
Creep Rupture of the Simulated HAZ of T92 Steel Compared to that of a T91 Steel

 ,
,
Abstract
:1. Introduction
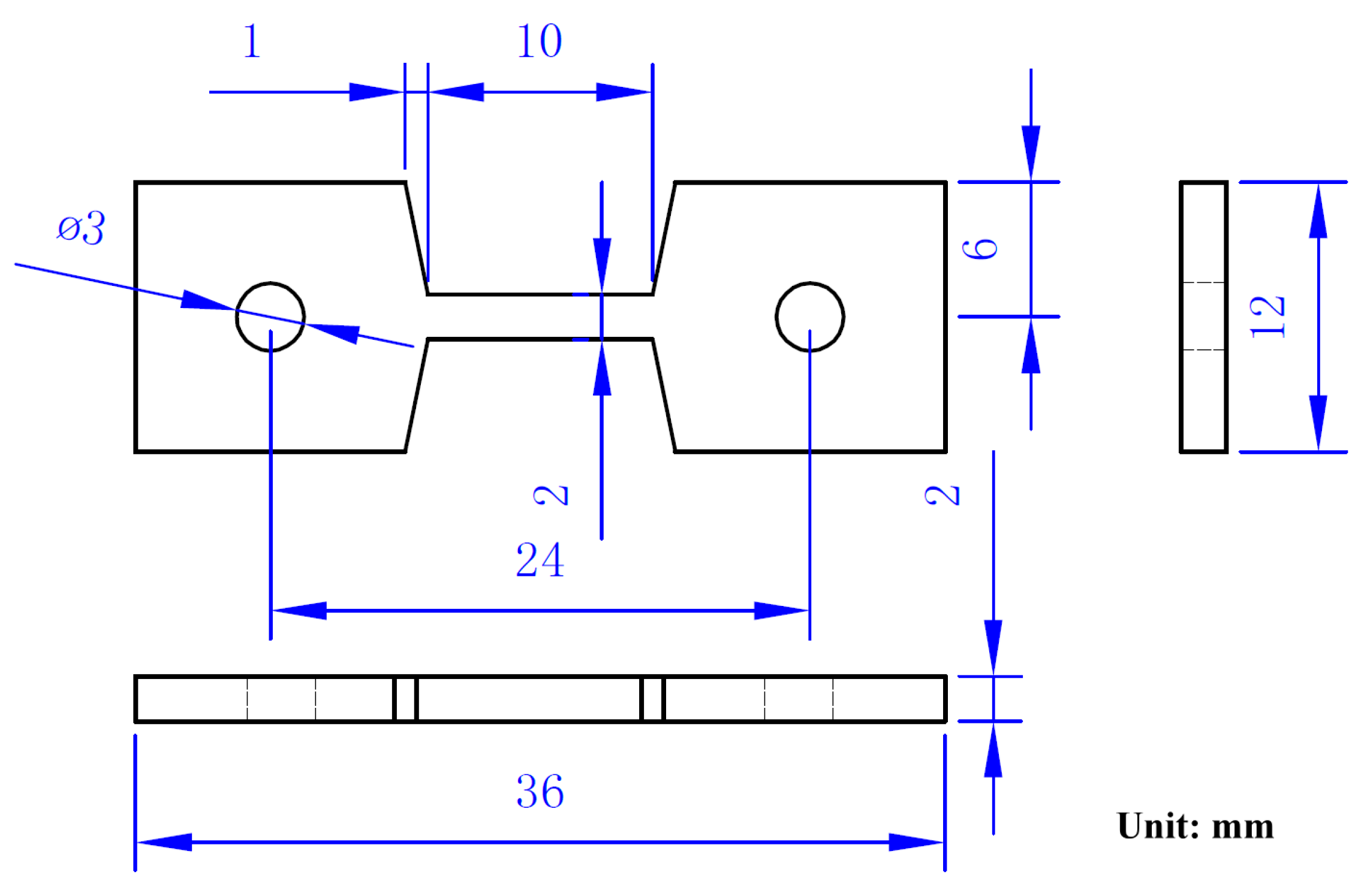
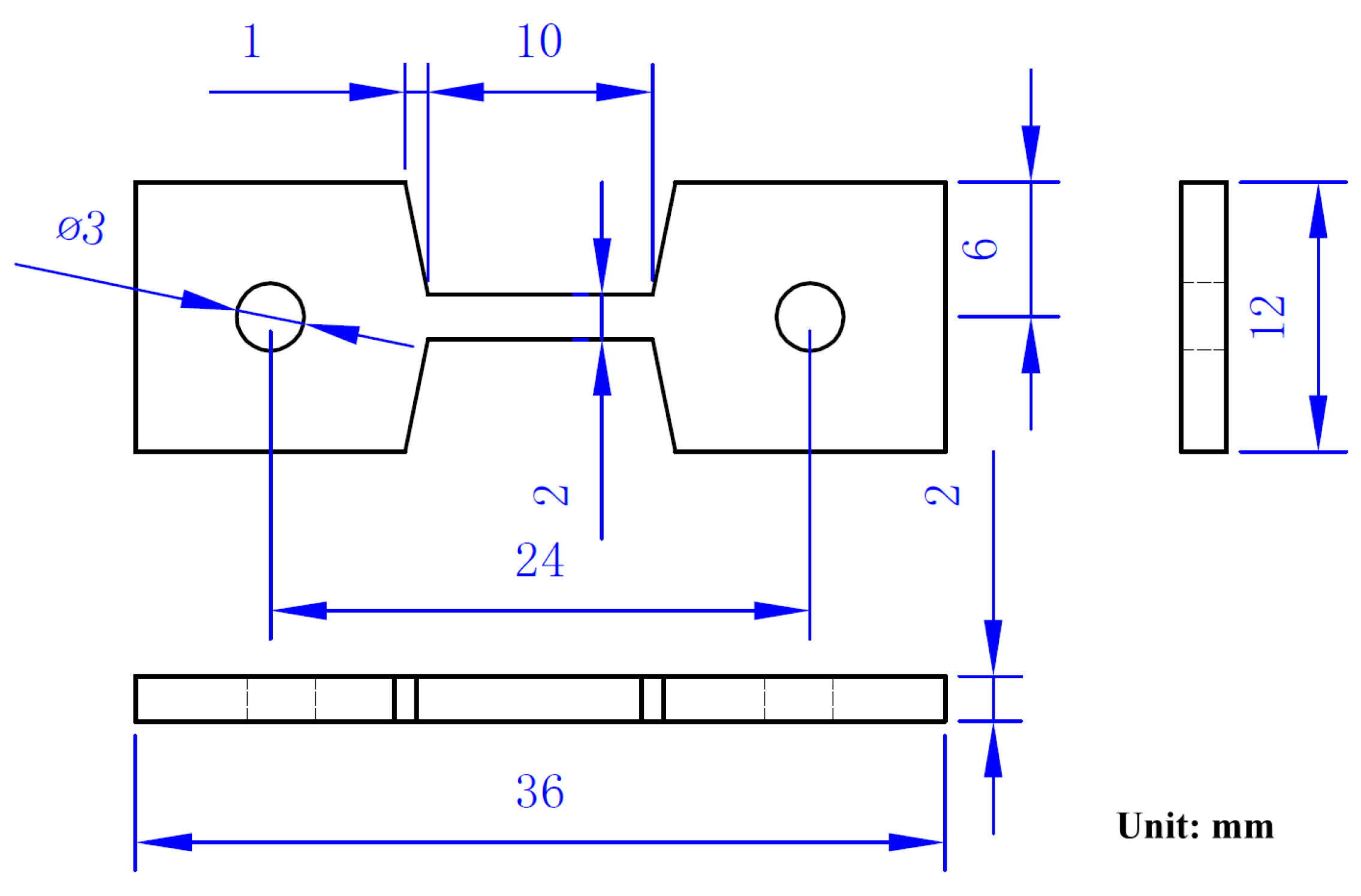
2. Material and Experimental Procedures
- short-time over-tempering of the alloy (860 °C, STOT)
- heated until slightly below the AC3 temperature (900 °C, ICHAZ)
- fine-grained microstructures heated until moderately above the AC3 temperature (940 °C, FGHAZ)
3. Results
3.1. Microhardness Measurements
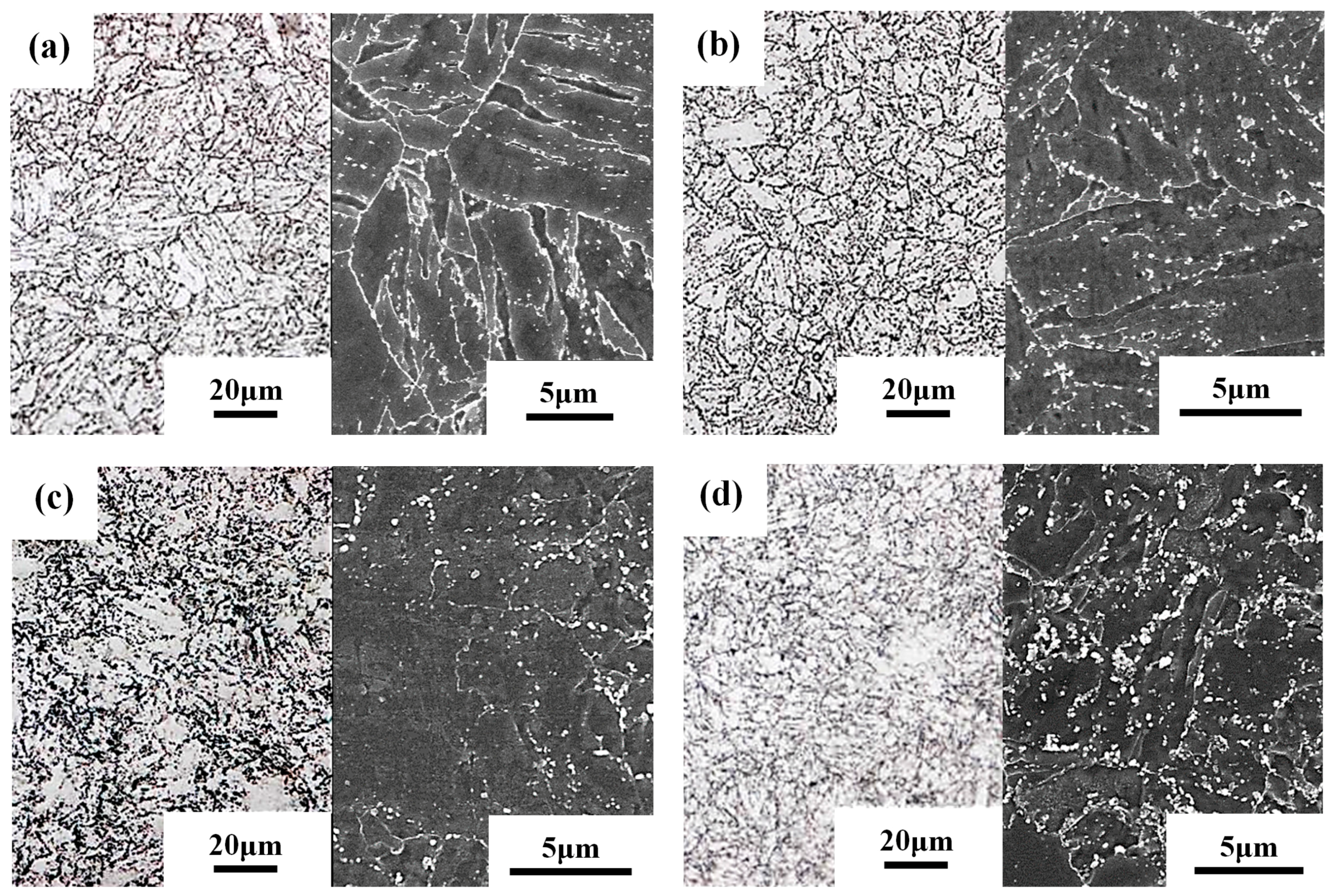
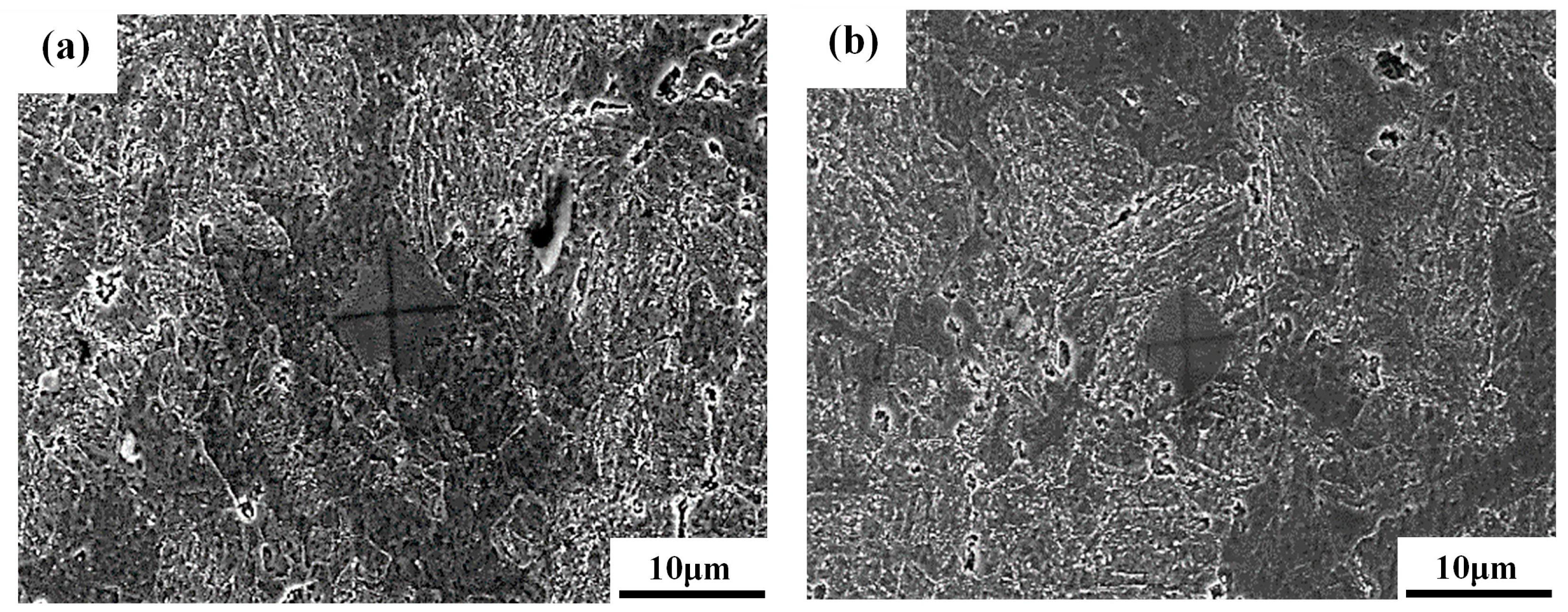
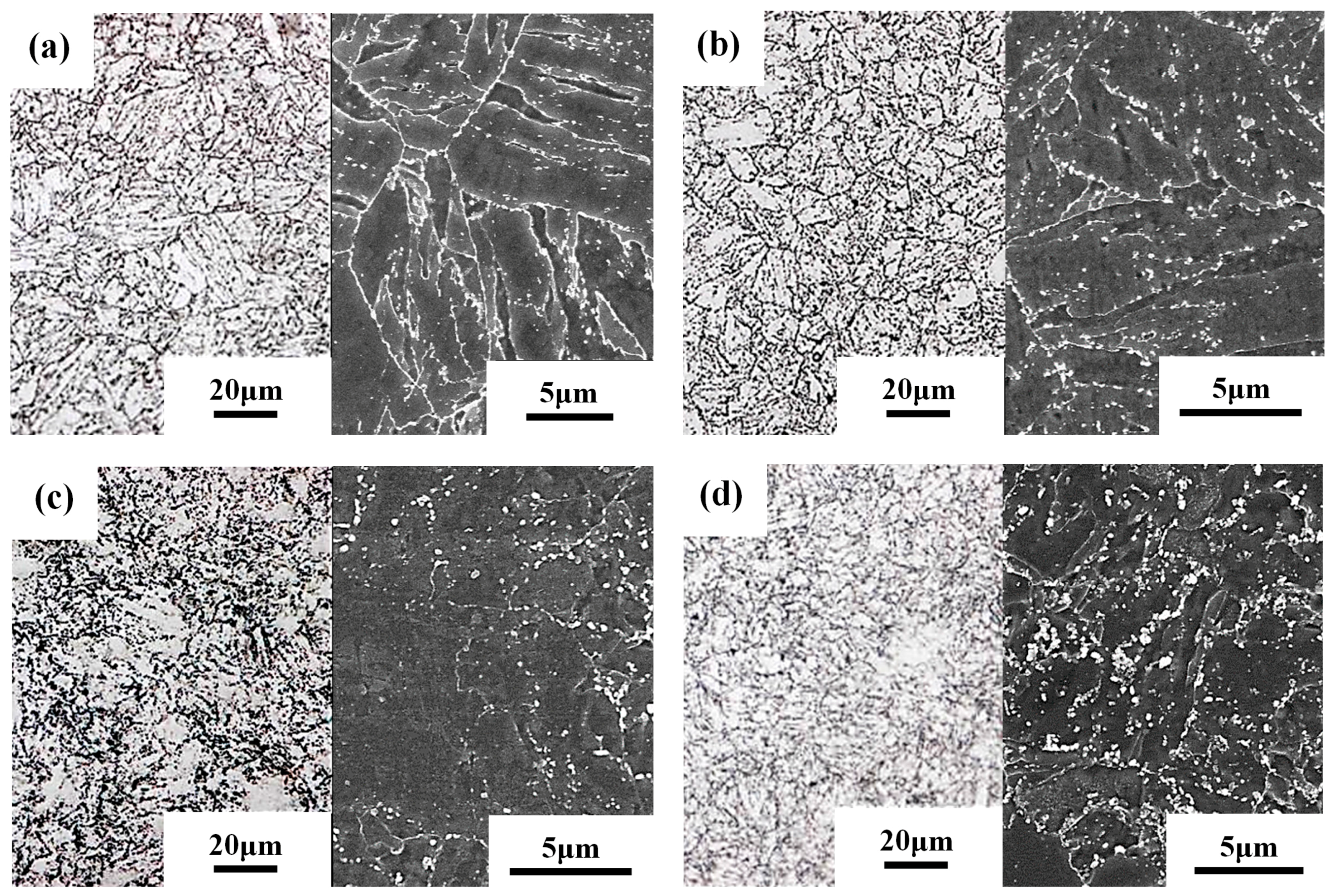
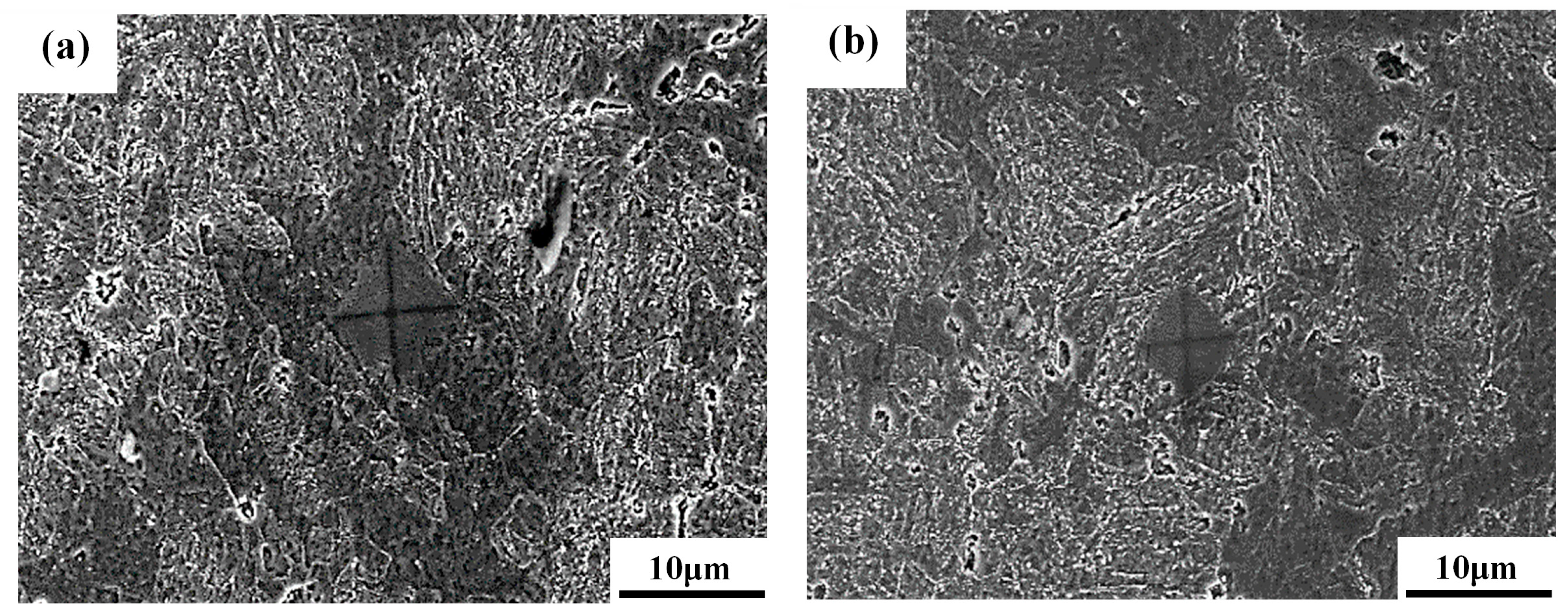
3.2. Microstructural Observations
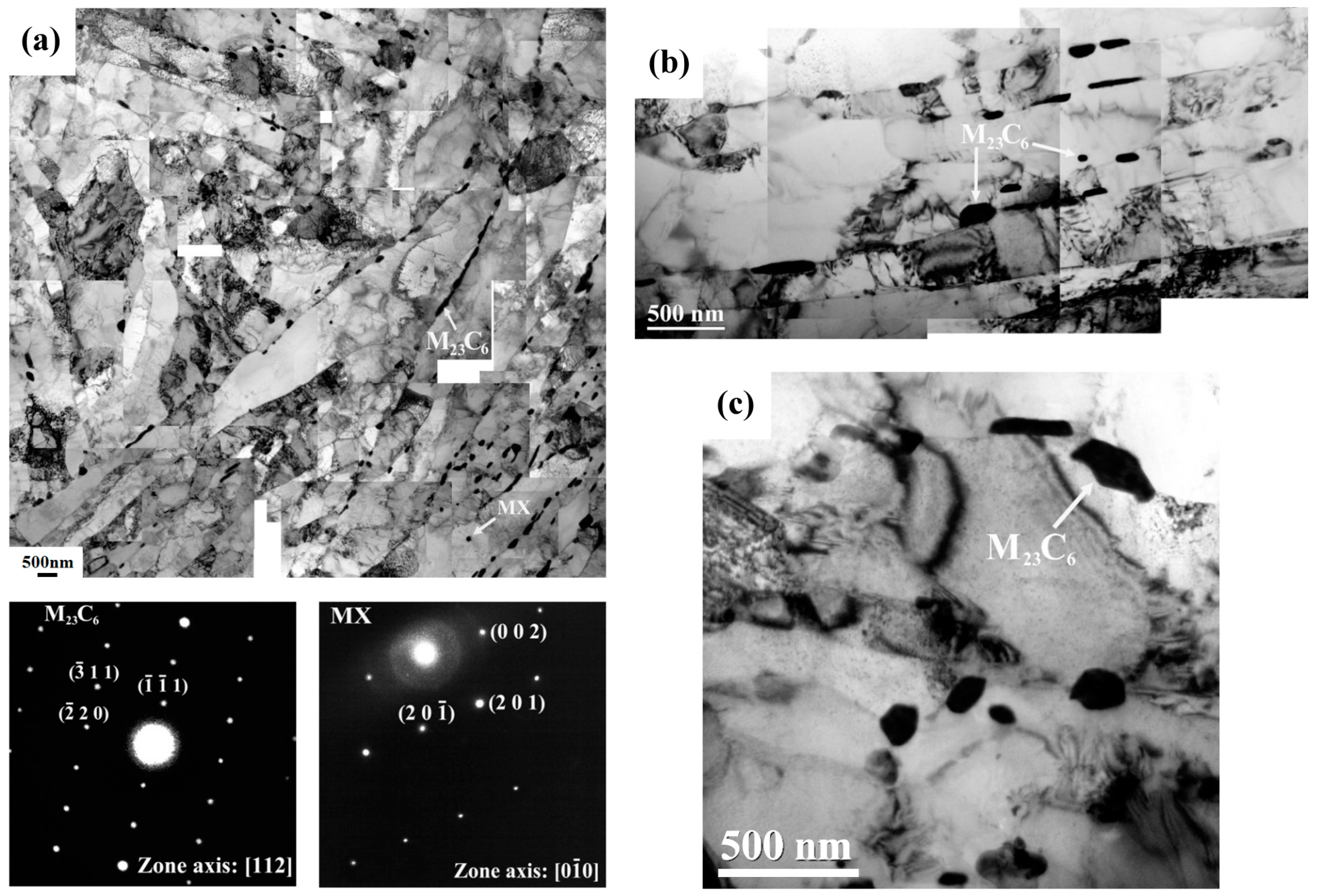
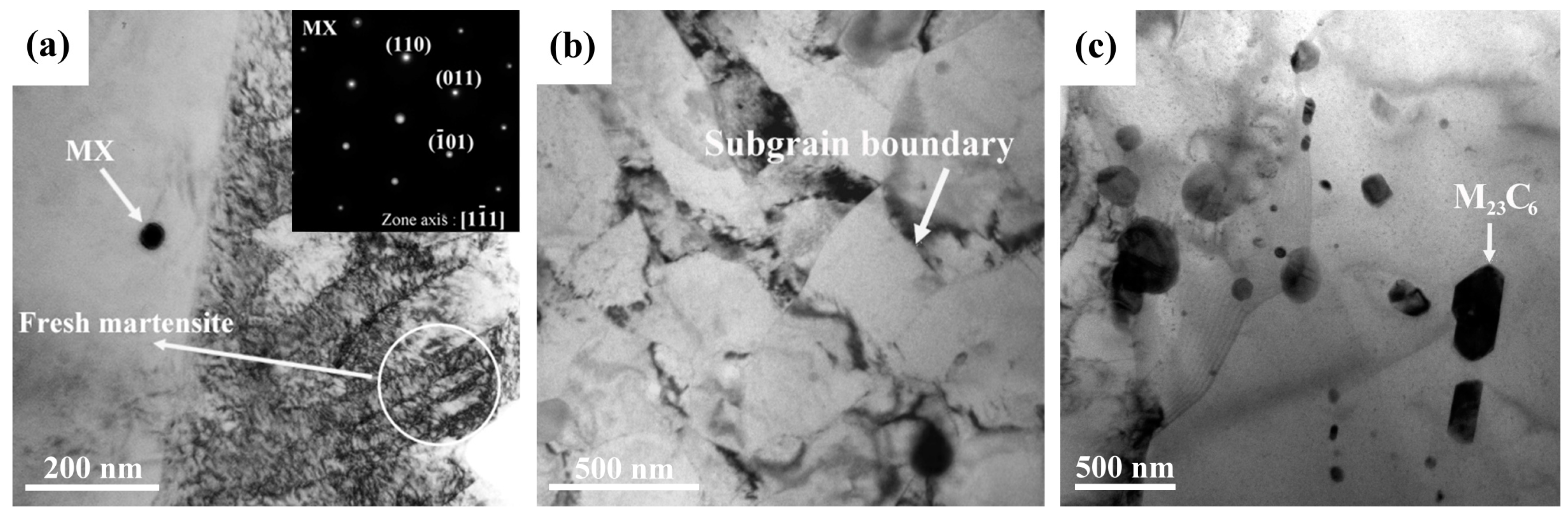
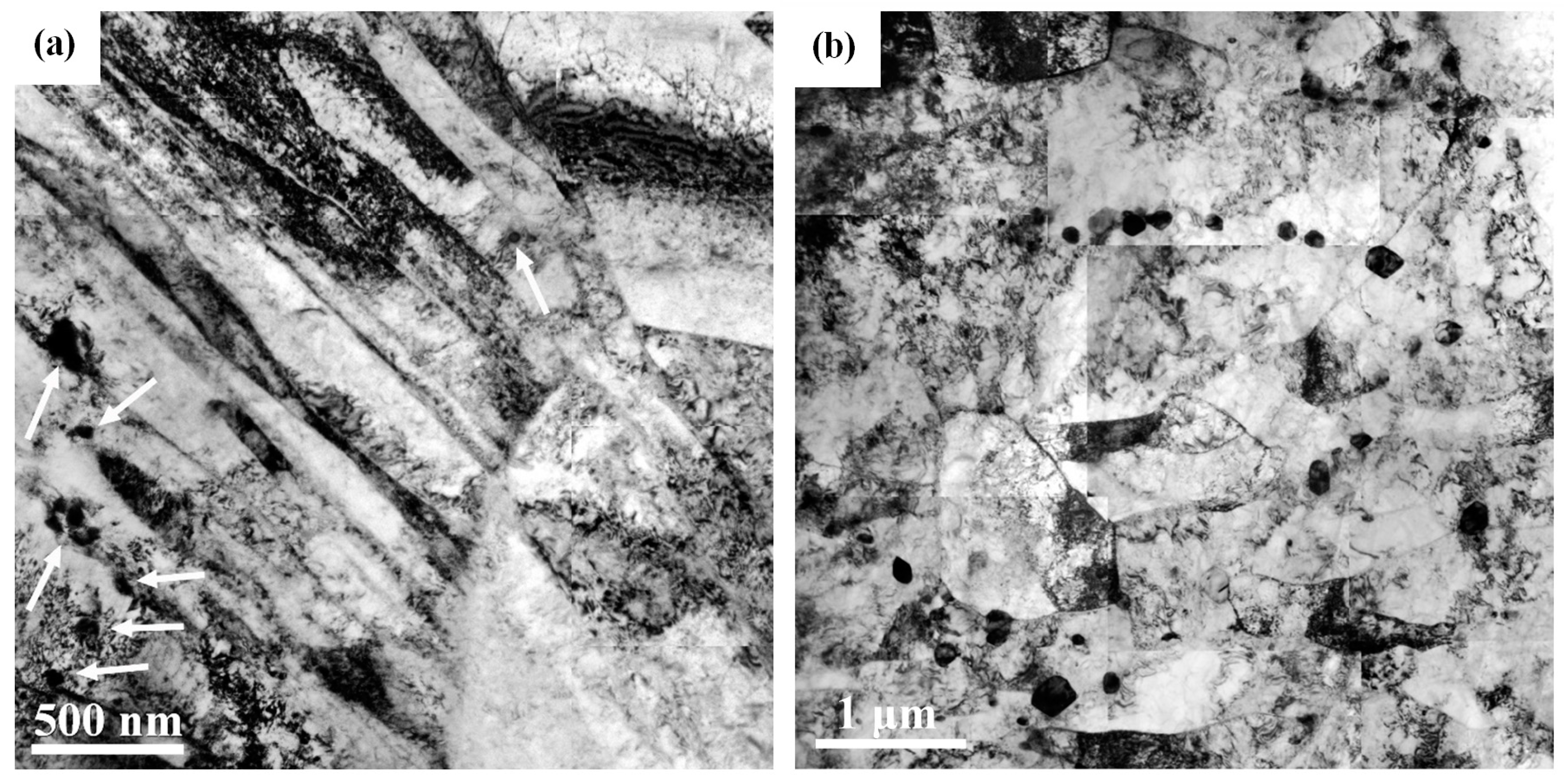
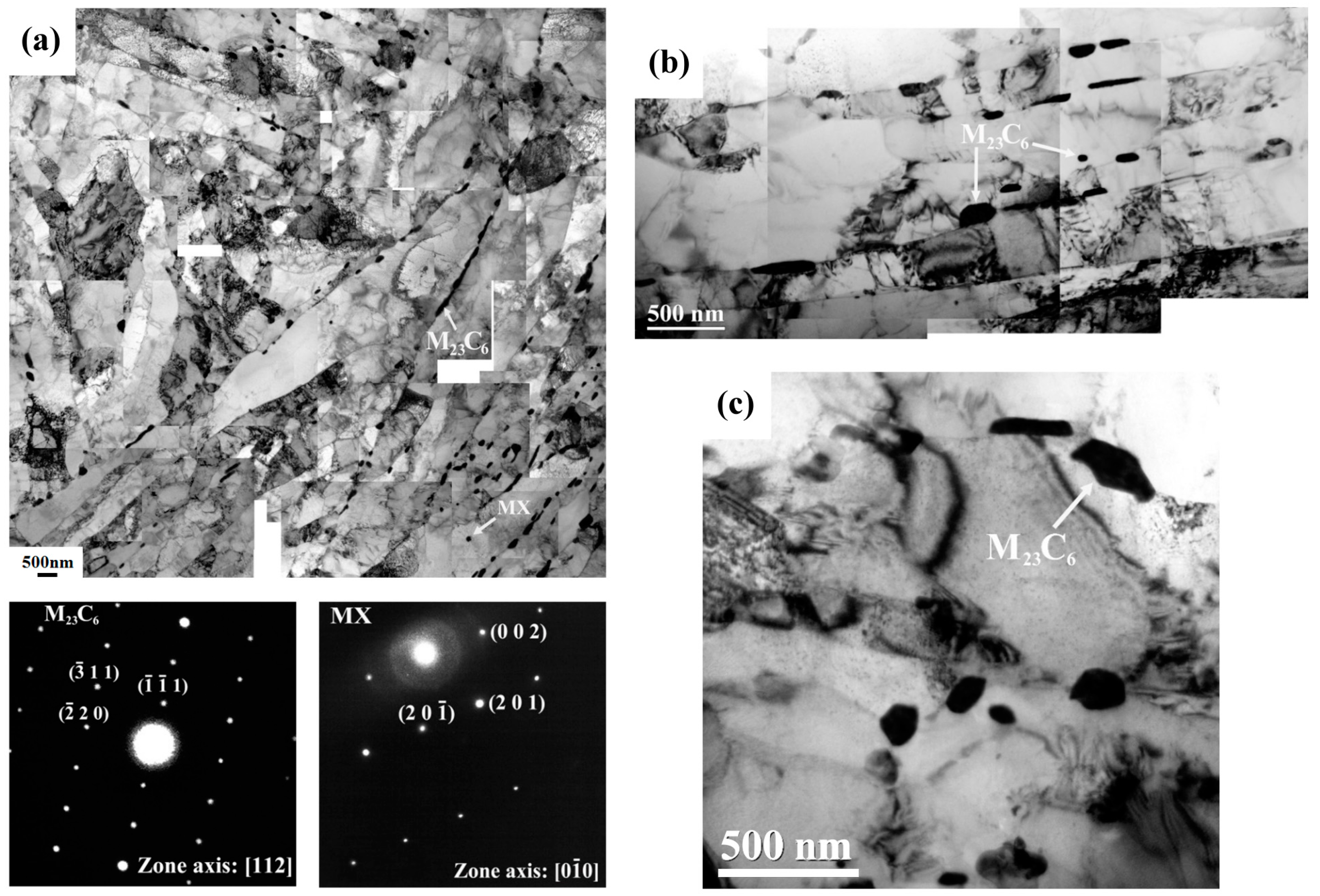
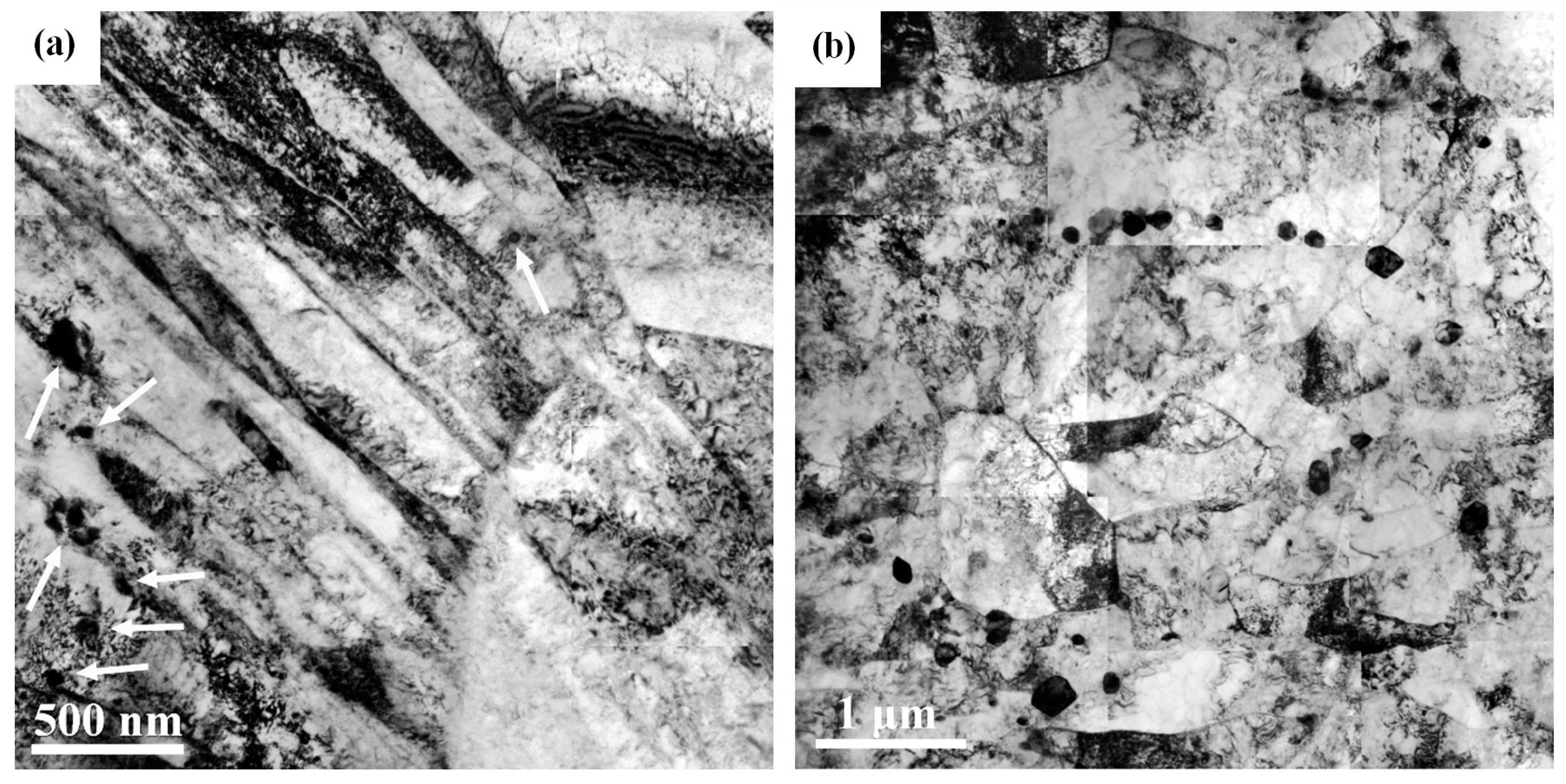
3.3. Transmission Electron Microscopy
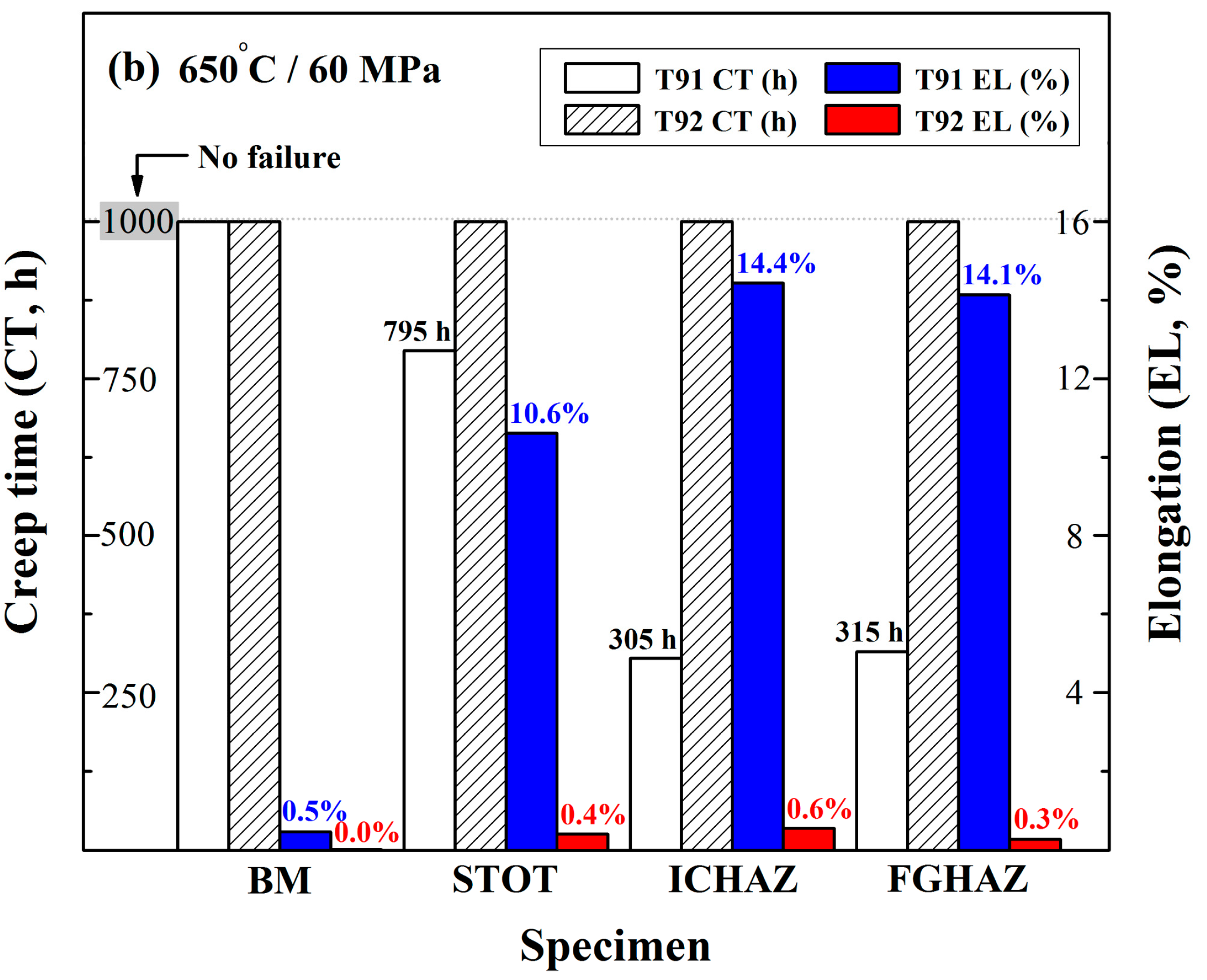
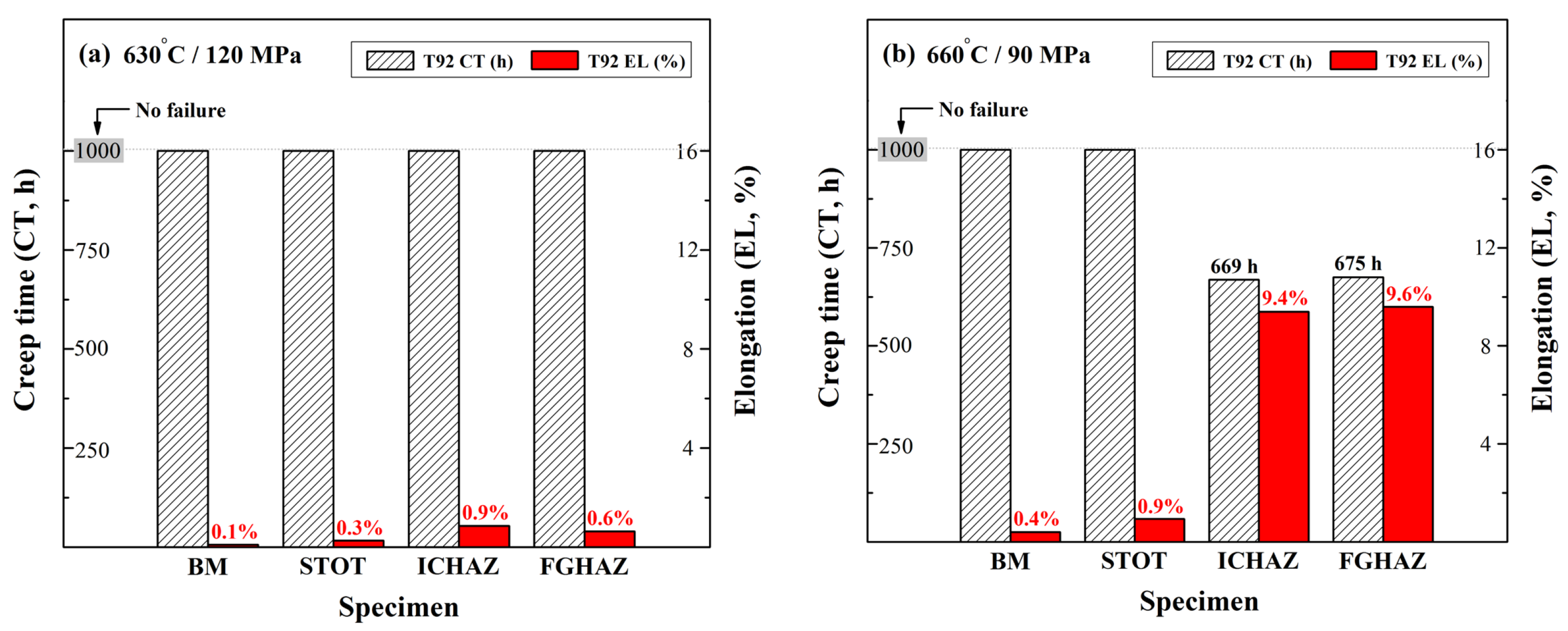
3.4. Short-Term Creep Tests
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Viswanathan, R.; Coleman, K.; Rao, U. Materials for ultra-supercritical coal-fired power plant boilers. Int. J. Press. Vessel. Pip. 2006, 83, 778–783. [Google Scholar] [CrossRef]
