Characterization of Pure and Blended Pellets Made from Norway Spruce and Pea Starch: A Comparative Study of Bonding Mechanism Relevant to Quality

 ,
,  , , and
, , and
Abstract
:1. Introduction
1.1. Overview of the Chemistry of Wood and Starch
1.2. Purpose of Study
2. Materials and Methods
2.1. Sample Preparation Steps
2.2. Preparation of Blend
2.3. The Pellet Production Process
2.4. Analytical Techniques
2.4.1. Content Analysis
2.4.2. Fourier-Transform Infrared Spectroscopic Analysis (FT-IR)
2.4.3. Thermogravimetric Analysis (TGA)
2.4.4. Differential Scanning Calorimetric Analysis (DSC)
2.4.5. Scanning Electron Microscopic Analysis (SEM)
3. Results
3.1. Compositional Analysis
3.2. FT-IR Analysis
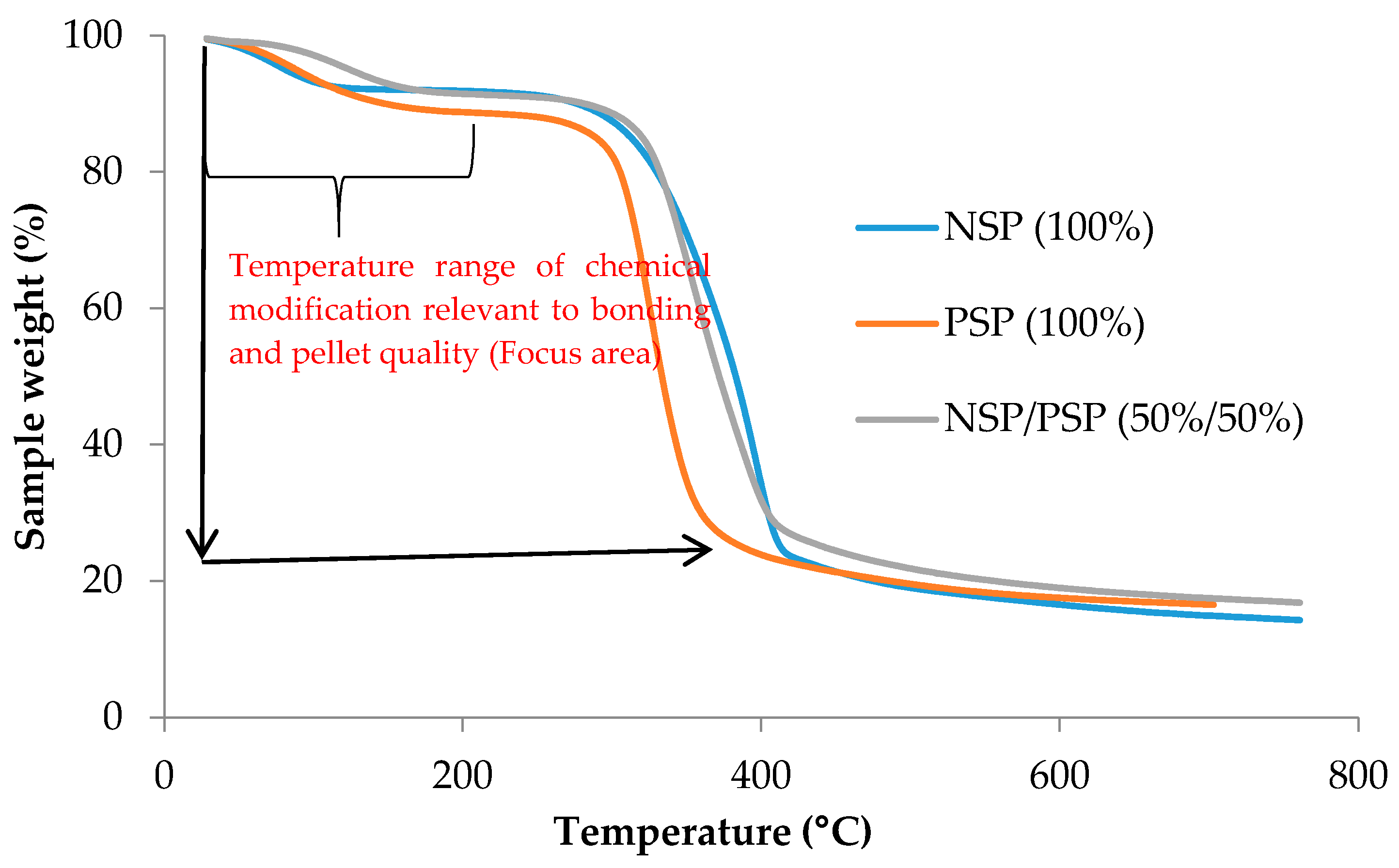
3.3. TGA Analysis
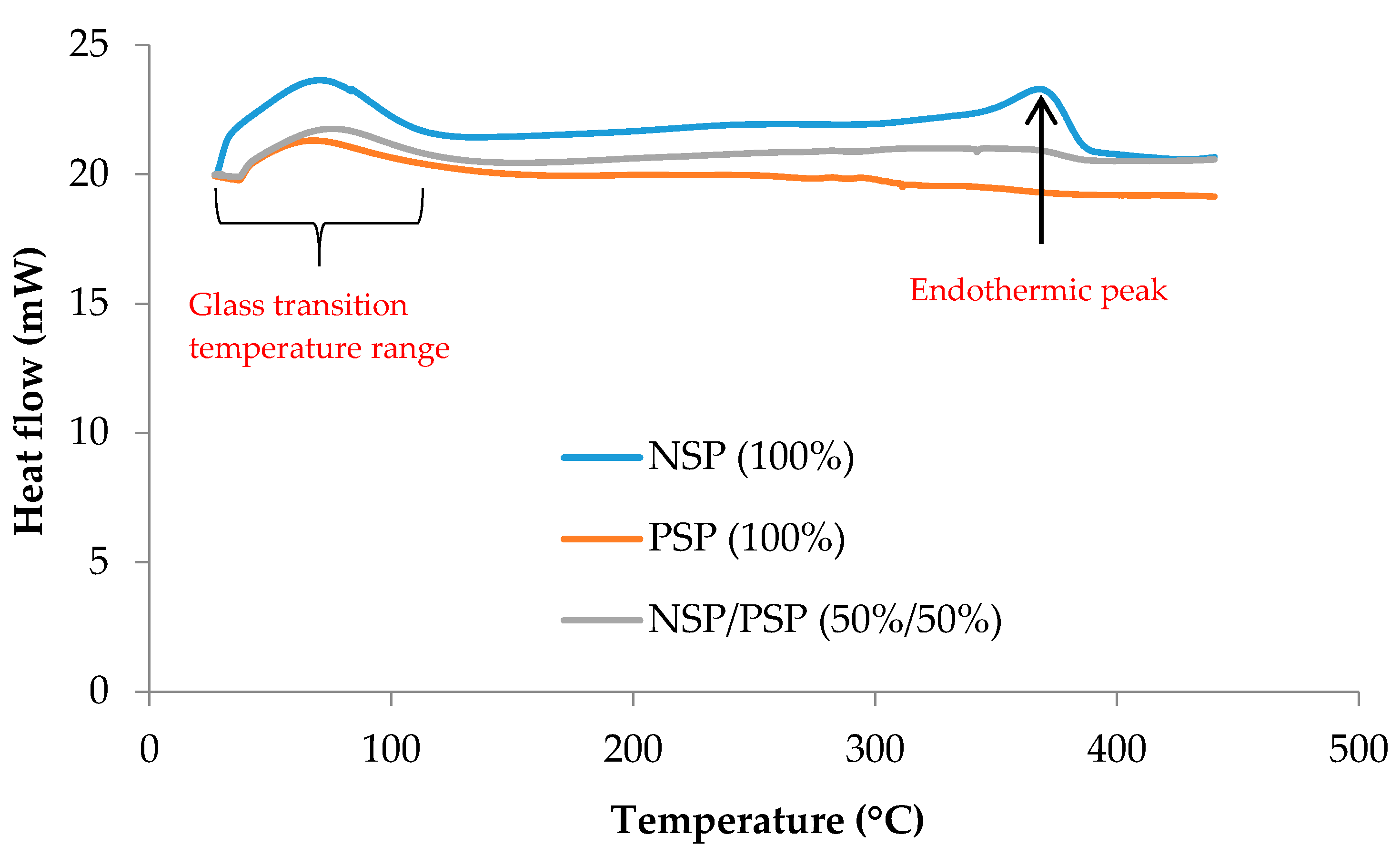
3.4. DSC Analysis
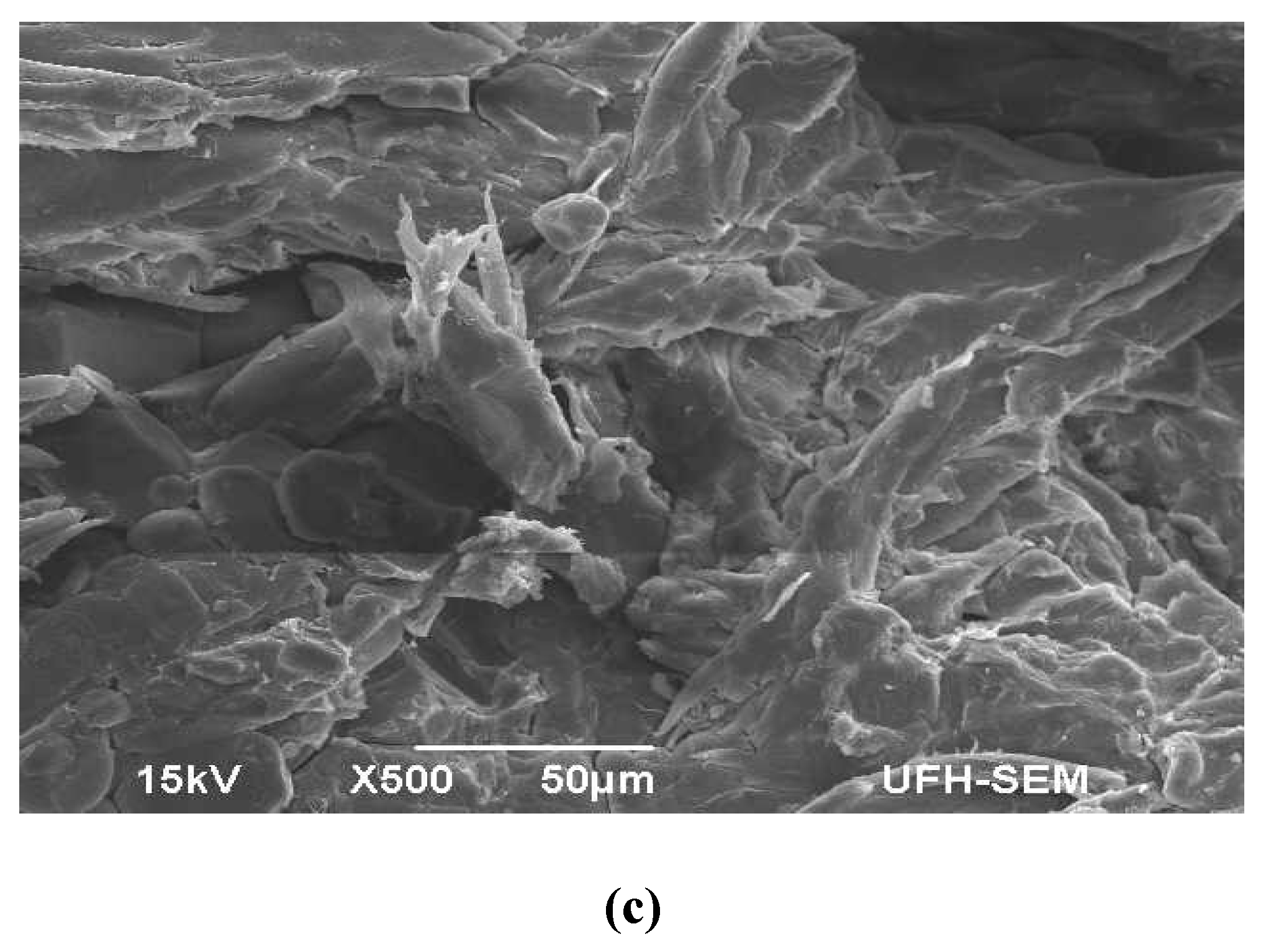
3.5. SEM Analysis
4. Discussion
5. Conclusions
- Satisfactory information was obtained from compositional analysis of pure and blended NSP and PSP, which established that the pellets contained varying proportions of organic and elemental components that were particularly responsible for their pelleting behavior under the conditions presented in Table 1. Data from subsequent analytical instruments also established that the major components of the pellets exhibited varying bonding attributes that were used to predict their quality in terms of strength and combustion efficiency.
- The data from FT-IR analysis showed that differences in the concentration of polar functional groups between the pure and blended pellet samples explained the type and strength of attraction forces between individual particles of the pellets, with PSP (100%) exhibiting better quality in terms of strength than NSP (100%) and NSP/PSP (50%/50%) due to the strength of the forces acting between its particles. Therefore, the presence of functional groups and the variation in intermolecular forces between particles of the pure and blended pellets were the sources of differences in their particle bonding mechanism.
