Enrichment of Hydrogen from a Hydrogen/Propylene Gas Mixture Using ZIF-8/Water-Glycol Slurry

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
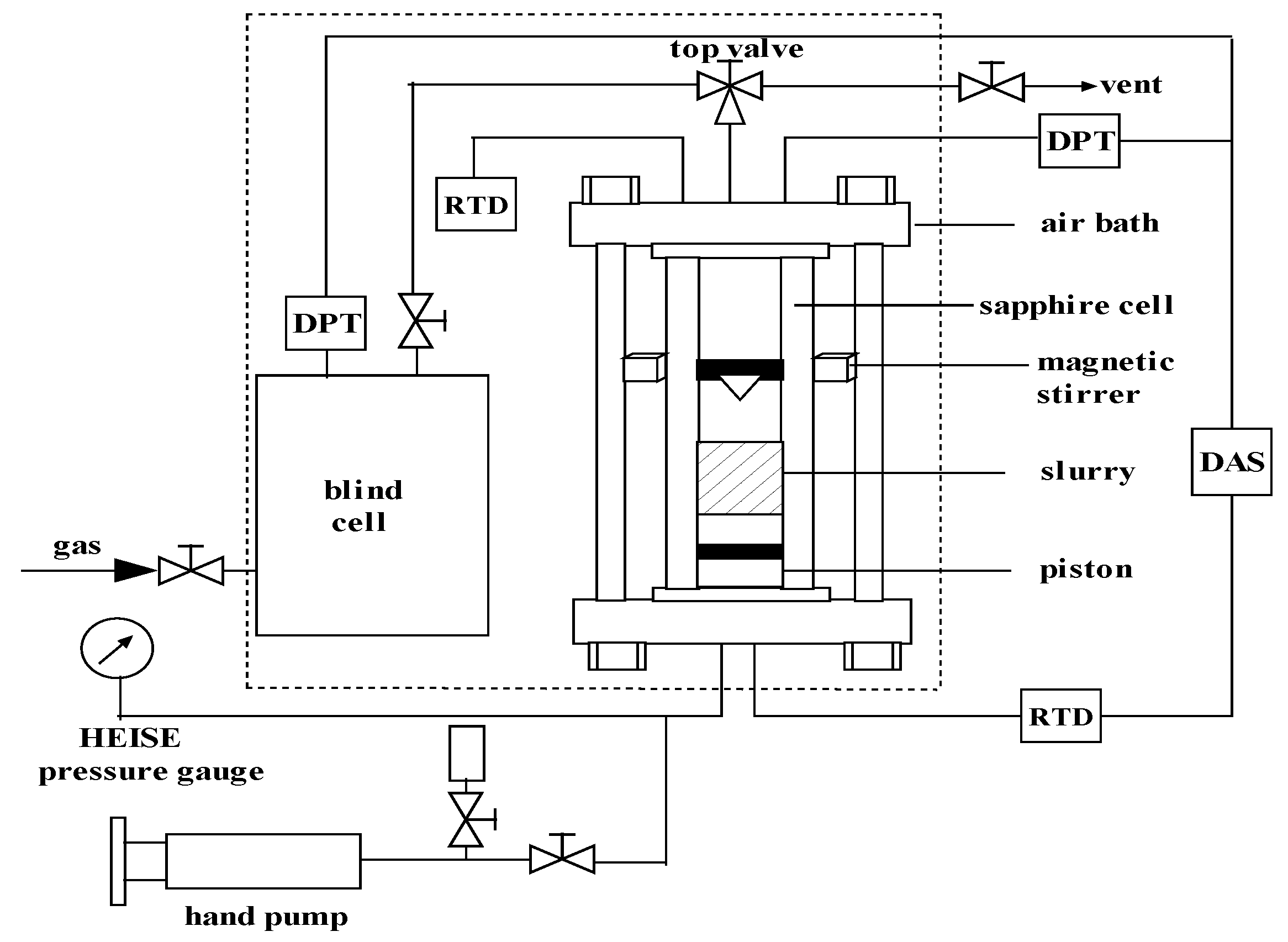
2.2. Experimental Apparatus
2.3. Experimental Procedures
2.4. Data Processing
3. Results and Discussion
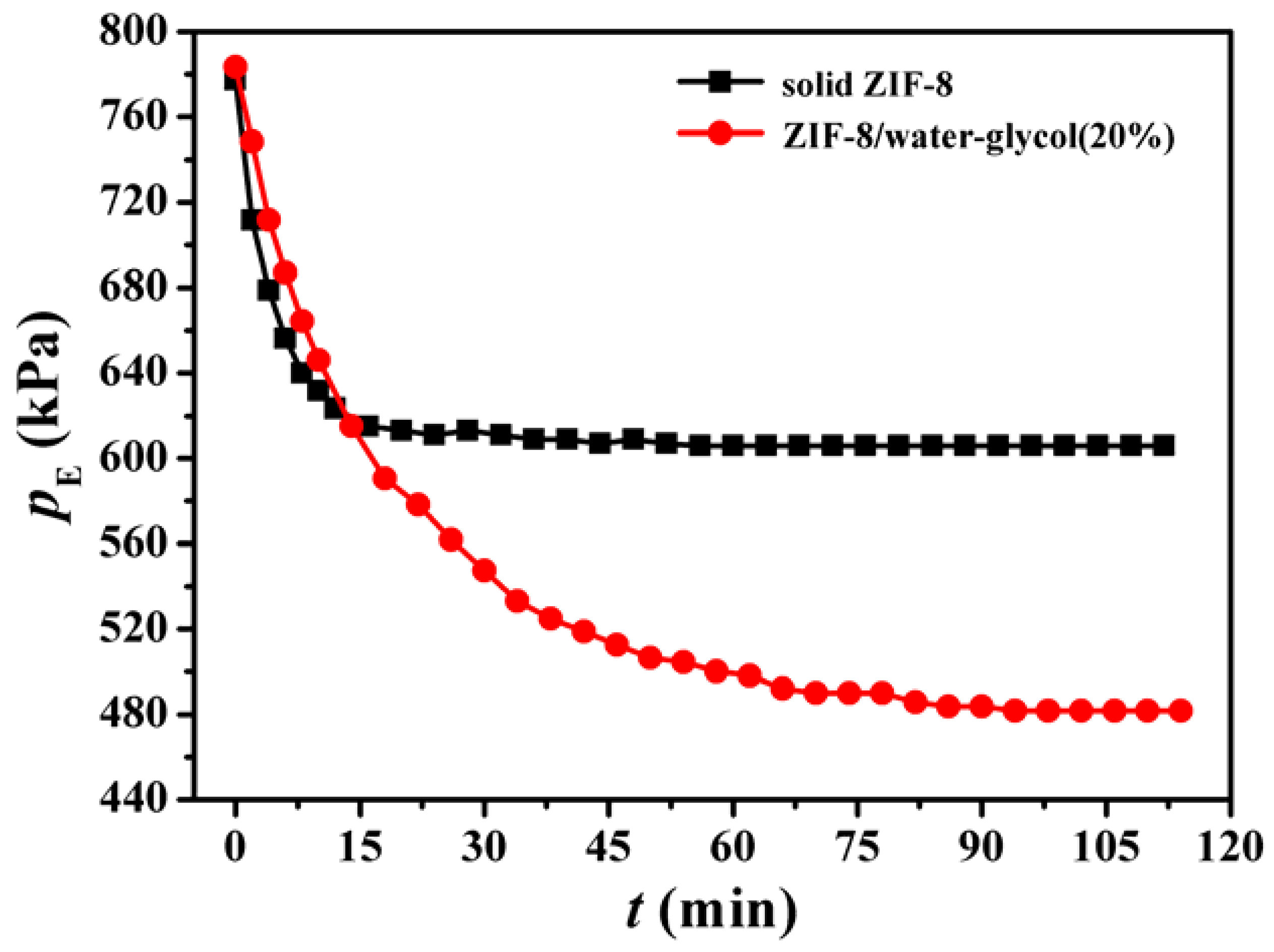
3.1. Adsorption of Gases with Different ZIF-8 Conditions
3.2. Separation of C3H6/H2 in Different ZIF-8/Liquid Slurries
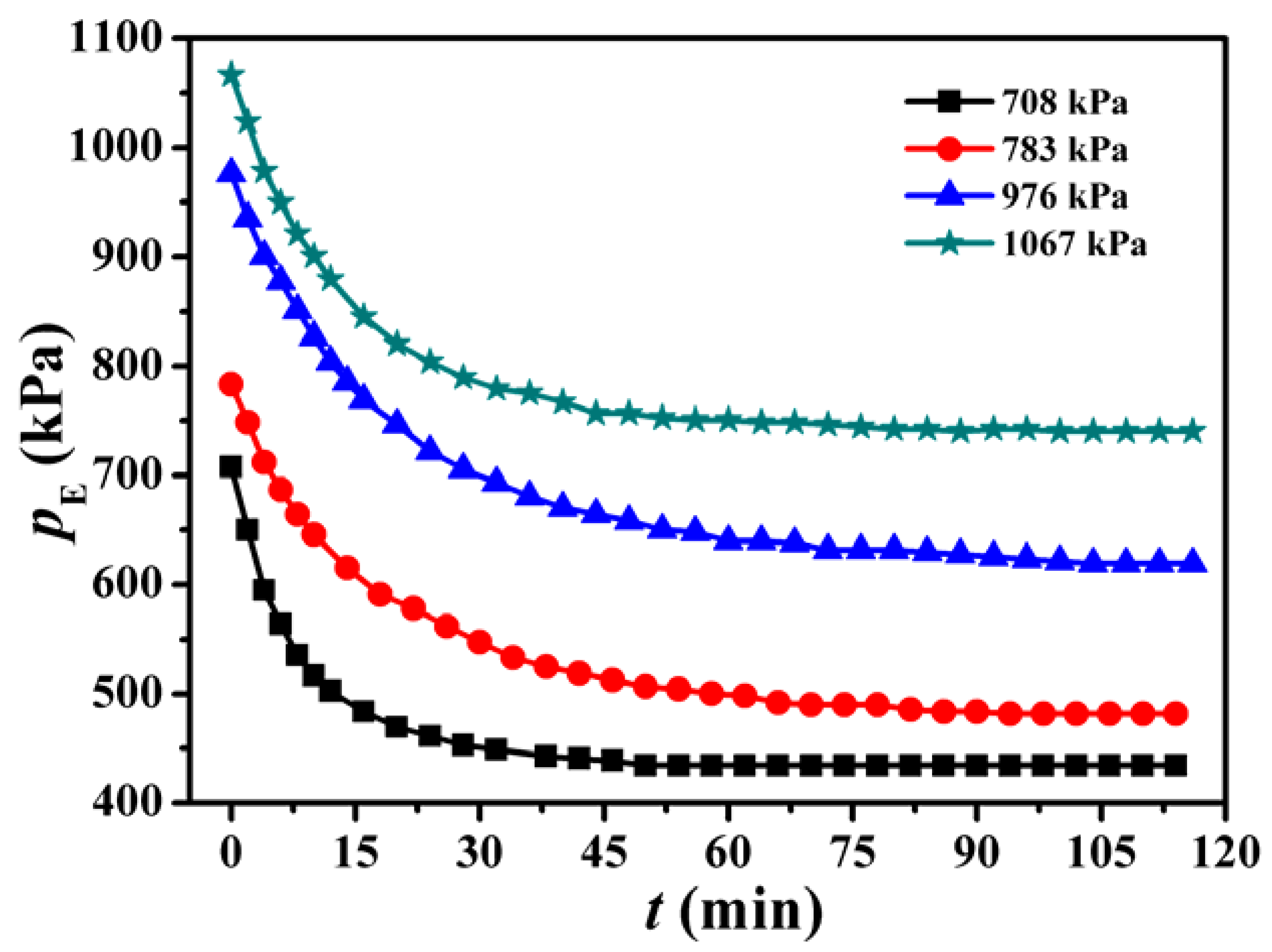
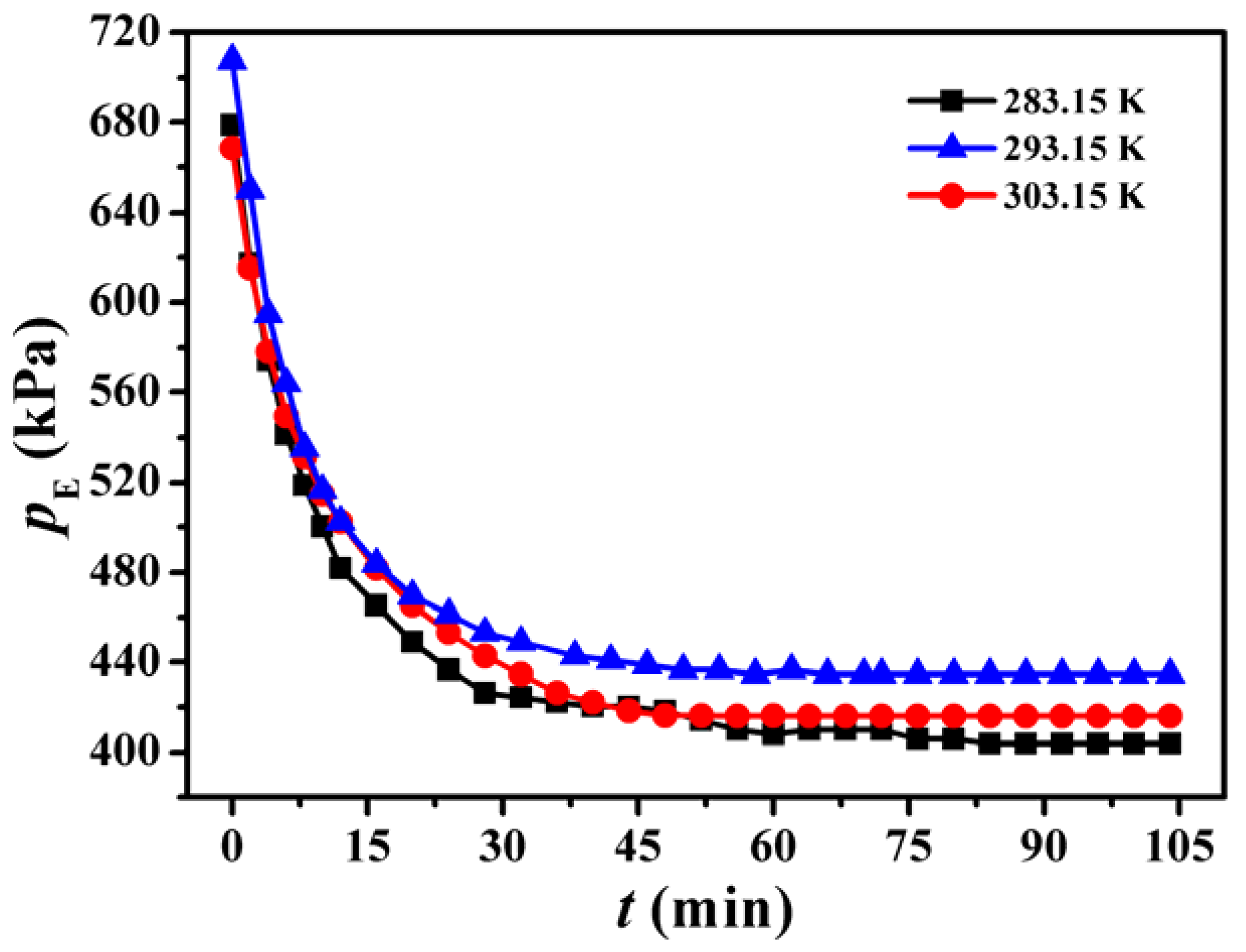
3.3. Effect of Variable Experimental Parameters on the Separation of C3H6/H2 Using Different ZIF-8/Liquid Media
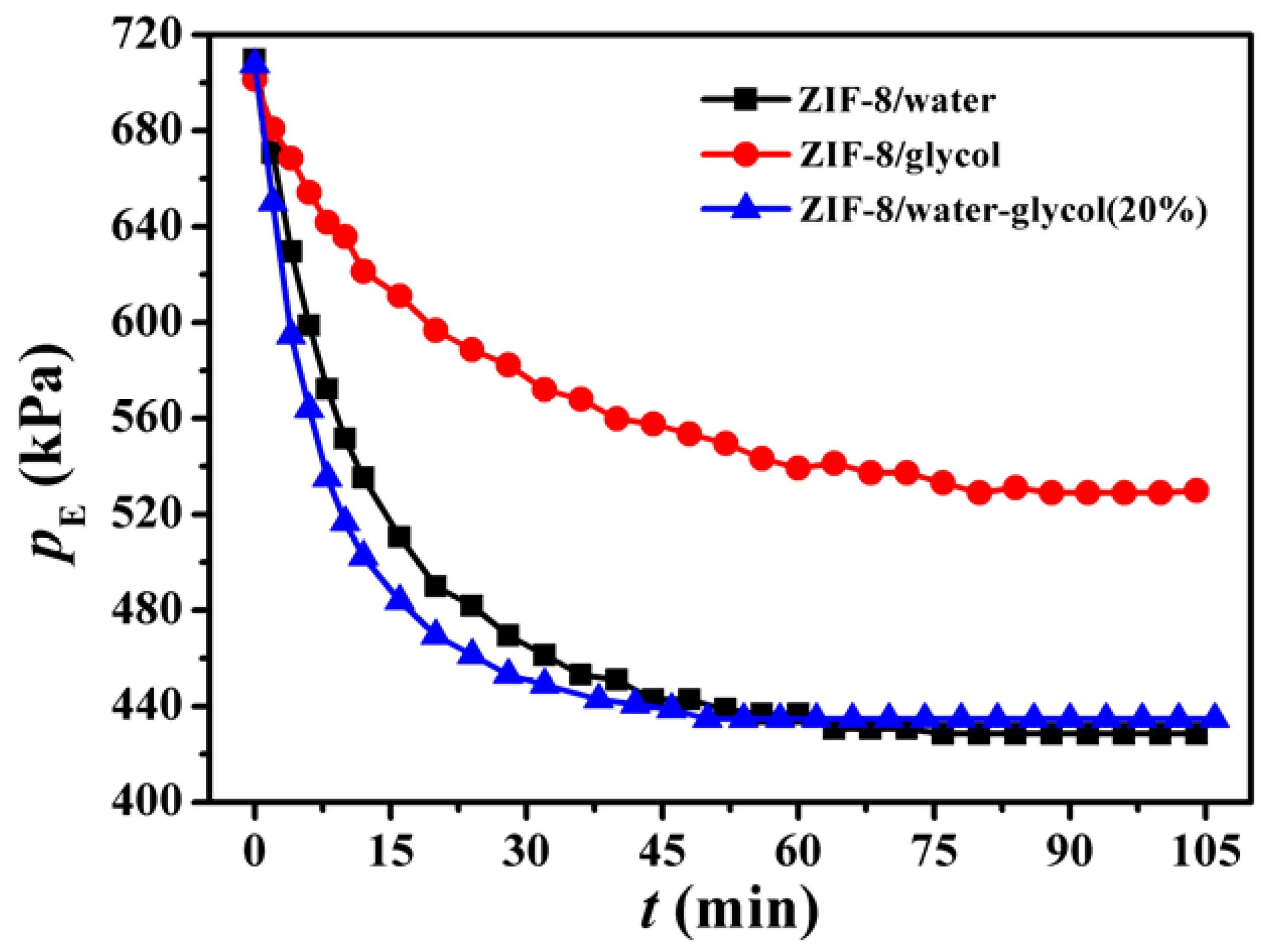
3.4. Kinetic Study of the H2/C3H6 Separation Process
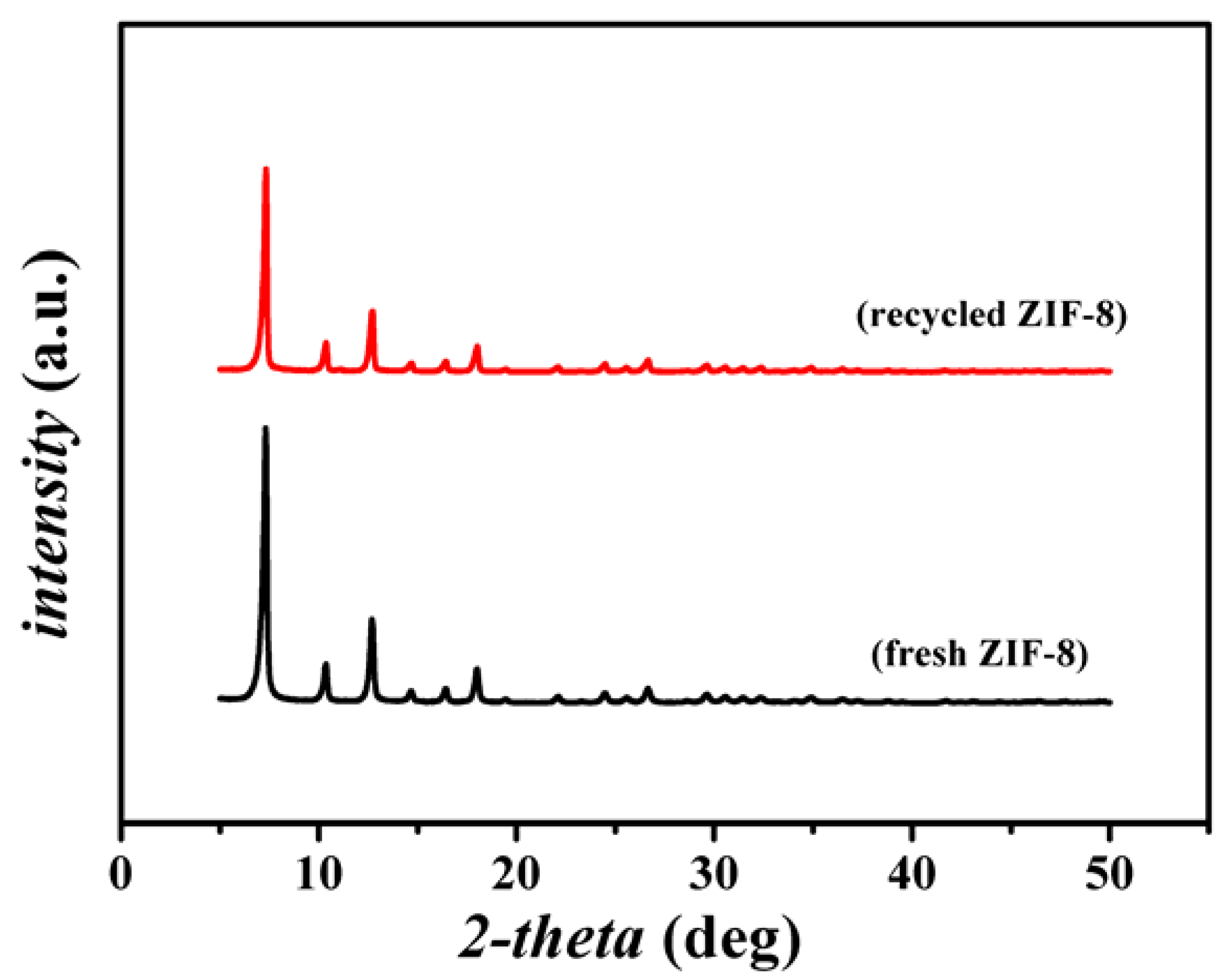
3.5. Recovery and Reusability of the ZIF-8 Slurry
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Adhikari, S.; Fernando, S.D.; To, S.D.F.; Bricka, R.M.; Steele, P.H.; Haryanto, A. Conversion of Glycerol to Hydrogen via a Steam Reforming Process over Nickel Catalysts. Energy Fuels 2008, 22, 1220–1226. [Google Scholar] [CrossRef]
- Bohme, U.; Barth, B.; Paula, C.; Kuhnt, A.; Schwieger, W.; Mundstock, A.; Caro, J.; Hartmann, M. Ethene/ethane and propene/propane separation via the olefin and paraffin selective metal-organic framework adsorbents CPO-27 and ZIF-8. Langmuir 2013, 29, 8592–8600. [Google Scholar] [CrossRef] [PubMed]
