Improving Pallet Mover Safety in the Manufacturing Industry: A Bow-Tie Analysis of Accident Scenarios

 ,
, 
Abstract
:1. Introduction of the Study
2. Background of the Plant under Investigation
3. Research Methodology
- A job description of their tasks involving a pallet mover
- Problems and obstacles encountered during the use of pallet movers
- Facilitating aspects regarding the use of pallet movers
- Accidents, near-misses, or unsafe conditions with pallet movers
- Accidents that are most likely to occur with pallet movers
- Suggestions for improvement regarding the use of pallet movers
- Additional questions based on the observations
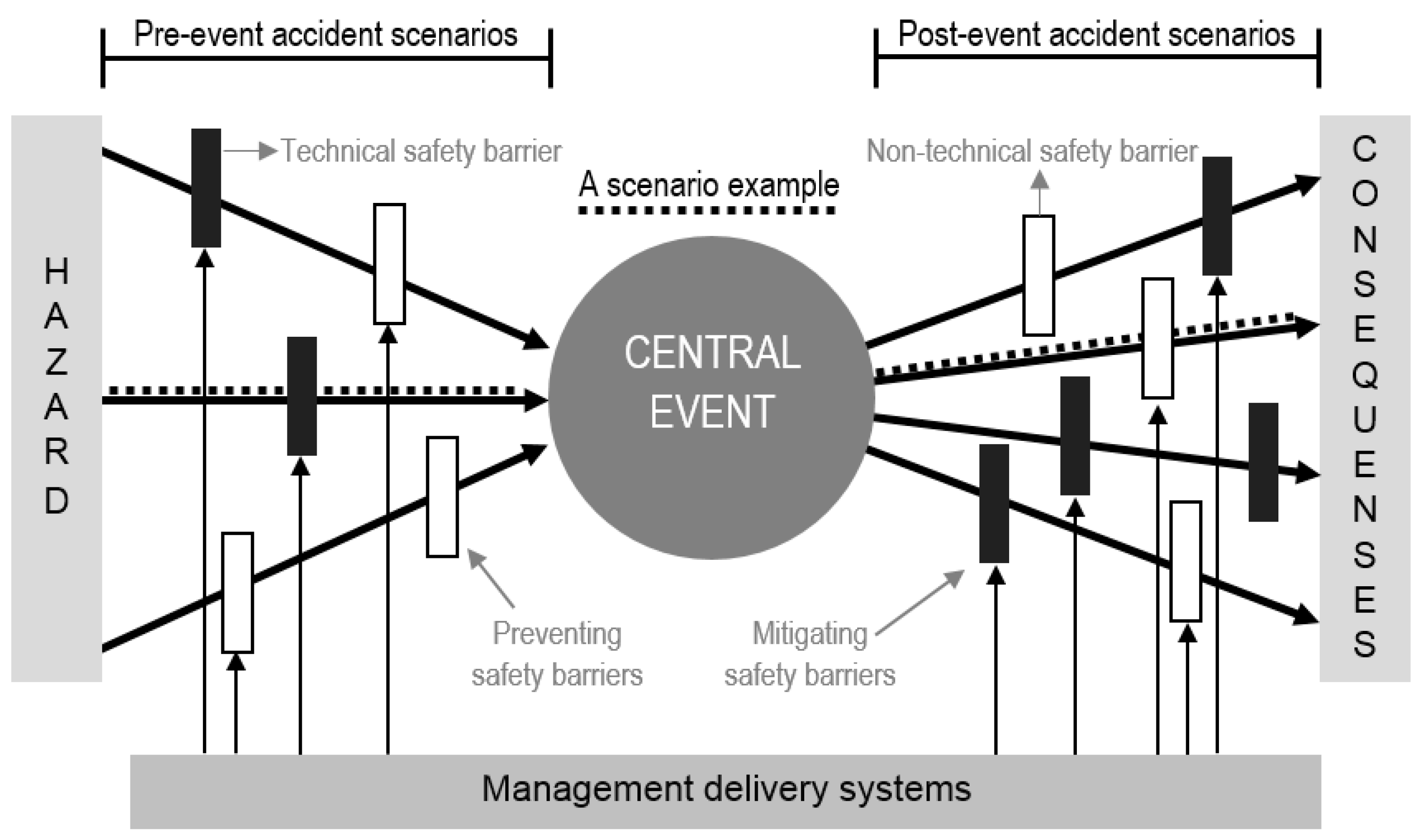
4. The Bow-Tie Model
5. Results
5.1. The Outcomes of the Current Accident Analysis in the Plant under Investigation
5.2. Bow-Ties of Accident Processes with Pallet Movers
6. Assigning Indicators to the Bow-Ties
6.1. General Indicators: Training of Pallet Mover Operators
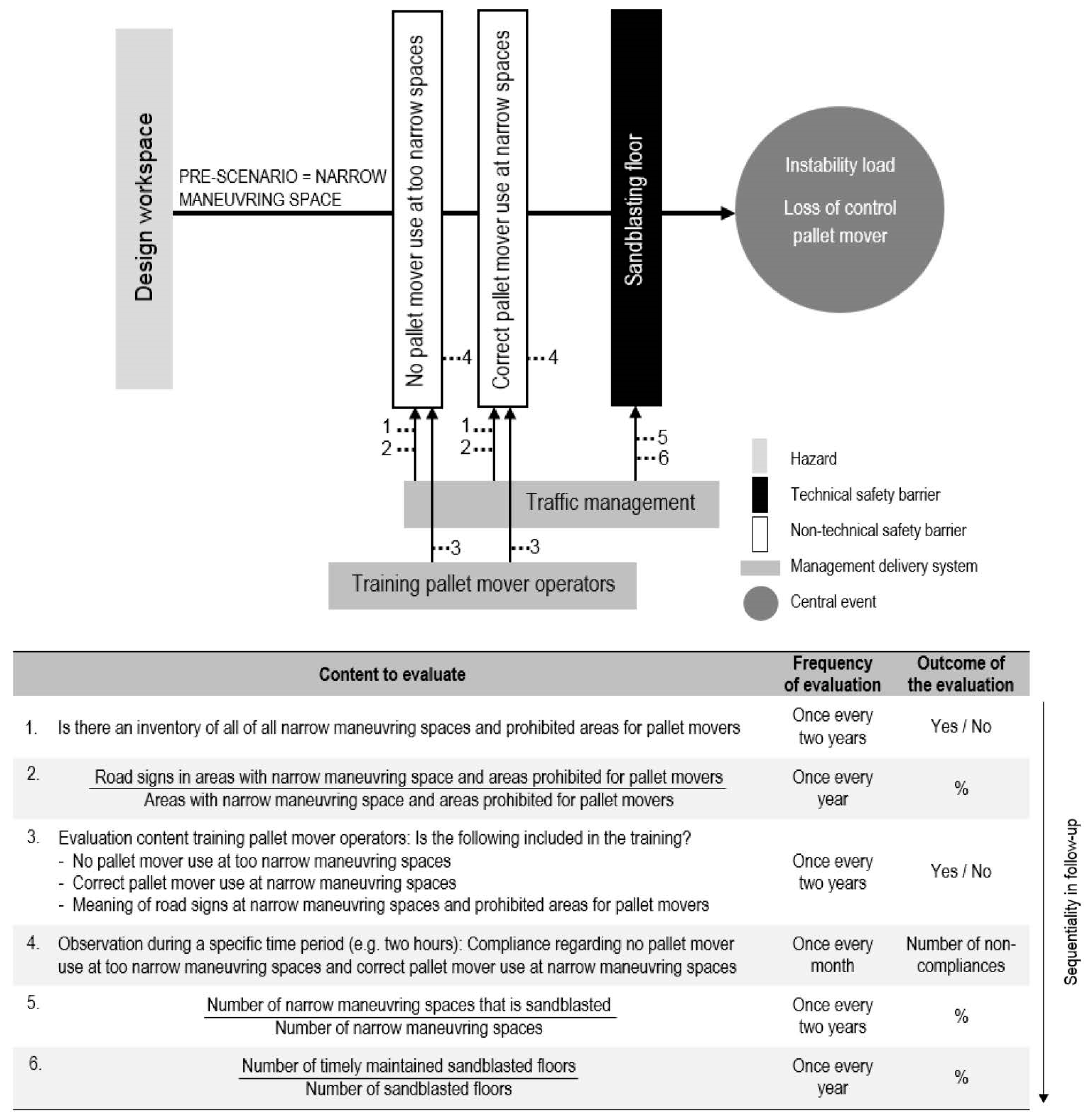
6.2. Scenario-Specific Indicators: Narrow Maneuvering Space
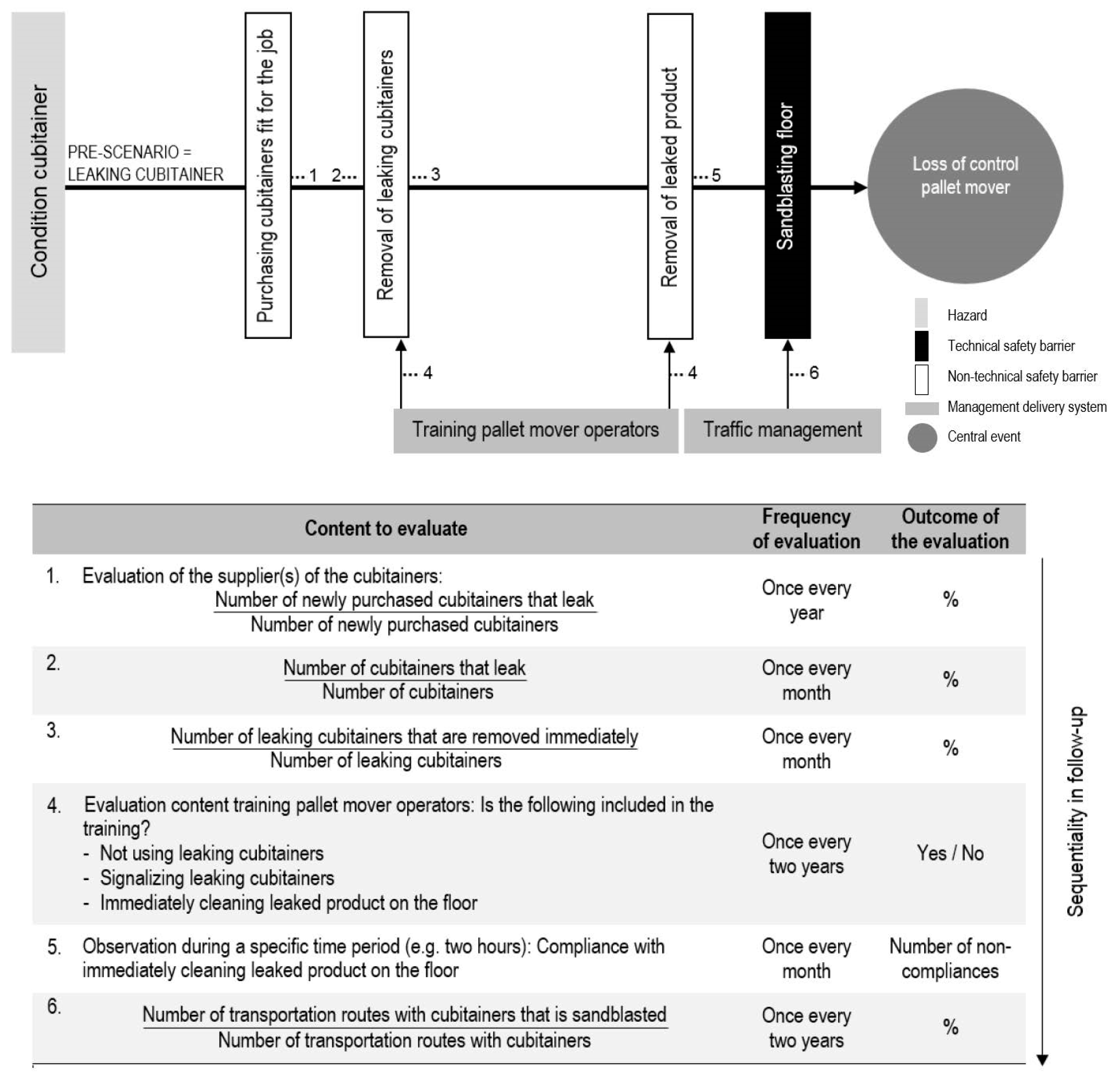
6.3. Scenario-Specific Indicators: Leaking Cubitainer
6.4. Evaluation of the Indicators
7. Discussion and Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
Appendix A

| Description Accident Based on the Accident Analysis | Actions in Response to the Accident |
|---|---|
|
|

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
References
- Bellamy, L.; Ale, B.; Whiston, J.; Mud, M.; Baksteen, H.; Hale, A.; Papazouglou, L.; Bloemhoff, A.; Damen, M.; Oh, J. The software tool storybuilder and the analysis of horrible stories of occupational accidents. Saf. Sci. 2008, 46, 186–197. [Google Scholar] [CrossRef]