- Temperature was a determinant factor of how particles of the pure and blended pellet samples combined to form pellets (differences in bonding mechanism between particles of the pure and blended pellets). This was because of differences in the modification/transition temperature where molecular species relevant to bonding were considered to be released. For instance, the release of the bonding components of PSP (100%) began at a much higher temperature compared to NSP (100%) and the NSP/PSP (50%/50%) blend, a condition which suggested that flow characteristics of polymeric constituents relevant to bonding were delayed for PSP (100%), thus slowing its mechanism of particle bonding.
- Thermal analysis results from TGA and DSC also established that NSP (100%) had better burning efficiency in comparison to PSP (100%) and the NSP/PSP (50%/50%) blend.
- The variation in surface roughness and interconnectivity of particles that was noted from the SEM images of the pellets was a strong indication of differences in their particle bonding mechanism, and evidence of the application of compression force. These conditions were facilitated by the presence of functional groups, which were assumed to act differently under certain pelleting process conditions such as those presented in Table 1.
- Due to the formation of void spaces between its particles and the lack of inter-particle polymer bridges, bonding in PSP (100%) may be due to dipole–dipole forces and interlocking of fibers in comparison to van der Waals forces in NSP (100%) and hydrogen bonding in the NSP/PSP (50%/50%) blend.
- The three pellets studied all showed evidence of good quality in terms of strength; however, in terms of combustion efficiency, only two of the pellets (NSP 100% and the NSP/PSP 50%/50% blend) were considered good-quality pellets for reasons given earlier.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviation
| Abbreviation | Definition |
| NSP | Norway spruce pellet |
| PSP | Pea starch pellet |
| TGA | Thermogravimetric analysis |
| DSC | Differential scanning calorimetry |
| EDX | Energy-dispersive X-ray spectroscopy |
| SEM | Scanning electron microscopy |
| (FT-IR) | Fourier-transform infrared spectroscopy |
| IR | Infrared |
| Tg | Glass transition |
References
- Anukam, A.; Mamphweli, S.; Reddy, P.; Meyer, E.; Okoh, O. Pre-processing of sugarcane bagasse for gasification in a downdraft biomass gasifier system: A comprehensive review. Renew. Sustain. Energy Rev. 2016, 66, 775–801. [Google Scholar] [CrossRef]
- Ståhl, M.; Frodeson, S.; Berghel, J.; Olsson, S. Using secondary pea starch in full-scale wood fuel pellet production decreases the use of steam conditioning. In Proceedings of the World Sustainable Energy Days Conference, Wels, Austria, 27 February–1 March 2019. [Google Scholar]
- Frodeson, S.; Henriksson, G.; Berghel, J. Pelletizing pure biomass substances to investigate the mechanical properties and bonding mechanisms. BioResources 2018, 13, 1202–1222. [Google Scholar] [CrossRef]
- Junginger, M.; Sikkema, R.; Faaij, A. Analysis of the Global Pellet Market: Including Major Driving Forces and Possible Technical and Non-Technical Barriers; Copernicus Institute; Utrecht University: Utrecht, The Netherlands, 2009. [Google Scholar]
- Ståhl, M. Improving Wood Fuel Pellets for Household Use. Perspectives on Quality, Efficiency and Environment. Ph.D. Thesis, Karlstad University, Karlstad, Sweden, 2008. [Google Scholar]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Anukam, A.I.; Berghel, J.; Famewo, E.B.; Frodeson, S. Improving the understanding of the bonding mechanism of primary components in biomass pellets through the use of advanced analytical instruments. J. Wood Chem. Technol. 2019. [Google Scholar] [CrossRef]
- Frodeson, S.; Henriksson, G.; Berghel, J. Effects of moisture content during densification of biomass pellets, focusing on polysaccharide substances. Biomass Bioenergy 2019, 122, 322–330. [Google Scholar] [CrossRef]
- Ståhl., M.; Berghel, J.; Granström, K. Improvement of wood fuel pellet quality using sustainable sugar additives. BioResources 2016, 11, 3373–3383. [Google Scholar]
