Int. 2006, 39, 525–541. [Google Scholar] [CrossRef]
- Gang, T.; Sheng, Z.Y.; Tian, W.L. Time resolution improvement of ultrasonic TOFD testing by pulse compression technique. Insight 2012, 54, 193–197. [Google Scholar] [CrossRef]
- Cunningham, L.J.; Mulholland, A.J.; Tant, K.M.M.; Gachagan, A.; Harvey, G.; Bird, C. The detection of flaws in austenitic welds using the decomposition of the time-reversal operator. Proc. R. Soc.-Math. Phys. Eng. Sci. 2016, 472, 20150500. [Google Scholar] [CrossRef]
- Zhang, J.; Yu, P.; Gang, T. Measurement of the ultrasonic scattering matrices of near-surface defects using ultrasonic arrays. Nondestruct. Test. Eval. 2016, 31, 303–318. [Google Scholar] [CrossRef]
- Shakibi, B.; Honarvar, F.; Moles, M.D.C.; Caldwell, J.; Sinclair, A.N. Resolution enhancement of ultrasonic defect signals for crack sizing. NDT E Int. 2012, 52, 37–50. [Google Scholar] [CrossRef]
- Beller, M.; Uzelac, N.I.; Barbian, A. Combined Quantitative In-Line Inspection of Pipelines for Metal Loss and Cracks. In Proceedings of the 2006 International Pipeline Conference, Calgary, AB, Canada, 25–29 September 2006; Volume 2: Integrity Management; Poster Session; Student Paper Competition. pp. 857–864. [Google Scholar]
- Willems, H.; Kopp, G.; Meinzer, T. Recent advancements in ultrasonic in-line inspection. In Proceedings of the 19th Pipeline Technology Conference, Berlin, Germany, 23–25 May 2016. [Google Scholar]
- EVO Platform. Available online: https://www.ndt-global.com/platforms/evo-platform/ (accessed on 22 January 2024).
- Caleyo, F.; Alfonso, L.; Espina-Hernández, J.H.; Hallen, J.M. Criteria for performance assessment and calibration of in-line inspections of oil and gas pipelines. Meas. Sci. Technol. 2007, 18, 1787–1799. [Google Scholar] [CrossRef]
- Chang, J.; Chu, Z.; Gao, X.; Soldatov, A.I.; Dong, S. A magnetoelectric-ultrasonic multimodal system for synchronous NDE of surface and internal defects in metal. Mech. Syst. Signal Process. 2023, 183, 109667. [Google Scholar] [CrossRef]
- Yuan, X.; Zhao, J.; Li, W.; Yin, X.; Li, X.; Zhao, J.; Fan, M. Novel phase reversal feature for inspection of cracks using multi-frequency alternating current field measurement technique. Mech. Syst. Signal Process. 2023, 186, 109857. [Google Scholar] [CrossRef]
- Duan, Z.; Xie, S.; Huang, L.; Zhao, R.; Tian, M.; Liu, T.; Pei, C.; Chen, Z. Quantitative sizing of compound location defects based on PECT-EMAT hybrid testing methods. Mech. Syst. Signal Process. 2022, 178, 109267. [Google Scholar] [CrossRef]
- Ha, J.M.; Seung, H.M.; Choi, W. Autoencoder-based detection of near-surface defects in ultrasonic testing. Ultrasonics 2022, 119, 106637. [Google Scholar] [CrossRef]
- He, J.; Liu, X.; Cheng, Q.; Yang, S.; Li, M. Quantitative detection of surface defect using laser-generated Rayleigh wave with broadband local wavenumber estimation. Ultrasonics 2023, 132, 106983. [Google Scholar] [CrossRef]
- Tian, Y.; Xu, G.; Wei, L.; Zhou, G.; Lin, Y.; Fan, Q.; Gu, X. Phased array ultrasonic S-scan testing of near-detection-surface defects based on a background subtraction algorithm. Mater. Res. Express 2022, 9, 036507. [Google Scholar] [CrossRef]
