Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption


Idaho National Laboratory, Energy Systems and Technologies Directorate, Bioenergy Technologies Department, 750 MK Simpson Blvd., Idaho Falls, ID 83415-3570, USA
Energies 2019, 12(7), 1198; https://doi.org/10.3390/en12071198
Submission received: 20 February 2019
/
Revised: 16 March 2019
/
Accepted: 18 March 2019
/
Published: 28 March 2019
(This article belongs to the Special Issue Woody Biomass for Bioenergy Production)
Abstract
:The blending of woody and herbaceous biomass can influence pellet quality and the energy consumption of the process. This work aims to understand the pelleting characteristics of 2-inch top-pine residue blended with switchgrass at high moisture content. The process variables tested are blend moisture content, length-to-diameter (L/D) ratio in the pellet die, and the blend ratio. A flat die pellet mill was also used in this study. The pine and switchgrass blend ratios that were tested include: (1) 25% 2-inch top pine residue with 75% switchgrass; (2) 50% 2-inch top pine residue with 50% switchgrass; and (3) 75% 2-inch top pine residue with 25% switchgrass. The pelleting process conditions tested included the L/D ratio in the pellet die (i.e., 1.5 to 2.6) and the blend moisture content (20 to 30%, w.b.). Analysis of experimental data indicated that blending 25% switchgrass with 75% 2-inch top pine residue and 50% switchgrass with 50% 2-inch top pine residue resulted in pellets with a bulk density of > 550 kg/m3 and durability of > 95%. Optimization of the response surface models developed for process conditions in terms of product properties indicated that a higher L/D ratio of 2.6 and a lower blend-moisture content of 20% (w.b.) maximized bulk density and durability. Higher pine in the blends improved the pellet durability and reduced energy consumption.
1. Introduction
According to the United States (U.S.) Department of Energy–Office of Energy Efficiency and Renewable Energy (DOE–EERE), agricultural crop and forest residues, grasses, and woody energy crops that are grown specifically for their energy, together with algae, industrial wastes, sorted municipal solid waste, urban wood waste, and food waste, are considered to be biomass, which can be used for the production of fuels and chemicals [1]. Liquid fuels produced from biomass can also act as a supplement to petroleum-based liquid transportation fuels, such as gasoline and diesel [1]. In addition, biomass can be used to produce valuable chemicals and electricity. According to the DOE Billion-Ton report [2], there are more than a billion tons of biomass produced annually in the U.S., which could sustainably be accessed for continuous biofuels production. A 2005 study conducted by both the U.S. Department of Agriculture (USDA)/DOE indicated that both woody and herbaceous perennial bioenergy crops should be considered for bioenergy and bioproducts production [3].
The southeastern United States is projected to supply almost 50% of the 16 billion gallons of advanced cellulosic biofuels mandated by the Renewable Fuels Standard [4]. Assuming typical yields of 80 gallons of fuel per dry ton and 4–8 dry tons/acre, this demand translates to roughly 200 million tons of biomass produced on 25 million acres [5]. This target is considered to be readily achievable, playing to the region’s strength of lignocellulosic biomass production [5]. An analysis conducted by the DOE Logistics for Enhanced Attributes Feedstock (LEAF) project estimates that by using the Billion-Ton report as a base-case scenario, primary sources of available biomass are residues generated from forest-products industry and agricultural residues. However, in future, a diverse portfolio of forest, agriculture biomass and second generation bioenergy crops such as miscanthus, switchgrass, and energy cane are going to play a major role in biofuels production. One of the major cost contributors in bioenergy production is feedstock. To make bioenergy a reality, reducing feedstock cost and improving feedstock quality are important for commercial-scale implementation of biomass conversion technologies for fuels and chemical production.
1.1. Biomass Variability
Due to the diversity in the supply of available biomass, biorefineries are expected to receive varied feedstocks with different physical properties and chemical compositions. Biomass obtained from different regions, weather patterns, harvesting, handling and storage conditions, and crop varieties increases this variability factor even further. To address these variability issues, biorefineries need either to re-engineer their processes for each feedstock or to design systems with extreme tolerance, which can have a significant impact on the overall cost. One of the major limitations in using biomass at large scale is variability in the physical and chemical properties of the biomass and the seasonal and geographic availability of the biomass [6]. The variability in biomass physical and chemical properties limit its commercial-scale applications [7]. For example, biomass moisture variability influences grinder throughput and particle size distribution, which in turn causes inconsistent mass and heat transfer in conversion. Particle size variability creates feed-handling and conversion issues. For example, larger particle sizes (such as chips and coarsely ground herbaceous biomass) plug bins and augers and do not fully cook in digesters, thereby plugging downstream equipment. Fine particles influence ash composition, thus causing fire, explosion, and health hazards, plugging of weep holes in digesters, and creating inconsistent mass and heat transfer during biochemical and thermochemical conversion.
1.2. Blending
Blending is a common method that mixes different types of biomass to improve their physical properties and chemical composition. In their studies on the pelleting of woody and herbaceous biomass blended feedstocks, Yancey et al. [8] indicated that blending helps to reduce physical-property and chemical-composition variability in various biomass sources while producing a consistent feedstock. For example, different grades of coals are blended to reduce their sulfur and nitrogen content. Various high-ash biomass sources are blended with low-ash biomass sources for biopower generation. In the agricultural industry, grains are blended to adjust their moisture content. In the feed industry, ingredients are blended to maintain the nutrient content of the feed [9]. Ray et al. [10] suggested that biomass blending helps to overcome cost and quality limitations of biomass for biofuels production, while Edmunds et al. [11] suggested that the blending of different biomass sources helps to improve feedstock specifications. For thermochemical conversion, attributes of interest include carbon content, total ash, and specific minerals, density, and moisture content.
According to Ray et al. [10], Kenney et al. [12], and Thompson et al. [13], biomass blending helps to overcome challenges associated with feedstock quality, variability, supply, and cost. The major advantages of biomass blending are: (1) an increase in potential biomass supply for a given biorefinery area; (2) feedstock cost reduction; and (3) improvement in biomass flow and pelleting characteristics [8,14]. Recently, the blending of different sources of lignocellulosic biomass to produce feedstocks for thermochemical conversion has gained importance. For example, Mahadevan et al. [15] reported that blending switchgrass and southern pinewood resulted in bio-oils with low acidity and viscosity, but higher water content. The major challenges of blending biomass from various sources are these variabilities in biomass physical properties in terms of particle size, moisture, and density. These feedstock variability parameters can result in issues related to feeding, handling, transport, and storage.
According to Tumuluru [6], biomass pretreatment and preprocessing can help to overcome variability issues. Mechanical (e.g., size reduction, densification), chemical (e.g., ammonia fiber expansion, acid, alkali, ionic), and thermal (e.g., torrefaction, hydrothermal liquefaction) preprocessing and pretreatment help to address biomass variability in physical properties and chemical composition. In addition, Tumuluru [6,7], Tumuluru et al. [16,17], and Tumuluru and Yancey [18] suggested that mechanical preprocessing and thermal pretreatment of biomass helps to improve biomass physical properties (such as particle size distribution and bulk density), chemical properties (such as proximate and ultimate composition), and energy property (such as calorific value).
1.3. Densification
The low bulk density of biomass, which is typically in the range of 150–200 kg/m3 for woody biomass [19] and 80–100 kg/m3 for herbaceous biomass [16], limits its application at the commercial scale. The low bulk densities of biomass make biomass material difficult to store, transport, and interface with biorefinery infeed systems [20]. In general, high-bulk and low-energy-density biomass results in difficulty in feeding the biomass and reduces conversion efficiencies. Densification of biomass helps to overcome this limitation. According to Tumuluru et al. [16], the densification process is critical for producing a feedstock material suitable as a commodity product. Densification helps to overcome the physical properties variability issues, such as moisture, particle size distribution, and density. Densified biomass has improved handling and conveyance efficiencies throughout the supply system and biorefinery infeed, and improved feedstock uniformity and density.
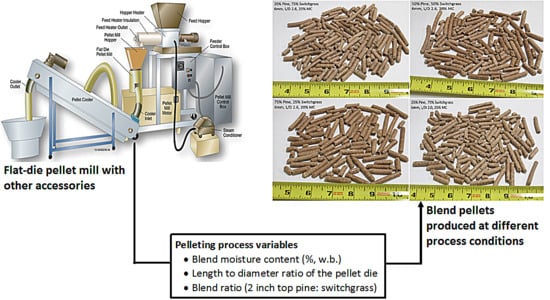
Common biomass densification systems have been adapted from other highly efficient processing industries like feed, food, and pharmacy, and include: (1) a pellet mill; (2) a cuber; (3) a briquette press; (4) a screw extruder; (5) a tabletizer; and (6) an agglomerator [16,20]. The major challenge in biomass densification using the pelleting process is drying of the biomass to about 10–12% (w.b.) moisture content using conventional drying systems, such as a rotary dryer [21,22,23]. In their study on the validation of advanced feedstock supply systems, Searcy et al. [24] indicated that one of the major limitations biorefineries face in using high-moisture woody and herbaceous biomass for biofuels production is high preprocessing (i.e., for size reduction, drying, and densification) costs. Figure 1 indicates the different unit operations in a conventional pellet production process [25].