- DeBlois, L. Industrial Safety Organization for Executives and Engineer; McGraw-Hill Book Company: New York, NY, USA, 1926. [Google Scholar]
- Gibson, J. The contribution of experimental psychology to the formulation of the problem or safety—A letter for basic research. Behavioural Approaches to Accident Research. In Accident Research, Methods and Approaches; Haddon, W., Suchman, E., Klein, D., Eds.; Harper & Row: New York, NY, USA, 1961. [Google Scholar]
- Haddon, W. A note concerning accident theory and research with special reference to motor vehicle accidents. Ann. N. Y. Acad. Sci. 1963, 107, 635–646. [Google Scholar] [CrossRef] [PubMed]
- Reason, J. Managing the Risks of Organisational Accidents; Alderschot: Ashgate, UK, 1997. [Google Scholar]
- Swuste, P.; Gulijk, C.; van Zwaard, W. Safety metaphors and theories, a review of the occupational safety literature of the US UK and The Netherlands, till the first part of the 20th century. Saf. Sci. 2010, 48, 1000–1018. [Google Scholar] [CrossRef]
- Swuste, P.; Gulijk, C.; van Zwaard, W.; Oostendorp, Y. Occupational safety theories, models and metaphors in three decades since World War II, in the United States, Britain, and the Netherlands: A literature review. Saf. Sci. 2014, 62, 16–27. [Google Scholar] [CrossRef]
- Swuste, P.; Gulijk, C.; van Zwaard, W.; Lemkowitz, S.; Oostendorp, Y.; Groeneweg, J. Developments in the safety science domain in the fields of general and safety management between 1970–1979, the year of the near disaster on Three Mile Island, a literature review. Saf. Sci. 2016, 86, 10–26. [Google Scholar] [CrossRef]