- Mirmahdi, E.; Khamedi, R.; Afshari, D.; Khosravi, M. Investigating the effects of defects and the effect of geometric anisotropy in stainless steel pipes: Phased array ultrasonic test, SH-wave. J. Pipeline Sci. Eng. 2023, 3, 100140. [Google Scholar] [CrossRef]
- Olisa, S.C.; Khan, M.A.; Starr, A. Review of Current Guided Wave Ultrasonic Testing (GWUT) Limitations and Future Directions. Sensors 2021, 21, 811. [Google Scholar] [CrossRef]
- El Mountassir, M.; Yaacoubi, S.; Dahmene, F. Reducing false alarms in guided waves structural health monitoring of pipelines: Review synthesis and debate. Int. J. Press. Vessel. Pip. 2020, 188, 104210. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Eslami, A.; Egbewande, A. A review on pipeline corrosion, in-line inspection (ILI), and corrosion growth rate models. Int. J. Press. Vessel. Pip. 2017, 149, 43–54. [Google Scholar] [CrossRef]
- Kim, Y.Y.; Kwon, Y.E. Review of magnetostrictive patch transducers and applications in ultrasonic nondestructive testing of waveguides. Ultrasonics 2015, 62, 3–19. [Google Scholar] [CrossRef]
- Heinlein, S.; Cawley, P.; Vogt, T.K. Reflection of torsional T(0,1) guided waves from defects in pipe bends. NDT E Int. 2018, 93, 57–63. [Google Scholar] [CrossRef]
- Wilcox, P.D.; Lowe, M.; Cawley, P. The effect of dispersion on long-range inspection using ultrasonic guided waves. NDT E Int. 2001, 34, 1–9. [Google Scholar] [CrossRef]
- Demma, A.; Cawley, P.; Lowe, M.; Roosenbrand, A.G. The reflection of the fundamental torsional mode from cracks and notches in pipes. J. Acoust. Soc. Am. 2003, 114, 611–625. [Google Scholar] [CrossRef] [PubMed]
- Álvarez-Arenas, T. Acoustic impedance matching of piezoelectric transducers to the air. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2004, 51, 624–633. [Google Scholar] [CrossRef]
- Ribichini, R.; Cegla, F.; Nagy, P.B.; Cawley, P. Study and Comparison of Different EMAT Configurations for SH Wave Inspection. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2011, 58, 2571–2581. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.W.; Kwon, Y.E.; Cho, S.H.; Kim, Y.Y. Shear-Horizontal Wave-Based Pipe Damage Inspection by Arrays of Segmented Magnetostrictive Patches. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2011, 58, 2689–2698. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Wu, Y.; Zhang, T. A Type of EMAT for Simultaneous Detection of Two Components of Rayleigh Wave. IEEE Sens. J. 2021, 21, 22562–22568. [Google Scholar] [CrossRef]
- Zhang, X.; Cheng, J.; Qiu, G.; Tu, J.; Song, X.; Cai, C. Shear horizontal circumferential wave EMAT design for pipeline inspection based on FEM. Int. J. Appl. Electromagn. Mech. 2020, 64, 913–919. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, M.; Jia, X.; Gao, R. Numerical Study and Optimal Design of the Butterfly Coil EMAT for Signal Amplitude Enhancement. Sensors 2022, 22, 4985. [Google Scholar] [CrossRef] [PubMed]
- Nurmalia; Nakamura, N.; Ogi, H.; Hirao, M. EMAT pipe inspection technique using higher mode torsional guided wave T(0,2). NDT E Int. 2017, 87, 78–84. [Google Scholar] [CrossRef]
- Liu, T.; Pei, C.; Cai, R.; Li, Y.; Chen, Z. A flexible and noncontact guided-wave transducer based on coils-only EMAT for pipe inspection. Sens. Actuators Phys. 2020, 314, 112213. [Google Scholar] [CrossRef]
