Optimization of Process Parameters for Preparing Metallic Matrix Diamond Tool Bits by Microwave Pressureless Sintering Using Response Surface Methodology

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Equipment
2.2. Characterization
3. Experimental Design
4. Results and Discussion
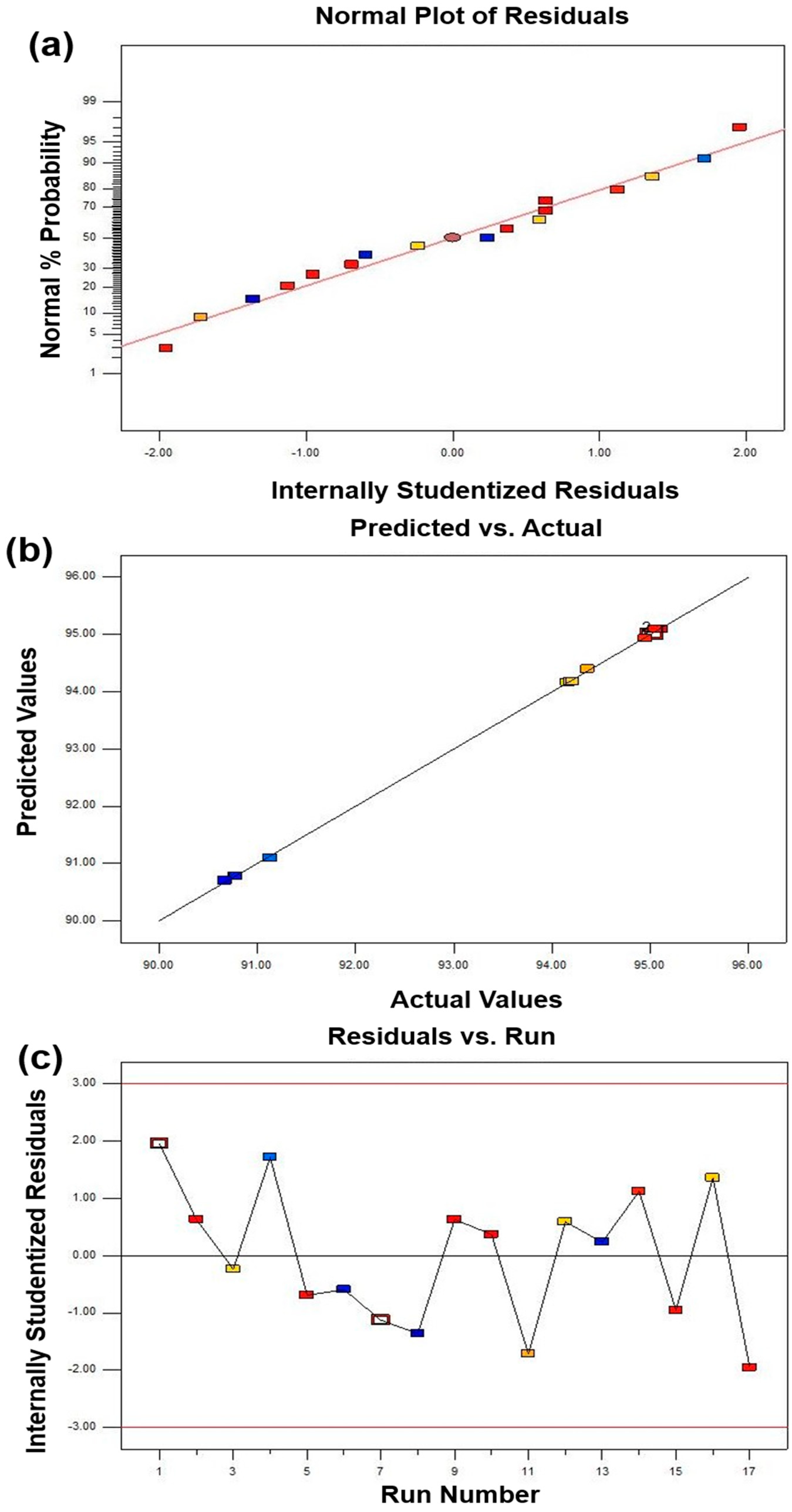
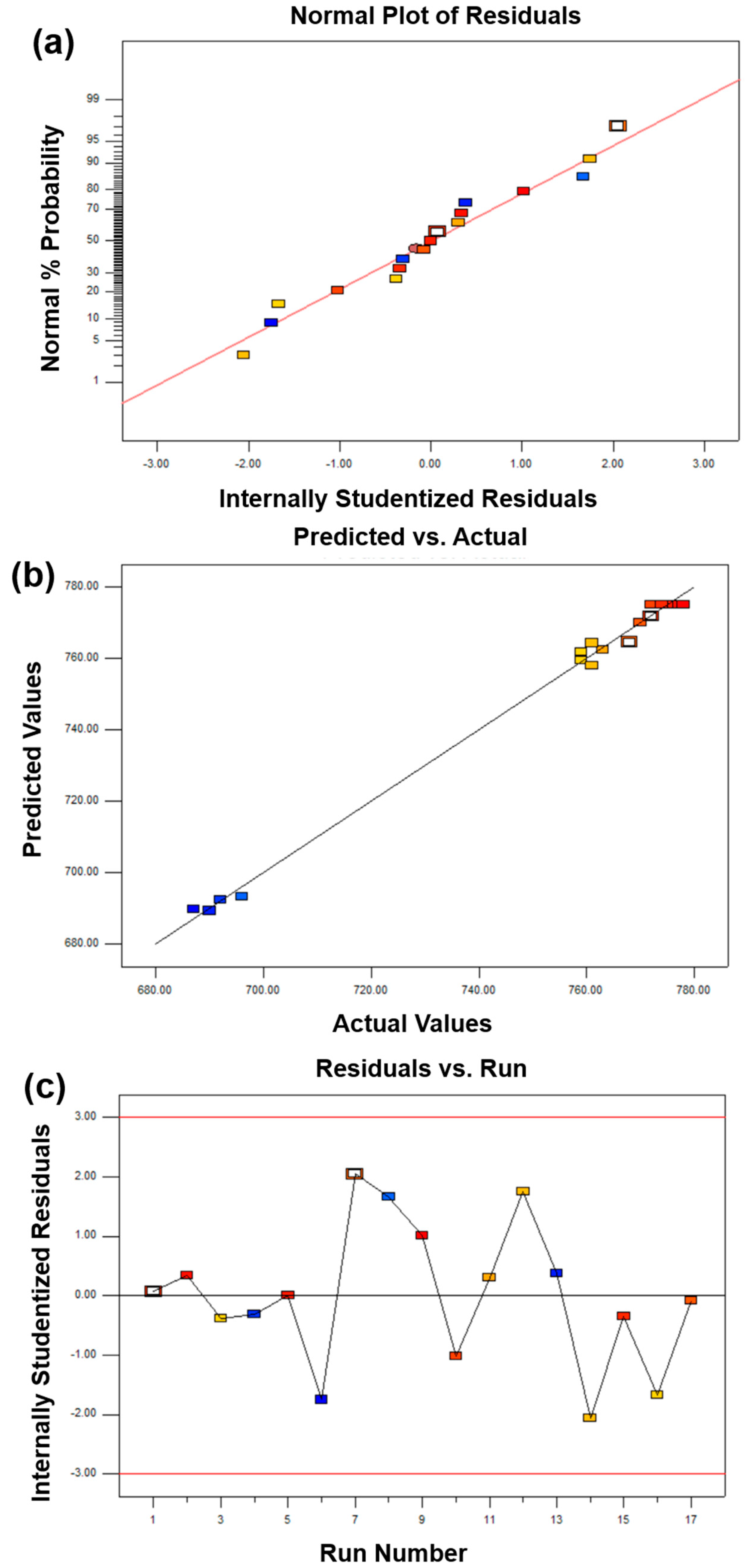
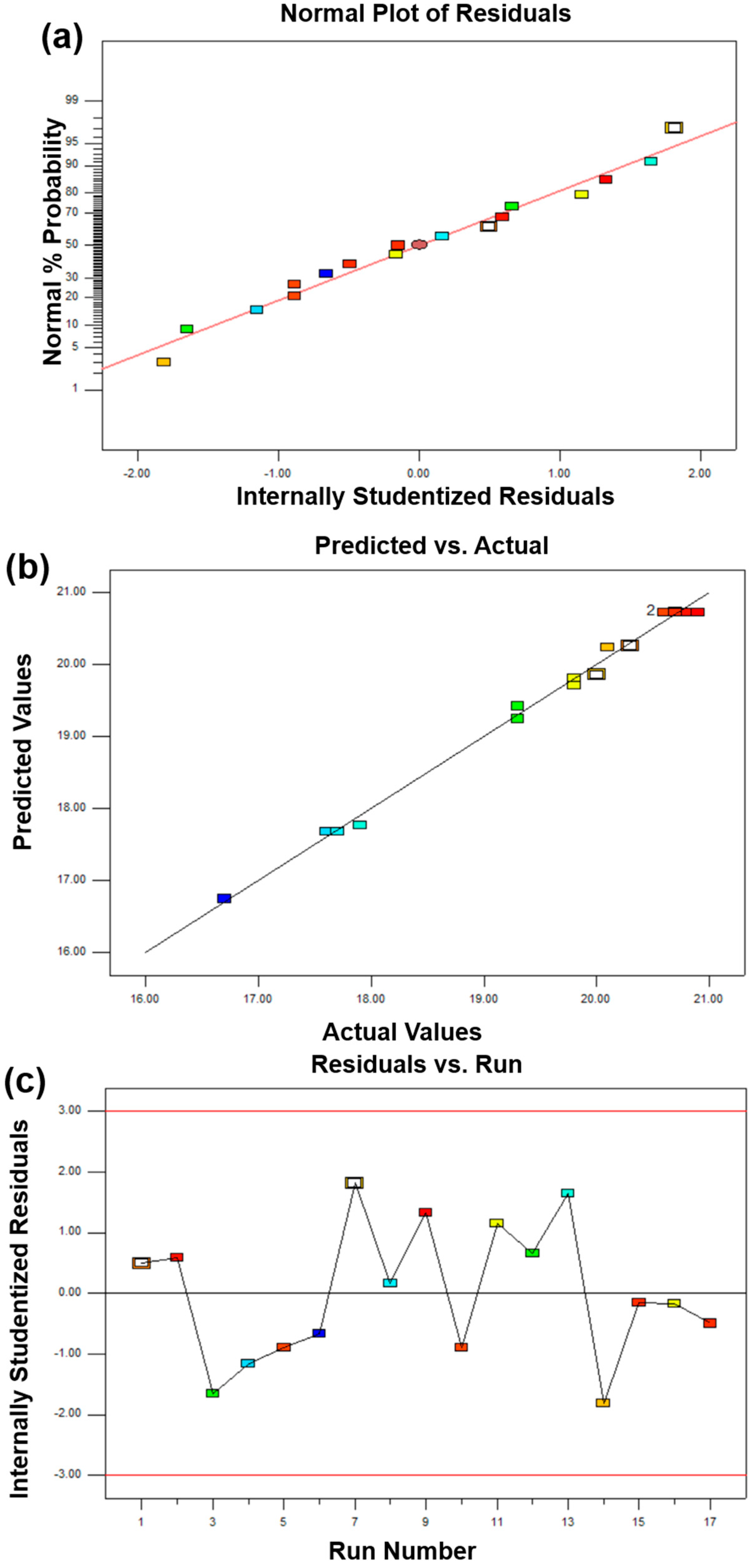
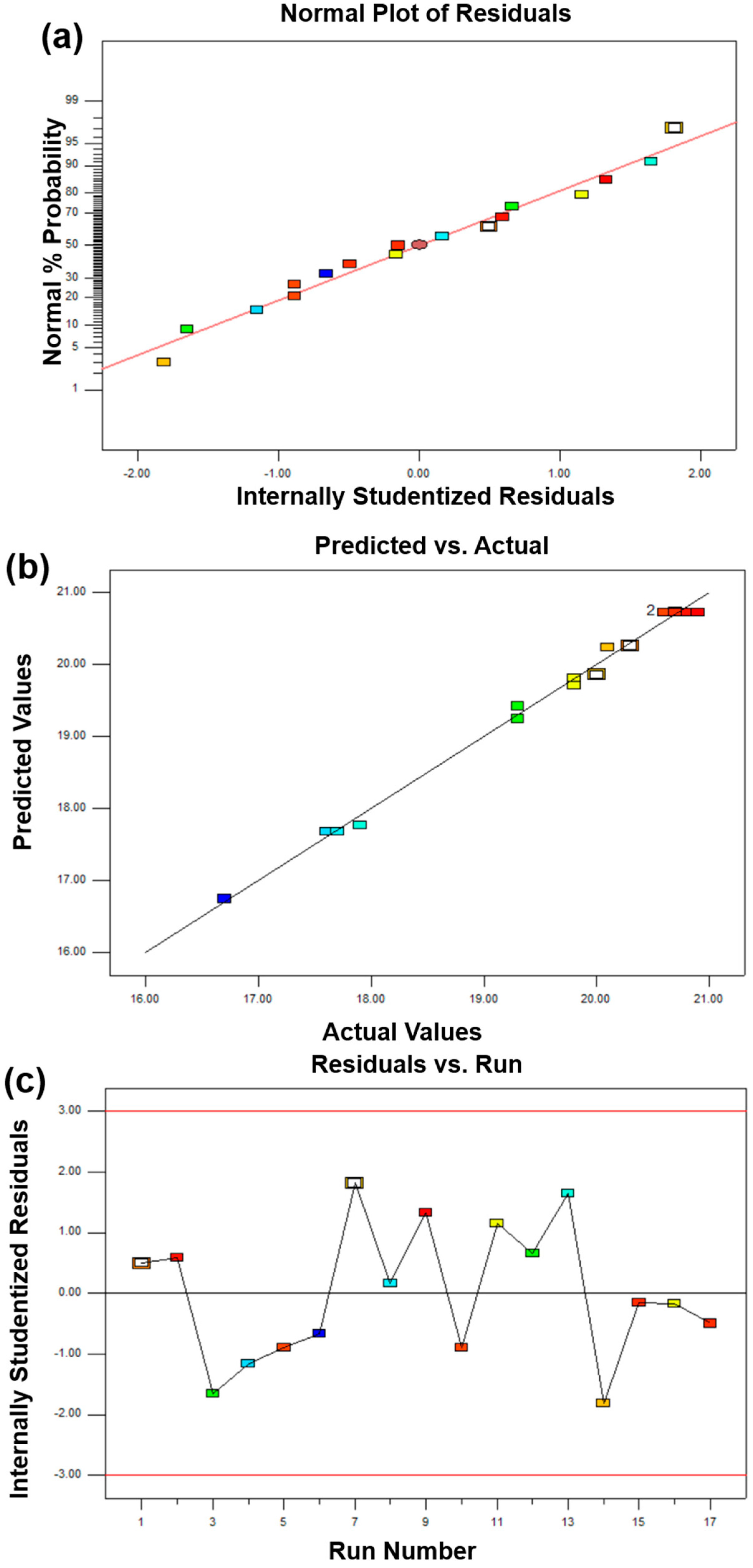
4.1. ANOVA Analysis and the Adequacy of the BBD Model
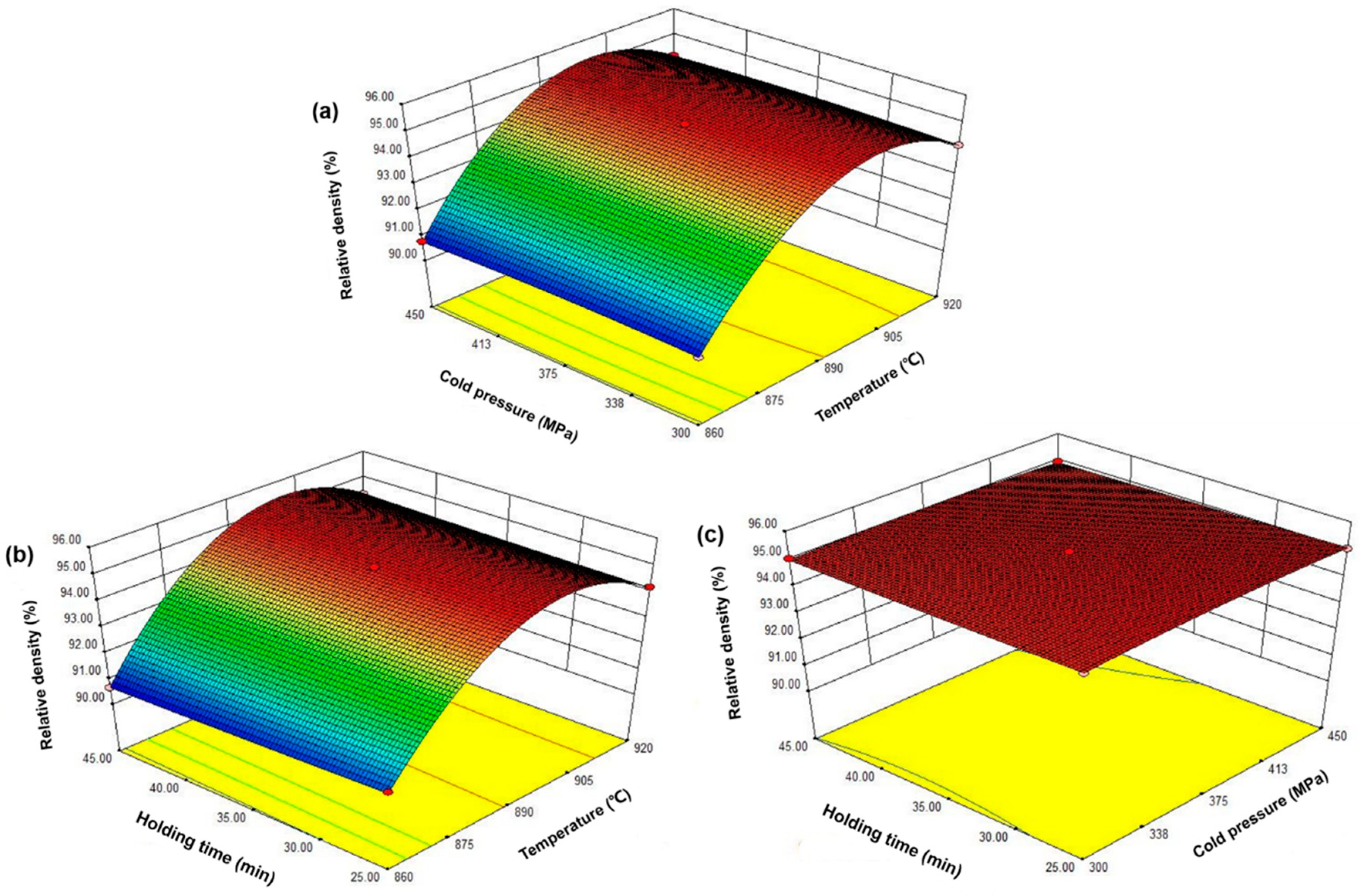
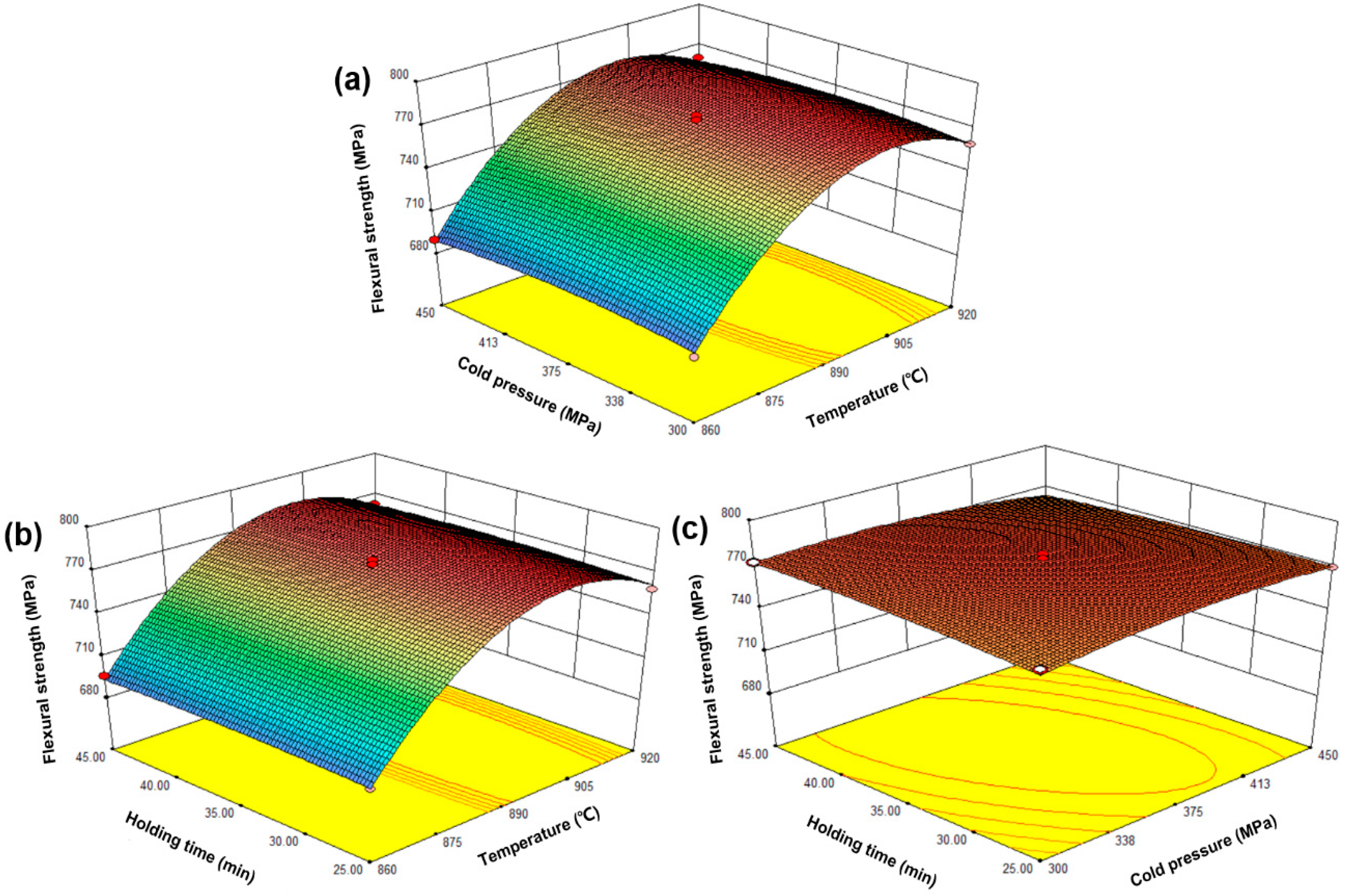
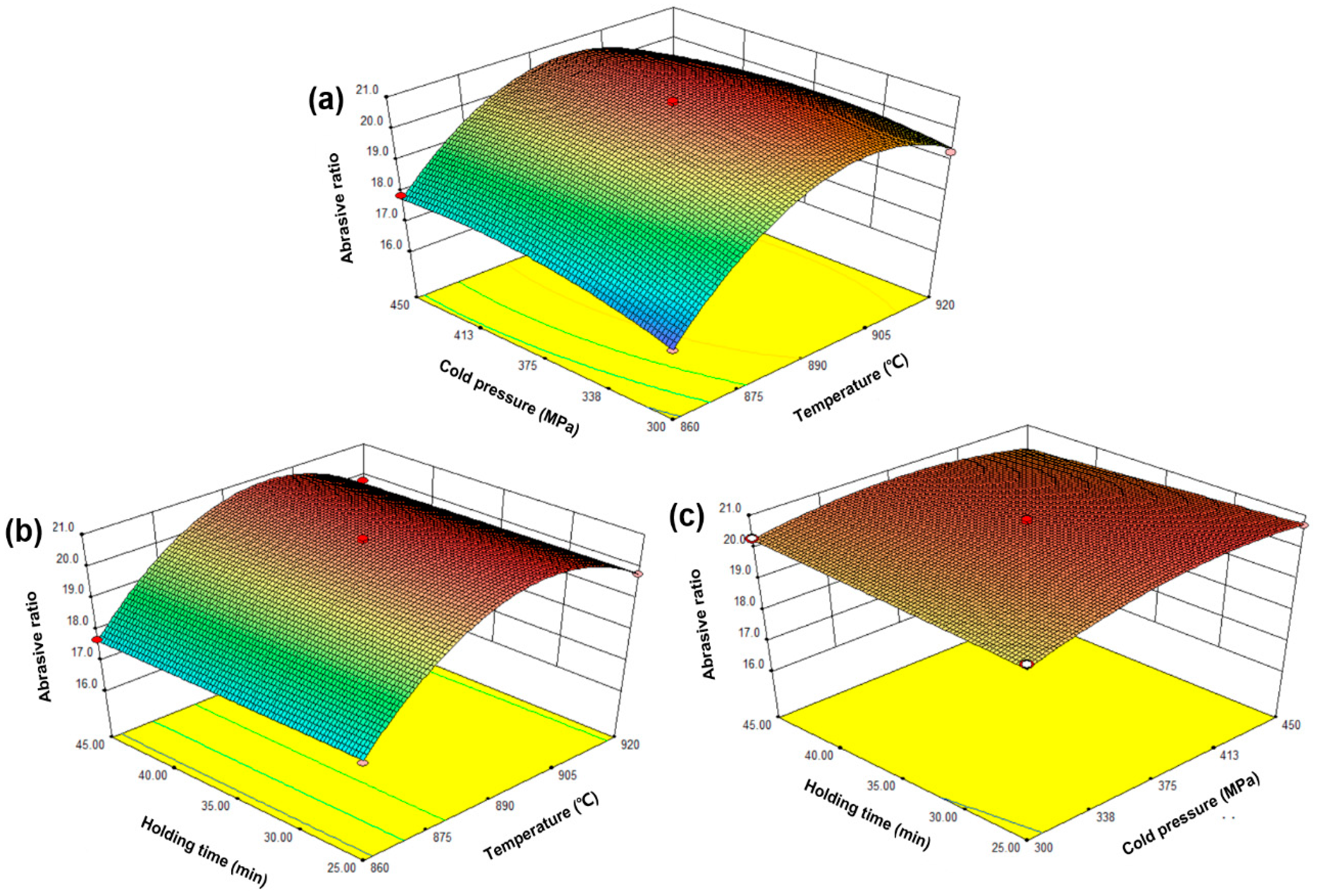
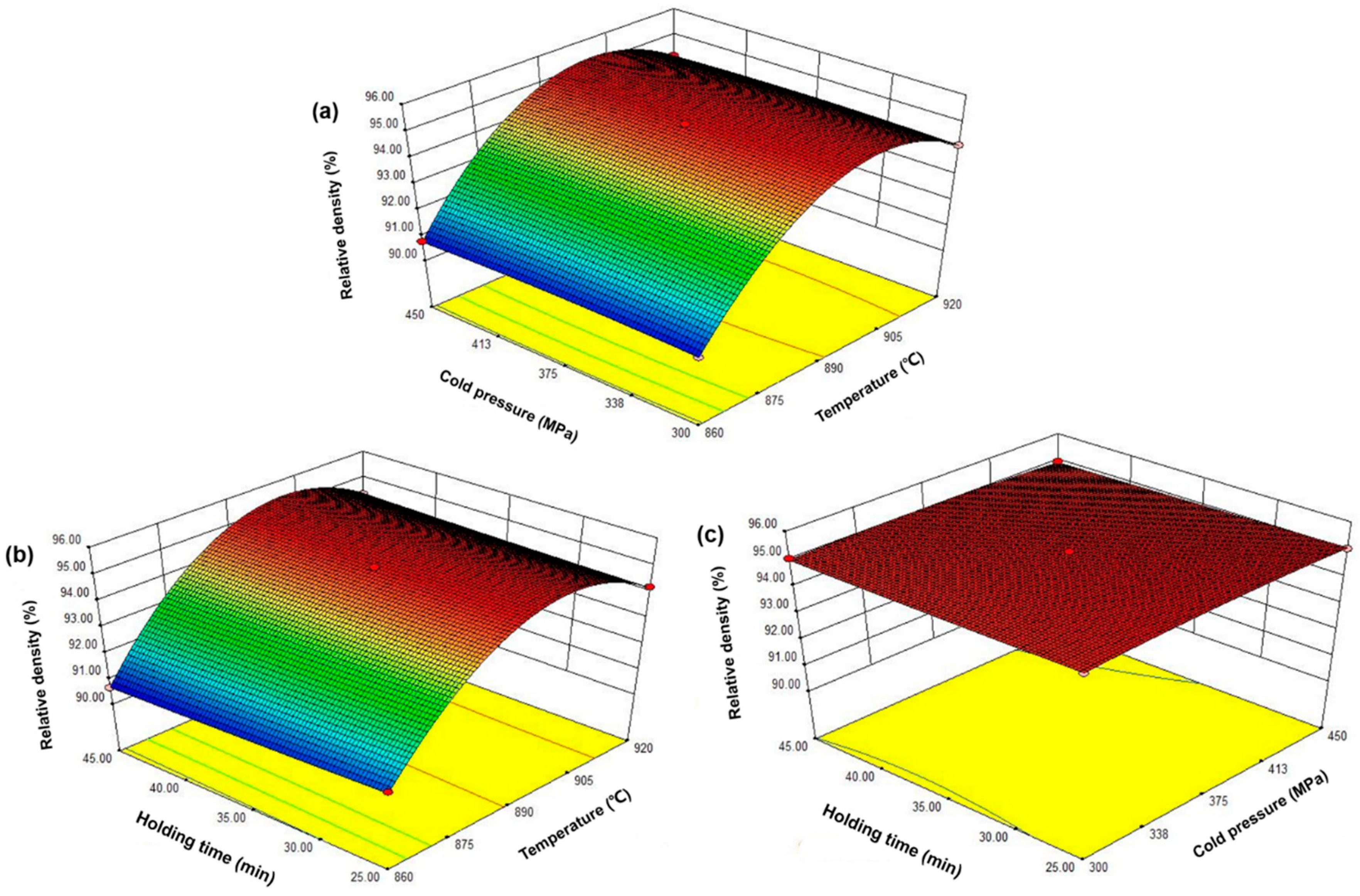
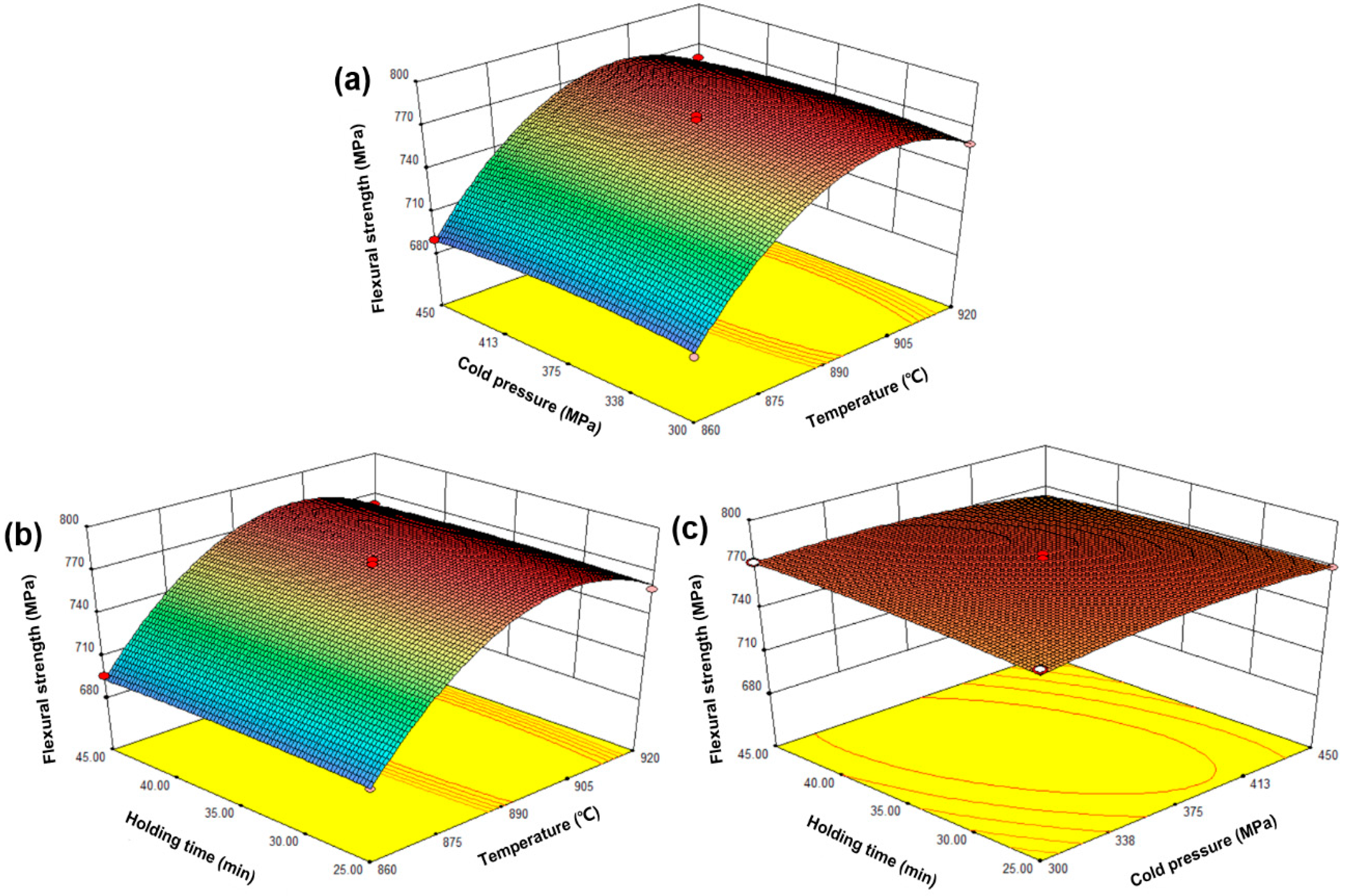
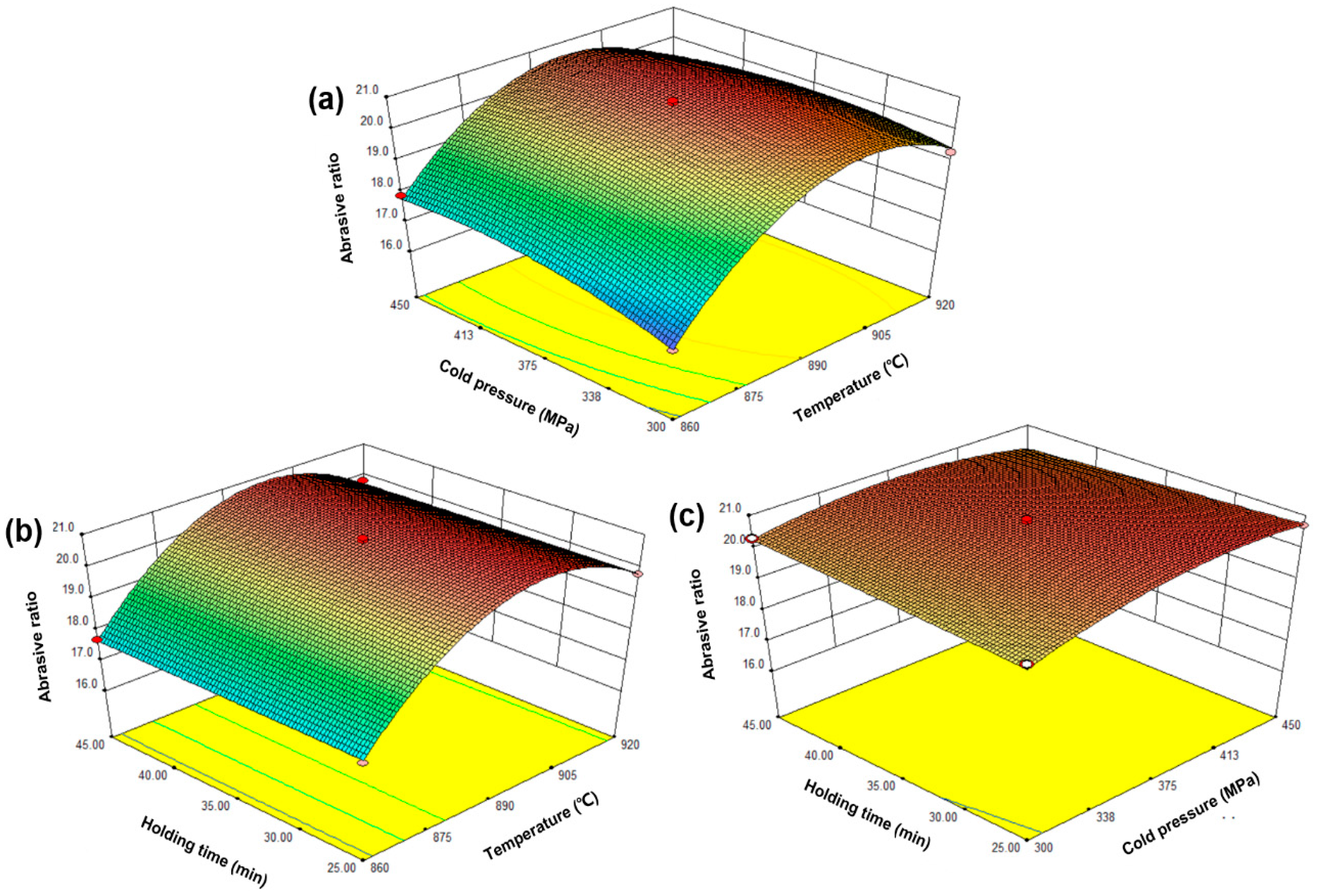
4.2. The Proposed Fitted Model and Optimization of Microwave Sintering Conditions
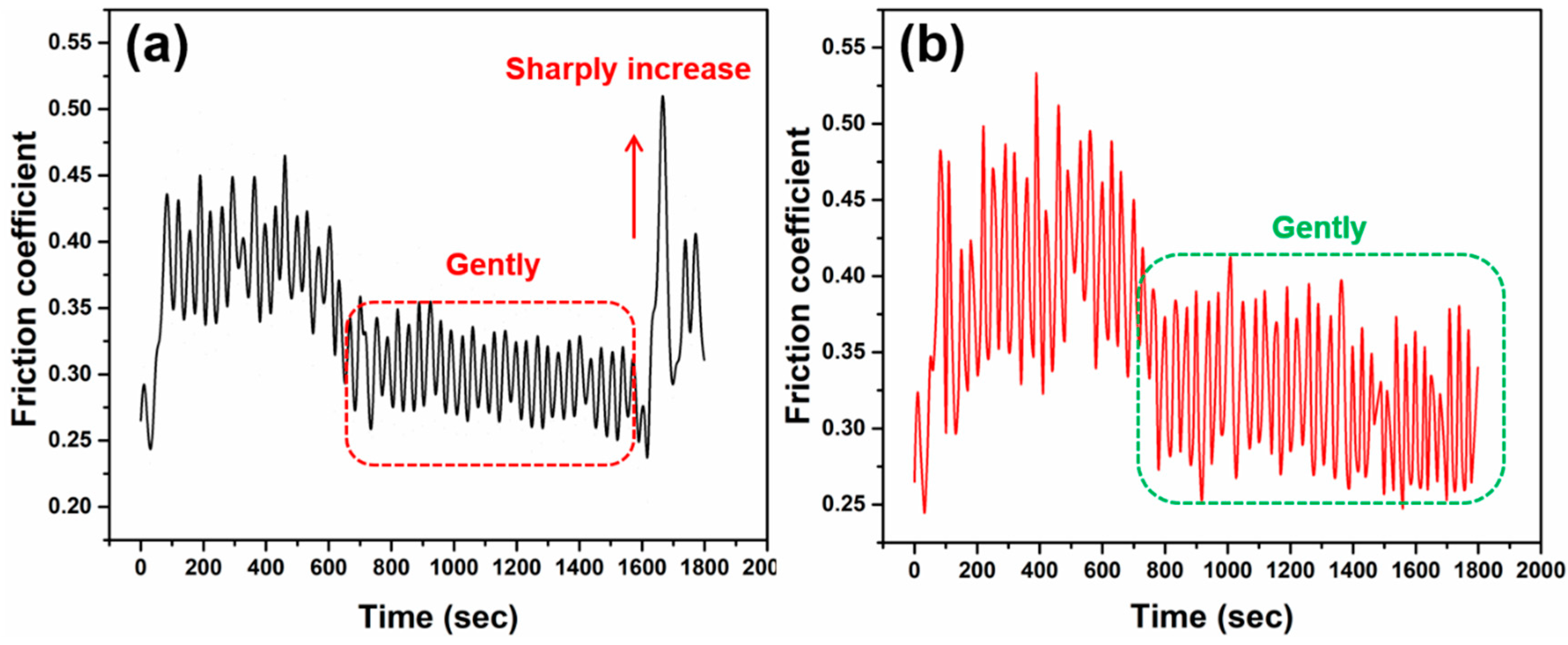
4.3. Comparison of Conventional and Microwave Sintering
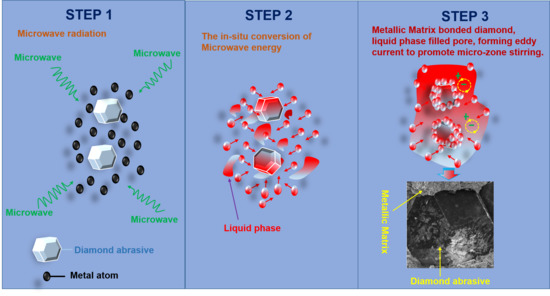
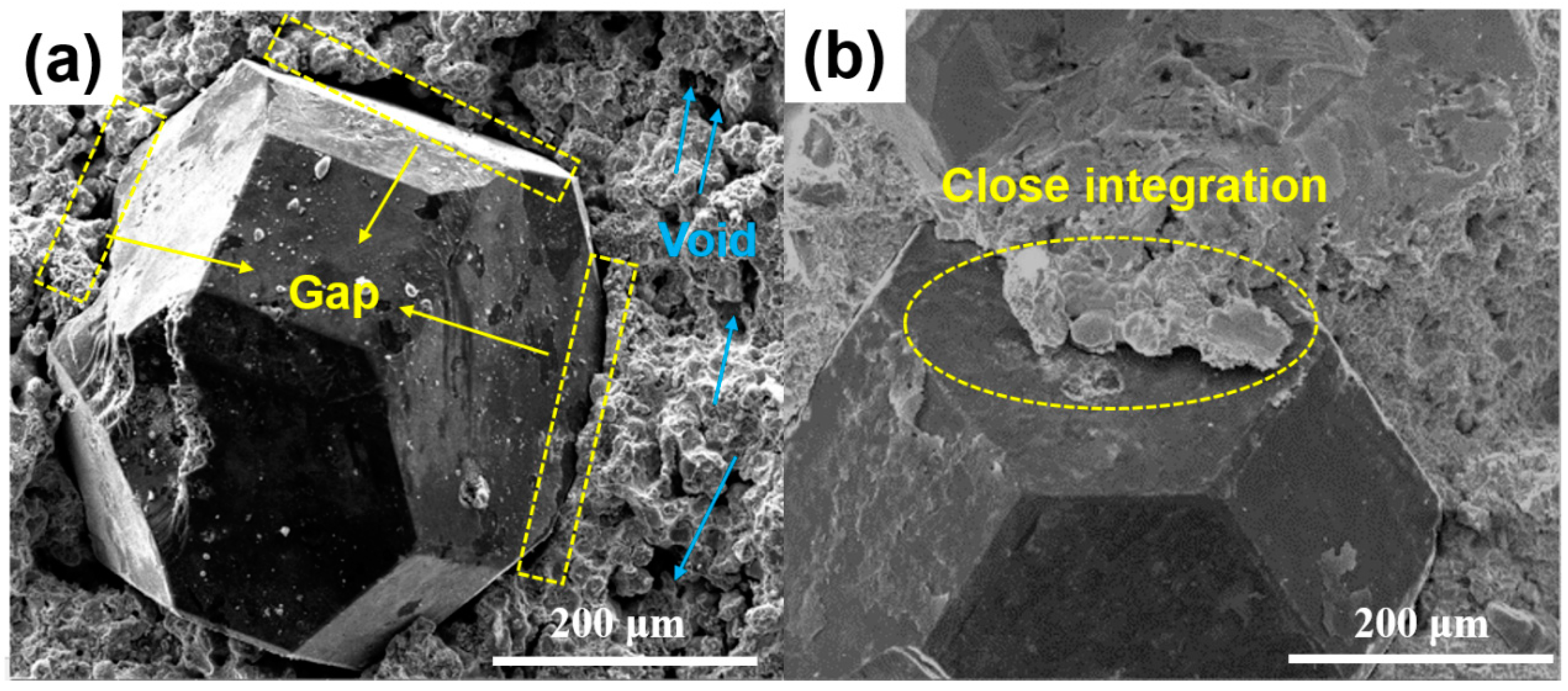
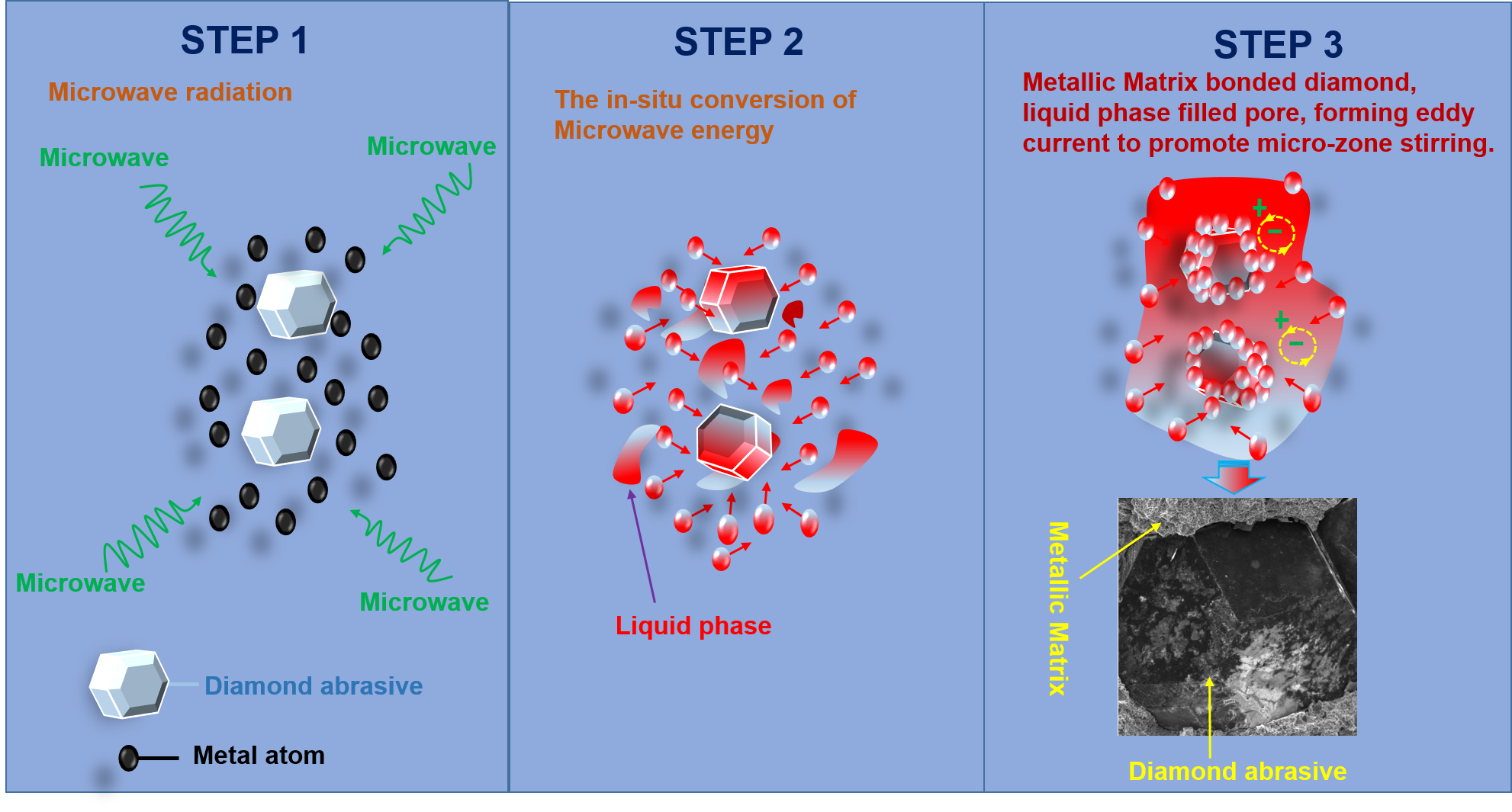
4.4. The Possible Mechanism of MPS
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Konstanty, J. Powder Metallurgy Diamond Tools—A Review of Manufacturing Routes. Mater. Sci. Forum 2007, 534–536, 1121–1124. [Google Scholar] [CrossRef]
- Buyuksagis, I.S. Effect of cutting mode on the saw ability of granites using segmented circular diamond saw blade. J. Mater. Process Technol. 2007, 183, 399–406. [Google Scholar] [CrossRef]
- Konstanty, J. Sintered diamond tools: Trends, challenges and prospects. Powder Metall. 2013, 56, 184–188. [Google Scholar] [CrossRef]
- Lin, K.H.; Peng, S.F.; Lin, S.T. Sintering parameters and wear performances of vitrified bond diamond grinding wheels. Int. J. Refract. Metals Hard Mater. 2007, 25, 25–31. [Google Scholar] [CrossRef]
