
Influence of Substrate Heating and Nitrogen Flow on the Composition, Morphological and Mechanical Properties of SiNx Coatings Aimed for Joint Replacements


 ,
, 
Abstract
:1. Introduction
2. Results
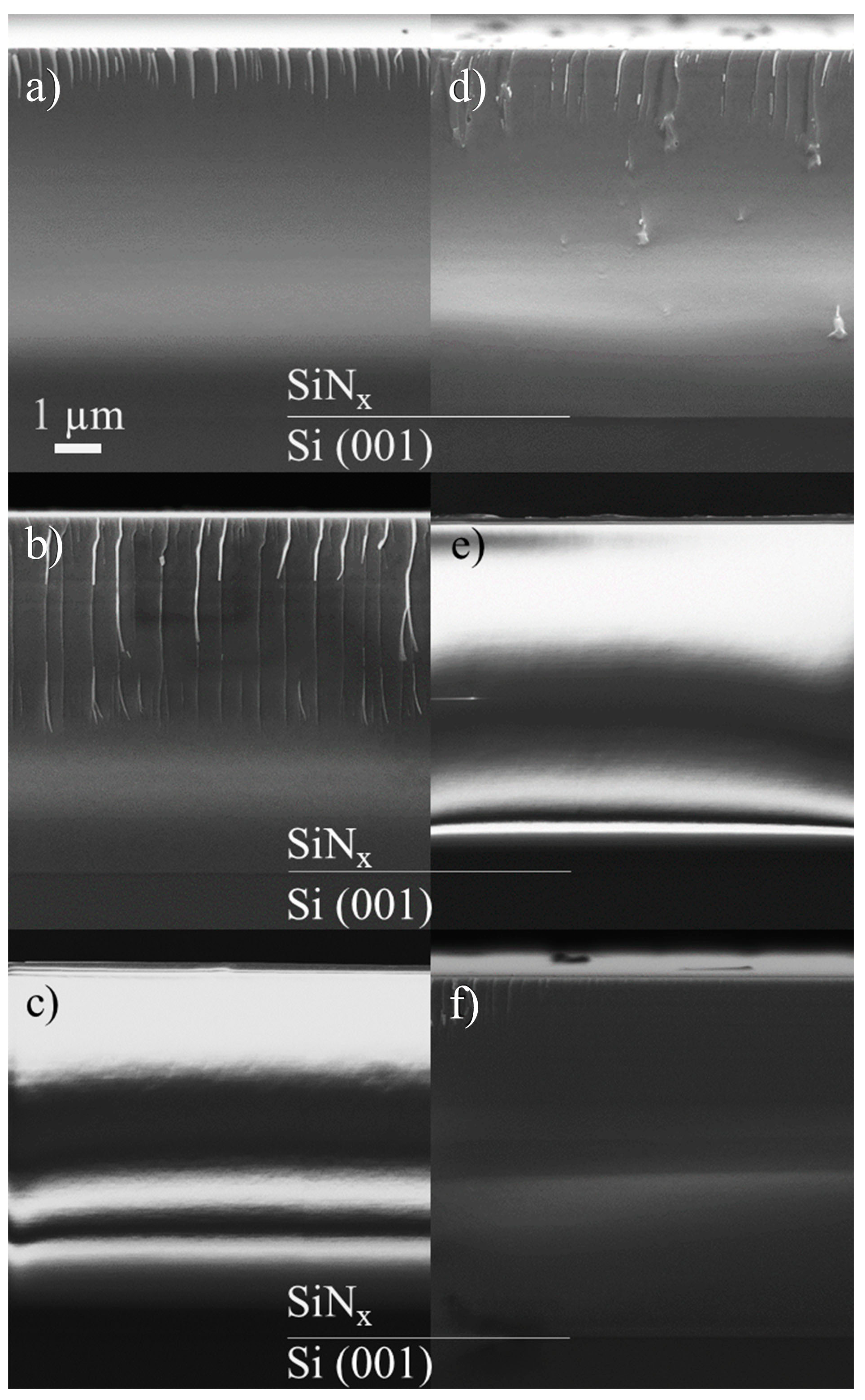
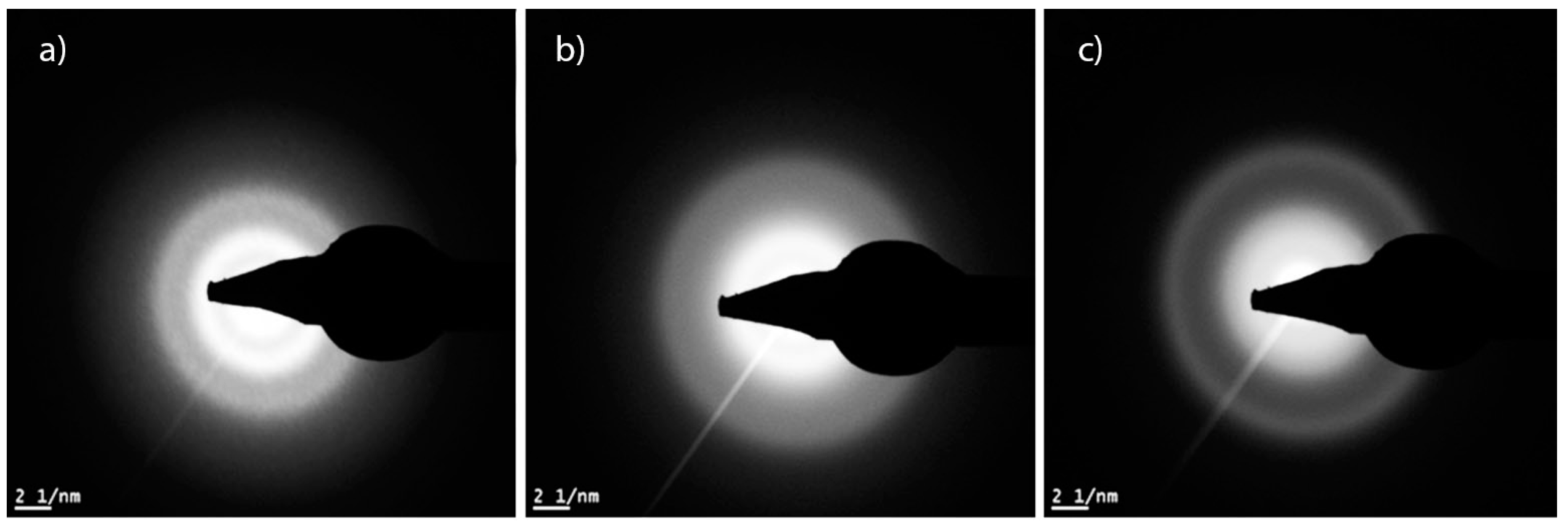
2.1. Composition, Microstructure and Nanostructure