- Hirao, M.; Ogi, H. An SH-wave EMAT technique for gas pipeline inspection. NDT E Int. 1999, 32, 127–132. [Google Scholar] [CrossRef]
- Fakih, M.A.; Chiachío, M.; Chiachío, J.; Mustapha, S. A Bayesian approach for damage assessment in welded structures using Lamb-wave surrogate models and minimal sensing. NDT E Int. 2022, 128, 102626. [Google Scholar] [CrossRef]
- Zhang, D.; Cui, C.; Zhang, X.; Jiang, Z.; Zhang, X.; Bao, Y. Monitoring fatigue cracks in rib-to-deck joints of orthotropic steel deck using ultrasonic Lamb waves. Thin-Walled Struct. 2023, 189, 110922. [Google Scholar] [CrossRef]
- Chimenti, D.E. Review of air-coupled ultrasonic materials characterization. Ultrasonics 2014, 54, 1804–1816. [Google Scholar] [CrossRef]
- Wang, G.; Cheng, Q.; Zhao, W.; Liao, Q.; Zhang, H. Review on the transport capacity management of oil and gas pipeline network: Challenges and opportunities of future pipeline transport. Energy Strategy Rev. 2022, 43, 100933. [Google Scholar] [CrossRef]
- Álvarez-Arenas, T. Simultaneous determination of the ultrasound velocity and the thickness of solid plates from the analysis of thickness resonances using air-coupled ultrasound. Ultrasonics 2010, 50, 104–109. [Google Scholar] [CrossRef]
- Zhang, X.; Kinnick, R.R.; Greenleaf, J.F. Air-coupled ultrasound stimulated optical vibrometry for resonance analysis of rubber tubes. Ultrasonics 2009, 49, 26–30. [Google Scholar] [CrossRef]
- Bente, K.; Rus, J.; Mooshofer, H.; Gaal, M.; Grosse, C.U. Broadband Air-Coupled Ultrasound Emitter and Receiver Enable Simultaneous Measurement of Thickness and Speed of Sound in Solids. Sensors 2023, 23, 1379. [Google Scholar] [CrossRef]
- Schindel, D.W.; Hutchins, D.A.; Grandia, W.A. Capacitive and piezoelectric air-coupled transducers for resonant ultrasonic inspection. Ultrasonics 1996, 34, 621–627. [Google Scholar] [CrossRef]
- Livings, R.; Dayal, V.; Barnard, D. Damage Detection in a Multi-Layered, Multi-Material Composite Using Air-Coupled Ultrasonic Resonance Imaging. J. Nondestruct. Eval. 2016, 35, 55. [Google Scholar] [CrossRef]
- Hutchins, D.; Wright, W.; Schindel, D. Ultrasonic measurements in polymeric materials using air-coupled capacitance transducers. J. Acoust. Soc. Am. 1994, 96, 1634–1642. [Google Scholar] [CrossRef]
- Kelly, S.P.; Farlow, R.; Hayward, G. Applications of through-air ultrasound for rapid NDE scanning in the aerospace industry. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1996, 43, 581–591. [Google Scholar] [CrossRef]
- Gan, T.; Hutchins, D.; Billson, D.; Schindel, D. The use of broadband acoustic transducers and pulse-compression techniques for air-coupled ultrasonic imaging. Ultrasonics 2001, 39, 181–194. [Google Scholar] [CrossRef] [PubMed]
- Hutchins, D.; Burrascano, P.; Davis, L.; Laureti, S.; Ricci, M. Coded waveforms for optimised air-coupled ultrasonic nondestructive evaluation. Ultrasonics 2014, 54, 1745–1759. [Google Scholar] [CrossRef]
- Garcia-Rodriguez, M.; Yañez, Y.; Garcia-Hernandez, M.J.; Salazar, J.; Turo, A.; Chavez, J.A. Application of Golay codes to improve the dynamic range in ultrasonic Lamb waves air-coupled systems. NDT E Int. 2010, 43, 677–686. [Google Scholar] [CrossRef]
- Tang, J.; Zhu, W.; Qiu, X.; Song, A.; Xiang, Y.; Xuan, F.-Z. Non-contact phase coded excitation of ultrasonic Lamb wave for blind hole inspection. Ultrasonics 2022, 119, 106606. [Google Scholar] [CrossRef]