- Lu, L.; Liang, W.; Zhang, L.; Zhang, H.; Lu, Z.; Shan, J. A comprehensive risk evaluation method for natural gas pipelines by combining a risk matrix with a bow-tie model. J. Nat. Gas Sci. Eng. 2015, 25, 124–133. [Google Scholar] [CrossRef]
- Swuste, P.; Theunissen, J.; Schmitz, P.; Reniers, G.; Blokland, P. Process safety indicators, a review of literature. J. Loss Prev. Process Ind. 2016, 40, 162–173. [Google Scholar] [CrossRef]
- Rasmussen, J. Risk management in a dynamic society: A modelling problem. Saf. Sci. 1997, 27, 183–213. [Google Scholar] [CrossRef]
- Leveson, N. A new accident model for engineering safer systems. Saf. Sci. 2004, 42, 237–270. [Google Scholar] [CrossRef] [Green Version]
- Hollnagel, E.; Goteman, O. The functional resonance accident model. Proc. Cognit. Syst. Eng. Process Plant 2004, 2004, 155–161. [Google Scholar]
- Jacinto, C.; Silva, C. A semi-quantitative assessment of occupational risks using bow-tie representation. Saf. Sci. 2010, 48, 973–979. [Google Scholar] [CrossRef]
- Hale, A.; Ale, B.; Bellamy, L.; Whiston, J.; Mud, M.; Papazoglou, I.; Bloemhof, B.; Post, J.; Oh, J. Best practice in risk assessment: Work accidents. In Proceedings of the European Consumer Safety Association Conference, Edinburgh, UK, 20–21 April 2005. [Google Scholar]
- Papazoglou, I.A.; Ale, B.J.M. A logical model for the quantification of occupational risks. Reliab. Eng. Syst. Saf. 2007, 92, 785–803. [Google Scholar] [CrossRef]