- Ye, X.; Guo, S.; Yang, L.; Gao, J.; Peng, J.; Hu, T. New utilization approach of microwave thermal energy: Preparation of metallic matrix diamond tool bit by microwave hot-press sintering. J. Alloy Compd. 2018, 748, 645–652. [Google Scholar] [CrossRef]
- Wang, L.; Guo, S.; Gao, J.; Yang, L.; Hu, T.; Peng, J. Microwave sintering behavior of Fe-Cu-Co based metallic powder for diamond alloy tool bit. J. Alloy Compd. 2017, 727, 94–99. [Google Scholar] [CrossRef]
- Guo, S.; Ye, X.; Wang, L.; Koppala, S.; Yang, L.; Hu, T.; Gao, J.; Hou, M.; Hu, L. Fabrication of Cu based Metallic Binder for Diamond Tools by Microwave Pressureless Sintering. Materials 2018, 11, 1453. [Google Scholar] [CrossRef] [PubMed]
- Xie, D.; Wan, L.; Song, D.; Wang, S.; Lin, F.; Pan, X. Pressureless sintering curve and sintering activation energy of Fe-Cu-Co pre-alloyed powders. Mater. Des. 2015, 87, 482–487. [Google Scholar] [CrossRef]
- Chung, C.Y.; Lee, M.T.; Tsai, M.Y.; Chu, C.H.; Lin, S.J. High thermal conductive diamond/Cu-Ti composites fabricated by pressureless sintering technique. Appl. Therm. Eng. 2014, 69, 208–213. [Google Scholar] [CrossRef]
- Mishra, RR.; Sharma, AK. On mechanism of in-situ microwave casting of aluminium alloy 7039 and cast microstructure. Mater. Des. 2016, 112, 97–106. [Google Scholar] [CrossRef]
- Vargas, E.; Pantoya, M.L.; Saed, M.A.; Weeks, BL. Advanced susceptors for microwave heating of energetic materials. Mater. Des. 2016, 90, 47–53. [Google Scholar] [CrossRef] [Green Version]
- Sunil, B.R.; Sivaprahasam, D.; Subasri, R. Microwave sintering of nanocrystalline WC–12Co: Challenges and perspectives. Int. J. Refract. Metals Hard Mater. 2010, 28, 180–186. [Google Scholar] [CrossRef]