- Li, H.; Zhou, Z. Application of P4 Polyphase codes pulse compression method to air-coupled ultrasonic testing systems. Ultrasonics 2017, 78, 57–69. [Google Scholar] [CrossRef]
- Yamaguchi, Y.; Sato, Y. Simultaneous nondestructive estimation of thickness and longitudinal wave velocity of adhesive layers in adhesive joints through air-coupled ultrasonic testing. NDT E Int. 2023, 138, 102905. [Google Scholar] [CrossRef]
- Luo, K.; Liu, Y.; Liang, W.; Chen, L.; Yang, Z. Rapid damage reconstruction imaging of composite plates using non-contact air-coupled Lamb waves. NDT E Int. 2024, 143, 103047. [Google Scholar] [CrossRef]
- Sparse ultrasonic guided wave imaging with compressive sensing and deep learning. Mech. Syst. Signal Process. 2022, 178, 109346. [CrossRef]
- Dipietrangelo, F.; Nicassio, F.; Scarselli, G. Structural Health Monitoring for impact localisation via machine learning. Mech. Syst. Signal Process. 2023, 183, 109621. [Google Scholar] [CrossRef]
- Layouni, M.; Hamdi, M.S.; Tahar, S. Detection and sizing of metal-loss defects in oil and gas pipelines using pattern-adapted wavelets and machine learning. Appl. Soft Comput. 2017, 52, 247–261. [Google Scholar] [CrossRef]
- Cruz, F.C.; Simas Filho, E.F.; Albuquerque, M.C.S.; Silva, I.C.; Farias, C.T.T.; Gouvêa, L.L. Efficient feature selection for neural network based detection of flaws in steel welded joints using ultrasound testing. Ultrasonics 2017, 73, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Rachman, A.; Zhang, T.; Ratnayake, R.M.C. Applications of machine learning in pipeline integrity management: A state-of-the-art review. Int. J. Press. Vessels Pip. 2021, 193, 104471. [Google Scholar] [CrossRef]
- Sun, H.; Ramuhalli, P.; Jacob, R.E. Machine learning for ultrasonic nondestructive examination of welding defects: A systematic review. Ultrasonics 2023, 127, 106854. [Google Scholar] [CrossRef] [PubMed]
- Latête, T.; Gauthier, B.; Belanger, P. Towards using convolutional neural network to locate, identify and size defects in phased array ultrasonic testing. Ultrasonics 2021, 115, 106436. [Google Scholar] [CrossRef] [PubMed]
- Akram, N.; Isa, D.; Rajkumar, R.; Lee, L. Active incremental Support Vector Machine for oil and gas pipeline defects prediction system using long range ultrasonic transducers. Ultrasonics 2014, 54, 1534–1544. [Google Scholar] [CrossRef] [PubMed]
- de Moura, E.P.; Siqueira, M.H.S.; da Silva, R.R.; Rebello, J.M.A.; Calôba, L.P. Welding defect pattern recognition in TOFD signals Part 1. Linear classifiers. Insight—Non-Destr. Test. Cond. Monit. 2005, 47, 777–782. [Google Scholar] [CrossRef]
- Rautela, M.; Senthilnath, J.; Moll, J.; Gopalakrishnan, S. Combined two-level damage identification strategy using ultrasonic guided waves and physical knowledge assisted machine learning. Ultrasonics 2021, 115, 106451. [Google Scholar] [CrossRef]
- Abdar, M.; Pourpanah, F.; Hussain, S.; Rezazadegan, D.; Liu, L.; Ghavamzadeh, M.; Fieguth, P.; Cao, X.; Khosravi, A.; Acharya, U.R.; et al. A review of uncertainty quantification in deep learning: Techniques, applications and challenges. Inf. Fusion 2021, 76, 243–297. [Google Scholar] [CrossRef]