- Hosseinpourpia, R.; Echart, A.S.; Adamopoulos, S.; Gabilondo, N.; Eceiza, A. Modification of pea starch and dextrin polymers with isocyanate functional groups. Polymers 2018, 10, 939. [Google Scholar] [CrossRef] [PubMed]
- Madsen, B.; Gamstedt, E.K. Wood versus plant fibers: Similarities and differences in composite applications. Adv. Mater. Sci. Eng. 2013. [Google Scholar] [CrossRef]
- Felhofer, M. Raman Imaging to Reveal In-situ Molecular Changes of Wood during Heartwood Formation and Drying. Master’s Thesis, University of Natural Resources and Life Sciences, Vienna, Austria, 2016. [Google Scholar]
- Fahlén, J. The Cell Wall Ultrastructure of Wood Fibres—Effects of the Chemical Pulp Fibre Line. Ph.D. Thesis, KTH Stockholm, Stockholm, Sweden, 2005. [Google Scholar]
- Malik, B.; Pirzadah, T.B.; Islam, S.T.; Tahir, I.; Kumar, M.; ul Rehman, R. Biomass pellet technology: A green approach for sustainable development. In Agricultural Biomass Based Potential Materials; Hakeem, K.R., Khalid, R., Jawaid, M., Alothman, O., Eds.; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar]
- Van Dam, J.E.G.; van den Oever, M.J.A.; Teunissen, W.; Keijsers, E.R.P.; Peralta, A.G. Process for production of high density/high performance binderless boards from wholecoconut husk. Part 1: Lignin as intrinsic thermosetting binder resin. Ind. Crops Prod. 2004, 19, 207–216. [Google Scholar] [CrossRef]
- Granada, E.; González, L.L.M.; Míguez, J.L.; Moran, J. Fuel Lignocellulosic briquettes, die design, and products study. Renew. Energy 2002, 27, 561–573. [Google Scholar] [CrossRef]
- Nelson, D.L.; Cox, M.M. Lehninger Principles of Biochemistry; Freeman, W.H., Ed.; Macmillan: New York, NY, USA, 2005. [Google Scholar]
- Chaplin, M. Water Structure and Science—Starch. Available online: http://www1.lsbu.ac.uk/water/starch.html#r260 (accessed on 11 April 2019).
- Buléon, A.; Colonna, P.; Planchot, V.; Ball, S. Starch granules: Structure and biosynthesis. Int. J. Biol. Macromol. 1998, 23, 85–112. [Google Scholar] [CrossRef]
- Bertoft, E. Understanding starch structure: Recent progress. Agronomy 2017, 7, 56. [Google Scholar] [CrossRef]
- Ratnayake, W.S.; Hoover, R.; Warkentin, T. Pea Starch: Composition, structure and properties—A Review. Starch-Stärke 2002, 54, 217–234. [Google Scholar] [CrossRef]
- Anukam, A.I.; Berghel, J.; Henrikson, G.; Frodeson, S.; Ståhl, M. A critical review of the bonding mechanism of primary biomass components and the use of additives in densified pellets: Challenges and associated benefits. (unpublished; manuscript in preparation).
- Henriksson, L.; Frodeson, S.; Berghel, J.; Andersson, S.; Ohlson, M. Bioresources for sustainable pellet production in Zambia: Twelve biomasses pelletized at different moisture contents. BioResources 2019, 14, 2550–2575. [Google Scholar]
- Tumuluru, J.S. Pelleting of pine and switchgrass blends: Effect of process variables and blend ratio on the pellet quality and energy consumption. Energies 2019, 12, 1198. [Google Scholar] [CrossRef]
- Agar, D.A.; Rudolfsson, M.; Kalén, G.; Campargue, M.; Da Silva Perez, D.; Larsson, S.H. A systematic study of ring-die pellet production from forest and agricultural biomass. Fuel Process. Technol. 2018, 180, 47–55. [Google Scholar] [CrossRef]
- Wattana, W.; Phetklung, S.; Jakaew, W.; Chumuthai, S.; Sriam, P.; Chanurai, N. Characterization of mixed biomass pellet made from oil palm and para-rubber tree residues. Energy Procedia 2017, 138, 1128–1133. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, K.; Sun, Y. Pelletizing properties of wheat straw blending with rice straw. Energy Fuels 2017, 31, 5126–5134. [Google Scholar] [CrossRef]
- Stelte, W.; Sanadi, A.R.; Shang, L.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B. Recent developments in biomass pelletization—A review. BioResources 2012, 7, 4451–4490. [Google Scholar]
- SS-EN 14774-1. Solid Biofuels-Determination of Moisture Content-Oven Dry Method-Part 1: Total Moisture-Reference Method; 118 80; SIS FÖrlag AB: Stockholm, Sweden, 2009. [Google Scholar]
- Nielsen, N.P.K.; Gardner, D.J.; Poulsen, T.; Felby, C. Importance of temperature, moisture content, and species for the conversion process of wood residues into fuel pellets. Wood Fiber Sci. 2009, 41, 414–425. [Google Scholar]