- Mari, D.; Bolognini, S.; Viatte, T.; Benoit, W. Study of the mechanical properties of TiCN-WC-Co hardmetals by the interpretation of internal friction spectra. Int. J. Refract. Metals Hard Mater. 2001, 19, 257–265. [Google Scholar] [CrossRef]
- Xu, L.; Srinivasakannan, C.; Peng, J.; Guo, S.; Xia, H. Study on characteristics of microwave melting of copper powder. J. Alloys Compd. 2017, 701, 236–243. [Google Scholar] [CrossRef]
- Mondal, A.; Upadhyaya, A.; Agrawal, D. Effect of heating mode and sintering temperature on the consolidation of 90W-7Ni-3Fe alloys. J. Alloy Compd. 2011, 509, 301–310. [Google Scholar] [CrossRef]
- Ripley, E.B.; Oberhaus, J.A. Melting and heat treating metals using microwave heating. Ind. Heat. 2005, 72, 65–69. [Google Scholar]
- Myers, R.H.; Montgomery, D.C. Response surface methodology: Process and product in optimization using designed experiments. J. Stat. Plan. Inference 2008, 59, 284–286. [Google Scholar]
- Ahmad, N.; Kamal, S.; Raza, ZA.; Hussain, T. Multi-objective optimization in the development of oil and water repellent cellulose fabric based on response surface methodology and the desirability function. Mater. Res. Express 2017, 4, 035302. [Google Scholar] [CrossRef]
- Zhao, B.; Yu, T.; Ding, W.; Li, X.; Su, H. BP neural network based flexural strength prediction of open-porous Cu-Sn-Ti composites. Prog. Nat. Sci. 2018, 28, 315–324. [Google Scholar] [CrossRef]
- Hill, W.J.; Hunter, W.G. A review of response surface methodology: A literature survey. Technometrics 1966, 8, 571–590. [Google Scholar] [CrossRef]