- Medak, D.; Posilović, L.; Subašić, M.; Budimir, M.; Lončarić, S. Automated Defect Detection from Ultrasonic Images Using Deep Learning. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2021, 68, 3126–3134. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K.S.; Park, H.-J. Multi-Branch Deep Fusion Network-Based Automatic Detection of Weld Defects Using Non-Destructive Ultrasonic Test. IEEE Access 2023, 11, 114489–114496. [Google Scholar] [CrossRef]
- Cheng, X.; Ma, G.; Wu, Z.; Zu, H.; Hu, X. Automatic defect depth estimation for ultrasonic testing in carbon fiber reinforced composites using deep learning. NDT E Int. 2023, 135, 102804. [Google Scholar] [CrossRef]
- Huang, L.; Hong, X.; Yang, Z.; Liu, Y.; Zhang, B. CNN-LSTM network-based damage detection approach for copper pipeline using laser ultrasonic scanning. Ultrasonics 2022, 121, 106685. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Wang, L.; Ye, W.; Li, Y.; Yang, F. Ultrasonic lamination defects detection of carbon fiber composite plates based on multilevel LSTM. Compos. Struct. 2024, 327, 117714. [Google Scholar] [CrossRef]
- Shao, W.; Sun, H.; Wang, Y.; Qing, X. A multi-level damage classification technique of aircraft plate structures using Lamb wave-based deep transfer learning network. Smart Mater. Struct. 2022, 31, 075019. [Google Scholar] [CrossRef]
- Bettayeb, F.; Rachedi, T.; Benbartaoui, H. An improved automated ultrasonic NDE system by wavelet and neuron networks. Ultrasonics 2004, 42, 853–858. [Google Scholar] [CrossRef]
- Sambath, S.; Nagaraj, P.; Selvakumar, N. Automatic Defect Classification in Ultrasonic NDT Using Artificial Intelligence. J. Nondestruct. Eval. 2011, 30, 20–28. [Google Scholar] [CrossRef]
- Guo, Y.; Xiao, Z.; Geng, L.; Wu, J.; Zhang, F.; Liu, Y.; Wang, W. Fully Convolutional Neural Network with GRU for 3D Braided Composite Material Flaw Detection. IEEE Access 2019, 7, 151180–151188. [Google Scholar] [CrossRef]
- Guo, C.; Li, M.; Xu, J.; Bai, L. Ultrasonic characterization of small defects based on Res-ViT and unsupervised domain adaptation. Ultrasonics 2024, 137, 107194. [Google Scholar] [CrossRef] [PubMed]
- Miorelli, R.; Fisher, C.; Kulakovskyi, A.; Chapuis, B.; Mesnil, O.; D’Almeida, O. Defect sizing in guided wave imaging structural health monitoring using convolutional neural networks. NDT E Int. 2021, 122, 102480. [Google Scholar] [CrossRef]
- Bai, L.; Le Bourdais, F.; Miorelli, R.; Calmon, P.; Velichko, A.; Drinkwater, B.W. Ultrasonic Defect Characterization Using the Scattering Matrix: A Performance Comparison Study of Bayesian Inversion and Machine Learning Schemas. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2021, 68, 3143–3155. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, Y.; Wang, S.; Xu, W.; Xiao, M.; He, Y.; Mo, F. A global interactive attention-based lightweight denoising network for locating internal defects of CFRP laminates. Eng. Appl. Artif. Intell. 2022, 116, 105436. [Google Scholar] [CrossRef]
- Kesharaju, M.; Nagarajah, R. Feature selection for neural network based defect classification of ceramic components using high frequency ultrasound. Ultrasonics 2015, 62, 271–277. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Tan, X.; Bao, Y. Machine learning-assisted intelligent interpretation of distributed fiber optic sensor data for automated monitoring of pipeline corrosion. Measurement 2024, 226, 114190. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Country | Institutions | Burst | Centrality |