- Nguyen, Q.N.; Cloutier, A.; Achim, A.; Stevanovic, T. Effect of process parameters and raw material characteristics on physical and mechanical properties of wood pellets made from sugar maple particles. Biomass Bioenergy 2015, 80, 338–349. [Google Scholar] [CrossRef]
- Anukam, A.; Okoh, O.; Mamphweli, S.; Berghel, J. A comparative analysis of the gasification performances of torrefied and untorrefied bagasse: Influence of feed size, gasifier design and operating variables on gasification efficiency. Int. J. Eng. Technol. 2018, 7, 859–867. [Google Scholar] [CrossRef]
- Anukam, A.; Mamphweli, S.; Okoh, O.; Reddy, P. Influence of torrefaction on the conversion efficiency of the gasification process of sugarcane bagasse. Bioengineering 2017, 4, 22. [Google Scholar] [CrossRef]
- LeVan, S.L. Thermal degradation. In Concise Encyclopedia of Wood and Wood-Based Materials, 1st ed.; Schniewind, A.P., Arno, P., Eds.; Pergamon Press: Elmsford, NY, USA, 1989; pp. 271–273. [Google Scholar]
- Anukam, A.I.; Mamphweli, S.N.; Reddy, P.; Okoh, O.O. Characterization and the effect of lignocellulosic biomass value addition on gasification efficiency. Energy Exp. Exploit. 2016, 34, 865–880. [Google Scholar] [CrossRef]
- Chen, W.H.; Kuo, P.C. A study on torrefaction of various biomass materials and its impact on lignocellulosic structure simulated by a thermogravimetry. Energy 2010, 35, 2580–2586. [Google Scholar] [CrossRef]
- Chen, W.H.; Kuo, P.C. Torrefaction and co-torrefaction characterization of hemicellulose, cellulose and lignin as well as torrefaction of some basic constituents in biomass. Energy 2011, 36, 803–811. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Back, E.L. The bonding mechanism in hardboard manufacture. Holzforschung 1987, 41, 247–258. [Google Scholar] [CrossRef]
- Zheng, G.; Kozinski, J.A. Thermal events occurring during the combustion of biomass residue. Fuel 2000, 79, 181–192. [Google Scholar] [CrossRef]
- Kaliyan, N. Binding mechanism of corn stover and switchgrass in briquettes and pellets. In Proceedings of the American Society of Agricultural and Biological Engineers Annual International Meeting, Providence, RI, USA, 29 June–2 July 2008. Abstract Number 084282. [Google Scholar]
- Moorthy, S.N.; Andersson, L.; Eliasson, A.-C.; Santacruz, S.; Ruales, J. Determination of amylose content in different starches using modulated differential scanning calorimetry. Starch-Stärke 2006, 58, 209–214. [Google Scholar] [CrossRef]
- Encalada, K.; Aldás, M.B.; Proaño, E.; Valle, V. An overview of starch-based biopolymers and their biodegradability. Cienc. Ing. 2018, 39, 245–258. [Google Scholar]
- Popescu, M.C.; Popescu, C.M.; Lisa, G.; Sakata, Y. Evaluation of morphological and chemical aspects of different wood species by spectroscopy and thermal methods. J. Mol. Struct. 2011, 988, 65–72. [Google Scholar] [CrossRef]
- LibreTexts Content. Chemistry, Infrared: Interpretation. Available online: https://chem.libretexts.org/Bookshelves/Physical_and_Theoretical_Chemistry_Textbook_Maps/Supplemental_Modules_(Physical_and_Theoretical_Chemistry)/Spectroscopy/Vibrational_Spectroscopy/Infrared_Spectroscopy/Infrared%3A_Interpretation (accessed on 22 July 2019).
- Valodkar, M.; Thakore, S. Isocyanate crosslinked reactive starch nanoparticles for thermo-responsive conducting applications. Carbohydr. Res. 2010, 345, 2354–2360. [Google Scholar] [CrossRef] [PubMed]
- Levenson, R. Infrared Spectroscopy: In Modern Chemical Techniques, 3rd ed.; Pack, M.J., Berry, M., Osborne, C., Reed, N.V., Johnston, J.A., Eds.; Royal Society of Chemistry: London, UK, 1997; pp. 62–91. [Google Scholar]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuel Bioprod. Biorefin. 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of pellet die diameter on density and durability of pellets made from high moisture woody and herbaceous biomass. Carbon Resour. Convers. 2018, 1, 44–54. [Google Scholar] [CrossRef]
- Wolke, R.L. Bond Energy. Available online: https://science.jrank.org/pages/984/Bond-Energy.html (accessed on 22 July 2019).
