Analysis and Respond Surface Methodology Modeling on Property and Performance of Two-Dimensional Gradient Material Laser Cladding on Die-cutting Tool

Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
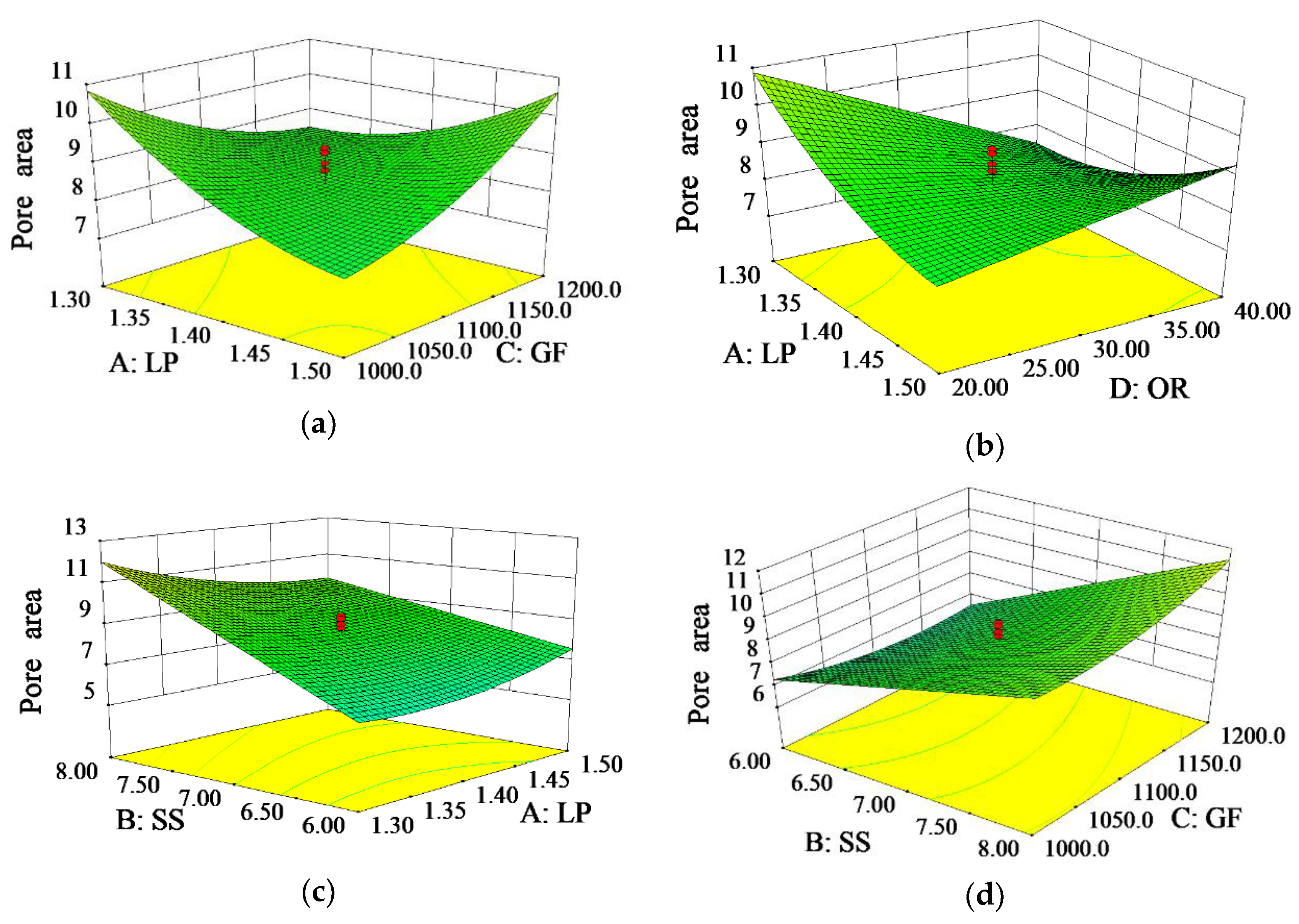
3.1. Effects of Processing Parameters on Pore Area
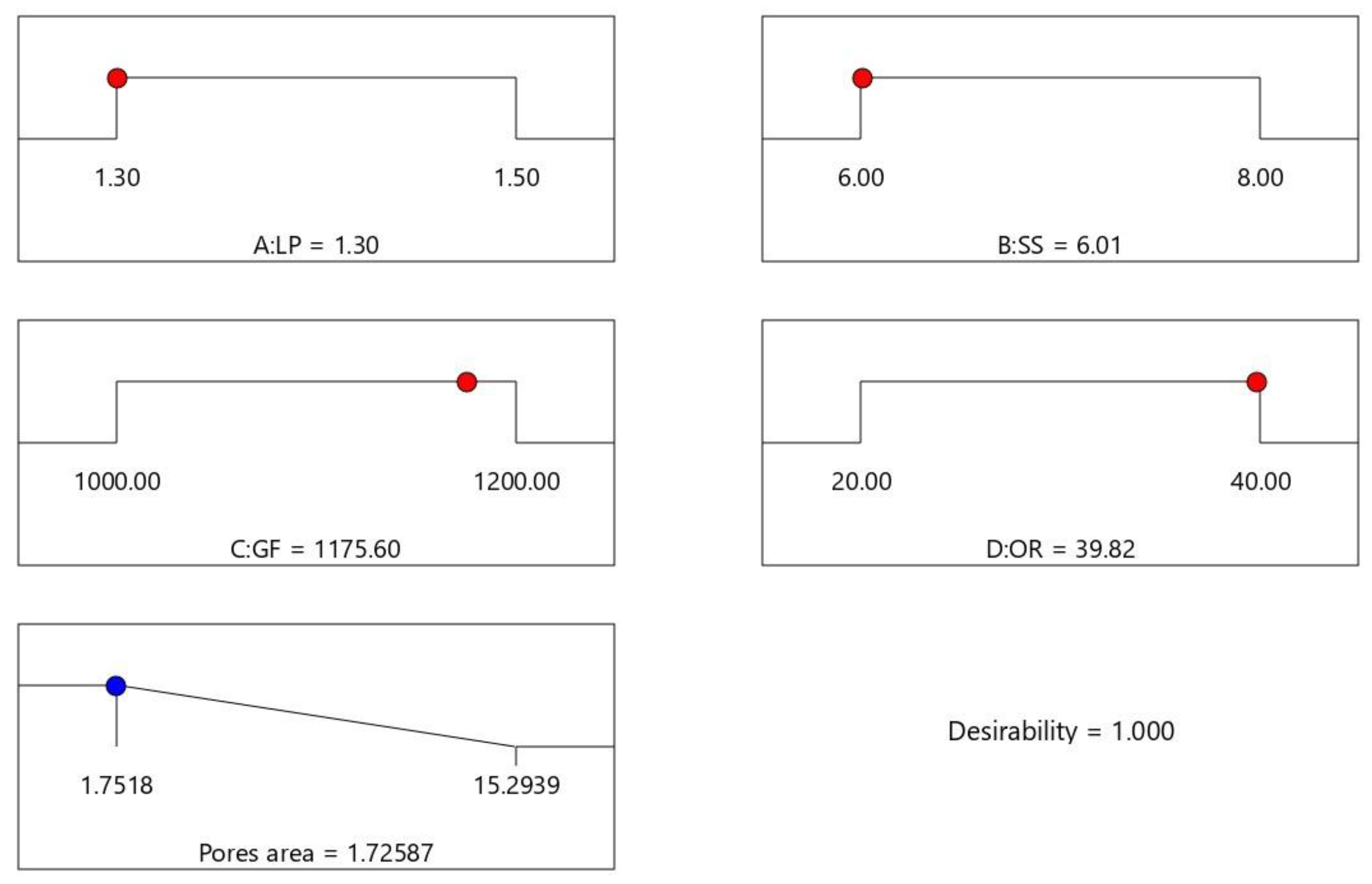
3.2. Optimization on Processing Parameters and Model Validation
4. Performance of cladding layer
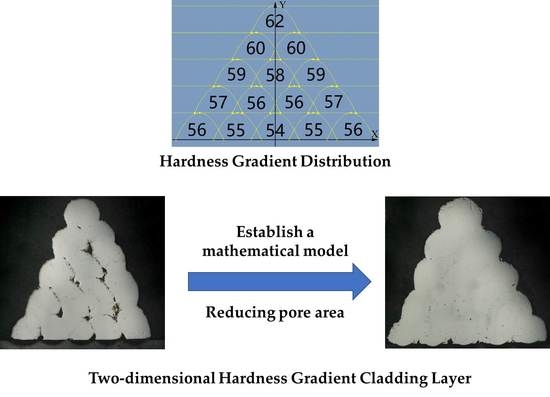
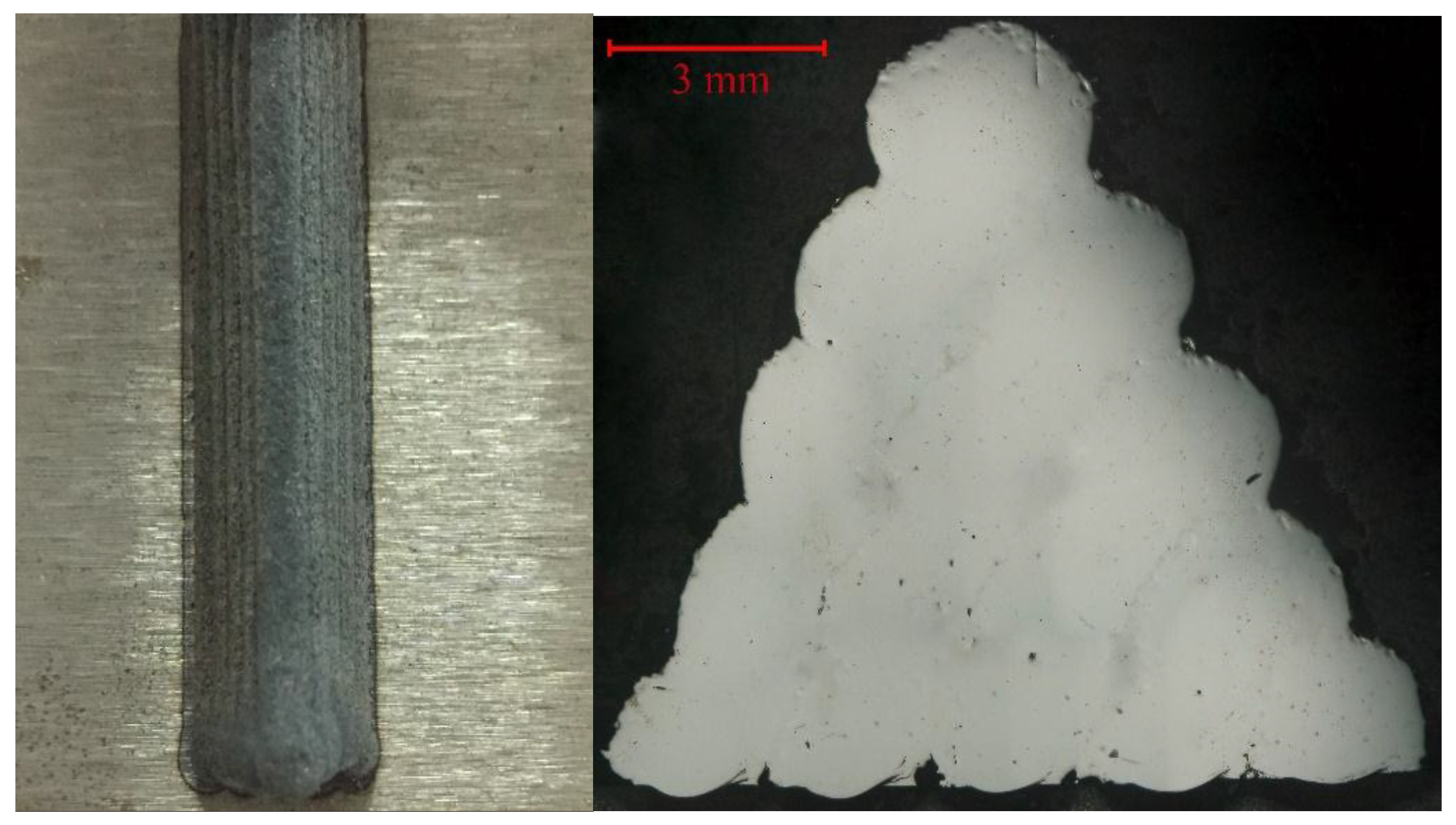
4.1. Structure of the Cladding Layer
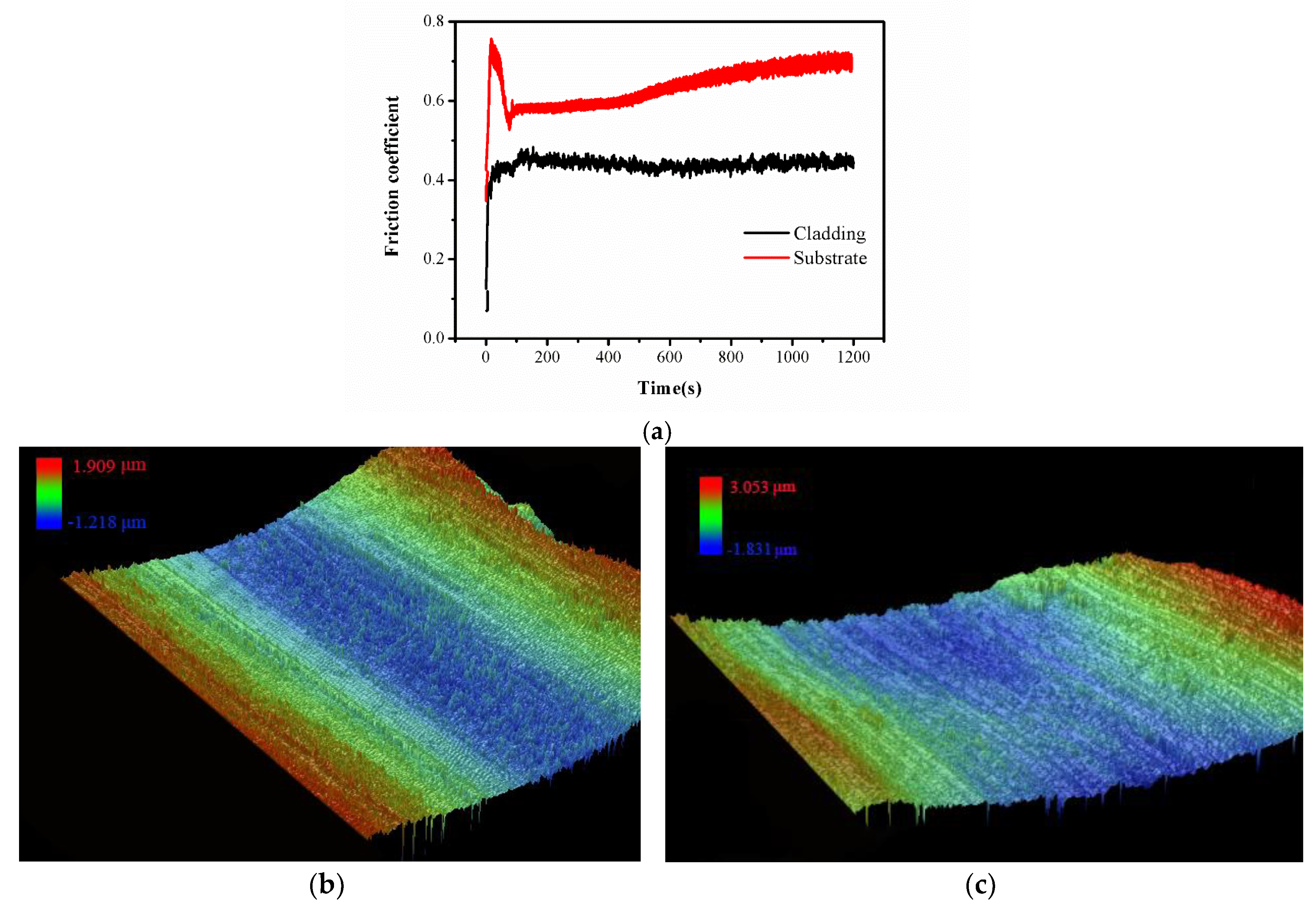
4.2. The Wear Resistance of the Cladding Layer
5. Conclusions
- The interaction between the laser power and gas flow has a major influence on the pore area. The cladding layer with a smaller pore area can be obtained by increasing the laser power while decreasing the gas flow. The scanning speed also has a notable influence on the pore area of the cladding layer. The pore area of the cladding layer can be reduced by decreasing the scanning speed and gas flow or by increasing the overlapping rate and decreasing the scanning speed properly. Under low laser power, the pore area can be decreased by increasing the overlapping rate or by decreasing the scanning speed.
- By selecting the optimal processing parameters, the cladding layer could have a minimum pore area, uniform internal structure, fewer pores and cracks. Therefore, the model developed in this research displays significant guiding purpose for the control and prediction of quality and the internal structure in multi-layer multi-track cladding layers.