Techno-economic analysis indicated efficient moisture management is critical for reducing the preprocessing costs of biomass [26]. According to Pirraglia et al. [27], Sakkampang and Wongwuttanasatian [28], and Yancey et al. [8], the drying of biomass using rotary dryers is a significant energy-consuming unit operation in the pelleting process. According to Tumuluru [23], drying biomass from 10–30% (w.b.) for pelleting takes about 65% energy, whereas pelleting itself only requires about 8–9%, as shown in Figure 2 [23]. Another major limitation with high-temperature biomass drying for biofuels production is the emission of volatile organic emissions.
According to Granström [29] and Johansson and Rasmuson [30], woody biomass drying using a high-temperature rotary dryer results in the emission of volatiles and extractives that are suitable neither for human health nor the environment. When released into the environment, these emissions form photo-oxidants, which are dangerous if inhaled by humans and can also damage forests and the plant canopy.
1.3.1. Pelleting Process Variables
The pelleting process is influenced by various process variables, such as feedstock moisture, content particle size, residence time, length-to-diameter (L/D) ratio, preheating temperature, steam conditioning, and pellet die diameter [16,20]. Temperature is another important variable that can impact the quality of the produced pellets. Temperature influences the glass transition temperature of the biomass components and helps in particle bonding during pelleting. Pelleting studies conducted by Stelte et al. [31] indicated pelleting pressure decreased significantly at 100 °C for woody biomass. Compression pressure, which is dependent on the L/D ratio of the pellet die, also influences the quality of the produced pellets. Under steady state pellet production, the compression pressure equals to the extrusion pressure. If the compression is lower than the extrusion pressure, it generates back pressure and blocks the die. According to Holm et al. [32], pelleting pressure is dependent on the friction coefficient, the compression ratio, and the Poisson ratio. Their model does not take moisture content, particle size, and preheating temperature into account, but the Poisson ratio and friction coefficient for given biomass is dependent on the biomass type, temperature, and moisture content.
Feedstock composition is another important variable that impacts pellet quality and the consumption of energy during the process. In general, the degradation of hemicellulose produces adhesive products that result in natural bonding. Additionally, lignin in the biomass helps to form the solid bridges above the glass transition temperature and helps to form densified products. Van Dam et al. [33] noted that lignin above 140 °C acts as a binder and helps to form more durable pellets. Tumuluru et al. [16], Pradhan et al. [20], Serrano et al. [34], Mani et al. [35], Shaw et al. [36], Carone et al. [37], and Puig-Arnavat et al. [38] have all indicated that moisture plays a major role in the quality of the produced pellets. Most of the pelleting work reported in the literature is in the 10–15% (w.b.) moisture content. Higher moisture in the feedstock results in bulk density and durability loss of the produced pellets. Typically, moisture content necessary for pelleting depends on feedstock type. In general, grasses and crop residues need high moisture for pelleting as compared to woody biomass. Jackson et al. [39] noted that the pelleting of switchgrass, miscanthus, and wheat straw at 10% (w.b.) in a flat die pellet mill resulted in no pellet formation. These same authors also found that pellets with grasses formed when the moisture content was greater than 20% (w.b.). Understanding the impact of feedstock moisture content on pellet quality is very important to optimize the pelleting process in terms of pellet quality and cost.
1.3.2. High-Moisture Pelleting Process
Idaho National Laboratory (INL) has developed a high-moisture pelleting process that can help to reduce pellet-production costs significantly. Tumuluru [21,22,23], Tumuluru et al. [40], Bonner et al. [41], and Hoover et al. [42] have all successfully tested this process on both woody and herbaceous biomass, as well as chemically pretreated biomass, in both pilot and commercial-scale pelleting systems. In this process, the biomass is pelleted at a higher moisture content of > 15% (w.b.), while the high moisture pellets that are produced are further dried in low-temperature and low-cost dryers, such as grain or belt dryers. That is, this pelleting process replaces a rotary dryer in the front end with a grain or belt dryer at the back end of the pelleting process.
In this process, the biomass loses some moisture during pelleting due to frictional heat developed in the pellet die. Roughly 5–10% (w.b.) moisture loss in the biomass is seen during high-moisture pelleting. Also, the amount of moisture lost from the biomass depends on the initial moisture content of the feedstock. Lamers et al. [25] and Tumuluru et al. [26] indicated that by performing this process, a 40% reduction in pellet production costs could be realized as compared to the conventional method followed by industry. Even though the high moisture pelleting process is relatively new, there are some studies in the published literature where researchers have used this process to densify wood, agricultural crop residue, straws, grasses, and the compost [20,21,39,43,44].
1.4. Objectives
The overall goal of the project is to develop and demonstrate a state-of-the-art biomass merchandising and processing depot to identify and reduce sources of variation along the supply chain of two high-impact biomass species (i.e., pine and switchgrass), and to develop practices that manage biomass variability to deliver a consistent feedstock optimized for performance in a specific conversion-technology platform [5]. One way to manage the moisture and particle size variability is to densify the biomass. Many refineries are not ready to densify biomass, and the cost is a prohibitive factor. In this paper, new pelleting concepts, such as high-moisture pelleting, were tested on woody and herbaceous biomass blends, and the ability of this technology to efficiently manage the moisture in the blends was demonstrated.
Most of the pelleting work completed by earlier researchers has been focused on either woody or herbaceous biomass feedstocks. In addition, most of the reported literature on pelleting has been on the single pellet press. Harun and Afzal [45] worked on pelleting of agricultural and woody biomass blends in a single pellet press. These authors studied the effect of blending spruce and pine with reed canary grass, timothy hay, and switchgrass. Tumuluru et al. [9] and Harun and Afzal [45] indicated that pelleting agricultural biomass alone does not result in good pellet quality in terms of durability, which could be due to low lignin content in the agricultural biomass. In addition, low lignin content in the agricultural biomass results in higher energy consumption during the pelleting process.
The data on the pelleting blends of woody and herbaceous biomass at high moisture content (≥ 20%, w.b.) in a continuous flat die pellet mill are not available. Experimental data on how high moisture content, the compression (L/D) ratio in the pellet die, and the blend ratio of pine and switchgrass impact pellet quality and energy consumption of the pelleting process are also not available. The present study aims to understand the pelleting characteristics of pine + switchgrass blends at high moisture contents. The specific objectives of the present study are to: (1) understand how the L/D ratio in the pellet die in a flat die pellet mill and blend moisture content in the range of 20–30% (w.b.) impact the quality of pellets produced using the blends of 2-inch top pine residue + switchgrass at different ratios (i.e., 25:75; 50:50; and 75:25); (2) develop response surface models and surface plots to understand the interactive effect of process variables on pellet quality and the specific energy consumption (SEC) of the process; and (3) optimize the response surface models to identify the process conditions that can minimize the pellet moisture content and maximize bulk density and the durability of blend pellets.
2. Material and Methods
2.1. Feedstocks
The switchgrass P. virgatum L. feedstock for this study was field-grown and harvested in Vonore, TN, USA, and processed with a tub grinder by Genera Energy, Inc., while 2-inch (50.8 mm) top pine residue samples were harvested from forest stands near Auburn, AL, USA. These residues were then dried, and both the 2-inch top pine residue and switchgrass were size-reduced in a hammer mill fitted with a 3/16-inch (4.76 mm) screen at Herty Advanced Biomaterials in Savannah, GA, USA [11].
2.2. Experimental Plan
In the present study, milled switchgrass + milled 2-inch top pine residue blend ratio, blend moisture content, and pellet die compression (L/D) ratio were selected as the process variables. Table 1 indicates the lower and upper limits of the process variables and the experimental plan for the pelleting tests, which were conducted using 4.76 mm (3/16-inch) grind switchgrass and 2-inch top pine residue blends. Pelleting tests were conducted at each L/D ratio in the pellet die at three different blend moisture contents. The pelleting tests were conducted at 60 Hz rotational speed of the pellet die. The diameter of the pellet die used for the present study was 6 mm. The pellets produced were used to measure physical properties, such as pellet moisture content (%, w.b.), bulk density (kg/m3), and durability (%). LabVIEW software was used to log the power data. These data were further used to calculate the specific energy consumption of the pelleting process.
2.3. Flat Die Pellet Mill
In the present study, an ECO-10 flat die pellet mill was used to perform pelleting tests, as shown in Figure 3 [21,22,23,40,42,44]. Figure 4 provides a look at the various pellet dies with the different L/D ratios that were tested in this study. The pellet mill was provided with a 10 HP motor. At 60 Hz, the rotational speed of the pellet die is 350 rpm [21]. It has a hopper and screw feeder, which feed the pellet mill continuously. Flexible heating tapes are provided to the screw feeder and hopper, which can help to preheat the biomass before pelleting. A variable frequency drive is provided to the pellet mill to vary the rotational speed of the die. A horizontal pellet cooler is provided to cool the warm pellets coming out of the pellet die. Power consumption during pelleting was measured using the power meter provided to the pellet mill.