- Bahreini, M.; Movahedi, M.; Peyvandi, M.; Nematollahi, F.; Tehrani, H.S. Thermodynamics and kinetic analysis of carbon nanofibers as nanozymes. Nanotechnol. Sci. Appl. 2019, 12, 3–10. [Google Scholar] [CrossRef] [Green Version]
- Anukam, A.; Mamphweli, S.; Reddy, P.; Okoh, O.; Meyer, E. An investigation into the impact of reaction temperature on various parameters during torrefaction of sugarcane bagasse relevant to gasification. J. Chem. 2015. [Google Scholar] [CrossRef] [Green Version]
- LibreTexts Content. Chemistry: Bond Energies. Available online: https://chem.libretexts.org/Bookshelves/Physical_and_Theoretical_Chemistry_Textbook_Maps/Supplemental_Modules_(Physical_and_Theoretical_Chemistry)/Chemical_Bonding/Fundamentals_of_Chemical_Bonding/Bond_Energies (accessed on 22 July 2019).
- BCcampus. Chemistry. Available online: https://opentextbc.ca/chemistry/chapter/7-5-strengths-of-ionic-and-covalent-bonds/ (accessed on 22 July 2019).
- Zafar, S. Summary of Biomass Combustion Technologies. Available online: https://www.bioenergyconsult.com/tag/biomass-combustion-process/ (accessed on 5 September 2019).
- Gil, M.V.; Oulego, P.; Casal, M.D.; Pevida, C.; Pis, J.J.; Rubiera, F. Mechanical durability and combustion characteristics of pellets from biomass blends. Bioresour. Technol. 2010, 101, 8859–8867. [Google Scholar] [CrossRef] [Green Version]
- Li, G. (Ed.) Carbon Nanomaterials: The Fundamental Properties of Graphene and Graphene Oxide: In Nano-Inspired Biosensors for Protein Assay with Clinical Applications, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 1, pp. 313–330. [Google Scholar]
- Luo, L.; Peng, T.; Yuan, M.; Sun, H.; Dai, S.; Wang, L. Preparation of graphite oxide containing different oxygen-containing functional groups and the study of ammonia gas sensitivity. Sensors 2018, 18, 3745. [Google Scholar] [CrossRef] [Green Version]
- Nussbaumer, T.; Good, J. Determination of the combustion efficiency in biomass furnaces. In Proceedings of the 10th European Conference and Technology Exhibition, Würzburg, Germany, 8–11 June 1998. [Google Scholar]
- Instructables Workshop. How to Determine Quality of Wood Pellets without Using Special Tools. Available online: https://www.instructables.com/id/5-Easy-Ways-To-Determine-Quality-Of-Wood-Pellets-W/ (accessed on 25 August 2019).
- Huang, J. Gemco Energy: 5 Easy Ways to Determine Quality of Wood Pellets without Using Special Tools. Available online: http://www.biofuelmachines.com/determine-wood-pellet-quality-in-5-easy-ways.html (accessed on 25 August 2019).
- Moore, J. Processing applications for roll-type briquetting-compacting machines. In Proceedings of the 9th Biennial Briquetting Conference of the International Briquetting Association, Denver, CO, USA, 2–4 September 1965. [Google Scholar]
- Yu, L.; Christie, G. Measurement of starch thermal transitions using differential scanning calorimetry. Carbohyd. Polym. 2001, 46, 179–184. [Google Scholar] [CrossRef]
- Mandlawy, R. Characterization of Starch Properties in Retorted Products. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2013. [Google Scholar]
- Biswas, A. Effect of Chemical and Physical Properties on Combustion of Biomass Particle. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 2015. [Google Scholar]
- Chung, F.H. Unified theory and guidelines on adhesion. J. Appl. Polym. Sci. 1991, 42, 1319–1331. [Google Scholar] [CrossRef]
- Liu, Z.; Quek, A.; Balasubramanian, R. Preparation and characterization of fuel pellets from woody biomass, agro-residues and their corresponding hydrochars. Appl. Energy 2014, 113, 1315–1322. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. An overview of compaction of biomass grinds. Powder Hand. Process. 2003, 15, 160–168. [Google Scholar]
- Budhe, S.; Ghumatkar, A.; Birajdar, N.; Banea, M.D. Effect of surface roughness using different adherend materials on the adhesive bond strength. Appl. Adhes. Sci. 2015, 3, 20. [Google Scholar] [CrossRef] [Green Version]
- Uehara, K.; Sakurai, M. Bonding strength of adhesives and surface roughness of joined parts. J. Mater. Process. Technol. 2002, 127, 178–181. [Google Scholar] [CrossRef]
- Corrosionpedia. Bond Strength. Available online: https://www.corrosionpedia.com/definition/180/bond-strength (accessed on 24 July 2019).