|---|---|---|---|
| China | 61 | 3.26 | 0.36 |
| England | 48 | 0 | 0.73 |
| Germany | 33 | 2.1 | 0.27 |
| USA | 32 | 1.78 | 0.9 |
| Italy | 27 | 0 | 0.63 |
| Republic of Korea | 23 | 0 | 0.34 |
| Japan | 17 | 2.08 | 0.16 |
| Brazil | 14 | 0 | 0.12 |
| India | 13 | 1.87 | 0.19 |
| France | 12 | 2.44 | 0.22 |
| Standard | Institutions | Burst | Centrality |
|---|---|---|---|
 | China | China | USA |
| England | France | England | |
| Germany | Germany | Italy | |
| USA | Japan | China | |
| Italy | India | Republic of Korea | |
| Republic of Korea | USA | Germany | |
| Japan | England | France | |
| Brazil | Italy | India | |
| India | Republic of Korea | Japan | |
| France | Brazil | Brazil |
| Institutions | Total Link Strength | Documents | Citations | Country |
|---|---|---|---|---|
| University of Warwick | 12 | 7 | 334 | UK |
| Federal Institute for Materials Research and Testing | 14 | 4 | 207 | Germany |
| Seoul National University | 4 | 3 | 185 | Republic of Korea |
| Newcastle University | 16 | 6 | 138 | UK |
| University of Palermo | 34 | 6 | 127 | Italy |
| Kaunas University of Technology | 6 | 9 | 119 | Lithuania |
| Brunel University London | 30 | 8 | 118 | UK |
| University of Electronic Science and Technology of China | 9 | 6 | 108 | China |
| Cranfield University | 5 | 3 | 92 | UK |
| City University of Hong Kong | 16 | 6 | 90 | China |
| Journals | Total Link Strength | Documents | Citations |
|---|---|---|---|
| NDT & E International | 220 | 49 | 2055 |
| Sensors | 199 | 64 | 618 |
| Ultrasonics | 123 | 75 | 715 |
| Insight | 106 | 56 | 709 |
| Measurement | 94 | 37 | 680 |
| Structural Health Monitoring | 82 | 32 | 440 |
| Applied Sciences-Basel | 74 | 26 | 478 |
| Journal of Nondestructive Evaluation | 74 | 22 | 347 |
| Optik | 72 | 21 | 301 |
| Applied Physics A-Materials Science & Processing | 58 | 16 | 365 |
| Type | Kind | Cause | Location | |
|---|---|---|---|---|
| Planar defect | Crack | Fatigue Crack | Fatigue cracks are cracks formed in pipes under the action of alternating or cyclical loads, such as tension, compression, or bending. | Weld & Body |
| Stress Corrosion Cracking (SCC) | Stress corrosion cracks are formed in pipelines under the simultaneous influence of stress and environmental corrosion. | |||
| Hydrogen-Induced Cracking (HIC) | Metals absorb hydrogen atoms. When subjected to stress, hydrogen causes a change in the material’s atomic structure, making it more susceptible to fracture. | |||
| Infusion | During welding, incomplete fusion occurs when the welding material fails to fully melt and fuse with the base material. This can result in the presence of cracks or unjoined areas in the weld, thereby reducing the strength and reliability of the weld. | Weld | ||
| Underpenetration | Incomplete penetration occurs when welding material fails to fully penetrate through to the base material during welding. This results in the presence of gaps in the weld, which may create weak points, especially under pressure loads. | Weld | ||