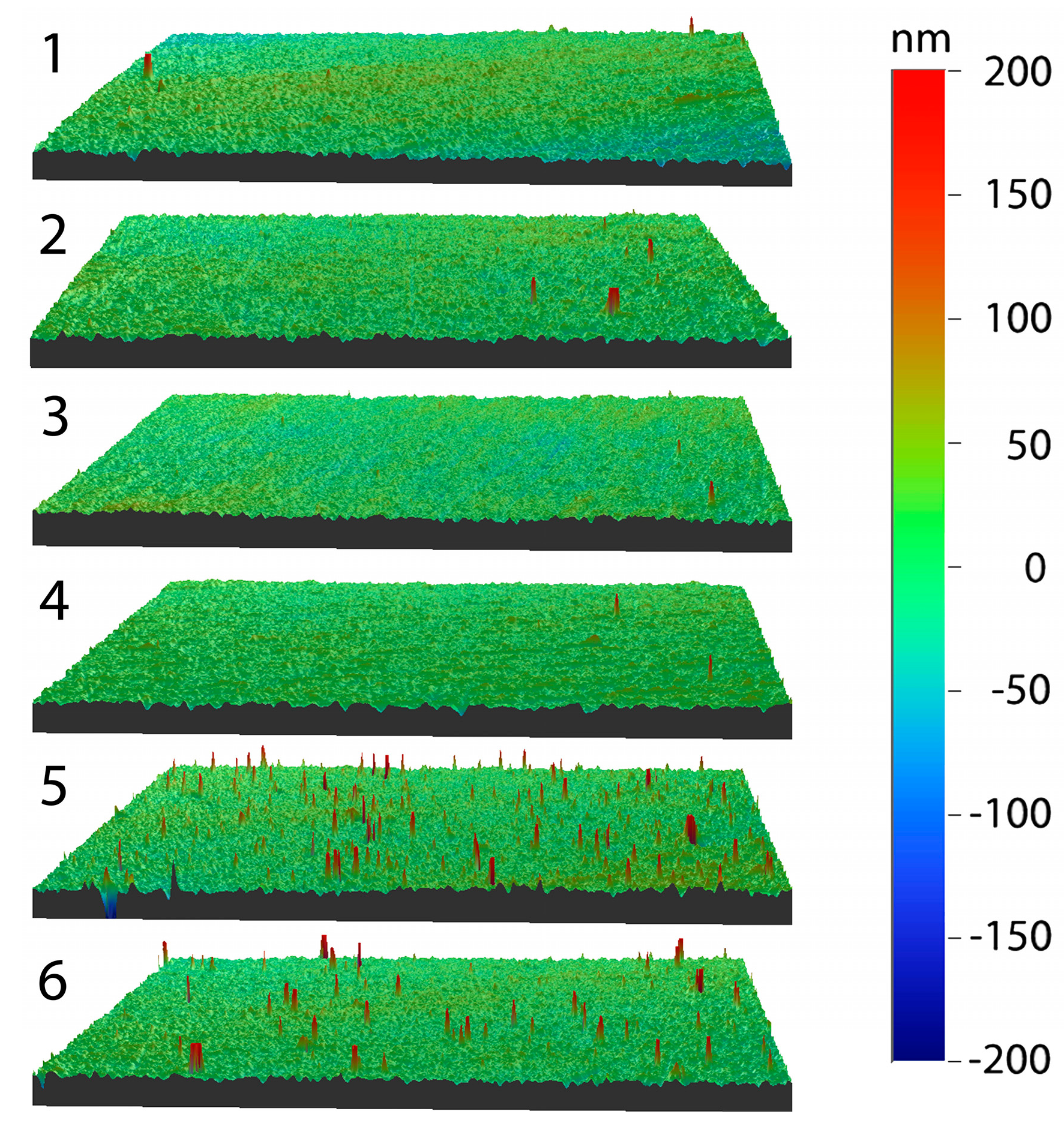
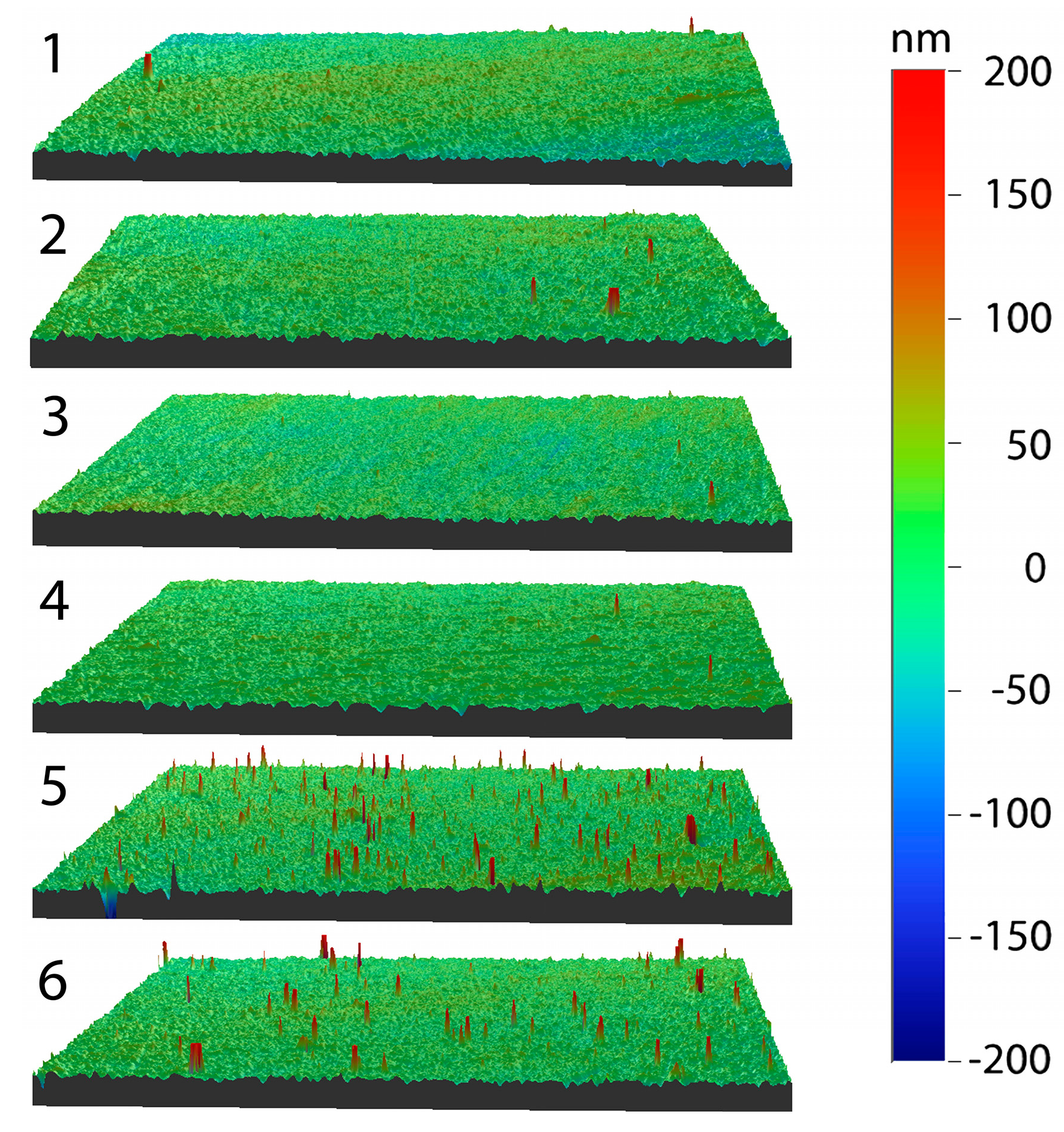
2.2. Surface Roughness
2.3. Hardness and Young’s Modulus
3. Discussion
4. Materials and Methods
4.1. Materials and Coating Deposition
4.2. Methods
4.2.1. X-ray Photoelectron Spectroscopy (XPS)
4.2.2. Scanning Electron Microscopy (SEM)
4.2.3. Transmission Electron Microscopy (TEM)
4.2.4. Vertical Scanning Interferometry (VSI)
4.2.5. Nanoindentation
4.2.6. Statistical Analysis
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sundberg, M.; Lidgren, L.; W-Dahl, A.; Robertsson, O. Annual Report 2015—The Swedish Knee Arthroplasty Register. Available online: https://www.researchgate.net/publication/285400641_Annual_report_2015_-_The_Swedish_Knee_Arthroplasty_Register (accessed on 3 February 2017).
- Garellick, G.; Kärrholm, J.; Lindahl, H.; Malchau, H.; Rogmark, C.; Rolfson, O. The Swedish hip arthroplasty register—Annual report 2014. Available online: https://registercentrum.blob.core.windows.net/shpr/r/-rsrapport-2014-rk2f2y6Ul.pdf (accessed on 10 February 2017).
