Mechanical Analysis of Ceramic/Polymer Composite with Mesh-Type Lightweight Design Using Binder-Jet 3D Printing

 ,
,
Abstract
1. Introduction
2. Experimental and Simulation Set-Up
3. Results and Discussion
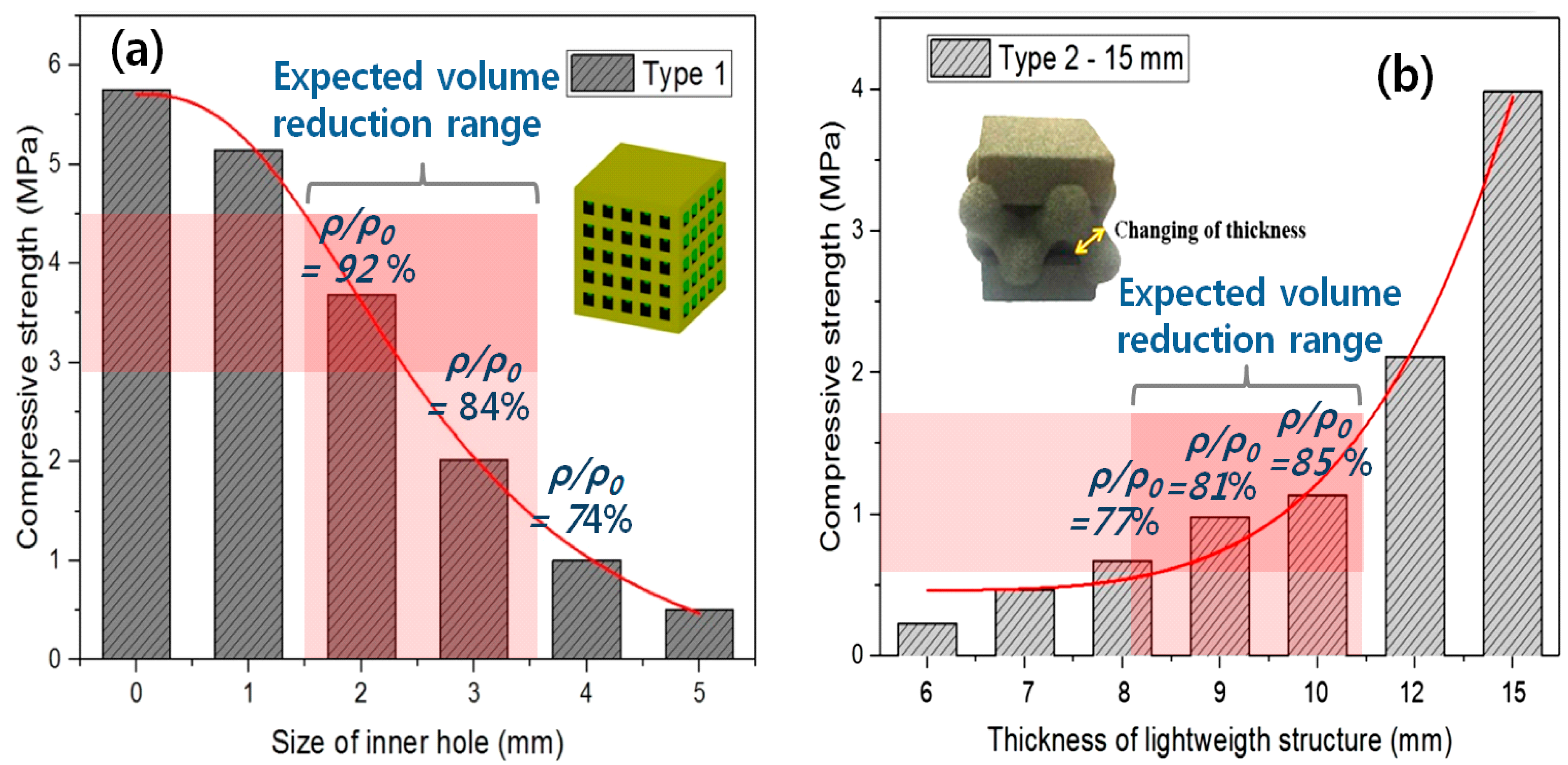
3.1. Lightweight Designs and Strength
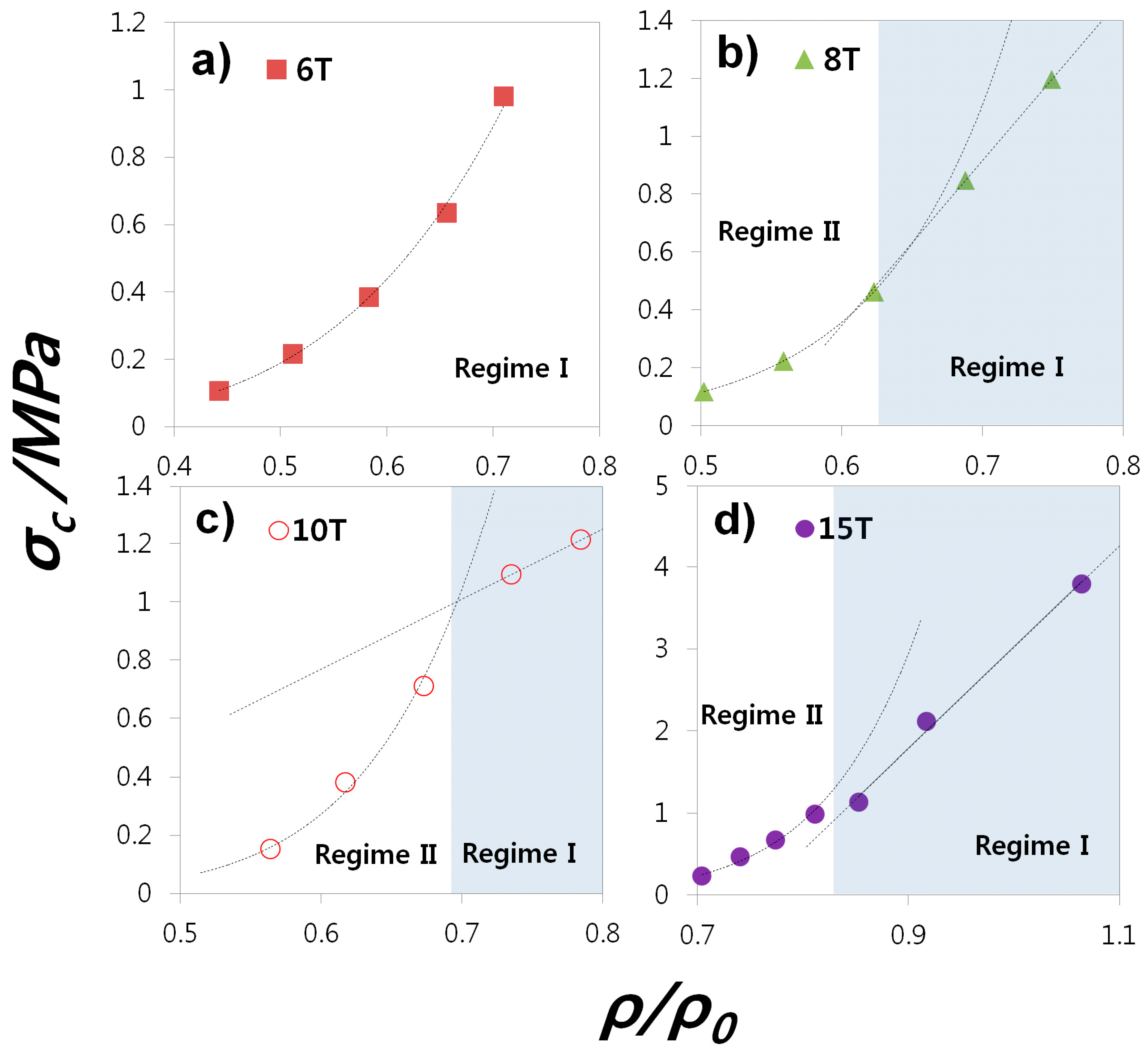
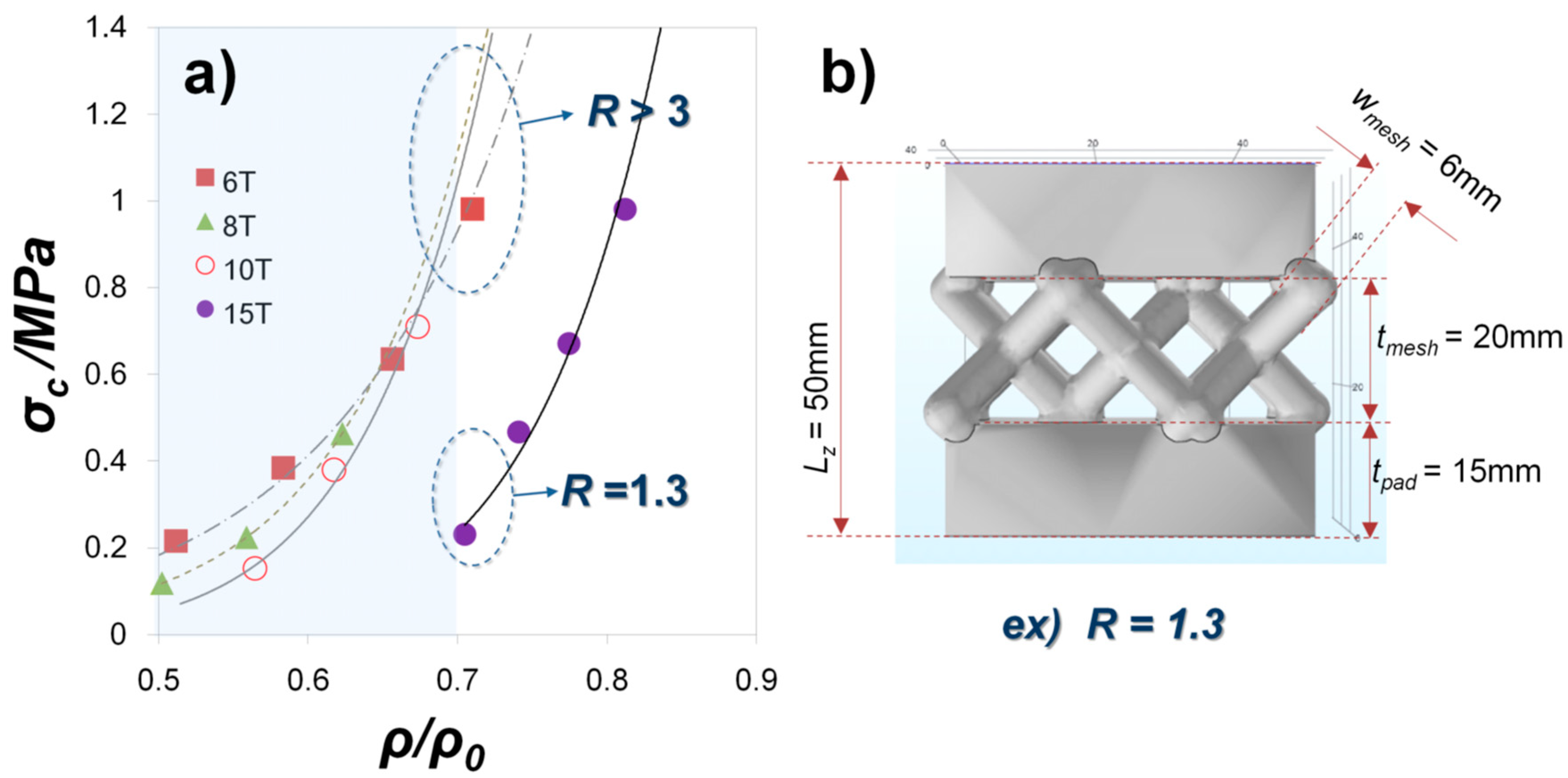
3.2. Design Factors of Mesh-Type Lightweight Structure
