
Hydrothermal Conversion of Neutral Sulfite Semi-Chemical Red Liquor into Hydrochar


Abstract
:1. Introduction
2. Materials and Methods
2.1. Hydrothermal Conversion Experiment
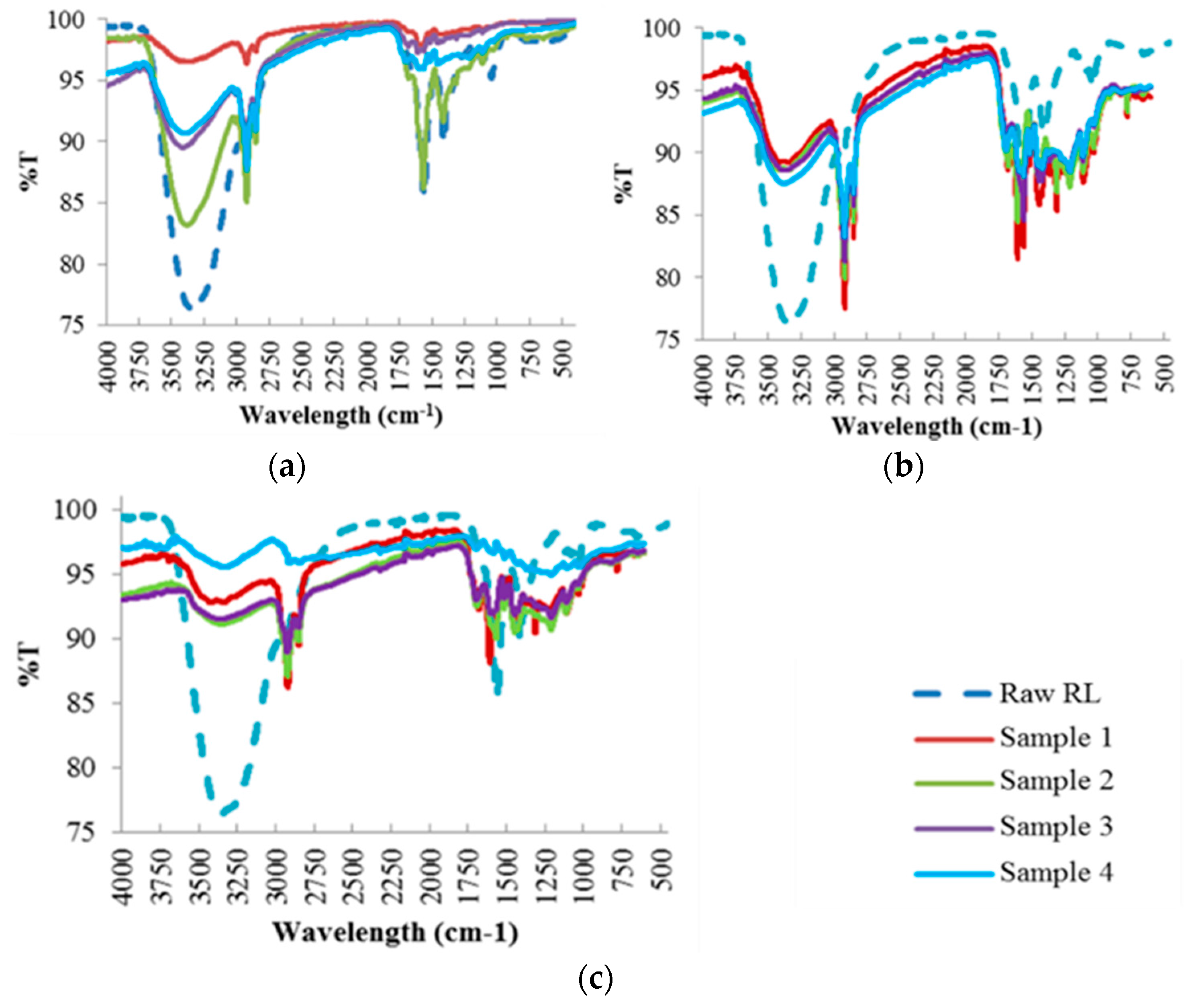
- Sample 1—75 mL of NSSC red liquor with 600 mL of deionized water at pH 6.75.