- Kurtz, S.; Ong, K.; Lau, E.; Mowat, F.; Halpern, M. Projections of primary and revision hip and knee arthroplasty in the United States from 2005 to 2030. J. Bone Jt. Surg. Am. 2007, 89, 780–785. [Google Scholar] [CrossRef]
- Garellick, G.; Kärrholm, J.; Lindahl, H.; Malchau, H.; Rogmark, C.; Rolfson, O. The Swedish Hip Arthroplasty Register—Annual Report 2013. Available online: http://www.shpr.se/Libraries/Documents/AnnualReport_2013Eng.sflb.ashx (accessed on 23 April 2015).
- Borgström, A. Fler yngre gör höftledsoperationer. 2006. Available online: http://www.lakartidningen.se/Functions/OldArticleView.aspx?articleId=4804 (accessed on 7 February 2017).
- Lappalainen, R.; Santavirta, S.S. Potential of coatings in total hip replacement. Clin. Orthop. Relat. Res. 2005, 430, 72–79. [Google Scholar] [CrossRef]
- Billi, F.; Campbell, P. Nanotoxicology of metal wear particles in total joint arthroplasty: A review of current concepts. J. Appl. Biomater. Biomech. 2010, 8, 1–6. [Google Scholar] [PubMed]
- Olofsson, J.; Pettersson, M.; Teuscher, N.; Heilmann, A.; Larsson, K.; Grandfield, K.; Persson, C.; Jacobson, S.; Engqvist, H. Fabrication and evaluation of SixNy coatings for total joint replacements. J. Mater. Sci. Mater. Med. 2012, 23, 1879–1889. [Google Scholar] [CrossRef] [PubMed]
- Pettersson, M.; Tkachenko, S.; Schmidt, S.; Berlind, T.; Jacobson, S.; Hultman, L.; Engqvist, H.; Persson, C. Mechanical and tribological behavior of silicon nitride and silicon carbon nitride coatings for total joint replacements. J. Mech. Behav. Biomed. Mater. 2013, 25, 41–47. [Google Scholar] [CrossRef] [PubMed]
- Pettersson, M.; Berlind, T.; Schmidt, S.; Jacobson, S.; Hultman, L.; Persson, C.; Engqvist, H. Structure and composition of silicon nitride and silicon carbon nitride coatings for joint replacements. Surf. Coat. Technol. 2013, 235, 827–834. [Google Scholar] [CrossRef]
- ARX SPINAL SYSTEM. Available online: http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfpmn/pmn.cfm?ID=K051525 (accessed on 3 February 2017).
- Bal, B.S.; Khandkar, A.; Lakshminarayanan, R.; Clarke, I.; Hoffman, A.A.; Rahaman, M.N. Fabrication and testing of silicon nitride bearings in total hip arthroplasty. J. Arthroplast. 2009, 24, 110–116. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.S.; Ohashi, M.; Tomita, N.; Ikeuchi, K.; Takashima, K. Study on the possibility of silicon nitride—Silicon nitride as a material for hip prostheses. Mater. Sci. Eng. C 1997, 5, 125–129. [Google Scholar] [CrossRef]
- Fischer, T.E.; Tomizawa, H. Interaction of tribochemistry and microfracture in the friction and wear of silicon nitride. Wear 1985, 105, 29–45. [Google Scholar] [CrossRef]
- Herrmann, M. Corrosion of Silicon Nitride Materials in Aqueous Solutions. J. Am. Ceram. Soc. 2013, 96, 3009–3022. [Google Scholar] [CrossRef]
- Sōmiya, S. Hydrothermal corrosion of nitride and carbide of silicon. Mater. Chem. Phys. 2001, 67, 157–164. [Google Scholar] [CrossRef]
- Pettersson, M.; Bryant, M.; Schmidt, S.; Engqvist, H.; Hall, R.M.; Neville, A.; Persson, C. Dissolution behaviour of silicon nitride coatings for joint replacements. Mater. Sci. Eng. C Mater. Biol. Appl. 2016, 62, 497–505. [Google Scholar] [CrossRef] [PubMed]