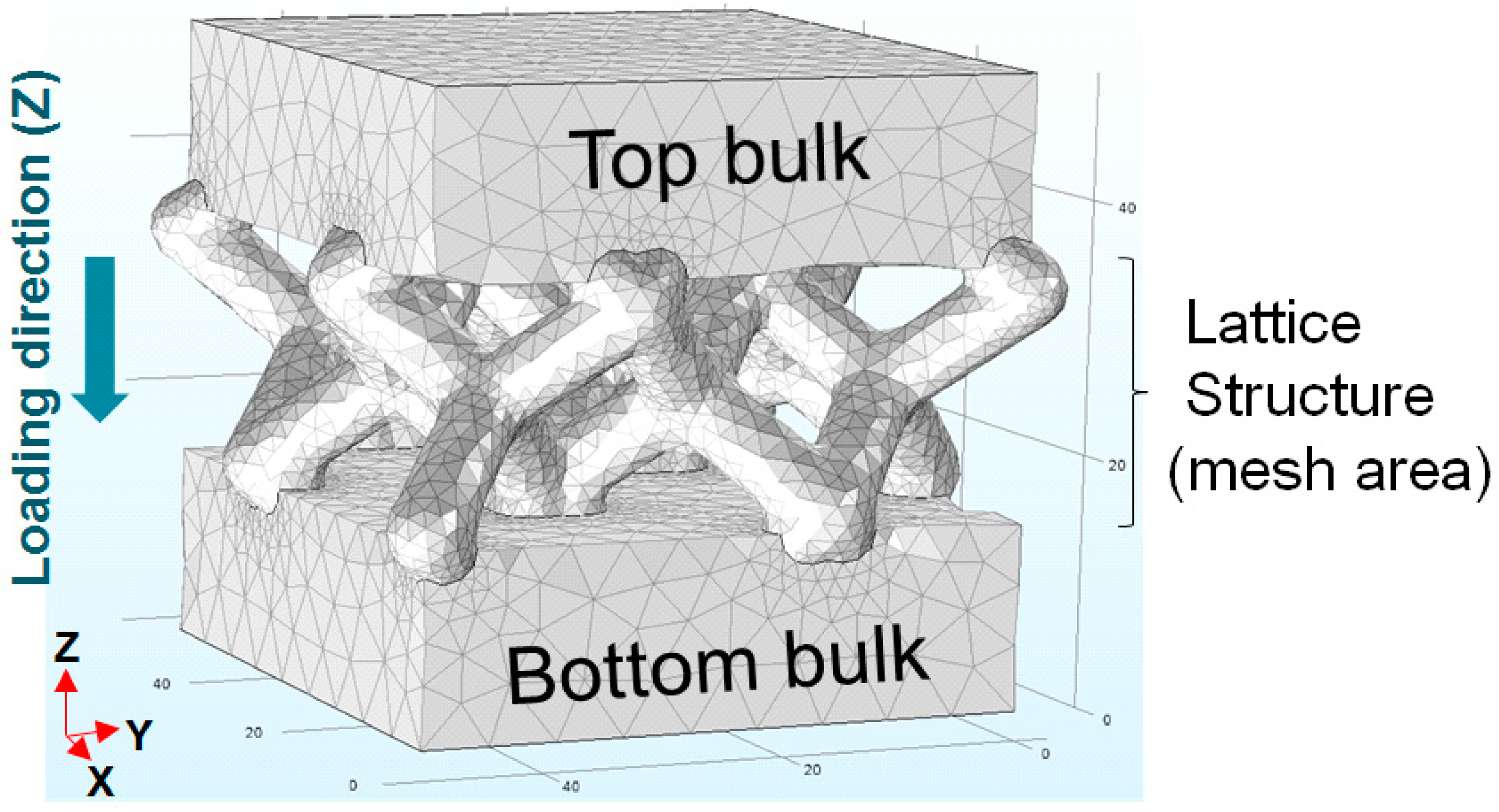
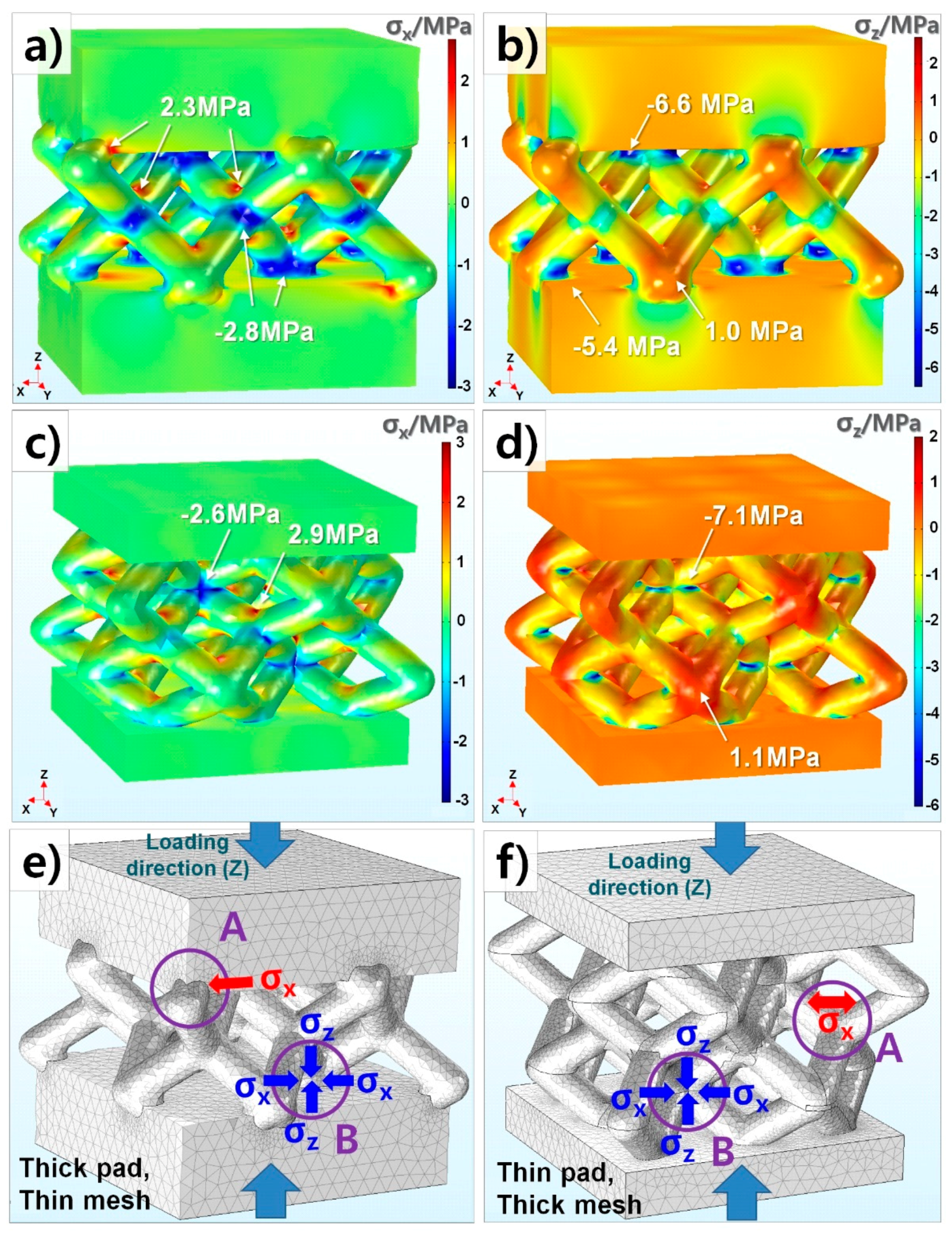
3.3. FEM Analysis
4. Conclusions
- (1)
- Compressive strength was measured with two lightweight designs, a cube with square holes (Type-1), a mesh structure with pads (Type-2), and the strength of both which remarkably decrease with the increasing volume ratio (ρ/ρ0). It turns out that the size of the inner hole of the Type-1 sample should be at least 2 mm for taking out the inner sand powders clearly. Although Type-1 has higher strength, it is more difficult than Type-2 to take out sand particles from samples. Hence, our further study will focus on enhancing the low strength of Type-2.
- (2)
- With mesh-type lightweight structures, increasing pad thickness and decreasing a mesh area results in increasing the local stress concentration at the interface of the mesh and pads. It is expected that easy crack is initiated at a comparatively weak boundary between mesh and pads in the case of thick pad thickness.
- (3)
- Since a commercial software for topology optimization provides lightweight designs for rigid single component materials such metals or plastics, it is not suitable to apply the lightweight designs to a ceramic/polymer composite with different mechanical behaviors. As a result, new types of light weight structures for sand casting molds are required to spread BJ 3D printing technology to the foundry industry.
- (4)
- Further study will suggest and evaluate the new lightweight and rigid design of for additive manufacturing of a ceramic/polymer composite. It will reveal the correlation between structural and mechanical factors of the lightweight designs in detail.