2.4. Pellet Properties Measurement
Pellet moisture content before and after drying, bulk density, and durability were measured using the American Society of Agricultural and Biological Engineers (ASABE) 2007 Standard S269.4 [46]. A complete description of these methods was given by Tumuluru [21,22,23] and Tumuluru et al. [40]. In the case of moisture content, the biomass is dried in a mechanical oven at 105 °C for 24 hours. In the case of bulk density, the dried pellets were poured in a cylindrical container, and the excess material was removed by striking a straight edge across the top of the container. The weight of the pellets in the container divided by the volume of the container gives the bulk density. Pellet durability was measured using the pellet durability tester, which has four compartments. Pellet samples were placed in each compartment and then rotated at 50 rpm for 10 min. The ratio of the mass of the pellets after tumbling to the mass of the pellets before tumbling is defined as pellet durability. All pellet properties are measured in triplicates. Power-consumption data during pelleting were logged using LabVIEW software (2010 Professional Service Pack 1, National Instruments, 11500 N Mopac Expwy, Austin, TX, USA) [21]. An APT power-monitor meter (NK Technologies, San Jose, CA, USA) connected to the pellet mill records the power in kilowatts. The no-load power at 60 Hz rotational speed was recorded by running the pellet mill empty. Specific energy consumption was calculated by subtracting the no-load kW from the full-load power using Equation (1).
2.5. Response Surface Analysis
Experimental data was used to develop the second-order response model Equation (2).
where:
- xi and xj are independent variables
- y is the dependent variable
- b0, bi, and bj are constants
- n is the number of independent variables
- ε is an unobservable error.
Surface plots were further developed using the models. These surface plots were drawn to understand the interactive effect of the process variables on pellet quality and specific energy consumption. Statistica software, version 9.1 (StatSoft. Inc., 2300 East 14th St. Tulsa, OK, USA (www.statsoft.com)), was used to do the response surface analysis [47].
In the case of optimization, the response surface models (Equations (3)–(5)) that were developed using the experimental data were then further used as the objective functions. These objective functions are either minimized or maximized using the hybrid genetic algorithm developed by Tumuluru and McCulloch [48]. As the genetic algorithm is heuristic in nature, and they seldom reach global optimum. So, for better conversion of the optimum values, Tumuluru and McCulloch [48] hybridized a genetic algorithm with a gradient-based method. These authors tested the algorithm on food and bio-engineering problems and concluded that the hybrid genetic algorithm has better convergence compared to a regular genetic algorithm. In the case of bulk density and durability, the objective functions were maximized, whereas, in the case of pellet moisture content, the objective function is minimized to find the optimum process conditions.
Note: PMC: pellet moisture content (%, w.b.); BD: bulk density (kg/m3); D: durability (%).
3. Results
3.1. Physical Properties of the Milled 2-Inch Top Pine Residue and Milled Switchgrass Blends
Edmunds et al. [11] discussed the physical properties of 2-inch and 6-inch top pine residue, switchgrass, and blends of 2 and 6-inch top pine residue and switchgrass in detail. The average values of milled switchgrass, milled 2-inch top pine residue and blends particle size information, bulk, particle and tap densities, compressibility, and Hausner ratio are given in Table 2. The bulk and tapped density of the blends of the 2-inch top pine residue + switchgrass indicated that d50 increased with an increase in pine percentage, whereas the span reduced with an increase in the pine percentage. The trends were similar for bulk, tap, and particle densities where higher pine percentage increased the density values. Edmunds et al. [11] reasoned that a higher span of switchgrass particles could be due to an elongated nature and a higher aspect ratio of the switchgrass grind. Also, the elongated nature of the switchgrass particles can result in entanglements of the particle, which increase void spaces and reduce density. The calculated flow properties, such as the Hausner ratio, were calculated using physical properties data. The Hausner ratio of the blends was in a range between 1.26 and 1.33 [11].
Figure 5 shows the pellets made from 2-inch top pine residue + switchgrass blends at different blend moisture contents, and L/D ratio in the pellet die. The pelleting experiments were conducted based on the experimental design provided in Table 1. Some of the key results of blending 25% switchgrass + 75% 2-inch top pine residue, 75% switchgrass+25% 2-inch top pine residue, and 50% switchgrass + 50% 2-inch top pine residue that helped to achieve the durability and bulk density (> 95% and > 550 kg/m3) are provided in Figure 6 and Figure 7. The pelleting process conditions that resulted in bulk density > 550 kg/m3 and durability > 95% were an higher L/D ratio of 2.6 and a blend moisture content of 20% (w.b.) for all the three blend ratios tested.
3.2. Response Surface Models and Plots
Table 3 indicates the models developed for the blends of 2-inch top pine residue + switchgrass based on the experimental data obtained. Coefficient-to-determination values, which were in the range of 0.60 to 0.98, suggest that the models have described the pelleting process reasonably well with respect to the process variables tested. The statistical significance of the models developed for these different blends was evaluated based on their p values. For the 50% 2-inch top pine residue +50% switchgrass, the models developed pellet moisture content, bulk density and specific energy consumption were found to be statistically non-significant, whereas for durability it was found to be significant (p < 0.01). In the case of the 75% 2-inch top pine residue + 25% switchgrass, the models developed for pellet moisture content and durability were as found to be statistically non-significant, whereas the bulk density and specific energy consumption were found to be statistically significant at p < 0.05. Finally, in the case of the 25% 2-inch top pine residue + 75% switchgrass blend models, the pellet moisture content, bulk density, and durability were found to be statistically significant (p < 0.05, p < 0.01), whereas the specific energy consumption model was found to be statistically non-significant. Using these equations, response surface plots were developed. The significance of response surface plots is that they assist in understanding the interactive effect of the process variables (i.e., 2-inch top pine residue + switchgrass blend, blend moisture content, and compression ratio or L/D ratio of the pellet die) on product quality (i.e., blend pellet moisture content, bulk density, and durability) and the specific energy consumption of the pelleting process.
3.2.1. Blend Ratio: 50% 2-inch Milled Pine Top Residue + 50% Milled Switchgrass
The moisture content of the pellet decreased with a decrease in blend moisture content. The lowest pellet moisture content of < 14% (w.b.) was observed at an L/D ratio of 1.5 to 2.6 for 20% (w.b.) blend moisture content tested, as shown in Figure 8. The L/D ratio of the die did not have a significant effect on moisture loss during pelleting. This observation corroborated with earlier studies on a pilot-scale pellet mill for corn stover feedstock [21,22,23]. The bulk density of the blend pellets decreased at higher blend moisture content and lower L/D ratio in the pellet die. Higher bulk densities of > 580 kg/m3 were observed at an L/D ratio of 2.6 and a blend moisture content of about 20–22% (w.b.), as shown in Figure 9. In the case of pellet durability, the L/D ratio had a significantly greater effect than blend moisture content. A lower to medium moisture content of 20–25% and a higher L/D ratio of 2.6 resulted in durability values of > 94%, as shown in Figure 10. Specific energy consumption decreased with a decrease in the L/D ratio in the pellet die. A higher L/D ratio in the pellet die (about 2.4–2.6) and a lower moisture content of 20–22% (w.b.) resulted in a higher specific energy consumption of > 140 kWh/ton, whereas lowering the L/D ratio to 1.5 at the same moisture content resulted in a lower specific energy consumption of < 102 kWh/ton, as shown in Figure 11.
3.2.2. Blend Ratio: 75% 2-inch Milled Pine Top Residue and 25% Milled Switchgrass
Lowering the blend moisture content and increasing the L/D ratio decreased pellet moisture content. An L/D ratio of 2.6 and a lower blend moisture content of 20% (w.b.) resulted in pellets with a moisture content of <14.5% (w.b.), whereas the same moisture content with a lower L/D ratio resulted in higher moisture content in the blended pellets (16.5%), as shown in Figure 12. Bulk density of the blended pellet increased with an increase in the L/D ratio in the pellet die (to 2.6) and a decrease in blend moisture content to 20% (w.b.). The highest and lowest bulk density values observed were > 540 and <364 kg/m3, as shown in Figure 13. The durability values of the produced pellets using pine and switchgrass blends were positively influenced by the L/D ratio but negatively influenced by the moisture content of the blends. Increasing the L/D ratio to 2.6 and decreasing the moisture content to 20% produced pellets with durability values of > 98%, while increasing the moisture content to 30% and decreasing the pellet die L/D ratio to 1.5 reduced the durability values to <78%, as observed in Figure 14. The lower specific energy consumption of <78 kWh/ton was observed for the L/D ratio of 2.2 to 2.6 at a lower blend moisture content of 20% (w.b.), as shown in Figure 15.
3.2.3. Blend Ratio: 25% 2-inch Milled Pine Top Residue + 75% Milled Switchgrass