- Papazoglou, I.A.; Aneziris, O.N.; Bellamy, L.J.; Ale, B.J.M.; Oh, J. Quantitative occupational risk model: Single hazard. Reliab. Eng. Syst. Saf. 2017, 160, 162–173. [Google Scholar] [CrossRef]
- Aneziris, O.N.; Papazoglou, I.A.; Baksteen, H.; Mud, M.; Ale, B.J.; Bellamy, L.J.; Hale, A.R.; Bloemhoff, A.; Post, J.; Oh, J. Quantified Risk Assessment for Fall from Heights. Saf. Sci. 2008, 46, 198–220. [Google Scholar] [CrossRef]
- Aneziris, O.N.; Papazoglou, I.A.; Mud, M.; Damen, M.; Bellamy, L.J.; Manuel, H.J.; Oh, J. Occupational risk quantification owing to falling objects. Saf. Sci. 2014, 69, 55–70. [Google Scholar] [CrossRef]
- Aneziris, O.N.; Papazoglou, I.A.; Konstandinidou, M.; Baksteen, H.; Mud, M.; Damen, M.; Bellamy, L.J.; Oh, J. Quantification of occupational risk owing to contact with moving parts of machines. Saf. Sci. 2013, 51, 382–396. [Google Scholar] [CrossRef]
- Aneziris, O.N.; Papazoglou, I.A.; Bellamy, L.J.; Mud, M.; Damen, M.; Manuel, H.J.; Oh, J. Occupational Risk Management for activities performed near vehicles. In Proceedings of the 25th European Safety and Reliability Conference (ESREL 2015), Zurich, Switzerland, 7–10 September 2015. [Google Scholar]
- Aneziris, O.N.; Papazoglou, I.A.; Konstandinidou, M.; Baksteen, H.; Mud, M.; Damen, M.; Kuiper, J.; Bellamy, L.J.; Oh, J. Occupational Risk Management for fires. In Proceedings of the European Safety and Reliability Conference (ESREL 2010), Rhodes, Greece, 5–9 September 2010. [Google Scholar]