- Sample 2—75 mL of NSSC red liquor with 600 mL of deionized water and 65 mL of glacial (17 M) acetic acid at pH 4.
- Sample 3—75 mL of NSSC red liquor with 600 mL of deionized water, 75 mL of glacial (17 M) acetic acid and 125 mL ethanol at pH 4.
- Sample 4—75 mL of NSSC red liquor with 600 mL of deionized water and 120 mL glacial (17 M) acetic acid at pH 3.
2.2. Ultimate Analysis
2.3. Thermal Analysis
2.4. Calorimetry
2.5. Fourier Transform Infrared Spectroscopy (FTIR)
2.6. Inorganic Metal Analysis
3. Results
3.1. Hydrochar
3.1.1. Ultimate Analysis
- ▪
- Sample 1—Red liquor with water only at pH 6.75.
- ▪
- Sample 2—Red liquor, water and acetic acid at pH 4.
- ▪
- Sample 3—Red liquor, water, ethanol and acetic acid at pH 4.
- ▪
- Sample 4—Red liquor, water and acetic acid at pH 3.
3.1.2. Thermal, Gravimetric and Calorimetric Analyses
3.1.3. Fourier Transform Infrared Spectroscopy (FTIR)
3.2. Process Liquid (Residual By-Product)
3.2.1. Fourier Transform Infrared Spectroscopy (FTIR)
3.2.2. Inorganic Metal Analysis
4. Discussion
4.1. Hydrochar
4.1.1. Ultimate Analysis
4.1.2. Thermal, Gravimetric and Calorimetric Analyses
4.1.3. Fourier Transform Infrared Spectroscopy (FTIR)
4.2. Process Liquid (Residual By-Product)
4.2.1. Fourier Transform Infrared Spectroscopy (FTIR)
4.2.2. Inorganic Metal Analysis
5. Conclusions
- The carbon content of the hydrochar increased with an increase in reaction temperature, with the maximum value (73.6 wt.%) achieved at 250 °C, reaction time of 3 h, using acetic acid at pH 3 as an additive.
- The conditions that maximized carbon content also maximized HHV (29.87 MJ/kg), and minimized ash content (1.12 wt.%).
- Among the HTC operational parameters varied, the reaction temperature had the most dominant effect on the hydrochar properties. Addition of acetic acid, and the resulting reaction medium pH reduction, had the next most significant effect.
- The liquid by-product is the sink for undesired inorganic elements and degraded organics.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| FC | Fixed Carbon |
| FTIR | Fourier Transform Infrared Spectroscopy |
| HHV | Higher Heating Value |
| HMF | Hydroxymethylfurfural |
| HTC | Hydrothermal Conversion |
| NSSC | Neutral Sulfite Semi-Chemical |
| RL | Red Liquor |
| TGA | Thermogravimetric Analysis |
| VM | Volatile Matter |
References
- The Outlook for Energy: A View to 2040. Available online: http://cdn.exxonmobil.com/~/media/global/files/outlook-for-energy/2016/2016-outlook-for-energy.pdf (accessed on 17 April 2016).
- IEA World Energy Outlook 2014. Available online: http://www.iea.org/textbase/npsum/weo2014sum.pdf (accessed on 25 January 2016).