- Hernandez-Vazquez, J.M.; Garitaonandia, I.; Fernandes, M.H.; Muñoa, J.; de Lacalle, L.N.L. A Consistent Procedure Using Response Surface Methodology to Identify Stiffness Properties of Connections in Machine Tools. Materials 2018, 11, 1220. [Google Scholar] [CrossRef] [PubMed]
- Rostamian, H.; Lotfollahi, M.N. New functionality for energy parameter of redlich-kwong equation of state for density calculation of pure carbon dioxide and ethane in liquid, vapor and supercritical phases Period. Polytech. Chem. Eng. 2016, 60, 93–97. [Google Scholar] [CrossRef]
- Gazori, T.; Khoshayand, M.R.; Azizi, E.; Yazdizade, P.; Nomani, A.; Haririan, I. Evaluation of alginate/chitosan nanoparticles as antisense delivery vector: Formulation, optimization and in vitro characterization. Carbohydr. Polym. 2009, 77, 599–606. [Google Scholar] [CrossRef]
- Ganji, R.S.; Karthik, P.S.; Rao, K.B.S.; Rajulapati, K.V. Strengthening mechanisms in equiatomic ultrafine grained alcocrcufeni high-entropy alloy studied by micro- and nanoindentation methods. Acta Mater. 2017, 125, 58–68. [Google Scholar] [CrossRef]
- Khaled, D.E.; Novas, N.; Gazquez, J.A.; Manzano-Agugliaro, F. Microwave dielectric heating: Applications on metals processing. Renew. Sustain. Energy Rev. 2018, 82, 2880–2892. [Google Scholar] [CrossRef]
- Chen, Y.; Zhu, S.; Wang, X.; Yang, B.; Han, G.; Qiu, L. Microstructure evolution and strengthening mechanism of Al0.4CoCu 0.6 NiSix (x = 0–0.2) high entropy alloys prepared by vacuum arc melting and copper injection fast solidification. Vacuum 2018, 150, 84–95. [Google Scholar] [CrossRef]
- Petersson, A.; Ågren, J. Rearrangement and pore size evolution during WC-Co sintering below the eutectic temperature. Acta Mater. 2005, 53, 1673–1683. [Google Scholar] [CrossRef]