- Albert, S.; Kondo, M.; Tabuchi, M.; Yin, F.; Sawada, K.; Abe, F. Improving the creep properties of 9Cr-3W-3Co-NbV steels and their weld joints by the addition of boron. Metall. Mater. Trans. A 2005, 36, 333–343. [Google Scholar] [CrossRef]
- Das, C.R.; Albert, S.K.; Swaminathan, J.; Raju, S.; Bhaduri, A.K.; Murty, B.S. Transition of crack from Type IV to Type II resulting from improved utilization of Boron in the modified 9Cr-1Mo steel weldment. Metall. Mater. Trans. A 2012, 43, 3724–3741. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Kondo, M.; Okada, H. Suppression of Type IV fracture in welded joints of advanced ferritic power plant steels–effect of boron and nitrogen. Mater. High Temp. 2006, 23, 145–154. [Google Scholar] [CrossRef]
- Hong, S.G.; Lee, W.B.; Park, C.G. The effects of tungsten addition on the microstructural stability of 9Cr–Mo Steels. J. Nucl. Mater. 2001, 288, 202–207. [Google Scholar] [CrossRef]
- Abe, F. Coarsening behavior of lath and its effect on creep rates in tempered martensitic 9Cr-W steels. Mater. Sci. Eng. A 2004, 387–389, 565–569. [Google Scholar] [CrossRef]
- Otoguro, Y.; Matsubara, M.; Itoh, I.; Nakazawa, T. Creep rupture strength of heat affected zone for 9Cr ferritic heat resisting steels. Nucl. Eng. Des. 2000, 196, 51–61. [Google Scholar] [CrossRef]