| Undercut | The arc melts the edge of the base material at the weld seam, leaving a groove. Undercut weakens the load-bearing cross-section of the joint, making it susceptible to stress concentration. | Weld | ||
| Volumetric defect | Porosity | During the welding process, gas does not escape in time and forms voids inside or on the surface of the weld metal. | Weld & Body | |
| Inclusion | Inclusions or foreign substances present in the interior of the weld metal or fusion line. | Weld & Body | ||
| Corrosion | Pipeline damage caused by chemical environmental corrosion or stray currents affecting the material. | Weld & Body | ||
| Dent | Body | |||
| Type | Kind | MFL | UTWM a | UTCD a | EMAT | Geometric Inspection | EC | |
|---|---|---|---|---|---|---|---|---|
| Planar defect | Crack | Fatigue Crack | × | × | √+ | √+ | × | √− |
| Stress Corrosion Cracking (SCC) | × | × | √+ | √+ | × | √− | ||
| Hydrogen-Induced Cracking (HIC) | × | × | √+ | × | × | √− | ||
| Infusion | Straight Weld | × | × | √+ | √+ | × | √ | |
| Spiral Weld | √+ | × | × | × | × | √ | ||
| Girth Weld | √+ | × | √+ | × | × | × | ||
| Underpenetration | √ | √ | √ | √ | × | √ | ||
| Undercut | × | √ | √ | × | √ | |||
| Volumetric defect | Porosity | √ | × | √+ | × | × | × | |
| Inclusion | √− | √+ | √− | √− | × | × | ||
| Corrosion | Internal | √+ | √+ | × | × | √− | √− | |
| External | √+ | √+ | × | × | × | × | ||
| Geometry | Dent | √ | √ | × | × | √+ | × | |
| Distortion | √ | √ | × | × | √+ | × | ||
| Penetration Testing | Magnetic Particle Testing | Eddy Current Testing | |
|---|---|---|---|
| Principle | Capillary phenomenon | Magnetic force | Electromagnetic induction |
| Range | Any non-porous material | Ferromagnetic materials | Conductive materials |
| Position | surface opening defects | surface or near-surface defects | Surface |
| Sensitivity | High | High | Low |
| Speed | Slow | Fast | Fast, can be automated |
| Effect of Defect Orientation on Detection Probability | Unaffected by defect orientation | Affected by defect orientation, easily detects defects perpendicular to the direction of magnetic lines | Affected by defect orientation, easily detects defects perpendicular to the direction of eddy currents |
| Effect of Surface Roughness on Detection Probability | Rougher the surface, lower the probability of detection | Affected, but less than penetration testing | Greatly affected |
| Method | Coating Delamination | Size | Location | Severity | External Interference | Cathodic Protection Evaluation | Operator | Pipeline Inspection | Current Source |
|---|---|---|---|---|---|---|---|---|---|
| Pipeline-to-Soil Potential Survey (P/S) | ✕ | ✕ | ✕ | ✕ | ✓ | ✓ | ✓ | ✓ | GP/G |
| Close-Interval Potential Survey (CIPS) | ✕ | ✕ | ✕ | ✓ | ✓ | ✓ | ✓ | ✓ | GP/G |
| Direct Current Voltage Gradient (DCVG) | ✕ | ✓ | ✓ | ✓ | ✕ | ✕ | ✓ | ✓ | D |
| Pearson | ✕ | ✓ | ✓ | ✕ | ✓ | ✓ | ✓ | ✓ | A |
| Pipe Current Attenuation Method | ✕ | ✕ | ✓ | ✕ | ✓ | ✓ | ✓ | ✓ | A |
| Frequency Domain Reflectometry (FDR) | ✕ | ✕ | ✕ | ✕ | ✓ | ✓ | ✓ | ✓ | A |
| Technology Type | Principle of Detection | Advantages | Limitations |
|---|---|---|---|