Author Contributions
Funding
Conflicts of Interest
References
- Gunther, D.; Mogele, F. Additive Manufacturing of Casting Tools Using Powder-Binder- Jetting Technology. New Trends 3D Print. 2016, 53–86. [Google Scholar] [CrossRef]
- Byun, K.Y.; Lee, C.W.; Kim, K.H.; Kim, H.K.; Lee, B.S. Trend of metal 3D printing design technology. JKEES 2016, 43, 15–22. [Google Scholar]
- Butt, J.; Onimowo, D.A.; Gohrabian, M.; Sharma, T.; Shirvani, H. A desktop 3D printer with dual extruders to produce customised electronic circuitry. Front. Mech. Eng. 2018, 13, 528–534. [Google Scholar] [CrossRef]
- Jo, E.; Kim, D. 3D Printer Based Lens Design Method for Integrated Lens Antennas. IEEE Antenn. Wirel. PR 2018, 99. [Google Scholar] [CrossRef]
- Schmieden, D.T.; BasaloVázquez, S.J.; Sangüesa, H.; Idema, T.; Meyer, A.S. Printing of Patterned, Engineered E. coli Biofilms with a Low-Cost 3D Printer. ACS Synth. Biol. 2018, 7, 1328–1337. [Google Scholar] [CrossRef] [PubMed]
- Fathanuary, H.; Yamin, M. Design and modelling of RC aircraft in racing plane category using 3-dimension printer with polylactic acid material. Int. J. Mech. Eng. Tech. 2018, 9, 470–477. [Google Scholar]
- Daemen, J.; Heuts, S.; Olsthoorn, J.; Maessen, J.; Nia, P.S. Mitral valve modelling and three-dimensional printing for planning and simulation of mitral valve repair. Eur. J. Cardiothorac Surg. 2018, ezy306. [Google Scholar] [CrossRef] [PubMed]
- Southerden, P.; Barnes, D.M. Caudal mandibular fracture repair using three-dimensional printing, presurgical plate contouring and a preformed template to aid anatomical fracture reduction. JFMS Open Rep. 2018, 5, 2055116918798875. [Google Scholar] [CrossRef] [PubMed]
- Pucci, J.U.; Christophe, B.R.; Sisti, J.A.; Connolly, E.S., Jr. Three-dimensional printing: Technologies, applications, and limitations in neurosurgery. Biotechnol. Adv. 2017, 35, 521–529. [Google Scholar] [CrossRef] [PubMed]
- Kamio, T.; Hayashi, K.; Onda, T.; Takaki, T.; Shibahara, T.; Yakushiji, T.; Shibui, T.; Kato, H. Utilizing a low-cost desktop 3D printer to develop a “one-stop 3D printing lab” for oral and maxillofacial surgery and dentistry fields. 3D Print Med. 2018, 13, 6. [Google Scholar] [CrossRef] [PubMed]
- Shelmerdine, S.C.; Simcock, I.C.; Hutchinson, J.C.; Aughwane, R.; Melbourne, A.; Nikitichev, D.I.; Ong, J.L.; Borghi, A.; Cole, G.; Kingham, E.; et al. 3D printing from microfocus computed tomography (micro-CT) in human specimens: Education and future implications. Br. J. Radiol. 2018, 91. [Google Scholar] [CrossRef] [PubMed]
- Sfondrini, M.F.; Gandini, P.; Malfatto, M.; Di Corato, F.; Trovati, F.; Scribante, A. Computerized Casts for Orthodontic Purpose Using Powder-Free Intraoral Scanners: Accuracy, Execution Time, and Patient Feedback. BioMed Res. Int. 2018, 2018, 4103232. [Google Scholar] [CrossRef] [PubMed]
- ISO/ASTM 52900:2015(en). Available online: https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:ed-1:v1:en (accessed on 3 September 2018).