- Demirbas, A. Estimating of structural composition of wood and non-wood biomass samples. Energy Sources 2005, 27, 761–767. [Google Scholar] [CrossRef]
- Kappejan, J.; Van Loo, S. Biomass fuel properties and basic principles of biomass combustion. In The Handbook of Biomass Combustion and Co-Firing, 2nd ed.; Earthscan: London, UK, 2008; Volume 1, pp. 7–34. [Google Scholar]
- Saddawi, A.; Williams, J.M.; Le Coeur, C. Commodity fuels from biomass through pretreatment and torrefaction: Effects of mineral content on torrefied fuel characteristics and quality. Energy Fuels 2011, 26, 6466–6474. [Google Scholar] [CrossRef]
- Kang, S.; Li, X.; Fan, J.; Chang, J. Solid fuel production by hydrothermal carbonization of black liquor. Bioresour. Technol. 2012, 110, 715–718. [Google Scholar] [CrossRef] [PubMed]
- Vaccari, F.P.; Baronti, S.; Lugato, E.; Genesio, L.; Castaldo, S.; Fornasier, F.; Miglietta, F. Biochar as a strategy to sequester carbon and increase yield in durum wheat. Eur. J. Agron. 2011, 34, 231–235. [Google Scholar] [CrossRef]
- Meyer, S.; Glaser, B.; Quicker, P. Technical, economical, and climate-related aspects of biochar production technologies: A literature review. Environ. Sci. Technol. 2011, 45, 9473–9475. [Google Scholar] [CrossRef] [PubMed]
- Libra, J.A.; Ro, K.S.; Kammann, C.; Funke, A.; Berge, N.D.; Neubauer, Y.; Titirici, M.-M.; Fühner, C.; Bens, O.; Kern, J.; et al. Hydrothermal carbonization of biomass residuals: A comparative review of the chemistry, processes and applications of wet and dry pyrolysis. Biofuels 2011, 2, 89–124. [Google Scholar] [CrossRef]
- Fuertes, A.B.; Arbestain, M.C.; Sevilla, M.; Macia-Agullo, J.A.; Fiol, S.; Lopez, R.; Smermik, R.J.; Aitkenhead, W.P.; Arce, F.; Macias, F. Chemical and structural properties of carbonaceous products obtained by pyrolysis and hydrothermal carbonization of corn stover. Aust. J. Soil Res. 2010, 48, 618–620. [Google Scholar] [CrossRef]
- Sevilla, M.; Fuertes, A.B. The production of carbon materials by hydrothermal carbonization of cellulose. Elsevier 2009, 47, 2281–2289. [Google Scholar] [CrossRef]
- Xiao, L.-P.; Zheng, J.-S.; Xu, F.; Sun, R.-C. Hydrothermal carbonization of lignocellulosic biomass. Bioresour. Technol. 2012, 118, 619–623. [Google Scholar] [CrossRef] [PubMed]
- Hoekman, S.K.; Broch, A.; Robbins, C. Hydrothermal Carbonization (HTC) of Lignocellulosic Biomass. Energy Fuels 2011, 25, 1802–1810. [Google Scholar] [CrossRef]
- Garrote, G.; Dominguez, H.; Parajo, J.C. Hydrothermal processing of lignocellulosic materials. Holz Roh-Werkstoff 1999, 57, 191–202. [Google Scholar] [CrossRef]
- Zhao, Y.; Bie, R.; Lu, J.; Xiu, T. Kinetic study of NSSC black liquor combustion using different kinetic models. Energy Sources 2010, 32, 962–969. [Google Scholar] [CrossRef]
- Nassar, M. Thermal behavior of bagasse Kraft black liquor. Energy Sources 2003, 25, 837–844. [Google Scholar] [CrossRef]