| Laser Ultrasonic-Guided Wave Testing | Utilizes laser pulses to induce stress pulses in the test piece through thermoelastic or ablation effects, generating ultrasonic wave signals. | Non-contact detection suitable for high-temperature, high-pressure, toxic environments; high sensitivity allows for inspection on complex structures. | Efficiency of laser conversion to ultrasonic signals may be low; Sigh-power lasers may damage the surface of the specimen; sensitivity of detection may be suboptimal. |
| Electromagnetic Ultrasonic-Guided Wave Testing | Employs a probe to emit ultrasonic-guided waves, using the time difference of reflections from the inner and outer walls of the pipeline to determine wall thickness and corrosion. | Capable of long-distance detection, convenient operation, and minimally affected by external factors, such as temperature, pressure, and internal flow media. | Direct measurement of wall thickness is not possible; sensitive to defects in wall depth and circumferential width, only axial length of defects can be measured within a certain range. |
| Air Coupled Ultrasonic-Guided Wave Testing | Uses air as the coupling medium, transmitting and receiving ultrasonic waves through air-coupled transducers to detect material defects. | Non-contact detection without the need for a coupling agent, suitable for high-temperature or inaccessible environments; capable of inspecting very thin workpieces. | Due to the attenuation of ultrasound by air and impedance differences at the air–solid interface, there is significant reflection and low conversion efficiency of ultrasonic waves, resulting in a potentially low SNR. |
| Corporation | Product | Crack (Length × Depth) | Operation Speed | Wall Thickness (mm) | Depth Sizing | Length Sizing | Medium Type | Orientation to Pipe Axis | Min. Bend Radius |
|---|---|---|---|---|---|---|---|---|---|
| P II | UltraScan CD EDGE | 15 × 1 | ≤2.5 m/s | 5~10 | ±0.7 | ±7.5 | liquid | 0° | 1.5 D |
| UltraScan CDP/DUO | 25 × 1 | ≤5 m/s | 5~13 | ±0.7 | ±7.5 | liquid | 0° | 1.5 D | |
| EmatScan CD | 50 × 2 | ≤2.5 m/s | 7~13 | ±1.1 | ±10 | G/L | 0° | 1.5 D | |
| ROSEN | ROCDeMAT-c | 40 × 2 | ≤2.5 m/s | 0~20 mm | ±0.15 t | ±20 | G/L | ±18° | 1.5 D |
| TDW | SpirALL | 30 × 2 | ≤2.5 m/s | 0~13 mm | ±1 | ±10 | G/L | ±10° | 1.5 D |
| CNPC | / | 50 × 2 | ≤2.5 m/s | 7~13 | ±1.1 | ±10 | liquid | 0° | 1.5 D |
| NDT Global | PROTON | 20 × 1 | ≤1.4 m/s | 7~13 | ±1 | ±10 | liquid | ±10° | 3 D |
| EVO Eclipse UCx | 20 × 1 | ≤4 m/s | 0~13 mm | ±1 | ±10 | liquid | ±10° | 1.5 D |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Chen, P.; Li, R.; Fu, K.; Wang, Y.; Duan, J.; Li, Z. Systematic Evaluation of Ultrasonic In-Line Inspection Techniques for Oil and Gas Pipeline Defects Based on Bibliometric Analysis. Sensors 2024, 24, 2699. https://doi.org/10.3390/s24092699
Huang J, Chen P, Li R, Fu K, Wang Y, Duan J, Li Z. Systematic Evaluation of Ultrasonic In-Line Inspection Techniques for Oil and Gas Pipeline Defects Based on Bibliometric Analysis. Sensors. 2024; 24(9):2699. https://doi.org/10.3390/s24092699
Chicago/Turabian StyleHuang, Jie, Pengchao Chen, Rui Li, Kuan Fu, Yanan Wang, Jinyao Duan, and Zhenlin Li. 2024. "Systematic Evaluation of Ultrasonic In-Line Inspection Techniques for Oil and Gas Pipeline Defects Based on Bibliometric Analysis" Sensors 24, no. 9: 2699. https://doi.org/10.3390/s24092699