- The wear resistance of the cutting edge cladding layer shows about 4.5 times than that of the substrate, which indicates the tool’s wear resistance can be remarkably improved by the laser cladding of two-dimensional gradient materials.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run Order | LP (kW) | SS (mm/s) | GF (L/h) | OR (%) | Pore Area (mm2) |
|---|---|---|---|---|---|
| 1 | 1.5 | 8 | 1200 | 20 | 8.642 |
| 2 | 1.4 | 7 | 900 | 30 | 10.801 |
| 3 | 1.3 | 6 | 1200 | 40 | 1.752 |
| 4 | 1.4 | 7 | 1300 | 30 | 10.236 |
| 5 | 1.4 | 7 | 1100 | 30 | 9.163 |
| 6 | 1.5 | 8 | 1000 | 20 | 4.803 |
| 7 | 1.5 | 6 | 1000 | 20 | 8.193 |
| 8 | 1.4 | 9 | 1100 | 30 | 12.657 |
| 9 | 1.4 | 7 | 1100 | 30 | 9.293 |
| 10 | 1.4 | 7 | 1100 | 30 | 7.293 |
| 11 | 1.5 | 6 | 1200 | 20 | 11.294 |
| 12 | 1.4 | 7 | 1100 | 50 | 7.169 |
| 13 | 1.3 | 8 | 1200 | 20 | 12.657 |
| 14 | 1.4 | 7 | 1100 | 30 | 8.704 |
| 15 | 1.2 | 7 | 1100 | 30 | 10.612 |
| 16 | 1.4 | 7 | 1100 | 10 | 8.994 |
| 17 | 1.3 | 6 | 1200 | 20 | 9.035 |
| 18 | 1.5 | 8 | 1000 | 40 | 10.654 |
| 19 | 1.4 | 7 | 1100 | 30 | 8.163 |
| 20 | 1.3 | 8 | 1200 | 40 | 11.507 |
| 21 | 1.3 | 8 | 1000 | 40 | 13.250 |
| 22 | 1.6 | 7 | 1100 | 30 | 10.996 |
| 23 | 1.5 | 6 | 1000 | 40 | 5.268 |
| 24 | 1.5 | 8 | 1200 | 40 | 15.294 |
| 25 | 1.4 | 5 | 1100 | 30 | 4.086 |
| 26 | 1.5 | 6 | 1200 | 40 | 6.724 |
| 27 | 1.3 | 6 | 1000 | 20 | 11.736 |
| 28 | 1.3 | 8 | 1000 | 20 | 12.469 |
| 29 | 1.3 | 6 | 1000 | 40 | 5.634 |
| 30 | 1.4 | 7 | 1100 | 30 | 8.894 |