- Alen, R.; Rytkonen, S.; McKeough, P. Thermogravimetric behavior of black liquors and their organic constituents. Bioresour. Technol. 1995, 31, 1–13. [Google Scholar] [CrossRef]
- Kosinkova, J.; Ramirez, J.A.; Nguyen, J.; Ristovski, Z.; Brown, R.; Lin, C.S.K.; Rainey, T.J.R. Hydrothermal liquefaction of bagasse using ethanol and black liquor as solvents. Biofuels Bioprod. Bioref. 2015, 9, 630–638. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Mullen, C.A.; Boateng, A.A. Chemical composition of bio-oils produced by fast pyrolysis of two energy crops. Energy Fuels 2008, 22, 2104–2109. [Google Scholar] [CrossRef]
- Belgiomo, G.; DeFeo, G.; Della Rocca, C.; Napoli, R. Energy from gasification of solid wastes. Waste Manag. 2006, 23, 1–15. [Google Scholar] [CrossRef]
- Simanjuntak, W.; Sembiring, S.; Zakaria, W.A.; Pandiangan, K.D. The Use of Carbon Dioxide Released from Coconut Shell Combustion to Produce Na2CO3. Makara J. Sci. 2014, 18. [Google Scholar] [CrossRef]
- Siriwardane, R.V.; Poston, J.A., Jr.; Robinson, C.; Simonyi, T. Effect of additives on decomposition of sodium carbonate: Precombustion CO2 capture sorbent regeneration. Energy Fuels 2011, 25, 1284–1293. [Google Scholar] [CrossRef]
- Miles, T.R.; Miles, T.R., Jr.; Baxter, L.L.; Bryers, R.W.; Jenkins, B.M.; Oden, L.L. Boiler deposits from firing biomass fuels. Biomass Bioenergy 1996, 10, 125–138. [Google Scholar] [CrossRef]
- Lynam, J.G.; Coronella, C.J.; Yan, C.J.; Reza, M.T.; Vasquez, V.R. Acetic acid and lithium chloride effects on hydrothermal carbonization of lignocellulosic biomass. Bioresour. Technol. 2011, 102, 6192–6199. [Google Scholar] [CrossRef] [PubMed]
- Acharjee, T.C.; Coronella, C.J.; Vasquez, V.R. Effect of thermal pretreatment on equilibrium moisture content of lignocellulosic biomass. Bioreseour. Technol. 2011, 102, 4849–4854. [Google Scholar] [CrossRef] [PubMed]
- Perry, R.H. Energy Resources, Conversation, and Utilization. In Chemical Engineering Handbook, 6th ed.; McGraw Hill: New York, NY, USA, 1984; Volume 1, pp. 3-21, 3-22, 3-38. [Google Scholar]
- Cetinkol, O.P.; Dibble, D.C.; Cheng, G.; Kent, M.S.; Knierium, B.; Auer, M.; Wemmer, D.E.; Pelton, J.G.; Melnichenko, Y.B.; Ralph, J.; et al. Understanding the impact of ionic liquid pretreatment on eucalyptus. Biofuels 2010, 1, 33–46. [Google Scholar] [CrossRef]
- Kobayashi, N.; Okada, N.; Hirakawa, A.; Sato, T.; Kobayashi, J.; Hatano, S.; Itaya, Y.; Mori, S. Characteristics of solid residues obtained from hot-compressed-water treatment of woody biomass. Ind. Eng. Chem. Res. 2009, 48, 373–379. [Google Scholar] [CrossRef]
- Kumar, R.; Mago, G.; Balan, V.; Wyman, C.E. Physical and chemical characterizations of corn stover and poplar solids resulting from leading pretreatment technologies. Bioresour. Technol. 2009, 100, 3948–3962. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Wang, X.J.; Feng, H. Deconstructing recalcitrant Misanthus with alkaline peroxide and electrolyzed water. Bioresour. Technol. 2010, 101, 752–760. [Google Scholar] [CrossRef] [PubMed]