- Alarcon, M.; Santos, C.; Cevallos, M.; Eyzaguirre, R.; Ponce, S. Study of the mechanical and energetic properties of pellets produce from agricultural biomass of quinoa, beans, oat, cattail and wheat. Waste Biomass Valor. 2017, 8, 2881–2888. [Google Scholar] [CrossRef]
- Finney, K.N.; Sharifi, V.N.; Swithenbank, J. Fuel pelletization with a binder: Part I—Identification of a suitable binder for spent mushroom compost—Coal tailing pellets. Energy Fuels 2009, 23, 3195–3202. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass Bioenergy 2011, 35, 910–918. [Google Scholar] [CrossRef] [Green Version]
- Adamovics, A.; Platace, R.; Gulbe, I.; Ivanovs, S. The content of carbon and hydrogen in grass biomass and its influence on heating value. Eng. Rural Dev. 2018, 23, 1277–1281. [Google Scholar]
- Tumuluru, J.S.; Sokhansanj, S.; Wright, C.T.; Boardman, R.D.; Hess, R.J. Review on biomass torrefaction process and product properties and design of moving bed torrefaction system model development. In Proceedings of the Annual International Meeting of the American Society of Agricultural and Biological Engineers, Louiseville, QC, Canada, 7–10 August 2011. [Google Scholar]
- Demirbas, A. Effects of moisture and hydrogen content on the heating value of fuels. Energy Sources Part A 2007, 29, 649–655. [Google Scholar] [CrossRef]
- Prins, M.J.; Ptasinski, K.J.; Janssen, F. More efficient biomass gasification via torrefaction. Energy 2006, 31, 3458–3470. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Pelleting Conditions |
|---|---|
| Moisture content | 10% (prior to pelleting) |
| Die temperature | 100 °C |
| Compression force | 16 kN |
| Holding time | 10 s |
| Piston velocity | 30 mm∙min−1 (compression phase) |
| Push out velocity | 5 mm∙min−1 (friction phase) |
| Raw material quantities | 1 g (each of milled material) |
| Major Organic Constituents (%) | |||
|---|---|---|---|
| NSP (100%) | PSP (100%) | NSP/PSP (50%/50%) | |
| Cellulose | 41.6 | ND | 21.7 |
| Hemicellulos | 23.2 | ND | 12.3 |
| Lignin | 32.9 | ND | 16.5 |
| Amylose | ND | 28.2 | 19.2 |
| Amylopectin | ND | 70.3 | 27.8 |
| Major Elemental Components (%) | |||
| C | 46.2 | 33.4 | 40.8 |
| H | 6.4 | 5.8 | 5.2 |
| O | 44.6 | 58.3 | 51.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anukam, A.I.; Berghel, J.; Frodeson, S.; Famewo, E.B.; Nyamukamba, P. Characterization of Pure and Blended Pellets Made from Norway Spruce and Pea Starch: A Comparative Study of Bonding Mechanism Relevant to Quality. Energies 2019, 12, 4415. https://doi.org/10.3390/en12234415
Anukam AI, Berghel J, Frodeson S, Famewo EB, Nyamukamba P. Characterization of Pure and Blended Pellets Made from Norway Spruce and Pea Starch: A Comparative Study of Bonding Mechanism Relevant to Quality. Energies. 2019; 12(23):4415. https://doi.org/10.3390/en12234415
Chicago/Turabian StyleAnukam, Anthony Ike, Jonas Berghel, Stefan Frodeson, Elizabeth Bosede Famewo, and Pardon Nyamukamba. 2019. "Characterization of Pure and Blended Pellets Made from Norway Spruce and Pea Starch: A Comparative Study of Bonding Mechanism Relevant to Quality" Energies 12, no. 23: 4415. https://doi.org/10.3390/en12234415