- Pettersson, M.; Skjöldebrand, C.; Filho, L.; Engqvist, H.; Persson, C. Morphology and dissolution rate of wear debris from silicon nitride coatings. ACS Biomater. Sci. Eng. 2016, 2, 998–1004. [Google Scholar] [CrossRef]
- Taylor, J.A. The mechanical properties and microstructure of plasma enhanced chemical vapor deposited silicon nitride thin films. J. Vac. Sci. Technol. A Vac. Surf. Films 1991, 9, 2464. [Google Scholar] [CrossRef]
- Wang, J.P.; Lu, Y.H.; Shen, Y.G. Effect of nitrogen content on phase configuration, nanostructure and mechanical behaviors in magnetron sputtered SiCxNy thin films. Appl. Surf. Sci. 2010, 256, 1955–1960. [Google Scholar] [CrossRef]
- Pusch, C.; Hoche, H.; Berger, C.; Riedel, R.; Ionescu, E.; Klein, A. Influence of the PVD sputtering method on structural characteristics of SiCN-coatings—Comparison of RF, DC and HiPIMS sputtering and target configurations. Surf. Coat. Technol. 2011, 205, S119–S123. [Google Scholar] [CrossRef]
- Mishra, S.K.; Shekhar, C.; Rupa, P.K.P.; Pathak, L.C. Effect of pressure and substrate temperature on the deposition of nano-structured silicon–carbon–nitride superhard coatings by magnetron sputtering. Thin Solid Films 2007, 515, 4738–4744. [Google Scholar] [CrossRef]
- Schmidt, S.; Hänninen, T.; Goyenola, C.; Wissting, J.; Jensen, J.; Hultman, L.; Goebbels, N.; Tobler, M.; Högberg, H. SiNx Coatings Deposited by Reactive High Power Impulse Magnetron Sputtering: Process Parameters Influencing the Nitrogen Content. ACS Appl. Mater. Interfaces 2016, 8, 20385–20395. [Google Scholar] [CrossRef] [PubMed]
- Tiwari, R.; Chandra, S. Effect of Substrate Temperature on Properties of Silicon Nitride Films Deposited by RF Magnetron Sputtering. Adv. Mater. Res. 2011, 254, 187–190. [Google Scholar] [CrossRef]
- Mayer, J.; Giannuzzi, L.A.; Kamino, T.; Michael, J. TEM sample preparation and FIB-induced damage. MRS Bull. 2007, 32, 400–407. [Google Scholar] [CrossRef]
- International Organization for Standardization. Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 4: Test Method for Metallic and Non-Metallic Coatings; ISO 14577-4:2016; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Österle, W.; Klaffke, D.; Griepentrog, M.; Gross, U.; Kranz, I.; Knabe, C. Potential of wear resistant coatings on Ti–6Al–4V for artificial hip joint bearing surfaces. Wear 2008, 264, 505–517. [Google Scholar] [CrossRef]
- Huang, L.; Xu, K.; Lu, J.; Guelorget, B.; Chen, H. Nano-scratch and fretting wear study of DLC coatings for biomedical application. Diam. Relat. Mater. 2001, 10, 1448–1456. [Google Scholar] [CrossRef]
- Musil, J.; Daniel, R. Structure and mechanical properties of magnetron sputtered Zr–Ti–Cu–N films. Surf. Coat. Technol. 2003, 166, 243–253. [Google Scholar] [CrossRef]
- Čekada, M.; Panjan, P.; Kek-Merl, D.; Panjan, M.; Kapun, G. SEM study of defects in PVD hard coatings. Vacuum 2007, 82, 252–256. [Google Scholar] [CrossRef]
- Jublot, M.; Texier, M. Sample preparation by focused ion beam micromachining for transmission electron microscopy imaging in front-view. Micron 2014, 56, 63–67. [Google Scholar] [CrossRef] [PubMed]