Lowering the blend moisture content to 20% (w.b.) and the L/D ratio to 1.6 to 2.4 reduced the pellet moisture content to < 14% (w.b.), whereas a higher moisture content in the blend at 30% (w.b.) resulted in a higher moisture content in the produced pellets, as observed in Figure 16. The loss of moisture was greater with a corresponding increase in the initial moisture content of the blend. For example, about 8–10% moisture loss was seen at 30% (w.b.) initial moisture content, whereas at 20% (w.b.) initial moisture content, the loss of moisture observed during pelleting was only about 6–7% (w.b.). The bulk density increased with an increase in the L/D ratio and a decrease in blend moisture content. The maximum bulk density observed at 20% moisture content and an L/D ratio of 2.6 was 580 kg/m3, whereas at an L/D ratio of 1.5 and a blend moisture content of 30% (w.b.), the lowest bulk density of <404 kg/m3 was observed, as shown in Figure 17. The L/D ratio had a more significant effect on the durability values as compared to the blend moisture content. The maximum durability observed was > 92% at a blend moisture content of 20% and an L/D ratio of 2.6. At a lower L/D ratio of 1.5, the predicted durability values were in the range of 76–78% for the different blend moisture contents tested, as seen in Figure 18. A higher moisture content and a lower L/D ratio reduced the specific energy consumption. At an L/D ratio of 1.5 and a blend moisture content of 30% (w.b.), the specific energy consumption observed was 80 kWh/ton. At a higher L/D ratio of 2.6 and a lower moisture content of 20% (w.b.), the specific energy consumption was > 180 kWh/ton, as seen in Figure 19.
3.3. Optimized Process Conditions
The regression equations given in Table 3 were further optimized to find the optimum pelleting process conditions that can maximize bulk density and durability and minimize the pellet moisture content for the different blend of ratios of pine + switchgrass tested. Table 4, Table 5 and Table 6 indicate the optimized conditions obtained using the hybrid genetic algorithm optimization developed by Tumuluru and McCulloch [48]. It is clear from these tables that optimized process conditions identified for the three tested blends were different in terms of L/D ratio of the pellet die but lower pellet moisture content of about 20% (w.b.) was necessary to maximize bulk density and durability and minimize the pellet moisture content. For maximizing bulk density and durability, a maximum L/D ratio and minimum moisture content were desirable for all three of the blends tested. To minimize blend pellet moisture content, a lower blend moisture content was desirable for all three of the blends tested, but the L/D ratio in the pellet die was different. For 50% 2-inch top pine residue + 50% switchgrass, a lower L/D ratio of 1.58 was needed; for the 75% 2-inch top pine residue + 25% switchgrass, a higher L/D ratio of 2.55 was necessary; and for the 25% 2-inch top pine residue + 75% switchgrass, a medium L/D ratio of 2.01 was desirable to reduce the moisture content in the blended pellets. Among the three blends tested, the blend with 75% switchgrass + 25% 2-inch top pine residue and the blend with the 50% switchgrass + 50% 2-inch top pine residue produced blended pellets with durability values of about 95%, while the pellets produced with 75% 2-inch top pine residue + 25% switchgrass produced pellets with durability values of about 98.11%. In regard to bulk density, the maximum of 591 kg/m3 was observed for the pellets produced with the 25% 2-inch top pine residue + 75% switchgrass, whereas the other two combinations produced pellets with durability values of 583 kg/m3 and 554 kg/m3.
4. Discussion
Moisture loss was observed when 2-inch top pine + switchgrass blends that were pelleted at high mositure contents. The loss of moisture varied for the blend ratios tested and for the pelleting process variables, such as the L/D ratio and blend moisture content. There was about 6–10% (w.b.) moisture loss during pelleting, and the loss was largely dependent on the initial moisture content of the blend, and less on the L/D ratio of the pellet die. This observation corroborates with earlier work [21,22,23] in which corn stover and lodgepole pine, during pelleting at a high moisture content, lost about 6–10% (w.b.), and the loss of moisture was dependent on the initial moisture content of the feedstock. Tumuluru et al. [23] has reasoned that during pelleting, the mositure loss in the biomass is due to: (a) mositure flash-off due to the frictional heat developed in the die; and (b) cooling. This leads to drying most of the pellet surface moisture, resulting in partially dried pellets. Also, it is important to dry the partially dried pellets slowly; otherwise, it can result in case-hardening, making pellets harder outside but trapping moisture inside, which can also result in microbial degradation during storage. Tumuluru [44] indicated that the high moisture pelleting process not only densifies the biomass, but helps to drive some of the moisture from the feedstock. Also, high-moisture pelleting makes drying optional. If, for example, the pellets do not have to be stored for long periods of time and do not require transportation over longer distances, the partially dried pellets can be used as such without any further drying for the biochemical conversion process. This is generally true in biochemical conversion where biomass is rewetted during pretreatment and conversion. Also, in the high moisture pelleting process, the moisture in the biomass is more efficiently managed, which reduces the cost of preprocessing significantly. Lamers et al. [25] indicated a 40% reduction in pellet production costs mainly due to moisture loss during pelleting and drying the high moisture pellets using low-temperature dryers, such as grain or belt dryers, provide cost-savings that are 10 times lower and can operate using low quality heat.
In general, low bulk density is another major limitation of herbaceous biomass and results in issues related to storage, handling, and transportation [16,49,50]. These limitations pose a serious challenge for biomass applications on a commercial scale. The present pelleting study indicates that bulk density increases by almost 3–5 times over the raw material, and the increase in the density is dependent on the process conditions selected. In their studies on biomass blending and densification impacts on the feedstock supply chain and biochemical conversion, Ray et al. [10] concluded that low-density biomass requires more resources for transportation and shipping. In their review on biomass densification systems, Tumuluru et al. [16] suggested that pellet mills, briquette presses, cubers, agglomerators, and tablet presses all help to improve bulk density and produce a consistent product in terms of physical properties (e.g., size, shape, bulk density). Densification of biomass also helps to improve handling and conveyance efficiencies in biomass supply systems and infeed [16]. A big challenge for using biomass blends in biorefineries is feeding and handling. Due to variations in bulk density and particle size distribution, the blends will segregate during storage, handling, and feeding, and can influence feed-handling and conversion-process efficiencies. According to Ray et al. [10], the use of blended and densified feedstocks in conversion pathways instead of conventionally ground biomass from a single source addresses several challenges in the current biomass supply chain, such as transportation, storage, cost, quality, and supply variability. Edmunds et al. [11], Sahoo and Mani [50], and Tumuluru et al. [51] reported that herbaceous biomass, such as switchgrass, has a bulk density in the range of 150–160 kg/m3. Based on the present study, pelleting blends of switchgrass + 2-inch top pine residue increased bulk density values to about 540–580 kg/m3. Also, because the moisture content of the pellets is <10% (w.b.), they are more aerobically stable during storage.
The present research indicated that both the L/D ratio of the pellet die or compression pressure and blend moisture content influenced the bulk density and durability of the produced pellets. A higher L/D ratio and lower moisture content increased the bulk density for all the blend ratios tested. Studies conducted by Said et al. [52] on rice straw in a flat die pellet mill showed that the durability of the pellets is strongly dependent on the effectiveness of the interparticle bonds created during pelleting. Their studies indicated that higher moisture content (10–17%, w.b.) increased durability, but decreased bulk density values. A similar observation was observed by Serrano et al. [34] on barley straw, where an increase in moisture content increased the length of the pellet and its durability but decreased durability values. Studies conducted by Rhén et al. [53] on the pelleting of woody biomass (Norway spruce) at different preheating temperatures and pressure indicated that both preheating temperature and moisture content had a significant effect on the bulk density of the pellets produced. Studies conducted by Jackson et al. [39] and Sarkar et al. [54] also indicated that pelleting corn stover and switchgrass at a higher moisture content of about 20–26% (w.b.) resulted in pellets with a bulk density in the range of 500–600 kg/m3. The research conducted by the earlier researcher and the observations from the present study also seems to corroborate that increasing the moisture content decreases the bulk density of the pellets produced.
Currently, the major challenge to use pelleted biomass in biorefining operations is the cost. In this study, the high moisture pelleting process that was tested helps to significantly reduce pelleting costs. Also, this process helps to produce pellets with different bulk density and durability values. According to Tumuluru [21], if pellets are transported by a truck, which is a weight-limited system, very high bulk densities are not needed to fill the truck. Based on maximum weight and volume of the truck, densified products with a bulk density in the range of 350–400 kg/m3 can fill the truck to capacity. Also if the pellets are transported to shorter distances they do not neet to meet the durability standards set for long-distance transportation. Tumuluru [21] suggested that the cost of pellet production using conventional method cannot be completely offset by saving in the transportation costs especially if the transportation distances are less than 200–300 miles. One way to make pelleting an economically viable technology for the biorefineries is by reducing the cost. The high-moisture pelleting tested in this study can make pelleting more cost-effective. Also, the cost savings achieved in terms of storage, handling, and feeding due to the use of pellets are not quantified throughly, it they are quantified it can make pelleting a more favorable operation for biorefineries. Another major advantage of blending woody with herbaceous biomass is that it improves the chemical composition. Woody biomass has a higher carbon content and is lower in ash, while the herbaceous biomass is lower in carbon content and higher in ash. Blending woody with herbaceous biomass can help to overcome herbaceous biomass feedstock specification limitations and make them meet specifications required for thermochemical conversion in terms of calorific value, volatiles, oxygen, hydrogen, nitrogen, chlorine, sulfur, nitrogen, and ash content [9].