| Source | Sum of Squares | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|
| Model | 249.118 | 22.647 | 34.079 | <0.0001 | significant |
| B | 91.189 | 91.189 | 137.220 | <0.0001 | |
| D | 6.405 | 6.405 | 9.639 | 0.0061 | |
| AB | 11.925 | 11.925 | 17.944 | 0.0005 | |
| AC | 28.020 | 28.020 | 42.164 | <0.0001 | |
| AD | 22.001 | 22.001 | 33.107 | <0.0001 | |
| BC | 5.007 | 5.007 | 7.535 | 0.0133 | |
| BD | 68.115 | 68.115 | 102.499 | <0.0001 | |
| A2 | 8.921 | 8.921 | 13.424 | 0.0018 | |
| C2 | 6.790 | 6.790 | 10.218 | 0.0050 | |
| Lack of Fit | 9.170 | 0.705 | 1.263 | 0.4258 | not significant |
| Adeq Precision | 26.383 | R-Squared | 0.9542 | ||
| Pred R-Squared | 0.8386 | Adj R-Squared | 0.9262 | ||
References
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Zhang, Z.; Farahmand, P.; Kovacevic, R. Laser cladding of 420 stainless steel with molybdenum on mild steel a36 by a high power direct diode laser. Mater. Des. 2016, 109, 686–699. [Google Scholar] [CrossRef]
- Fernández, M.R.; García, A.; Cuetos, J.M.; González, R.; Noriega, A.; Cadenas, M. Effect of actual wc content on the reciprocating wear of a laser cladding nicrbsi alloy reinforced with wc. Wear 2015, 324–325, 80–89. [Google Scholar]
- Bruck, H.A. A one-dimensional model for designing functionally graded materials to manage stress waves. Int. J. Solids Struct. 2000, 37, 6383–6395. [Google Scholar] [CrossRef]
- Ma, X.; Xiao, B.; Cao, S.; Chen, B.; Xu, H. A novel approach to fabricate w/cu functionally gradient materials. Int. J. Refract. Met. Hard Mater. 2018, 72, 183–193. [Google Scholar] [CrossRef]