- Wang, Y.H.; Zang, J.B.; Wang, H.X.; Wang, M.Z. Effect of Ti coating on wear stages of diamond in tools. Key Eng. Mater. 2001, 202–203, 199–202. [Google Scholar] [CrossRef]
- Roy, R.; Agrawal, D.J.; Cheng, J.; Gedevanishvili, S. Full sintering of powdered-metal bodies in a microwave field. Nature 1999, 399, 304. [Google Scholar] [CrossRef]
- Mondal, A.; Upadhyaya, A.; Agrawal, D. Microwave and conventional sintering of 90W–7Ni–3Cu alloys with premixed and prealloyed binder phase. Mater. Sci. Eng. A 2010, 527, 6870–6878. [Google Scholar] [CrossRef]
- Hou, M.; Guo, S.; Yang, L.; Gao, J.; Peng, J.; Hu, T. Fabrication of Fe-Cu matrix diamond composite by microwave hot pressing sintering. Powder Technol. 2018, 338, 36–43. [Google Scholar] [CrossRef]
- Sharma, A.K.; Gupta, D. On microstructure and flexural strength of metal–ceramic composite cladding developed through microwave heating. Appl. Surf. Sci. 2012, 258, 5583–5592. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Cu | Fe | Co | Sn | Ni | Ti | Diamond |
|---|---|---|---|---|---|---|---|
| Content (wt.%) | 40 | 25 | 13 | 7 | 8 | 2 | 5 |
| Variable X | Levels | ||
|---|---|---|---|
| Low (−1) | Center (0) | High (1) | |
| X1: Sintering temperature (°C) | 860 | 890 | 920 |
| X2: Cold pressure (MPa) | 300 | 375 | 450 |
| X3: Holding time (min) | 25 | 35 | 45 |
| Run | Variable | Response Variable | |||||||
|---|---|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | Relative Density (%) | Flexural Strength (MPa) | Abrasive Ratio | ||||
| Predicted | Actual | Predicted | Actual | Predicted | Actual | ||||
| 1 | 890 | 300 | 45 | 95.00 | 95.04 | 772 | 772 | 20.3 | 20.3 |
| 2 | 890 | 375 | 35 | 95.09 | 95.11 | 775 | 776 | 20.7 | 20.8 |
| 3 | 920 | 300 | 35 | 94.16 | 94.16 | 760 | 759 | 19.4 | 19.3 |