- Faria, W.; Dieguez, L.; Schmal, M. Autothermal reforming of propane for hydrogen production over Pd/CeO2/Al2O3 catalysts. Appl. Catal. B Environ. 2008, 85, 77–85. [Google Scholar] [CrossRef]
- Thomas, J.M.; Raja, R.; Johnson, B.F.; Hermans, S.; Jones, M.D.; Khimyak, T. Bimetallic catalysts and their relevance to the hydrogen economy. Ind. Eng. Chem. Res. 2003, 42, 1563–1570. [Google Scholar] [CrossRef]
- Kolb, G.; Zapf, R.; Hessel, V.; Löwe, H. Propane steam reforming in micro-channels—Results from catalyst screening and optimisation. Appl. Catal. A Gen. 2004, 277, 155–166. [Google Scholar] [CrossRef]
- Mundstock, A.; Wang, N.; Friebe, S.; Caro, J. Propane/propene permeation through Na-X membranes: The interplay of separation performance and pre-synthetic support functionalization. Microporous Mesoporous Mater. 2015, 215, 20–28. [Google Scholar] [CrossRef]
- Zhang, B.; Tang, X.; Li, Y.; Xu, Y.; Shen, W. Hydrogen production from steam reforming of ethanol and glycerol over ceria-supported metal catalysts. Int. J. Hydrog. Energy 2007, 32, 2367–2373. [Google Scholar] [CrossRef]
- Suarez, P.A.Z.; Dullius, J.E.L.; Einloft, S.; Souza, R.F.D.; Dupont, J. The use of new ionic liquids in two-phase catalytic hydrogenation reaction by rhodium complexes. Polyhedron 1996, 15, 1217–1219. [Google Scholar] [CrossRef]
- Ramachandran, R.; Menon, R.K. An overview of industrial uses of hydrogen. Int. J. Hydrog. Energy 1998, 23, 593–598. [Google Scholar] [CrossRef]