- Tian, J.; Jiang, K. Heat conduction investigation of functionally graded material plates under the exponential heat source load. Numer. Heat Transf. A Appl. 2017, 72, 141–152. [Google Scholar] [CrossRef]
- Jasim, K.M.; Rawlings, R.D.; West, D.R.F. Metal-ceramic functionally gradient material produced by laser processing. J. Mater. Sci. 1993, 28, 2820–2826. [Google Scholar] [CrossRef]
- Lin, X.; Yue, T.M.; Yang, H.O.; Huang, W.D. Laser rapid forming of ss316l/rene88dt graded material. Mater. Sci. Eng. A 2005, 391, 325–336. [Google Scholar] [CrossRef]
- Jiahong, L.; Dejun, K. Micro-structures and high-temperature friction-wear performances of laser cladded cr-ni coatings. Materials 2018, 11, 137. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Li, C.; Deng, P.; Zhang, Y.; Zhang, Q.; Sun, S.; Yan, H.; Ma, P.; Wang, Y. Microstructure and properties of laser-cladded bimodal composite coatings derived by composition design. J. Alloys Compd. 2018, 745, 483–489. [Google Scholar] [CrossRef]
- Weng, F.; Yu, H.; Chen, C.; Liu, J.; Zhao, L.; Dai, J. Microstructure and property of composite coatings on titanium alloy deposited by laser cladding with co42+tin mixed powders. J. Alloys Compd. 2016, 686, 74–81. [Google Scholar] [CrossRef]
- Liu, F.; Mao, Y.; Lin, X.; Zhou, B.; Qian, T. Microstructure and high temperature oxidation resistance of ti-ni gradient coating on ta2 titanium alloy fabricated by laser cladding. Opt. Laser Technol. 2016, 83, 140–147. [Google Scholar] [CrossRef]