- Papazoglou, I.A.; Konstandinidou, M.; Aneziris, O.N.; Baksteen, H.; Mud, M.; Damen, M.; Kuiper, J.; Bellamy, L.J.; Oh, J. Occupational Risk Management for release of hazardous substances from closed containments. In Proceedings of the European Safety and Reliability Conference (ESREL 2010), Rhodes, Greece, 5–9 September 2010. [Google Scholar]
- Stout, N. Characteristics of work related injuries involving forklift trucks. J. Occup. Accid. 1987, 18, 179–190. [Google Scholar]
- Miller, B. Forklift safety by design. Prof. Saf. 1988, 33, 18–21. [Google Scholar]
- Lifschultz, B.; Donoghue, E. Deaths due to forklift truck accidents. Forensic Sci. Int. 1994, 65, 121–134. [Google Scholar] [CrossRef]
- Larsson, T.; Rechnitzer, G. Forklift trucks analysis of severe and fatal; occupational injuries, critical incidents and priority for prevention. Saf. Sci. 1994, 17, 275–289. [Google Scholar] [CrossRef]
- Darcy, C.; Lovell, M.; Metcalfe, J. Injuries from forklift trucks. Injury 1995, 26, 285. [Google Scholar] [CrossRef]
- Mack, K.; Haslegrave, C.; Gray, M. Usability of manual handling aids for transporting materials. Appl. Ergon. 1995, 26, 353–364. [Google Scholar] [CrossRef]
- Born, C.; Ross, S.; Aron, B.; DeLong, W.; Iannacone, W. Patterns of Injury and Disability Caused by Forklift Trucks. J. Trauma 1996, 40, 636–639. [Google Scholar] [CrossRef] [PubMed]
- UK-HSE. Safety of Industrial Lift Trucks; HMSO: Norwich, UK, 2003.
- UK-HSE. Warehousing and Storage Keep It Safe; Health and Safety Executive INDG 412; Health and Safety Executive: Bootle, UK, 2011.
- UK-HSE. Pallet Safety; Guidance note PM15; Health and Safety Executive: Bootle, UK, 2014.