- Wang, X.; Li, M.; Li, S.; Wang, H.; Wang, S.; Ma, X. Hydrogen production by glycerol steam reforming with/without calcium oxide sorbent: A comparative study of thermodynamic and experimental work. Fuel Process. Technol. 2010, 91, 1812–1818. [Google Scholar] [CrossRef]
- Jepsen, J.; Milanese, C.; Puszkiel, J.; Girella, A.; Schiavo, B.; Lozano, G.; Capurso, G.; von Colbe, J.B.; Marini, A.; Kabelac, S.; et al. Fundamental Material Properties of the 2LiBH4-MgH2 Reactive Hydride Composite for Hydrogen Storage: (II) Kinetic Properties. Energies 2018, 11, 1170. [Google Scholar] [CrossRef]
- Resini, C.; Herrera Delgado, M.C.; Arrighi, L.; Alemany, L.J.; Marazza, R.; Busca, G. Propene versus propane steam reforming for hydrogen production over Pd-based and Ni-based catalysts. Catal. Commun. 2005, 6, 441–445. [Google Scholar] [CrossRef]
- Resini, C.; Arrighi, L.; Concepcionherreradelgado, M.; Angeleslarrubiavargas, M.; Alemany, L.; Riani, P.; Berardinelli, S.; Marazza, R.; Busca, G. Production of hydrogen by steam reforming of C3 organics over Pd–Cu/γγ-Al2O3 catalyst. Int. J. Hydrog. Energy 2006, 31, 13–19. [Google Scholar] [CrossRef]
- Collins, J.P.; Schwartz, R.W.; Sehgal, R.; Ward, T.L.; Brinker, C.J.; Hagen, G.P.; Udovich, C.A. Catalytic Dehydrogenation of Propane in Hydrogen Permselective Membrane Reactors. Ind. Eng. Chem. Res. 1996, 35, 4398–4405. [Google Scholar] [CrossRef]
- Shigaki, N.; Mogi, Y.; Haraoka, T.; Sumi, I. Reduction of Electric Power Consumption in CO2-PSA with Zeolite 13X Adsorbent. Energies 2018, 11, 900. [Google Scholar] [CrossRef]