- Totemeier, T.C.; Tian, H.; Simpson, J.A. Effect of normalization temperature on the creep strength of modified 9Cr-1Mo steel. Metall. Mater. Trans. A 2006, 37, 1519–1525. [Google Scholar] [CrossRef]
- Shrestha, T.; Alsagabi, F.S.; Charit, I.; Potirniche, P.G.; Glazoff, V.M. Effect of heat treatment on microstructure and hardness of Grade 91 steel. Metals 2015, 5, 131–149. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. Effect of normalizing temperature on microstructural stability and mechanical properties of creep strength enhanced ferritic P91 steel. Mater. Sci. Eng. A 2016, 657, 173–184. [Google Scholar] [CrossRef]
- Wang, S.S.; Peng, D.L.; Chang, L.; Hui, X.D. Enhanced mechanical properties induced by refined heat treatment for 9Cr-0.5Mo-1.8W martensitic heat resistant steel. Mater. Des. 2013, 50, 174–180. [Google Scholar] [CrossRef]
- Robertson, D.G.; Holdsworth, S.R. European Creep Collaborative Committee (ECCC) Data Sheets 2005; ECCC: Leatherhead, UK, 2005. [Google Scholar]
- Robertson, D.G.; Holdsworth, S.R. European Creep Collaborative Committee (ECCC) Data Sheets 2014; ECCC: Leatherhead, UK, 2014. [Google Scholar]
- Brózda, J. New generation creep-resistant steels, their weldability and properties of welded joints: T/P92 steel. Weld. Int. 2005, 19, 5–13. [Google Scholar] [CrossRef]