| 4 | 860 | 375 | 25 | 91.09 | 91.13 | 693 | 692 | 17.7 | 17.6 |
| 5 | 890 | 375 | 35 | 95.09 | 95.06 | 775 | 775 | 20.7 | 20.6 |
| 6 | 860 | 300 | 35 | 90.78 | 90.77 | 689 | 687 | 16.8 | 16.7 |
| 7 | 890 | 300 | 25 | 95.01 | 94.99 | 765 | 768 | 19.9 | 20.0 |
| 8 | 860 | 375 | 45 | 90.70 | 90.67 | 694 | 696 | 17.7 | 17.7 |
| 9 | 890 | 375 | 35 | 95.09 | 95.11 | 775 | 778 | 20.7 | 20.9 |
| 10 | 890 | 375 | 35 | 95.09 | 95.10 | 775 | 772 | 20.7 | 20.6 |
| 11 | 920 | 375 | 45 | 94.40 | 94.36 | 763 | 763 | 19.7 | 19.8 |
| 12 | 920 | 450 | 35 | 94.18 | 94.19 | 758 | 761 | 19.3 | 19.3 |
| 13 | 860 | 450 | 35 | 90.78 | 90.78 | 689 | 690 | 17.8 | 17.9 |
| 14 | 890 | 450 | 45 | 94.93 | 94.95 | 764 | 761 | 20.2 | 20.1 |
| 15 | 890 | 375 | 35 | 95.09 | 95.05 | 775 | 774 | 20.7 | 20.7 |
| 16 | 920 | 375 | 25 | 94.18 | 94.21 | 762 | 759 | 19.8 | 19.8 |
| 17 | 890 | 450 | 25 | 95.09 | 95.05 | 770 | 770 | 20.7 | 20.6 |
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | P-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 50.01 | 9 | 5.56 | 3113.22 | <0.0001 | Significant |
| X1 | 23.02 | 1 | 23.02 | 12,895.30 | <0.0001 | |
| X2 | 1.25 × 10−5 | 1 | 1.25 × 10−5 | 7.00 × 10−3 | 0.9357 | |
| X3 | 0.0162 | 1 | 0.02 | 9.08 | 0.0196 | |
| X1X2 | 1.00 × 10−4 | 1 | 1.00 × 10−4 | 0.06 | 0.8197 | |
| X1X3 | 0.09 | 1 | 0.09 | 52.11 | 0.0002 | |
| X2X3 | 0.01 | 1 | 0.01 | 3.15 | 0.1191 | |
| X12 | 26.59 | 1 | 26.59 | 14,896.46 | <0.0001 | |
| X22 | 0.04 | 1 | 0.04 | 22.65 | 0.0021 | |
| X32 | 1.60 × 10−3 | 1 | 1.60 × 10−3 | 0.90 | 0.3751 | |
| Residual | 0.01 | 7 | 1.79 × 10−3 | |||
| Lack of fit | 0.01 | 3 | 3.06 × 10−3 | 3.68 | 0.1200 | Not significant |
| Pure error | 3.32 × 10−3 | 4 | 8.30 × 10−4 | |||