- Zhou, S.; Xu, Y.; Liao, B.; Sun, Y.; Dai, X.; Yang, J.; Li, Z. Effect of laser remelting on microstructure and properties of wc reinforced fe-based amorphous composite coatings by laser cladding. Opt. Laser Technol. 2018, 103, 8–16. [Google Scholar] [CrossRef]
- Amado, J.M.; Montero, J.; Tobar, M.J.; Yáñez, A. Ni-based metal matrix composite functionally graded coatings. Phys. Procedia 2012, 39, 362–367. [Google Scholar] [CrossRef]
- Bartkowski, D.; Młynarczak, A.; Piasecki, A.; Dudziak, B.; Gościański, M.; Bartkowska, A. Microstructure, microhardness and corrosion resistance of stellite-6 coatings reinforced with wc particles using laser cladding. Opt. Laser Technol. 2015, 68, 191–201. [Google Scholar] [CrossRef]
- Lin, Y.; Lei, Y.; Li, X.; Zhi, X.; Fu, H. A study of tib 2 /tib gradient coating by laser cladding on titanium alloy. Opt. Lasers Eng. 2016, 82, 48–55. [Google Scholar] [CrossRef]
- Weng, F.; Yu, H.; Chen, C.; Liu, J.; Zhao, L.; Dai, J. Effect of process parameters on the microstructure evolution and wear property of the laser cladding coatings on ti-6al-4v alloy. J. Alloys Compd. 2017, 692, 989–996. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T.; Shukla, M.; Pityana, S. Scanning velocity influence on microstructure, microhardness and wear resistance performance of laser deposited ti6al4v/tic composite. Mater. Des. 2013, 50, 656–666. [Google Scholar] [CrossRef]