- Caminada, S.; Cumino, G.; Lauro, A. Experiences in the use of advanced materials for Ultra Super Critical thermoelectric power plants: ASTM P92 grade and its weldability. Weld. Int. 2012, 26, 910–920. [Google Scholar] [CrossRef]
- Zhang, Z.; Holloway, G.; Marshall, A. Properties of T/P92 weld metals for ultra super critical (USC) power plant. Int. J. Microstruct. Mater. Prop. 2011, 6, 20–39. [Google Scholar] [CrossRef]
- Paul, V.T.; Saroja, S.; Hariharan, P.; Rajadurai, A.; Vijayalakshmi, M. Identification of microstructural zones and thermal cycles in a weldment of modified 9Cr-1Mo steel. J. Mater. Sci. 2007, 42, 5700–5713. [Google Scholar] [CrossRef]
- Moitra, A.; Parameswaran, P.; Sreenivasan, P.R.; Mannan, S.L. A toughness study of the weld heat-affected zone of a 9Cr-1Mo steel. Mater. Charact. 2002, 48, 55–61. [Google Scholar] [CrossRef]
- Mitra, A.; Siva Prasad, N.; Janaki Ram, G.D. Influence of temperature and time of post-weld heat treatment on stress relief in an 800-mm-thick steel weldment. J. Mater. Eng. Perform. 2016, 25, 1384–1393. [Google Scholar] [CrossRef]
- Gaffard, V.; Gourgues-Lorenzon, A.F.; Besson, J. High temperature creep flow and damage properties of the weakest area of 9Cr1Mo-NbV martensitic steel weldments. ISIJ Int. 2005, 45, 1915–1924. [Google Scholar] [CrossRef]