In general, the lignin in the biomass is considered a natural binding agent and plays an important role in the densification process. In the present study, increasing the pine content in the blend to 75% increased durability values and reduced the specific energy consumption. In his studies on the pelleting of woody and herbaceous biomass at high moisture content, Tumuluru [44] indicated that higher lignin content in woody biomass increased the bulk and durability values of the pellets. In addition, the same study also indicated that energy sorghum resulted in low-quality pellets in terms of their density and durability. According to Tumuluru et al. [9], grasses with lower lignin content are difficult to pelletize and consume higher pelleting energy, in addition to producing low-quality pellets in terms of their density and durability. However, the same authors indicated that blending straws and grasses with woody biomass, which has higher lignin and lower ash content, could help to improve pellet properties and reduce pelleting energy consumption. In their studies on the chemical and mechanical propeties of agricultural and woody biomass, Harun and Afzal [45] indicated that higher percentages of woody biomass in the blend of pine and switchgrass increased the pellet strength and durability values. This present research corroborates this observation and proves that blending pine with switchgrass does indeed help to produce a good quality of pellet in terms of durability and reduce specific energy consumption.
Edmunds et al. [11] indicated that switchgrass has about 21% lignin content, while 2-inch top pine residue has about 37.5% on an as-received dry-weight basis. The previous research published on pelleting of grasses indicated that grasses take more energy to pellet as well as they do not make a good pellet due to its low lignin content and needle-shaped particles. Pine and switchgrass blending studies conducted by Edmunds et al. [11] indicated that significant improvement in terms of lignin content and particle size distribution could be achieved. These improvements in terms of physical properties and biochemical composition, especially lignin, can help to produce good quality pellets at lower energy consumption. The blending of these types of biomass not only helps to modify their chemical composition but often improve their pelleting characteristics as well, due to better interlocking ability and flowability of the biomass in the pellet die. This observation was corroborated by the present study, where increasing the pine percentage to 75% in the blend improved the durability of the pellets. Also, the energy consumption of the pelleting process was lower when the pine percentage was higher in the blends tested. The improvements in bulk density and durability and lower energy consumption for the pine and switchgrass blend pellets tested can be due to improved chemical composition and particle size distribution, which might have resulted in better flow characteristics in the pellet die.
Many researchers have indicated that particle size distribution has a significant impact on the quality of the produced pellets [16,55,56]. It is critical to manage the particle size to produce the right quality of densified products at a lower specific energy consumption. The blending of woody and herbaceous biomass helps to alter particle size distribution and can make feedstock suitable for different densification systems. In general, a pellet mill requires smaller particles as the contact area between the particles plays a major role in creating necessary bonding between the particles. The common bonding mechanism during pelleting are: (1) particle bonding due to interfacial forces and capillary pressures; and (2) solid bridges that are formed due to chemical reactions, sintering, solidification, hardening of the binder, hardening of the melted substances, or crystallization of the dissolved materials results in agglomeration of biomass particles [16]. In addition, according to MacBain [55] and Payne [56], finely ground materials are suitable for pelleting because they have higher surface area to absorb steam during conditioning and can result in higher-starch gelatinization and increased particle binding. The same authors have also suggested that a certain ratio of fines—medium and coarse particles—are necessary to improve pellet quality and reduce pelleting energy consumption. Based on the present study, blending of pine and switchgrass at different ratios might have influenced particle size distributions, positively impacted pellet quality (i.e., bulk density and durability), and reduced the overall specific energy consumption of the pelleting process. Future work on the pelleting of woody and herbaceous biomass blends should be focused on testing the process in a ring die pellet mill at both the pilot and commercial scales; understanding how the chemical composition and energy properties changes with respect to moisture content and pelleting process variables, such as the L/D ratio; and understanding the effect of grind size on the quality of the pellets and energy consumption of the process.
5. Conclusions
Based on the findings in the present research, the following conclusions were drawn:
- Moisture loss during pelleting was higher at high blend moisture content, which corroborates with earlier studies on pelleting corn stover using a laboratory-scale felt die and a pilot-scale ring die pellet mill. There is about 6–10% (w.b.) moisture loss during pelleting of blends of 2-inch top pines residues and switchgrass blends.
- Both blend moisture content and L/D ratio of the pellet die had a significant effect on the pellet properties and the specific energy consumption for the three blend ratios tested.
- All three blend ratios produced pellets with bulk density values > 550 kg/m3. Increasing the 2-inch top pine residue percentage in the blend improved pellet physical properties.
- The 75% 2-inch top pine residue + 25% switchgrass combinations helped to produce pellets with durability values of > 95%, whereas 50% 2-inch top pine residue + 50% switchgrass produced pellets with durability values closer to 95%.
- Higher switchgrass percentage increased the specific energy consumption of the pelleting process. At a higher 2-inch pine residue percentage, the specific energy consumption reduced to about 90 kWh/ton, whereas increasing the moisture content of the blend ratio increased the specific energy consumption.
- The future work should be focused to understand the pelleting characteristics of high mositure pine residue, switchgrass, and blends of pine and switchgrass in a pilot scale ring die pellet mill. Evaluate how the pelleting process variables impact the physical properties, proximate and ultimate composition, and energy properties.
Acknowledgments
This work was supported by the U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy under DOE Idaho Operations Office Contract DE-AC07-05ID14517. Accordingly, the U.S. Government retains and the publisher, by accepting the article for publication, acknowledges that the U.S. Government retains a nonexclusive, paid-up, irrevocable, worldwide license to publish or reproduce the published form of this manuscript or allow others to do so, for U.S. Government purposes. The author would like to thank the project partners Genera Bioenergy, Vonore, TN, University of Tennessee, Knoxville, TN Auburn University, Auburn, AL and Herty Advanced Biomaterials, Savannah, GA, USA for providing 3/16-inch grind switchgrass and 2-inch top pine residue samples for pelleting tests. The author also wants to thank Matt Dee, Research Engineer and Craig. C. Conner, retired INL employee, for supporting the experimental work.
Conflicts of Interest
The authors declare no conflict of interest.
U.S. Department of Energy Disclaimer
This information was prepared as an account of work sponsored by an agency of the U.S. Government. Neither the U.S. Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. References herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the U.S. Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the U.S. Government or any agency thereof.
References
- U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy. Bioenergy Basics. 2018. Available online: https://www.energy.gov/eere/bioenergy/bioenergy-basics (accessed on 30 January 2019).
- Langholtz, M.H.; Stokes, B.J.; Eaton, L.M. Billion-Ton Report: Advancing Domestic Resources for a Thriving Bioeconomy, Volume 1: Economic Availability of Feedstocks; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2016. [Google Scholar]
- Perlack, R.D.; Wright, L.L.; Turhollow, A.; Graham, R.L.; Stokes, B.J.; Erbach, D.C. Biomass as Feedstock for a Bioenergy and Bioproducts Industry: The Technical Feasibility of a Billion-Ton Annual Supply; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2005. [Google Scholar]
- U.S. Department of Agriculture. A USDA Regional Roadmap to Meeting the Biofuels Goals of the Renewable Fuels Standard by 2022; USDA Biofuels Strategic Production Report; U.S. Department of Agriculture: Washington, DC, USA, 2010.
- Rials, T.G. Next Generation Logistics Systems for Delivering Optimal Biomass Feedstocks to Biorefining Industries in the Southeastern U.S.: Logistics for Enhanced Attributes Feedstock (LEAF) DOE-Funded Project Peer Review. Available online: https://www.energy.gov/sites/prod/files/2017/05/f34/fsl_rials_123107.pdf (accessed on 30 January 2019).
- Tumuluru, J.S. Why biomass preprocessing and pretreatments? In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Tumuluru, J.S. Thermal pretreatment of biomass to make it suitable for biopower application. In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Yancey, N.A.; Tumuluru, J.S.; Wright, C.T. Drying, grinding, and pelletization studies on raw and formulated biomass feedstocks for bioenergy applications. J. Biobased Mater. Bioenergy 2013, 7, 549–558. [Google Scholar] [CrossRef]