- Ockwig, N.W.; Nenoff, T.M. Membranes for Hydrogen Separation. Chem. Rev. 2007, 107, 4078–4110. [Google Scholar] [CrossRef] [PubMed]
- Feng, W.; Wang, Q.; Zhu, X.; Kong, Q.; Wu, J.; Tu, P. Influence of Hydrogen Sulfide and Redox Reactions on the Surface Properties and Hydrogen Permeability of Pd Membranes. Energies 2018, 11, 1127. [Google Scholar] [CrossRef]
- Dubois, L.; Thomas, D. CO2 Absorption into Aqueous Solutions of Monoethanolamine, Methyldiethanolamine, Piperazine and their Blends. Chem. Eng. Technol. 2009, 32, 710–718. [Google Scholar] [CrossRef]
- Zhang, X.-X.; Xiao, P.; Zhan, C.-H.; Liu, B.; Zhong, R.-Q.; Yang, L.-Y.; Sun, C.-Y.; Liu, H.; Pan, Y.; Chen, G.-J.; et al. Separation of Methane/Ethylene Gas Mixtures Using Wet ZIF-8. Ind. Eng. Chem. Res. 2015, 54, 7890–7898. [Google Scholar] [CrossRef]
- Baker, R.W. Future directions of membrane gas separation technology. Ind. Eng. Chem. Res. 2002, 41, 139–1411. [Google Scholar] [CrossRef]
- O’Reilly, N.; Giri, N.; James, S.L. Porous liquids. Chemistry 2007, 13, 3020–3025. [Google Scholar] [CrossRef] [PubMed]
- Giri, N.; Del Popolo, M.G.; Melaugh, G.; Greenaway, R.L.; Ratzke, K.; Koschine, T.; Pison, L.; Gomes, M.F.; Cooper, A.I.; James, S.L. Liquids with permanent porosity. Nature 2015, 527, 216–220. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Chai, S.H.; Qiao, Z.A.; Mahurin, S.M.; Chen, J.; Fang, Y.; Wan, S.; Nelson, K.; Zhang, P.; Dai, S. Porous liquids: A promising class of media for gas separation. Angew. Chem. Int. Ed. Engl. 2015, 54, 932–936. [Google Scholar] [CrossRef] [PubMed]