- Hongo, H.; Tabuchi, M.; Watanabe, T. Type IV Creep Damage Behavior in Gr.91 Steel Welded Joints. Metall. Mater. Trans. A 2012, 43, 1163–1173. [Google Scholar] [CrossRef]
- Milović, L.; Vuherer, T.; Blačić, I.; Vrhovac, M.; Stanković, M. Microstructures and mechanical properties of creep resistant steel for application at elevated temperatures. Mater. Des. 2013, 46, 660–667. [Google Scholar] [CrossRef]
- Divya, M.; Das, C.R.; Albert, S.K.; Goyal, S.; Ganesh, P.; Kaul, R.; Swaminathan, J.; Murty, B.S.; Kukreja, L.M.; Bhaduri, A.K. Influence of welding process on Type IV cracking behavior of P91 steel. Mater. Sci. Eng. A 2014, 613, 148–158. [Google Scholar] [CrossRef]
- Wang, Y.; Li, L. Microstructure evolution of fine-grained heat affected zone in Type IV failure of P91 welds. Weld. J. 2016, 95, 27-s–36-s. [Google Scholar]
- Matsui, M.; Tabuchi, M.; Watanabe, T.; Kubo, K.; Kinugawa, J.; Abe, F. Degradation of creep strength in welded joint of 9%Cr steel. ISIJ Int. 2001, 41, S126–S130. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M. Microstructure and creep strength of welds in advanced ferritic power plant steels. Sci. Technol. Weld. Join. 2004, 9, 22–30. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Tsukamoto, S.; Shirane, T. Microstructure evolution in HAZ and suppression of Type IV fracture in advanced ferritic power plant steels. Int. J. Press. Vessel. Pip. 2010, 87, 598–604. [Google Scholar] [CrossRef]