- Tumuluru, T.S.; Hess, J.R.; Boardman, R.D.; Wright, C.T.; Westover, T.L. Formulation, pretreatment, and densification options to improve biomass specifications for co-firing high percentages with coal. Ind. Biotechnol. 2012, 8, 113–132. [Google Scholar] [CrossRef]
- Ray, A.E.; Li, C.; Thompson, V.S.; Daubaras, D.L.; Nagle, N.J.; Hartley, D.S. Biomass blending and densification: Impacts on feedstock supply and biochemical conversion performance. In Biomass Volume Estimation and Valorization for Energy; Tumuluru, J.S., Ed.; IntechOpen: London, UK, 2017. [Google Scholar]
- Edmunds, C.W.; Reyes Molina, E.A.; André, N.; Hamilton, C.; Park, S.; Fasina, O.; Adhikari, S.; Kelley, S.S.; Tumuluru, J.S.; Rials, T.G.; et al. Blended feedstocks for thermochemical conversion: Biomass characterization and bio-oil production from switchgrass-pine residues blends. Front. Energy Res. 2018, 6, 79. [Google Scholar] [CrossRef]
- Kenney, K.L.; Smith, W.A.; Gresham, G.L.; Westover, T.L. Understanding biomass feedstock variability. Biofuels 2013, 4, 111–127. [Google Scholar] [CrossRef] [Green Version]
- Thompson, D.N.; Campbell, T.; Bals, B.; Runge, T.; Teymouri, F.; Ovard, L.P. Chemical preconversion: Application of low-severity pretreatment chemistries for commoditization of lignocellulosic feedstock. Biofuels 2013, 4, 323–340. [Google Scholar] [CrossRef]
- Crawford, N.C.; Ray, A.E.; Yancey, N.A.; Nagle, N. Evaluating the pelletization of “pure” and blended lignocellulosic biomass feedstocks. Fuel Process. Technol. 2015, 140, 46–56. [Google Scholar] [CrossRef] [Green Version]
- Mahadevan, R.; Adhikari, S.; Shakya, R.; Wang, K.; Dayton, D.; Lehrich, M.; Taylor, S.E. Effect of alkali and alkaline earth metals on in-situ catalytic fast pyrolysis of lignocellulosic biomass: A microreactor study. Energy Fuels 2016, 30, 3045–3056. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuel Bioprod. Biorefin. 2011, 5, 683–707. [Google Scholar] [CrossRef] [Green Version]
- Tumuluru, J.S.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. A review on biomass torrefaction process and product properties for energy applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Yancey, N. Conventional and advanced mechanical preprocessing methods for biomass: Performance quality attributes and cost analysis. In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Sahoo, K.; Bilek, E.M.; Bergman, R.D.; Kizha, A.R.; Mani, S. Economic analysis of forest residues supply chain options to produce enhanced-quality feedstocks. Biofuel Bioprod. Biorefin. 2018. [Google Scholar] [CrossRef]
- Pradhan, P.; Arora, A.; Mahajani, S.M. Pilot scale evaluation of fuel pellets production from garden waste biomass. Energy Sustain. Dev. 2018, 43, 1–14. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Specific energy consumption and quality of wood pellets produced using high-moisture lodgepole pine grind in a flat die pellet mill. Chem. Eng. Res. Des. 2016, 110, 82–97. [Google Scholar] [CrossRef] [Green Version]
- Tumuluru, J.S. Effect of process variables on the density and durability of the pellets made from high moisture corn stover. Biosyst. Eng. 2014, 119, 44–57. [Google Scholar] [CrossRef] [Green Version]
- Tumuluru, J.S. High moisture corn stover pelleting in a flat die pellet mill fitted with a 6 mm die: Physical properties and specific energy consumption. Energy Sci. Eng. 2015, 3, 327–341. [Google Scholar] [CrossRef]
- Searcy, E.; Lamers, P.; Hansen, J.; Jacobson, J.; Hess, R.; Webb, E. Advanced Feedstock Supply System Validation Workshop—Summary Report; Report INL/EXT-10-18930; Idaho National Laboratory: Idaho Falls, ID, USA, 2015; Available online: https://bioenergykdf.net/system/files/1/15-50315-R3_Summary_Report_Only_ONLINE.PDF (accessed on 30 January 2019).
- Lamers, P.; Roni, M.S.; Tumuluru, J.S.; Jacobson, J.J.; Cafferty, K.G.; Hansen, J.K.; Kenney, K.; Teymouri, F.; Bals, B. Techno-economic analysis of decentralized biomass processing depots. Bioresour. Technol. 2015, 194, 205–213. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tumuluru, J.S.; Cafferty, K.G.; Kenney, K.L. Techno-economic analysis of conventional, high moisture pelletization, and briquetting process. Paper No. 141911360. In Proceedings of the American Society of Agricultural and Biological Engineer Annual Meeting, Montreal, QC, Canada, 13–16 July 2014. [Google Scholar]
- Pirraglia, A.; Gonzalez, R.; Saloni, D. Techno-economical analysis of wood pellets production from U.S. manufacturers. BioResources 2010, 5, 2374–2390. [Google Scholar]
- Sakkampang, C.; Wongwuttanasatian, T. Study of ratio of energy consumption and gained energy during briquetting process for glycerin-biomass briquette fuel. Fuel 2014, 115, 186–189. [Google Scholar] [CrossRef]
- Granström, K. Emissions of Volatile Organic Compounds from Wood. Ph.D. Thesis, Department of Environmental and Energy Systems, Karlstad University, Karlstad, Sweden, 2005. [Google Scholar]
- Johansson, A.; Rasmuson, A. The release of monoterpenes during convective drying of wood chips. Dry. Technol. 1998, 16, 1395–1428. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. Fuel pellets from biomass: The importance of the pelletizing pressure and its dependency on the processing conditions. Fuel 2011, 90, 3285–3290. [Google Scholar] [CrossRef] [Green Version]
- Holm, J.K.; Henriksen, U.B.; Hustad, J.E.; Sorensen, L.H. Toward an understanding of controlling parameters in softwood and hardwood pellets production. Energy Fuel 2006, 20, 2686–2694. [Google Scholar] [CrossRef]
- Van Dam, J.E.G.; Van Den Oever, M.J.A.; Teunissen, W.; Keijsers, E.R.P.; Peralta, A.G. Process for production of high density/high performance binderless boards from whole coconut husk. Part 1: Lignin as intrinsic thermosetting binder resin. Ind. Crop. Prod. 2004, 19, 207–216. [Google Scholar] [CrossRef]
- Serrano, C.; Monedero, E.; Lapuerta, M.; Portero, H. Effect of moisture content, particle size, and pine addition on quality parameters of barley straw pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Shaw, M.D.; Karunakaran, C.; Tabil, L.G. Physicochemical characteristics of densified untreated and steam exploded poplar wood and wheat straw grinds. Biosyst. Eng. 2009, 103, 198–207. [Google Scholar] [CrossRef]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Shang, L.; Sarossy, Z.; Ahrenfeldt, J.; Henriksen, U.B. From a single pellet press to a bench scale pellet mill—Pelletizing six different biomass feedstocks. Fuel Process. Technol. 2016, 142, 27–33. [Google Scholar] [CrossRef]
- Jackson, J.; Turner, A.; Mark, T.; Montross, M. Densification of biomass using a pilot scale flat ring roller pellet mill. Fuel Process. Technol. 2016, 148, 43–49. [Google Scholar] [CrossRef] [Green Version]
- Tumuluru, J.S.; Conner, C.C.; Hoover, A.N. Method to produce durable pellets at lower energy consumption using high moisture corn stover and a corn starch binder in a flat die pellet mill. J. Vis. Exp. 2016, 112, e54092. [Google Scholar] [CrossRef]
- Bonner, I.J.; Thompson, D.N.; Plummer, M.; Dee, M.; Tumuluru, J.S.; Pace, D.; Teymouri, F.; Campbell, T.; Bals, B. Impact of ammonia fiber expansion (AFEX) pretreatment on energy consumption during drying, grinding, and pelletization of corn stover. Dry. Technol. 2016, 34, 1319–1329. [Google Scholar] [CrossRef]
- Hoover, A.N.; Tumuluru, J.S.; Teymouri, F.; Moore, M.; Gresham, G. Effect of pelleting process variables on physical properties and sugar yields of ammonia fiber expansion (AFEX) pretreated corn stover. Bioresour. Technol. 2014, 164, 128–135. [Google Scholar] [CrossRef] [PubMed]
- Zafari, A.; Kianmehr, M.H. Factors affecting mechanical properties of biomass pellet from compost. Environ. Technol. 2014, 35, 478–486. [Google Scholar] [CrossRef] [PubMed]
- Tumuluru, J.S. Effect of pellet die diameter on density and durability of pellets made from high moisture woody and herbaceous biomass. Carbon Res. Convers. 2018, 1, 44–54. [Google Scholar] [CrossRef]
- Harun, N.Y.; Afzal, M.T. Chemical and mechanical properties of pellets made from agricultural and woody biomass blends. Trans. ASABE 2015, 58, 921–930. [Google Scholar]
- American Society of Agricultural and Biological Engineers (ASABE). Cubes, Pellets, and Crumbles—Definitions and Methods for Determining Density, Durability, and Moisture Content; Standards, S269.4; ASABE: St. Joseph, MI, USA, 2007. [Google Scholar]
- STATISTICA (Data Analysis Software System), Version 9.1; StatSoft, Inc.: Tulsa, OK, USA, 2010; Available online: www.statsoft.com (accessed on 18 March 2019).
- Tumuluru, J.S.; McCulloch, R. Application of hybrid genetic algorithm routine in optimizing food and bioengineering processes. Foods 2016, 5, 76. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, K.; Mani, S. Engineering economics of cotton stalk supply logistics systems for bioenergy applications. Trans. ASABE 2016, 59, 737–747. [Google Scholar]
- Sahoo, K.; Mani, S. Techno-economic assessment of biomass bales storage systems for a large-scale biorefinery. Biofuel Bioprod. Biorefin. 2017, 11, 417–429. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Lim, C.J.; Bi, X.T.; Kuang, X.; Melin, S.; Yazdanpanah, F.; Sokhansanj, S. Analysis on storage off-gas emissions from woody, herbaceous, and torrefied biomass. Energies 2015, 8, 1745–1759. [Google Scholar] [CrossRef]
- Said, N.; Abdel Daiem, M.M.; Garcia-Maraver, A.; Zamorano, M. Influence of densification parameters on quality properties of rice straw pellets. Fuel Process. Technol. 2015, 138, 56–64. [Google Scholar] [CrossRef]
- Rhén, C.; Gref, R.; Sjöström, M.; Wästerlund, I. Effects of raw material moisture content: Densification pressure and temperature on some properties of Norway spruce pellets. Fuel Process. Technol. 2005, 87, 11–16. [Google Scholar] [CrossRef]
- Sarkar, M.; Kumar, A.; Tumuluru, J.S.; Patil, K.N.; Bellmer, D.D. Gasification performance of switchgrass pretreated with torrefaction and densification. Appl. Energy 2014, 127, 194–201. [Google Scholar] [CrossRef]
- MacBain, R. Pelleting Animal Feed; American Feed Manufacturers Association: Arlington, VA, USA, 1966. [Google Scholar]
- Payne, J.D. Improving quality of pellet feeds. Milling Feed Fertil. 1978, 161, 34–41. [Google Scholar]
Figure 1.
Various unit operation in the conventional pelleting process [25].
Figure 1.
Various unit operation in the conventional pelleting process [25].