- Lei, Z.; Dai, C.; Song, W. Adsorptive absorption: A preliminary experimental and modeling study on CO2 solubility. Chem. Eng. Sci. 2015, 127, 260–268. [Google Scholar] [CrossRef]
- Liu, H.; Liu, B.; Lin, L.C.; Chen, G.; Wu, Y.; Wang, J.; Gao, X.; Lv, Y.; Pan, Y.; Zhang, X.; et al. A hybrid absorption-adsorption method to efficiently capture carbon. Nat. Commun. 2014, 5, 5147. [Google Scholar] [CrossRef] [PubMed]
- Shan, W.; Fulvio, P.F.; Kong, L.; Schott, J.A.; Do-Thanh, C.L.; Tian, T.; Hu, X.; Mahurin, S.M.; Xing, H.; Dai, S. New Class of Type III Porous Liquids: A Promising Platform for Rational Adjustment of Gas Sorption Behavior. ACS Appl. Mater. Interfaces 2018, 10, 32–36. [Google Scholar] [CrossRef] [PubMed]
- Pan, Y.; Li, H.; Zhang, X.-X.; Zhang, Z.; Tong, X.-S.; Jia, C.-Z.; Liu, B.; Sun, C.-Y.; Yang, L.-Y.; Chen, G.-J. Large-scale synthesis of ZIF-67 and highly efficient carbon capture using a ZIF-67/glycol-2-methylimidazole slurry. Chem. Eng. Sci. 2015, 137, 504–514. [Google Scholar] [CrossRef]
- Liu, H.; Pan, Y.; Liu, B.; Sun, C.; Guo, P.; Gao, X.; Yang, L.; Ma, Q.; Chen, G. Tunable integration of absorption-membrane-adsorption for efficiently separating low boiling gas mixtures near normal temperature. Sci. Rep. 2016, 6, 21114. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Banerjee, R.; Phan, A.; Wang, B.; Knobler, C.; Furukawa, H.; O’Keeffe, M.; Yaghi, O.M. High-throughput synthesis of zeolitic imidazolate frameworks and application to CO2 capture. Science 2008, 319, 939–943. [Google Scholar] [CrossRef] [PubMed]
- Navarro, M.; Seoane, B.; Mateo, E.; Lahoz, R.; de la Fuente, G.F.; Coronas, J. ZIF-8 micromembranes for gas separation prepared on laser-perforated brass supports. J. Mater. Chem. A 2014, 2, 11177–11184. [Google Scholar] [CrossRef] [Green Version]
- Park, K.S.; Ni, Z.; Cote, A.P.; Choi, J.Y.; Huang, R.; Uribe-Romo, F.J.; Chae, H.K.; O’Keeffe, M.; Yaghi, O.M. Exceptional chemical and thermal stability of zeolitic imidazolate frameworks. Proc. Natl. Acad. Sci. USA 2006, 103, 10186–10191. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Férey, G. Hybrid porous solids: Past, present, future. Chem. Soc. Rev. 2008, 37, 191–214. [Google Scholar] [CrossRef] [PubMed]
- Li, J.R.; Sculley, J.; Zhou, H.C. Metal-organic frameworks for separations. Chem. Rev. 2012, 112, 869–932. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Xu, G.; Liu, B.; Lv, X.; Chen, G.; Sun, C.; Xiao, P.; Sun, Y. Molecular Simulation Studies of Flue Gas Purification by Bio-MOF. Energies 2015, 8, 11531–11545. [Google Scholar] [CrossRef] [Green Version]