- Xue, W.; Pan, Q.; Ren, Y.; Shang, W.; Zeng, H.; Liu, H. Microstructure and type IV cracking behavior of HAZ in P92 steel weldment. Mater. Sci. Eng. A 2012, 552, 493–501. [Google Scholar] [CrossRef]
- Liu, Y.; Tsukamoto, S.; Shirane, T.; Abe, F. Formation Mechanism of Type IV Failure in High Cr Ferritic Heat-Resistant Steel-Welded Joint. Metall. Mater. Trans. A 2013, 44, 4626–4633. [Google Scholar] [CrossRef]
- Albert, S.K.; Matsui, M.; Watanabe, T.; Hongo, H.; Kubo, K.; Tabuchi, M. Microstructural Investigations on Type IV Cracking in a High Cr Steel. ISIJ Int. 2002, 42, 1497–1504. [Google Scholar] [CrossRef]
- Albert, S.K.; Matsui, M.; Watanabe, T.; Hongo, H.; Kubo, K.; Tabuchi, M. Variation in the Type IV cracking behaviour of a high Cr steel weld with post weld heat treatment. Int. J. Press. Vessel. Pip. 2003, 80, 405–413. [Google Scholar] [CrossRef]
- Haney, E.M.; Dalle, F.; Sauzay, M.; Vincent, L.; Tournié, I.; Allais, L.; Fournier, B. Macroscopic results of long-term creep on a modified 9Cr-1Mo steel (T91). Mater. Sci. Eng. A 2009, 99–103. [Google Scholar] [CrossRef]