| Corrected total | 50.03 | 16 |
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | P-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 18,698.72 | 9 | 2077.64 | 191.99 | <0.0001 | Significant |
| X1 | 9591.13 | 1 | 9591.13 | 886.31 | <0.0001 | |
| X2 | 2.00 | 1 | 2.00 | 0.18 | 0.6802 | |
| X3 | 1.13 | 1 | 1.13 | 0.10 | 0.7565 | |
| X1X2 | 0.25 | 1 | 0.25 | 0.02 | 0.8835 | |
| X1X3 | 0.00 | 1 | 0.00 | 0.00 | 1.0000 | |
| X2X3 | 42.25 | 1 | 42.25 | 3.90 | 0.0887 | |
| X12 | 8716.84 | 1 | 8716.84 | 805.52 | <0.0001 | |
| X22 | 116.05 | 1 | 116.05 | 10.72 | 0.0136 | |
| X32 | 16.84 | 1 | 16.84 | 1.56 | 0.2523 | |
| Residual | 75.75 | 7 | 10.82 | |||
| Lack of fit | 55.75 | 3 | 18.58 | 3.72 | 0.1186 | Not significant |
| Pure error | 20.00 | 4 | 5.00 | |||
| Corrected total | 18,774.47 | 16 |
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | P-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 27.45 | 9 | 3.05 | 133.02 | <0.0001 | Significant |
| X1 | 8.61 | 1 | 8.61 | 375.57 | <0.0001 | |
| X2 | 0.36 | 1 | 0.36 | 15.76 | 0.0054 | |
| X3 | 0.00 | 1 | 0.00 | 0.22 | 0.6547 | |
| X1X2 | 0.36 | 1 | 0.36 | 15.70 | 0.0054 | |
| X1X3 | 0.00 | 1 | 0.00 | 0.11 | 0.7509 | |
| X2X3 | 0.20 | 1 | 0.20 | 8.83 | 0.0208 | |
| X12 | 16.59 | 1 | 16.59 | 723.57 | <0.0001 | |
| X22 | 0.80 | 1 | 0.80 | 34.75 | 0.0006 | |
| X32 | 0.00 | 1 | 0.00 | 0.02 | 0.8960 | |
| Residual | 0.16 | 7 | 0.02 | |||
| Lack of fit | 0.09 | 3 | 0.03 | 1.81 | 0.2844 | Not significant |
| Pure error | 0.07 | 4 | 0.02 | |||
| Corrected total | 27.61 | 16 |
| Optimum Results | X1: Temperature (°C) | X2: Cold Pressure (MPa) | X3: Holding Time (min) | Experimental Value | Predicted Value | ARE% | |
|---|---|---|---|---|---|---|---|