- Rodenas, T.; Luz, I.; Prieto, G.; Seoane, B.; Miro, H.; Corma, A.; Kapteijn, F.; Xamena, F.X.L.I.; Gascon, J. Metal-organic framework nanosheets in polymer composite materials for gas separation. Nat. Mater. 2015, 14, 48–55. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Yang, Y.; Shen, W.; Kong, X.; Li, P.; Yu, J.; Rodrigues, A.E. Experimental evaluation of adsorption technology for CO2 capture from flue gas in an existing coal-fired power plant. Chem. Eng. Sci. 2013, 101, 615–619. [Google Scholar] [CrossRef]
- Liu, H.; Wang, J.; Chen, G.; Liu, B.; Dandekar, A.; Wang, B.; Zhang, X.; Sun, C.; Ma, Q. High-efficiency separation of a CO2/H2 mixture via hydrate formation in W/O emulsions in the presence of cyclopentane and TBAB. Int. J. Hydrog. Energy 2014, 39, 7910–7918. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | p0/kPa | pE/kPa | pE-C3H6/kPa | y1/mol % | x1/mol % | S |
|---|---|---|---|---|---|---|
| S1 | 331.3 | 247.9 | 7.4 | 3 | 65.1 | 60.3 |
| S2 | 335.3 | 197.1 | 5.7 | 2.9 | 75.9 | 105.4 |
| S3 | 345.5 | 227.6 | 56.2 | 24.7 | 56.3 | 3.9 |
| S4 | 333.3 | 191.0 | 6.1 | 3.2 | 73 | 81.8 |
| mF/wt % | p0/kPa | pE/kPa | pE-C3H6/kPa | y1/mol % | x1/mol % | S | η/mPa·s |
|---|---|---|---|---|---|---|---|
| 5.2 | 664.8 | 540.8 | 140.6 | 26.0 | 86.0 | 17.5 | 2.78 |
| 10.1 | 693.2 | 480.1 | 55.2 | 11.5 | 82.1 | 35.3 | 4.02 |
| 15.3 | 697.3 | 435.3 | 25.7 | 5.9 | 82.7 | 76.2 | 11.17 |
| 20.2 | 689.2 | 410.6 | 16.0 | 3.9 | 83.9 | 128.4 | 19.03 |
| 25.6 | 685.1 | 404.5 | 9.7 | 2.4 | 76.7 | 133.9 | 33.05 |
| p0/kPa | pE/kPa | pE-C3H6/kPa | y1/mol % | x1/mol % | S |