- Kimura, K.; Kushima, H.; Sawada, K. Long-term creep deformation property of modified 9Cr-1Mo steel. Mater. Sci. Eng. A 2009, 510–511, 58–63. [Google Scholar] [CrossRef]
- Sawada, K.; Kushima, H.; Tabuchi, M.; Kimura, K. Microstructural degradation of Gr.91 steel during creep under low stress. Mater. Sci. Eng. A 2011, 528, 5511–5518. [Google Scholar] [CrossRef]
- Zhao, L.; Jing, H.; Xiu, J.; Han, Y.; Xu, L. Experimental investigation of specimen size effect on creep crack growth behavior in P92 steel welded joint. Mater. Des. 2014, 57, 736–743. [Google Scholar] [CrossRef]
- Kim, B.J.; Ryu, S.H.; Lim, B.S. Fatigue crack growth behavior of heat affected zone in P92 steel weldment. Met. Mater. Int. 2004, 10, 19–25. [Google Scholar] [CrossRef]
- Hsiao, T.H.; Chen, T.C.; Jeng, S.L.; Chung, T.J.; Tsay, L.W. Effects of simulated microstructure on the creep rupture of the modified 9Cr-1Mo steel. J. Mater. Eng. Perform. 2016, 25, 4317–4325. [Google Scholar] [CrossRef]
- Yu, X.; Babu, S.S.; Terasaki, H.; Komizo, Y.; Yamamoto, Y.; Santella, M.L. Correlation of precipitate stability to increased creep resistance of Cr-Mo steel welds. Acta Mater. 2013, 61, 2194–2206. [Google Scholar] [CrossRef]
