On the Cutting Performance of Segmented Diamond Blades when Dry-Cutting Concrete

 ,
, 

 ,
,
Abstract
:
1. Introduction
2. Methodology
3. Results
3.1. Cutting Tool Characterization
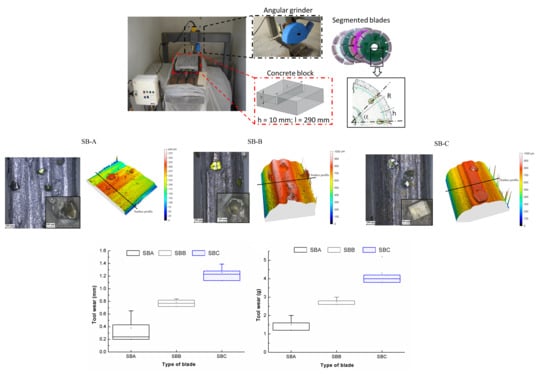
3.2. Tool Wear Measurement
4. Conclusions
- It is necessary to adapt a cutting machine to test several cutting conditions with a previously defined stop criteria and, ultimately, measure the tool wear according to the tool diameter variation and the weight loss of the blade.
- The density of the diamonds in a segmented area is experimentally estimated by dividing the number of diamonds found in the segment surface per the effective segment areas of each type of blade. The wear experiments show that the diamond density exhibits a strong impact on the cutting efficiency of the blade.
- The surface profile seems to influence of the cutting capability, where a higher surface flatness enhances the cutting efficiency, due to higher contact area of the surface to cut with the diamonds grains embedded in the metallic matrix.
- Larger cutting areas and higher cutting feed rate are necessary to evaluate the wear performance of the blades as well as the wear capability of the blades before the failure.
- The limitation of the presented study deals with the bounding matrix composition of each blade, which is unknown. Likely, the diamond pull-out found in SB-C blades is due to not using effective active elements in the bounding matrix. Unfortunately, this information is neither provided by the supplier nor listed in the technical data sheet of the product.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Fernandes, J.C.; Pinto, S.; Amaral, P.M.; Rosa, L.G. Development of a new testing method for assessing the wear behaviour of circular cutting discs. Mater. Sci. Forum 2008, 587, 966–970. [Google Scholar] [CrossRef]
- González, H.A.; Sánchez Egea, A.J.; Travieso-Rodríguez, J.A.; Llumà i Fuentes, J.; Jorba Peiró, J. Estimation of the polishing time for different metallic alloys in surface texture removal. Mach. Sci. Technol. 2018, 22, 1–13. [Google Scholar] [CrossRef]
- Sánchez, J.A.; Ortega, N.; Lopez de Lacalle, L.N.; Lamikiz, A.; Marañon, J.A. Analysis of the electro discharge dressing (EDD) process of large-grit size cBN grinding wheels. Int. J. Adv. Manuf. Technol. 2006, 29, 688–694. [Google Scholar] [CrossRef]
- Lopez de Lacalle, L.N.; Larrinoa, J.; Rodriguez, A.; Fernández, A.; López, R.; Azkona, I. On the cutting of wood for joinery applications. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 229, 1–46. [Google Scholar] [CrossRef]
- Guerra Rosa, L.; Coelho, A.; Amaral, P.M.; Cruz Fernandes, J. Test Methodology to evaluate the wear performance of PM matrices used in Diamond impregnated tools for cutting hard materials. In Power Metallurgy for Automotive, 1st ed.; Ramakrishnan, P., Ed.; New New Age International Ltd.: Delhi, India, 2012; Chapter 22. [Google Scholar]
- Amaral, P.M.; Coelho, A.; Anjinho, C.A.; Cruz Fernandes, J.; Guerra Rosa, L. Evaluation of the relationship between diamond tool wear performance and mechanical properties of the individual metallic binders. Mater. Sci. Forum 2010, 636, 1467–1474. [Google Scholar] [CrossRef]