|---|---|---|---|---|---|
| 333.3 | 193.0 | 6.2 | 3.2 | 65.6 | 57.7 |
| 689.2 | 410.6 | 16.0 | 3.9 | 83.9 | 128.4 |
| 1034.8 | 651.6 | 30.6 | 4.7 | 80.9 | 85.9 |
| T | pE/kPa | pE-C3H6/kPa | y1/mol % | x1/mol % | S |
|---|---|---|---|---|---|
| 313.2 | 433.0 | 30.3 | 7.0 | 82.9 | 64.4 |
| 303.2 | 426.9 | 19.2 | 4.5 | 76.9 | 70.6 |
| 293.2 | 416.9 | 14.6 | 3.5 | 83.3 | 137.5 |
| 274.2 | 390.3 | 9.4 | 2.4 | 78.0 | 144.2 |
| Repetition Times | p0/kPa | pE/kPa | pE-C3H6/kPa | y1/mol % | x1/mol % | S |
|---|---|---|---|---|---|---|
| 0 | 689.2 | 416.7 | 14.6 | 3.5 | 83.3 | 137.5 |
| 1 | 685.1 | 410.6 | 15.6 | 3.8 | 84.0 | 132.9 |
| 2 | 687.3 | 411.7 | 14.8 | 3.6 | 83.8 | 138.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Gao, X.; Jia, C.; Chen, W.; Liu, B.; Yang, L.; Sun, C.; Chen, G. Enrichment of Hydrogen from a Hydrogen/Propylene Gas Mixture Using ZIF-8/Water-Glycol Slurry. Energies 2018, 11, 1890. https://doi.org/10.3390/en11071890
Li H, Gao X, Jia C, Chen W, Liu B, Yang L, Sun C, Chen G. Enrichment of Hydrogen from a Hydrogen/Propylene Gas Mixture Using ZIF-8/Water-Glycol Slurry. Energies. 2018; 11(7):1890. https://doi.org/10.3390/en11071890
Chicago/Turabian StyleLi, Hai, Xueteng Gao, Chongzhi Jia, Wan Chen, Bei Liu, Lanying Yang, Changyu Sun, and Guangjin Chen. 2018. "Enrichment of Hydrogen from a Hydrogen/Propylene Gas Mixture Using ZIF-8/Water-Glycol Slurry" Energies 11, no. 7: 1890. https://doi.org/10.3390/en11071890