Figure 2.
Energy consumption of various unit operations in pelleting of woody biomass [23].
Figure 2.
Energy consumption of various unit operations in pelleting of woody biomass [23].

Figure 3.
Flat die pellet mill at Idaho National Laboratory.

Figure 4.
Flat die pellet mill dies with different length-to-diameter (L/D) ratios.


Figure 5.
Blend pellets made using milled 2-inch top pine + milled switchgrass blends at different moisture contents and L/D ratios of the pellet die.
Figure 5.
Blend pellets made using milled 2-inch top pine + milled switchgrass blends at different moisture contents and L/D ratios of the pellet die.

Figure 6.
Durability of the pellets produced using a blend of milled 2-inch top pine residue + milled switchgrass.
Figure 6.
Durability of the pellets produced using a blend of milled 2-inch top pine residue + milled switchgrass.

Figure 7.
Bulk density of the pellets produced using a blend of milled 2-inch top pine residue + milled switchgrass.
Figure 7.
Bulk density of the pellets produced using a blend of milled 2-inch top pine residue + milled switchgrass.

Figure 8.
Effect of blend moisture and L/D ratio on pellet moisture content of 50% 2-inch top pine residue + 50% switchgrass.
Figure 8.
Effect of blend moisture and L/D ratio on pellet moisture content of 50% 2-inch top pine residue + 50% switchgrass.

Figure 9.
Effect of blend moisture and L/D ratio on pellet bulk density of 50% 2-inch top pine residue + 50% switchgrass.
Figure 9.
Effect of blend moisture and L/D ratio on pellet bulk density of 50% 2-inch top pine residue + 50% switchgrass.

Figure 10.
Effect of blend moisture and L/D ratio on pellet durability of 50% 2-inch top pine residue + 50% switchgrass.
Figure 10.
Effect of blend moisture and L/D ratio on pellet durability of 50% 2-inch top pine residue + 50% switchgrass.

Figure 11.
Effect of blend moisture and L/D ratio on specific energy consumption of 50% 2-inch top pine residue + 50% switchgrass.
Figure 11.
Effect of blend moisture and L/D ratio on specific energy consumption of 50% 2-inch top pine residue + 50% switchgrass.

Figure 12.
Effect of blend moisture and L/D ratio on pellet moisture content of 75% 2-inch top pine residue + 25% switchgrass.
Figure 12.
Effect of blend moisture and L/D ratio on pellet moisture content of 75% 2-inch top pine residue + 25% switchgrass.