- Guerra Rosa, L.; Amaral, P.M.; Fernandes, J.C. Experimental determination of Young’s modulus in PM metal matrices used in diamond impregnated tools for cutting hard materials. Powder Metall. 2013, 51, 46–52. [Google Scholar] [CrossRef]
- Zhao, M.; Zhang, L.; Wu, B. Study on the dynamic characteristics of the large diamond circular saw blade. Adv. Mater. Res. 2014, 945–949, 781–784. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Sedat Buyuksagis, I.; Tasgetiren, S. An investigation on the effect of diamond concentration and matrix material composition in the circular sawing process of granites. Proc. Inst. Mech. Part C J. Mech. Eng. Sci. 2011, 225, 17–27. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Sedat Buyuksagis, I.; Tasgetiren, S. Effect of cooling liquids on cutting process using diamond segmented disc of natural stones. Proc. Inst. Mech. Part C J. Mech. Eng. Sci. 2012, 227, 2315–2327. [Google Scholar] [CrossRef]
- Oliveira, F.A.C.; Anjinho, C.A.; Coelho, A.; Amaral, P.M.; Coelho, M. PM materials selection: The key for improved performance of diamond tools. Met. Powder Rep. 2017, 72, 339–344. [Google Scholar] [CrossRef]
- Aslantas, K.; Ozbek, O.; Ucun, I.; Sedat Buyuksagis, I. Investigation of the effect of axial cutting force on circular Diamond saw blade used in marble cutting process. Mater. Manuf. Process. 2009, 24, 1423–1430. [Google Scholar] [CrossRef]
- Anjinho, C.A.; Sá Coelho, A.M.; Amaral, P.M.; Fernandes, J.C.; Guerra Rosa, L. New Standard Methodologies of Classify the Efficiency of Diamond Cutting Discs; Global Stone Congress—AIDICO: Alicante, Spain, 2010. [Google Scholar]
- Anjinho, C.A.; Amaral, P.M.; Fernandes, J.C.; Guerra Rosa, L. A new laboratory methodology for assessing the cutting behaviour of gangsawing blades. Key Eng. Mater. 2013, 548, 72–81. [Google Scholar] [CrossRef]
- Konstanty, J.S.; Tyrala, D. Wear mechanism of iron-base diamond-impregnated tool composites. Wear 2013, 303, 533–540. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Sedat Buyuksagis, I.; Tasgetiren, S. Determination of specific energy in cutting process using diamond saw blade of natural stone. Energy Educ. Sci. Technol. Part A Energy Sci. Res. 2012, 28, 641–648. [Google Scholar]
- García, J.C.; Amaral, P.M.; Coelho, A.; Tavares, A.; Fernandes, J.C.; Guerra Rosa, L. Optimisation of circular sawing conditions to maximize tool productivity for each class of material. Key Eng. Mater. 2013, 547, 106–114. [Google Scholar] [CrossRef]
- Oliveira, H.C.P.; Coelho, A.; Amaral, P.M.; Fernandez, J.C.; Guerra Rosa, L. Comparison between cobalt and niobium as a matrix component for diamond impregnated tools used for stone cutting. Key Eng. Mater. 2013, 547, 98–105. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Nieslony, P.; Maruda, R.W.; Wojciechowsk, S. Dry cutting effect in turning of a duplex stainless steel as a key factor in Clean Production. J. Clean. Prod. 2017, 142, 3343–3354. [Google Scholar] [CrossRef]
- Kaplonek, W.; Nadolny, K.; Krolczyk, G.M. The use of focus-variation microscopy for the assessment of active surfaces of a new generation of coated abrasive tools. Meas. Sci. Rev. 2016, 16, 42–53. [Google Scholar] [CrossRef]