| Average | |||||||
| Relative density (%) | 900 | 395 | 30 | 95.26 | 95.17 | 95.38 | 0.22 |
| 94.95 | |||||||
| 95.29 | |||||||
| Flexural strength (MPa) | 900 | 395 | 30 | 774 | 775.67 | 780 | 0.56 |
| 772 | |||||||
| 779 | |||||||
| Abrasive ratio | 900 | 395 | 30 | 20.5 | 20.4 | 20.9 | 2.4 |
| 20.1 | |||||||
| 20.7 | |||||||
| Indexes | Temperature (°C) | Cold Pressure (MPa) | Holding Time (min) | Experimental Value | |
|---|---|---|---|---|---|
| Average | |||||
| Relative density (%) | 900 | 395 | 30 | 89.15 | 89.25 |
| 88.97 | |||||
| 89.62 | |||||
| Flexural strength (MPa) | 900 | 395 | 30 | 645 | 646 |
| 636 | |||||
| 657 | |||||
| Abrasive ratio | 900 | 395 | 30 | 16.2 | 16.7 |
| 16.7 | |||||
| 17.3 | |||||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Wang, L.; Gao, J.; Guo, S.; Ye, X.; Koppala, S.; Hu, T.; Hou, M.; Hu, L. Optimization of Process Parameters for Preparing Metallic Matrix Diamond Tool Bits by Microwave Pressureless Sintering Using Response Surface Methodology. Materials 2018, 11, 2185. https://doi.org/10.3390/ma11112185
Yang L, Wang L, Gao J, Guo S, Ye X, Koppala S, Hu T, Hou M, Hu L. Optimization of Process Parameters for Preparing Metallic Matrix Diamond Tool Bits by Microwave Pressureless Sintering Using Response Surface Methodology. Materials. 2018; 11(11):2185. https://doi.org/10.3390/ma11112185
Chicago/Turabian StyleYang, Li, Liang Wang, Jiyun Gao, Shenghui Guo, Xiaolei Ye, Sivasankar Koppala, Tu Hu, Ming Hou, and Longtao Hu. 2018. "Optimization of Process Parameters for Preparing Metallic Matrix Diamond Tool Bits by Microwave Pressureless Sintering Using Response Surface Methodology" Materials 11, no. 11: 2185. https://doi.org/10.3390/ma11112185