Figure 13.
Effect of blend moisture and L/D ratio on pellet bulk density of 75% 2-inch top pine residue + 25% switchgrass.
Figure 13.
Effect of blend moisture and L/D ratio on pellet bulk density of 75% 2-inch top pine residue + 25% switchgrass.

Figure 14.
Effect of blend moisture and L/D ratio on durability of 75% 2-inch top pine residue + 25% switchgrass.
Figure 14.
Effect of blend moisture and L/D ratio on durability of 75% 2-inch top pine residue + 25% switchgrass.

Figure 15.
Effect of blend moisture and L/D ratio on specific energy consumption of 75% 2-inch top pine residue + 25% switchgrass.
Figure 15.
Effect of blend moisture and L/D ratio on specific energy consumption of 75% 2-inch top pine residue + 25% switchgrass.

Figure 16.
Effect of blend moisture and L/D ratio on pellet moisture content of 25% 2-inch top pine residue + 75% switchgrass.
Figure 16.
Effect of blend moisture and L/D ratio on pellet moisture content of 25% 2-inch top pine residue + 75% switchgrass.

Figure 17.
Effect of blend moisture and L/D ratio on pellet bulk density of 25% 2-inch top pine residue + 75% switchgrass.
Figure 17.
Effect of blend moisture and L/D ratio on pellet bulk density of 25% 2-inch top pine residue + 75% switchgrass.

Figure 18.
Effect of 25% 2-inch top pine residue + 75% switchgrass of 25% 2-inch top pine residue + 75% switchgrass.
Figure 18.
Effect of 25% 2-inch top pine residue + 75% switchgrass of 25% 2-inch top pine residue + 75% switchgrass.

Figure 19.
Effect of blend moisture and L/D ratio on durability of 25% 2-inch top pine residue + 75% switchgrass.
Figure 19.
Effect of blend moisture and L/D ratio on durability of 25% 2-inch top pine residue + 75% switchgrass.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental conditions used for pelleting of milled 2-inch top pine residue and switchgrass blends.
Table 1.
Experimental conditions used for pelleting of milled 2-inch top pine residue and switchgrass blends.
| Blend Feedstock | Process Variables | |
|---|---|---|
| L/D Ratio of the Pellet Die (x1) | Blend Moisture Content (%, w.b.) (x2) | |
| 50% milled 2-inch top pine residue + 50% milled switchgrass | 1.5, 2.0, 2.6 | 20, 25, 30 |
| 75% milled 2-inch top pine residue + 25% milled switchgrass | 1.5, 2.0, 2.6 | 20, 25, 30 |
| 25% milled 2-inch top pine residue + 75% milled switchgrass | 1.5, 2.0, 2.6 | 20, 25, 30 |
Note: Both switchgrass and 2-inch top pine residue were ground in a hammer mill fitted with a 3/16-inch (4.8 mm) screen size.
Table 2.
Physical characteristics of grinds from switchgrass and 2-inch top pine residue blends [11].
Table 2.
Physical characteristics of grinds from switchgrass and 2-inch top pine residue blends [11].
| Milled Switchgrass | Milled 2-inch Top Pine Residue | d50 (µm) | Span | Bulk Density (kg/m3) | Particle Density (kg/m3) | Tap Density (kg/m3) | CM (%) | HR | |
|---|---|---|---|---|---|---|---|---|---|
| Mass Fraction | 1 | 0 | 534 | 2.12 | 166.0 | 1443.9 | 210.3 | 10.6 | 1.26 |
| 0 | 1 | 811 | 1.64 | 231.1 | 1439.7 | 301.7 | 11.9 | 1.31 | |
| 0.75 | 0.25 | 674 | 2.07 | 180.4 | 1428.3 | 227.7 | 10.8 | 1.26 | |
| 0.50 | 0.50 | 766 | 2.01 | 188.1 | 1427.6 | 240.3 | 10.6 | 1.28 | |
| 0.25 | 0.75 | 801 | 1.97 | 207.6 | 1417.9 | 270.0 | 10.6 | 1.30 |
Note: CM: compressibility; and HR: Hausner ratio.
Table 3.
Response surface models describing pellet properties and energy consumption of blends in respect to process conditions.
Table 3.
Response surface models describing pellet properties and energy consumption of blends in respect to process conditions.
| Physical Properties and Specific Energy Consumption | Equation | (R2) |
|---|---|---|
| Blend Ratio: 50% milled 2-inch top pine residue +50% milled switchgrass | ||
| Blend pellet moisture content (%, w.b.) | 0.81 | |
| Bulk density (kg/m3) | 0.87 | |
| Durability (%) | 0.97 | |
| Specific energy consumption (kWh/ton) | 0.73 | |
| Blend Ratio: 75% milled 2-inch top pine residue + 25% milled switchgrass | ||
| Blend pellet moisture content (%, w.b.) | 0.80 | |
| Bulk density (kg/m3) | 0.98 | |
| Durability (%) | 0.60 | |
| Specific energy consumption (kWh/ton) | 0.88 | |
| Blend Ratio: 25% milled 2-inch top pine residue + 75% milled switchgrass | ||
| Blend pellet moisture content (%, w.b.) | 0.98 | |
| Bulk density (kg/m3) | 0.97 | |
| Durability (%) | 0.88 | |
| Specific energy consumption (kWh/ton) | 0.66 | |
Note: Both switchgrass and 2-inch top pine residue were ground in a hammer mill fitted with a 3/16-inch (4.8 mm) screen size; x1: L/D ratio of the pellet die; x2: Blend moisture content (%, w.b.).
Table 4.
Optimum process conditions for maximizing density and durability and minimizing pellet moisture content for 50% milled 2-inch top pine residue + 50% milled switchgrass blends.
Table 4.
Optimum process conditions for maximizing density and durability and minimizing pellet moisture content for 50% milled 2-inch top pine residue + 50% milled switchgrass blends.
| Pellet Properties | Maximum | Minimum | Individual Optimum Process Conditions | |
|---|---|---|---|---|
| - | - | L/D Ratio of Pellet Die | Blend Moisture Content (%, w.b.) | |
| Pellet Moisture Content (%, w.b.) | - | 13.25 | 1.58 | 20.002 |
| Bulk Density (kg/m3) | 583.57 | 2.56 | 20.002 | |
| Durability (%) | 93.94 | 2.52 | 20.23 | |
Table 5.
Optimum process conditions for maximizing bulk density and durability and minimizing pellet moisture content for 75% milled 2-inch top pine residue + 25% milled switchgrass blends.
Table 5.
Optimum process conditions for maximizing bulk density and durability and minimizing pellet moisture content for 75% milled 2-inch top pine residue + 25% milled switchgrass blends.
| Pellet Properties | Maximum | Minimum | Individual Optimum Process Conditions | |
|---|---|---|---|---|
| - | - | L/D Ratio of Pellet Die | Blend Moisture Content (%, w.b.) | |
| Pellet Moisture Content (%, w.b.) | - | 14.625 | 2.55 | 20.19 |
| Bulk Density (kg/m3) | 554.00 | - | 2.58 | 21.78 |
| Durability (%) | 98.11 | - | 2.54 | 20.16 |
Table 6.
Optimum process conditions for maximizing bulk density and durability and minimizing pellet moisture content for 25% milled 2-inch top pine residue + 75% milled switchgrass blends.
Table 6.
Optimum process conditions for maximizing bulk density and durability and minimizing pellet moisture content for 25% milled 2-inch top pine residue + 75% milled switchgrass blends.
| Pellet Properties | Maximum | Minimum | Individual Optimum Process Conditions | |
|---|---|---|---|---|
| - | - | L/D Ratio of Pellet Die | Blend Moisture Content (%, w.b.) | |
| Pellet Moisture Content (%, w.b.) | - | 13.13 | 2.01 | 20.66 |
| Bulk Density (kg/m3) | 591.55 | - | 2.34 | 20.02 |
| Durability (%) | 91.53 | - | 2.59 | 20.20 |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tumuluru, J.S. Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption. Energies 2019, 12, 1198. https://doi.org/10.3390/en12071198
AMA Style
Tumuluru JS. Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption. Energies. 2019; 12(7):1198. https://doi.org/10.3390/en12071198
Chicago/Turabian StyleTumuluru, Jaya Shankar. 2019. "Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption" Energies 12, no. 7: 1198. https://doi.org/10.3390/en12071198
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.