- Shah, K.; Haq, I.U.; Khan, A.; Shah, S.A.; Khan, M.; Pinkerton, A.J. Parametric study of development of inconel-steel functionally graded materials by laser direct metal deposition. Mater. Des. 2014, 54, 531–538. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Y.; Li, W.; Karnati, S.; Liou, F.; Newkirk, J.W. Microstructure and properties of functionally graded materials ti6al4v/tic fabricated by direct laser deposition. Rapid Prototyp. J. 2018, 24, 677–687. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Chandra, B.R.; Nath, A.; Manna, I. Studies on compositionally graded silicon carbide dispersed composite surface on mild steel developed by laser surface cladding. J. Mater. Process. Technol. 2008, 203, 505–512. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S.F. Laser Cladding; CRC Press: Boca Raton, FL, USA.
- Li, Y.; Zhang, P.; Bai, P.; Wu, L.; Liu, B.; Zhao, Z. Microstructure and properties of ti/tibcn coating on 7075 aluminum alloy by laser cladding. Surf. Coat. Technol. 2018, 334, 142–149. [Google Scholar] [CrossRef]
- Wang, J.; Li, L.; Tao, W. Crack initiation and propagation behavior of wc particles reinforced fe-based metal matrix composite produced by laser melting deposition. Opt. Laser Technol. 2016, 82, 170–182. [Google Scholar] [CrossRef]
- Shi, Y.; Li, Y.; Liu, J.; Yuan, Z. Investigation on the parameter optimization and performance of laser cladding a gradient composite coating by a mixed powder of co50 and ni/wc on 20crmnti low carbon alloy steel. Opt. Laser Technol. 2018, 99, 256–270. [Google Scholar] [CrossRef]
- Ma, S.; Pan, W.; Xing, J.; Guo, S.; Fu, H.; Lyu, P. Microstructure and hardening behavior of al-modified fe-1.5 wt % b-0.4 wt % c high-speed steel during heat treatment. Mater. Charact. 2017, 132, 1–9. [Google Scholar]