- Harris, G.; DeRosia, J. Occupant Protection and Standup Forklift (Lift Truck) Dynamics. In Proceedings of the 2003 ASME International Mechanical Engineering Congress (IMEC’03), Washington, DC, USA, 15–21 November 2003. [Google Scholar]
- Larsson, T.; Lambeth, J.; Wilde, M.; Tully, G.; Askew, H.; Skinner, W.; Carter, B.; Martin, T.; Kenningham, L. Industrial forklift trucks, dynamic stability and the design of safe logistics. Saf. Sci. Monit. 2003, 7, 1–14. [Google Scholar]
- Horberry, T.; Larsson, T.; Johnston, I.; Lambert, J. Forklift safety traffic engineering and intelligent transport systems: A case study. Appl. Ergon. 2004, 35, 575–581. [Google Scholar] [CrossRef] [PubMed]
- St-Vincent, M.; Denis, D.; Imbeau, D.; Laberge, M. Work factors affecting manual materials handling in a warehouse superstore. Int. J. Ind. Ergon. 2005, 35, 33–46. [Google Scholar] [CrossRef]
- Berry, T. An analysis of pallet truck incidents. In Proceedings of the ASME 2008 International Mechanical Engineering Congress and Exposition, Boston, MA, USA, 31 October–6 November 2008. [Google Scholar]
- Sanders, D. Controlling the direction of walkie type forklifts and pallet jacks on sloping ground. Assem. Autom. 2008, 28, 317–324. [Google Scholar] [CrossRef] [Green Version]
- Kleinert, S.; Overmeyer, L. Integration of 3D camera systems on forklift trucks. Logist. J. 2013, 1–7. [Google Scholar] [CrossRef]
- Kletz, T. Plant Design for Safety—A User-Friendly Approach; Hemisphere: New York, NY, USA, 1991. [Google Scholar]
- Kletz, T. What You Don’t Have, Can’t Leak. Chem. Ind. 1978, 6, 287–292. [Google Scholar]
- De Dianous, V.; Fievez, C. Aramis project: A more explicit demonstration of risk control through the use of bow-tie diagrams and the evaluation of safety barrier performance. J. Hazard. Mater. 2006, 130, 220–233. [Google Scholar] [CrossRef] [PubMed] [Green Version]







| Hazard | Pre-Event Accident Scenario | Preventing Technical and Non-Technical Safety Barriers and Management Delivery Systems | Central Event |
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Central Event | Mitigating Technical and Non-Technical Safety Barriers and Management Delivery Systems | Post-event Accident Scenario | Consequence |
|---|---|---|---|
|
|
|
|
|
|
|
|
| Sequentiality in follow-up | Content (re)training | Evaluation of the content of the (re)training every two years: Is the (re)training completely tailored to the needs of the company? (yes/no)Aspects to take into consideration:
|
| Quality control (re)training | Yearly evaluation of the percentage of participants of the (re)training evaluating the training as positively (i.e., a score of 7 out of 10 or higher) | |
| Coverage ratio training | Monthly evaluation of the percentage of starting pallet mover operators that are trained for pallet mover use | |
| Coverage ratio retraining | Yearly evaluation of percentage pallet mover operators receiving a retraining every five years |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Van Nunen, K.; Swuste, P.; Reniers, G.; Paltrinieri, N.; Aneziris, O.; Ponnet, K. Improving Pallet Mover Safety in the Manufacturing Industry: A Bow-Tie Analysis of Accident Scenarios. Materials 2018, 11, 1955. https://doi.org/10.3390/ma11101955
Van Nunen K, Swuste P, Reniers G, Paltrinieri N, Aneziris O, Ponnet K. Improving Pallet Mover Safety in the Manufacturing Industry: A Bow-Tie Analysis of Accident Scenarios. Materials. 2018; 11(10):1955. https://doi.org/10.3390/ma11101955
Chicago/Turabian StyleVan Nunen, Karolien, Paul Swuste, Genserik Reniers, Nicola Paltrinieri, Olga Aneziris, and Koen Ponnet. 2018. "Improving Pallet Mover Safety in the Manufacturing Industry: A Bow-Tie Analysis of Accident Scenarios" Materials 11, no. 10: 1955. https://doi.org/10.3390/ma11101955