- Gullon, P.; Romani, A.; Vila, C.; Garrote, G.; Parajo, J.C. Potential of hydrothermal treatments in lignocellulose biorefineries. Biofuels Biprod. Biorefinin. 2012, 6, 219–232. [Google Scholar] [CrossRef]
- Kabyemela, B.M.; Adschiri, T.; Malaluan, R.M.; Arai, K. Glucose and Fructose Decomposition in Subcritical and Supercritical Water: Detailed Reaction Pathway, Mechanisms, and Kinetics. Ind. Eng. Chem. Res. 1999, 38, 2888–2895. [Google Scholar] [CrossRef]
- Reza, M.T.; Lynam, J.G.; Uddin, M.H.; Coronella, C.J. Hydrothermal carbonization: Fate of inorganics. Biomass Bioenergy 2013, 49, 86–94. [Google Scholar] [CrossRef]
- De Souza, R.L.; Yu, H.; Rataboul, F.; Essayem, N. 5-Hydroxymethylfurfural (5-HMF) Production from Hexoses: Limits of Heterogeneous Catalysis in Hydrothermal Conditions and Potential of Concentrated Aqueous Organic Acids as Reactive Solvent System. Challenges 2012, 3, 212–232. [Google Scholar] [CrossRef]
- Asghari, F.S.; Yoshida, H. Acid-Catalyzed Production of 5-Hydroxymethyl Furfural from D-Fructose in Subcritical Water. Ind. Eng. Chem. Res. 2006, 45, 2163–2173. [Google Scholar] [CrossRef]
- Werpy, T.; Peterson, G. Top Value Added Chemicals from Biomass. In U.S. Department of Energy, Energy Efficiency and Renewable Energy, 2004, Volume 1, 1–76; 2004. Available online: http://www.nrel.gov/docs/fy04osti/35523.pdf (accessed on 1 February 2016). [Google Scholar]
- Baxter, L.L.; Miles, T.R.; Miles, T.R., Jr.; Jenkins, B.M.; Milne, T.; Dayton, D.; Bryers, R.W.; Oden, L.L. The behavior of inorganic material in biomass-fired power boilers: Field and laboratory experiences. Fuel Processing Technol. 1998, 54, 47–78. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Sample | Nitrogen | Carbon | Hydrogen | Sulfur | Oxygen |
|---|---|---|---|---|---|---|
| Bituminous Coal | 1.66 ± 0.00 | 76.54 ± 0.02 | 5.13 ± 0.00 | 0.83 ± 0.00 | 11.36 ± 0.02 | |
| Raw Red Liquor | 0.40 ± 0.15 | 28.95 ± 0.25 | 6.02 ± 0.01 | 0.00 ± 0.00 | 54.24 ± 0.41 | |
| 190 | 1 | 0.70 ± 0.01 | 54.23 ± 0.06 | 6.02 ± 0.15 | 0.00 ± 0.00 | 23.77 ± 0.20 |
| 2 | 0.70 ± 0.01 | 60.38 ± 0.07 | 6.02 ± 0.02 | 0.00 ± 0.00 | 27.00 ± 0.21 | |
| 3 | 0.74 ± 0.02 | 64.34 ± 0.05 | 6.02 ± 0.01 | 0.00 ± 0.00 | 24.00 ± 0.19 | |
| 4 | 0.78 ± 0.01 | 65.04 ± 0.08 | 6.03 ± 0.03 | 0.00 ± 0.00 | 26.84 ± 0.18 | |
| 220 | 1 | 0.61 ± 0.03 | 62.31 ± 0.06 | 6.46 ± 0.01 | 0.00 ± 0.00 | 25.73 ± 0.21 |
| 2 | 0.61 ± 0.02 | 65.43 ± 0.07 | 6.58 ± 0.02 | 0.00 ± 0.00 | 25.42 ± 0.19 | |
| 3 | 0.61 ± 0.02 | 65.25 ± 0.06 | 6.37 ± 0.02 | 0.00 ± 0.00 | 23.32 ± 0.20 | |
| 4 | 0.61 ± 0.01 | 65.40 ± 0.05 | 6.24 ± 0.01 | 0.00 ± 0.00 | 23.20 ± 0.22 | |
| 250 | 1 | 0.55 ± 0.01 | 64.75 ± 0.04 | 6.33 ± 0.01 | 0.00 ± 0.00 | 21.52 ± 0.17 |
| 2 | 0.76 ± 0.02 | 72.20 ± 0.04 | 6.30 ± 0.02 | 0.00 ± 0.00 | 18.09 ± 0.21 | |
| 3 | 0.78 ± 0.02 | 71.46 ± 0.05 | 6.24 ± 0.01 | 0.00 ± 0.00 | 18.86 ± 0.18 | |
| 4 | 0.72 ± 0.01 | 73.62 ± 0.03 | 6.02 ± 0.02 | 0.00 ± 0.00 | 18.52 ± 0.20 |