- International Organization for Standardization. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 604: Nominal Characteristics of Non-Contact (Coherence Scanning Interferometry) Instruments; ISO25178-604:2013; International Organization for Standardization: Geneva, Switzerland, 2013. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. Improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1580. [Google Scholar] [CrossRef]
- Walmsley, B.A.; Liu, Y.; Hu, X.Z.; Bush, M.B.; Dell, J.M.; Faraone, L.; Member, S. Poisson’s Ratio of Low-Temperature PECVD Silicon Nitride Thin Films. J. Microelectromech. Syst. 2007, 16, 622–627. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process No. | Heating (kW) | T (°C) | ƒN2/Ar | Growth Rate (nm/s) | Coating Thickness (µm) | Si (at.%) | N (at.%) | O (at.%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 200 | 0.06 | 0.50 | 7.5 | 71.7 | 22.8 | 1.8 |
| 2 | 1 | 200 | 0.17 | 0.40 | 7.3 | 54.6 | 39.2 | 3.6 |
| 3 | 1 | 200 | 0.30 | 0.34 | 7.1 | 45.6 | 48.0 | 5.0 |
| 4 | 3 | 350 | 0.17 | 0.42 | 7.6 | 54.4 | 40.9 | 2.0 |
| 5 | 3 | 350 | 0.30 | 0.35 | 7.4 | 45.2 | 47.5 | 5.8 |
| 6 | 5 | 430 | 0.30 | 0.40 | 7.3 | 53.9 | 41.3 | 2.1 |
| Process No./CoCrMo Reference | N/Si Ratio | Ra (nm) | Rz (nm) | Rt (nm) | H (GPa) | E (GPa) | H/E Ratio |
|---|---|---|---|---|---|---|---|
| 1 | 0.32 | 12.5 ± 2.2 | 330 | 1430 | 12.1 ± 0.8 | 172.7 ± 7.5 | 0.070 |
| 2 | 0.72 | 10.8 ± 1.8 | 377 | 1460 | 17.9 ± 1.3 | 239.1 ± 12.6 | 0.075 |
| 3 | 1.05 | 12.5 ± 3.7 | 461 | 2180 | 23.7 ± 3.0 | 292.6 ± 18.1 | 0.081 |
| 4 | 0.75 | 11.4 ± 1.8 | 365 | 1750 | 18.7 ± 1.2 | 226.1 ± 9.1 | 0.083 |
| 5 | 1.05 | 15.1 ± 2.7 | 1272 | 4710 | 25.9 ± 2.1 | 285.5 ± 20.1 | 0.091 |
| 6 | 0.76 | 12.8 ± 4.5 | 964 | 3800 | 19.6 ± 2.0 | 222.0 ± 13.3 | 0.088 |
| CoCrMo | - | 10.7 ± 1.8 | 282 | 870 | 6.2 ± 0.4 | 293.1 ± 17.7 | 0.021 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skjöldebrand, C.; Schmidt, S.; Vuong, V.; Pettersson, M.; Grandfield, K.; Högberg, H.; Engqvist, H.; Persson, C. Influence of Substrate Heating and Nitrogen Flow on the Composition, Morphological and Mechanical Properties of SiNx Coatings Aimed for Joint Replacements. Materials 2017, 10, 173. https://doi.org/10.3390/ma10020173
Skjöldebrand C, Schmidt S, Vuong V, Pettersson M, Grandfield K, Högberg H, Engqvist H, Persson C. Influence of Substrate Heating and Nitrogen Flow on the Composition, Morphological and Mechanical Properties of SiNx Coatings Aimed for Joint Replacements. Materials. 2017; 10(2):173. https://doi.org/10.3390/ma10020173
Chicago/Turabian StyleSkjöldebrand, Charlotte, Susann Schmidt, Vicky Vuong, Maria Pettersson, Kathryn Grandfield, Hans Högberg, Håkan Engqvist, and Cecilia Persson. 2017. "Influence of Substrate Heating and Nitrogen Flow on the Composition, Morphological and Mechanical Properties of SiNx Coatings Aimed for Joint Replacements" Materials 10, no. 2: 173. https://doi.org/10.3390/ma10020173
APA StyleSkjöldebrand, C., Schmidt, S., Vuong, V., Pettersson, M., Grandfield, K., Högberg, H., Engqvist, H., & Persson, C. (2017). Influence of Substrate Heating and Nitrogen Flow on the Composition, Morphological and Mechanical Properties of SiNx Coatings Aimed for Joint Replacements. Materials, 10(2), 173. https://doi.org/10.3390/ma10020173