- Doerr, C.; Kim, J.-Y.; Singh, P.; Wall, J.J.; Jacobs, L.J. Evaluation of sensitization in stainless steel 304 and 304l using nonlinear rayleigh waves. NDT E Int. 2017, 88, 17–23. [Google Scholar] [CrossRef]
- Lian, G.; Yao, M.; Zhang, Y.; Chen, C. Analysis and prediction on geometric characteristics of multi-track overlapping laser cladding. Int. J. Adv. Manuf. Technol. 2018, 1–11. [Google Scholar] [CrossRef]
- Zeng, C.; Tian, W.; Liao, W.H.; Hua, L. Microstructure and porosity evaluation in laser-cladding deposited ni-based coatings. Surf. Coat. Technol. 2016, 294, 122–130. [Google Scholar] [CrossRef]
- Wu, X.; Liang, J.; Mei, J.; Mitchell, C.; Goodwin, P.; Voice, W. Microstructures of laser-deposited ti–6al–4v. Mater. Des. 2004, 25, 137–144. [Google Scholar] [CrossRef]
- Triantafyllidis, D.; Li, L.; Stott, F. Mechanisms of porosity formation along the solid/liquid interface during laser melting of ceramics. Appl. Surf. Sci. 2003, 208, 458–462. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, A.; Weng, Z.; Xiong, D.; Ye, B.; Qi, X. Porosity elimination and heat treatment of diode laser-clad homogeneous coating on cast aluminum-copper alloy. Surf. Coat. Technol. 2017, 321, 26–35. [Google Scholar] [CrossRef]
- Muvvala, G.; Karmakar, D.P.; Nath, A.K. Online monitoring of thermo-cycles and its correlation with microstructure in laser cladding of nickel based super alloy. Opt. Lasers Eng. 2017, 88, 139–152. [Google Scholar] [CrossRef]