| Temperature (°C) | Sample | HHV, MJ/kg (d.b.) | Mass Yield (wt.% d.b.) | Moisture (wt.%) | Ash Content (wt.% d.b.) | Volatile Matter/Combustibles (wt.% d.b.) |
|---|---|---|---|---|---|---|
| Bituminous Coal | 32.32 ± 0.73 | - | 0.48 ± 0.02 | 7.80 ± 0.05 | 92.21 ± 0.16 | |
| Raw Red Liquor | 12.48 ± 0.61 | - | 6.39 ± 2.11 | 10.39 ± 0.81 | 83.22 ± 1.93 | |
| 190 | 1 | 24.39 ± 0.70 | 72.31 ± 1.31 | 9.81 ± 1.53 | 15.28 ± 0.75 | 84.52 ± 1.82 |
| 2 | 25.16 ± 0.71 | 68.42 ± 1.23 | 7.20 ± 1.40 | 5.90 ± 0.59 | 94.10 ± 1.79 | |
| 3 | 25.96 ± 0.78 | 67.93 ± 1.50 | 2.74 ± 1.32 | 4.90 ± 0.62 | 95.10 ± 1.78 | |
| 4 | 26.23 ± 0.75 | 67.11 ± 0.94 | 4.43 ± 1.45 | 1.31 ± 0.65 | 98.69 ± 1.80 | |
| 220 | 1 | 27.97 ± 0.70 | 61.32 ± 1.11 | 2.82 ± 1.50 | 4.89 ± 0.61 | 95.06 ± 1.72 |
| 2 | 28.54 ± 0.73 | 58.46 ± 1.22 | 2.10 ± 1.39 | 4.55 ± 0.72 | 98.04 ± 1.70 | |
| 3 | 28.24 ± 0.72 | 55.73 ± 1.41 | 3.14 ± 1.52 | 4.45 ± 0.68 | 95.55 ± 1.75 | |
| 4 | 28.25 ± 0.68 | 53.15 ± 0.95 | 2.55 ± 1.48 | 1.96 ± 0.58 | 95.45 ± 1.69 | |
| 250 | 1 | 27.75 ± 0.71 | 50.17 ± 1.36 | 2.18 ± 1.51 | 6.85 ± 0.55 | 93.15 ± 1.83 |
| 2 | 29.86 ± 0.73 | 48.34 ± 1.24 | 1.05 ± 1.52 | 2.65 ± 0.62 | 97.35 ± 1.88 | |
| 3 | 29.87 ± 0.70 | 47.78 ± 1.50 | 1.10 ± 1.55 | 2.66 ± 0.64 | 97.34 ± 1.90 | |
| 4 | 29.87 ± 0.72 | 45.91 ± 1.12 | 1.50 ± 1.37 | 1.12 ± 0.59 | 98.88 ± 1.87 |
| Wavelength Number (cm−1) | Assignments |
|---|---|
| 3418 | O–H stretching |
| 2924 | C–H stretching of –CH2 and −CH3 |
| 1740 | C=O stretching of unconjugated ketone, carbonyls, and ester groups; C=O in xylan acetates (hemicelluloses) |
| 1643 | Absorbed O–H and conjugated C–O |
| 1605 | Aromatic skeletal vibrations plus C=O stretch |
| 1501 | Aromatic C=C stretching from aromatic ring of lignin |
| 1460 | Aromatic C–H deformations; asymmetric in –CH3 and –CH2 |
| 1427 | Aromatic skeletal vibrations combined with C–H in plane deformation |
| 1374 | Aliphatic C–H deformation vibrations in cellulose and hemicellulose |
| 1328 | Phenolic O–H |
| 1239 | C–O stretching out of lignin and xylan |
| 1157 | C–O–C vibrations at β-glucosidic linkages in cellulose and hemicellulose |
| 1124 | C–O, C–C stretching or C–OH bending in cellulose and hemicellulose |
| 1049 | C–O stretching in cellulose and hemicellulose |
| 896 | C–O–C stretching at β-glucosidic linkages in cellulose and hemicellulose |
| 800 | Aromatic C–H out-of-plane bending |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gamgoum, R.; Dutta, A.; Santos, R.M.; Chiang, Y.W. Hydrothermal Conversion of Neutral Sulfite Semi-Chemical Red Liquor into Hydrochar. Energies 2016, 9, 435. https://doi.org/10.3390/en9060435
Gamgoum R, Dutta A, Santos RM, Chiang YW. Hydrothermal Conversion of Neutral Sulfite Semi-Chemical Red Liquor into Hydrochar. Energies. 2016; 9(6):435. https://doi.org/10.3390/en9060435
Chicago/Turabian StyleGamgoum, Ramy, Animesh Dutta, Rafael M. Santos, and Yi Wai Chiang. 2016. "Hydrothermal Conversion of Neutral Sulfite Semi-Chemical Red Liquor into Hydrochar" Energies 9, no. 6: 435. https://doi.org/10.3390/en9060435