- Hu, S.; Wang, C.; Chen, B.; Hu, Y. Dry-cutting concrete study of diamond saw blade with different segment width. Mater. Sci. Forum 2006, 532, 321–324. [Google Scholar] [CrossRef]
- Turchetta, S. Cutting force in stone machining by diamond disk. Adv. Mater. Sci. Eng. 2010, 2010, 631437. [Google Scholar] [CrossRef]
- Bailey, M.W.; Collin, W.D. De Beers Titanized metal bond diamond grit and related studies on the sawing of stone and concrete. Ind. Diam. Rev. 1978, 1, 8–13. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter/Blade Type | SB-A | SB-B | SB-C |
|---|---|---|---|
| Sample 1 | 57 | 36 | 42 |
| 54 | 32 | 52 | |
| 63 | 46 | 50 | |
| 59 | 40 | 48 | |
| Sample 2 | 55 | 49 | 56 |
| 61 | 35 | 51 | |
| 59 | 56 | 35 | |
| 54 | 24 | 35 | |
| Sample 3 | 49 | 45 | 42 |
| 50 | 32 | 42 | |
| 75 | 38 | 40 | |
| 55 | 50 | 37 | |
| Sample 4 | 74 | 46 | 48 |
| 48 | 50 | 47 | |
| 40 | 31 | 52 | |
| 53 | 36 | 70 | |
| Average | 56.63 | 40.38 | 46.69 |
| Dispersion | 8.93 | 8.79 | 8.93 |
| Parameter/Blade Type | SB-A | SB-B | SB-C |
|---|---|---|---|
| Av. segment height (mm) | 7.54 | 7.71 | 10.19 |
| Number of segments | 9 | 9 | 8 |
| Effective angle of area (°) | 33.50 | 37.50 | 53.30 |
| Effective segment area (mm2) | 237.69 | 265.43 | 377.33 |
| Av. diamond quantity per segment (n° grains) | 56.62 | 40.37 | 46.68 |
| Diamond density per segment (n° grains/mm2) | 0.24 | 0.15 | 0.12 |
| Blade Type/Parameter | Initial Diameter | Final Diameter | Difference | Average | Dispersion * |
|---|---|---|---|---|---|
| (mm) | (mm) | (mm) | (mm) | (mm) | |
| SB-A | 118.45 | 118.25 | 0.20 | 0.38 | 0.21 |
| 118.49 | 118.25 | 0.24 | |||
| 118.25 | 117.60 | 0.65 | |||
| 118.61 | 118.18 | 0.43 | |||
| SB-B | 115.07 | 114.35 | 0.72 | 0.79 | 0.05 |
| 115.29 | 114.45 | 0.84 | |||
| 115.25 | 114.48 | 0.77 | |||
| 115.02 | 114.20 | 0.82 | |||
| SB-C | 115.39 | 114.00 | 1.39 | 1.26 | 0.11 |
| 115.52 | 114.24 | 1.28 | |||
| 115.32 | 114.19 | 1.13 | |||
| 115.49 | 114.26 | 1.23 |
| Blade Type/Parameter | Initial Weight | Final Weight | Difference | Average | Dispersion * |
|---|---|---|---|---|---|
| (g) | (g) | (g) | (g) | (g) | |
| SB-A | 158.2 | 157.0 | 1.2 | 1.50 | 0.38 |
| 158.4 | 157.2 | 1.2 | |||
| 160.2 | 158.2 | 2.0 | |||
| 160.8 | 159.2 | 1.6 | |||
| SB-B | 96.1 | 94.2 | 2.6 | 2.75 | 0.19 |
| 96.8 | 93.8 | 3.0 | |||
| 97.6 | 94.8 | 2.8 | |||
| 95.2 | 92.6 | 2.6 | |||
| SB-C | 106.4 | 101.2 | 5.2 | 4.30 | 0.62 |
| 103.6 | 99.8 | 3.8 | |||
| 105.8 | 101.8 | 4.0 | |||
| 104.2 | 100.0 | 4.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sánchez Egea, A.J.; Martynenko, V.; Martínez Krahmer, D.; López de Lacalle, L.N.; Benítez, A.; Genovese, G. On the Cutting Performance of Segmented Diamond Blades when Dry-Cutting Concrete. Materials 2018, 11, 264. https://doi.org/10.3390/ma11020264
Sánchez Egea AJ, Martynenko V, Martínez Krahmer D, López de Lacalle LN, Benítez A, Genovese G. On the Cutting Performance of Segmented Diamond Blades when Dry-Cutting Concrete. Materials. 2018; 11(2):264. https://doi.org/10.3390/ma11020264
Chicago/Turabian StyleSánchez Egea, A. J., V. Martynenko, D. Martínez Krahmer, L. N. López de Lacalle, A. Benítez, and G. Genovese. 2018. "On the Cutting Performance of Segmented Diamond Blades when Dry-Cutting Concrete" Materials 11, no. 2: 264. https://doi.org/10.3390/ma11020264