- Kaierle, S.; Overmeyer, L.; Alfred, I.; Rottwinkel, B.; Hermsdorf, J.; Wesling, V.; Weidlich, N. Single-crystal turbine blade tip repair by laser cladding and remelting. CIRP J. Manuf. Sci. Technol. 2017, 19, 196–199. [Google Scholar] [CrossRef]




| Material | Element (wt %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si | Mn | C | V | Cr | Mo | W | Ni | Fe | |
| W6Mo5Cr4V2 | 0.15–0.4 | 0.2–0.45 | 0.8–0.9 | 1.75–2.2 | 3.8–4.4 | 4.5–5.5 | 5.5–6.75 | - | Rest |
| 304L | 0.28 | 4.16 | 0.029 | - | 19.19 | - | - | 11.26 | Rest |
| Variables or Response | Criterion | Limit | Importance | |
|---|---|---|---|---|
| Lower | Upper | |||
| LP | in range | 1.2 | 1.6 | 3 |
| SS | in range | 5 | 9 | 3 |
| GF | in range | 800 | 1200 | 3 |
| OR | in range | 10 | 50 | 3 |
| Pore Area | Minimum | 0.018 | 0.187 | 5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lian, G.; Yao, M.; Zhang, Y.; Huang, X. Analysis and Respond Surface Methodology Modeling on Property and Performance of Two-Dimensional Gradient Material Laser Cladding on Die-cutting Tool. Materials 2018, 11, 2052. https://doi.org/10.3390/ma11102052
Lian G, Yao M, Zhang Y, Huang X. Analysis and Respond Surface Methodology Modeling on Property and Performance of Two-Dimensional Gradient Material Laser Cladding on Die-cutting Tool. Materials. 2018; 11(10):2052. https://doi.org/10.3390/ma11102052
Chicago/Turabian StyleLian, Guofu, Mingpu Yao, Yang Zhang, and Xu Huang. 2018. "Analysis and Respond Surface Methodology Modeling on Property and Performance of Two-Dimensional Gradient Material Laser Cladding on Die-cutting Tool" Materials 11, no. 10: 2052. https://doi.org/10.3390/ma11102052