- El-Azim, M.E.A.; Ibrahim, O.H.; El-Desoky, O.E. Long term creep behaviour of welded joints of P91 steel at 650 °C. Mater. Sci. Eng. A 2013, 560, 678–684. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rate (°C/s) | Heating Rate | Cooling Rate | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 0.5 | 15 | 30 | 60 | 5 | 15 | 25 | 45 | |
| AC1 | 869 | 886 | 903 | 914 | |||||
| AC3 | 921 | 934 | 945 | 962 | |||||
| Ms | 392 | 390 | 389 | 374 | |||||
| Mf | 229 | 224 | 222 | 195 | |||||
| Specimen | T92 BM | STOT (860 °C) | ICHAZ (900 °C) | FGHAZ (940 °C) |
|---|---|---|---|---|
| VickersHardness (Hv) | ||||
| As-treated | 245 | 231 | 352 | 400 |
| After PWHT | 240 | 228 | 223 | 242 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Y.-Q.; Chen, T.-C.; Chung, T.-J.; Jeng, S.-L.; Huang, R.-T.; Tsay, L.-W. Creep Rupture of the Simulated HAZ of T92 Steel Compared to that of a T91 Steel. Materials 2017, 10, 139. https://doi.org/10.3390/ma10020139
Peng Y-Q, Chen T-C, Chung T-J, Jeng S-L, Huang R-T, Tsay L-W. Creep Rupture of the Simulated HAZ of T92 Steel Compared to that of a T91 Steel. Materials. 2017; 10(2):139. https://doi.org/10.3390/ma10020139
Chicago/Turabian StylePeng, Yu-Quan, Tai-Cheng Chen, Tien-Jung Chung, Sheng-Long Jeng, Rong-Tan Huang, and Leu-Wen Tsay. 2017. "Creep Rupture of the Simulated HAZ of T92 Steel Compared to that of a T91 Steel" Materials 10, no. 2: 139. https://doi.org/10.3390/ma10020139