- Kumar, A.; Bai, Y.; Eklund, A.; Williams, C. Effect of Hot Isostatic Pressing on Copper Parts Fabricated via Binder Jetting. Procedia Manuf. 2017, 10, 935–944. [Google Scholar] [CrossRef]
- Hawaldar, N.; Zhang, J. A comparative study of fabrication of sand casting mold using additive manufacturing and conventional process. Int. J. Adv. Manuf. Tehcnol. 2018, 97, 1037–1045. [Google Scholar] [CrossRef]
- Upadhyay, M.; Sivarupan, T.; Mansori, M.E. 3D printing for rapid sand casting—A review. J. Manuf. Processes 2017, 29, 211–220. [Google Scholar] [CrossRef]
- Snelling, D.; Qian, L.; Meisel, N.; William, C.; Batra, R.; Druschitz, A. Lightweight Metal Cellular Structures Fabricated via 3D Printing of Sand Cast Molds. Adv. Eng. Mater. 2015, 17, 923–932. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Deng, C.; Hu, Y.; Huang, T. 3D-printed shell-truss sand mold for aluminum casting. J. Mater. Process. Tech. 2017, 250, 247–253. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Yi, J.; Zhang, X.; Wang, X.; Wang, H.; Huang, T. The design of 3D-printed lattice-reinforced thickness-varying shell molds for castings. Materials 2018, 11, 535. [Google Scholar] [CrossRef] [PubMed]
- Deng, C.Y.; Kang, J.W.; Shangguan, H.L.; Huang, T.; Zhang, X.P.; Hu, Y.Y.; Huang, T.Y. Insulation effect of air cavity in sand mold using 3D printing technology. China Foundry 2018, 15, 37–43. [Google Scholar] [CrossRef]
- American Foundry Society. Mold & Core Test Hand Book; American Foundry Society: Schaumburg, IL, USA, 2006. [Google Scholar]
- Mahasneh, B.; Shawabkeh, R. Compressive strength and permeability of sand-cement-clay composite and application for heavy metals stabilization. Am. J. Appl. Sci. 2004, 1, 1–4. [Google Scholar]
- McKenna, N.; Singamneni, S.; Diegel, O.; Singh, D.; Neitzert, T.; George, J.; Choudhury, A.R.; Yarlagadda, P. Direct metal casting through 3D printing: A critical analysis of the mould characteristics. In Proceedings of the 9th Global Congress on Manufacturing and Management, Gold Coast, Australia, 12–14 November 2008; pp. 1–5. [Google Scholar]
- Feng, P.; Meng, X.; Chen, J.; Ye, L. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef]
- Gökçe, B.; Serdar Çötert, H.; Özcan, M. A study of compressive strength between zirconia framework and veneering ceramic as a function of thermal expansion coefficient using Shell–Nielsen test method. J. Adhesion Sci. Technol. 2015, 29, 1924–1936. [Google Scholar] [CrossRef]
- Felipe, A.F.; Miranda Coimbra, W.H.; Pinheiro Carvalho, G.A.; Kreve, S.; Gonçalves Franco, A.B.; Dias, S.C. Evaluation of the bonding strength between yttrium-stabilized zirconia and coating ceramics with three-point flexural Test: The surface treatment effect. Eur. J. Gen. Dent. 2018, 7, 14–18. [Google Scholar]
- Seuba, J.; Deville, S.; Guizard, C.; Stevenson, A.J. Mechanical properties and failure behavior of unidirectional porous ceramics. Sci. Rep. 2016, 6, 24326. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.; Vora, H.D.; Chang, Y. Behavior of auxetic structures under compression and impact forces. VTT SYMP 2018, 27, 202512. [Google Scholar] [CrossRef]
- Smith, M.; Cantwell, W.J.; Guan, Z.; Tsopanos, S.; Theobald, M.D.; Nurick, G.N.; Langdon, G.S. The quasi-static and blast response of steel lattice structures. J. Sandwich Struct. Mater. 2011, 13, 479–501. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Software | Compression with Prescribed Velocity | Loading Direction | Compression Time | Mechanical Analysis |
|---|---|---|---|---|
| COMSOL Multiphysics® | −2 × 10−5 m/s | Z-direction | 0.1 s | Using principal stress (σXX, σYY, σZZ) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, D.-H.; Lee, J.; Bae, J.; Park, S.; Choi, J.; Lee, J.H.; Kim, E. Mechanical Analysis of Ceramic/Polymer Composite with Mesh-Type Lightweight Design Using Binder-Jet 3D Printing. Materials 2018, 11, 1941. https://doi.org/10.3390/ma11101941
Kim D-H, Lee J, Bae J, Park S, Choi J, Lee JH, Kim E. Mechanical Analysis of Ceramic/Polymer Composite with Mesh-Type Lightweight Design Using Binder-Jet 3D Printing. Materials. 2018; 11(10):1941. https://doi.org/10.3390/ma11101941
Chicago/Turabian StyleKim, Dong-Hyun, Jinwoo Lee, Jinju Bae, Sungbum Park, Jihwan Choi, Jeong Hun Lee, and Eoksoo Kim. 2018. "Mechanical Analysis of Ceramic/Polymer Composite with Mesh-Type Lightweight Design Using Binder-Jet 3D Printing" Materials 11, no. 10: 1941. https://doi.org/10.3390/ma11101941
APA StyleKim, D.-H., Lee, J., Bae, J., Park, S., Choi, J., Lee, J. H., & Kim, E. (2018). Mechanical Analysis of Ceramic/Polymer Composite with Mesh-Type Lightweight Design Using Binder-Jet 3D Printing. Materials, 11(10), 1941. https://doi.org/10.3390/ma11101941