The Effect of Ultrafine-Grained Microstructure on Creep Behaviour of 9% Cr Steel

Abstract
:1. Introduction
2. Experimental Material and Procedures
3. Results
Creep Behaviour
4. Microstructure Investigation
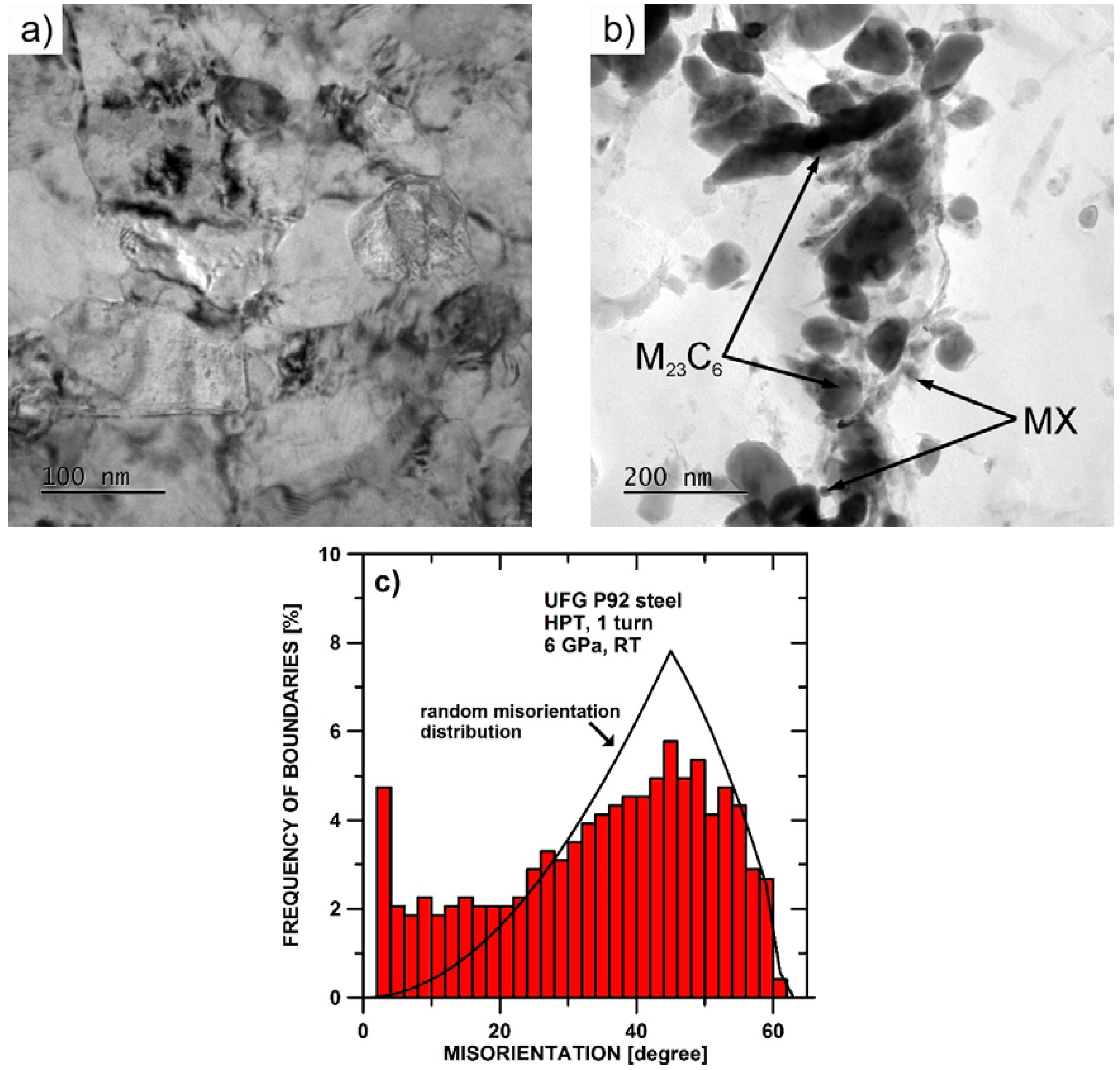
4.1. After HPT
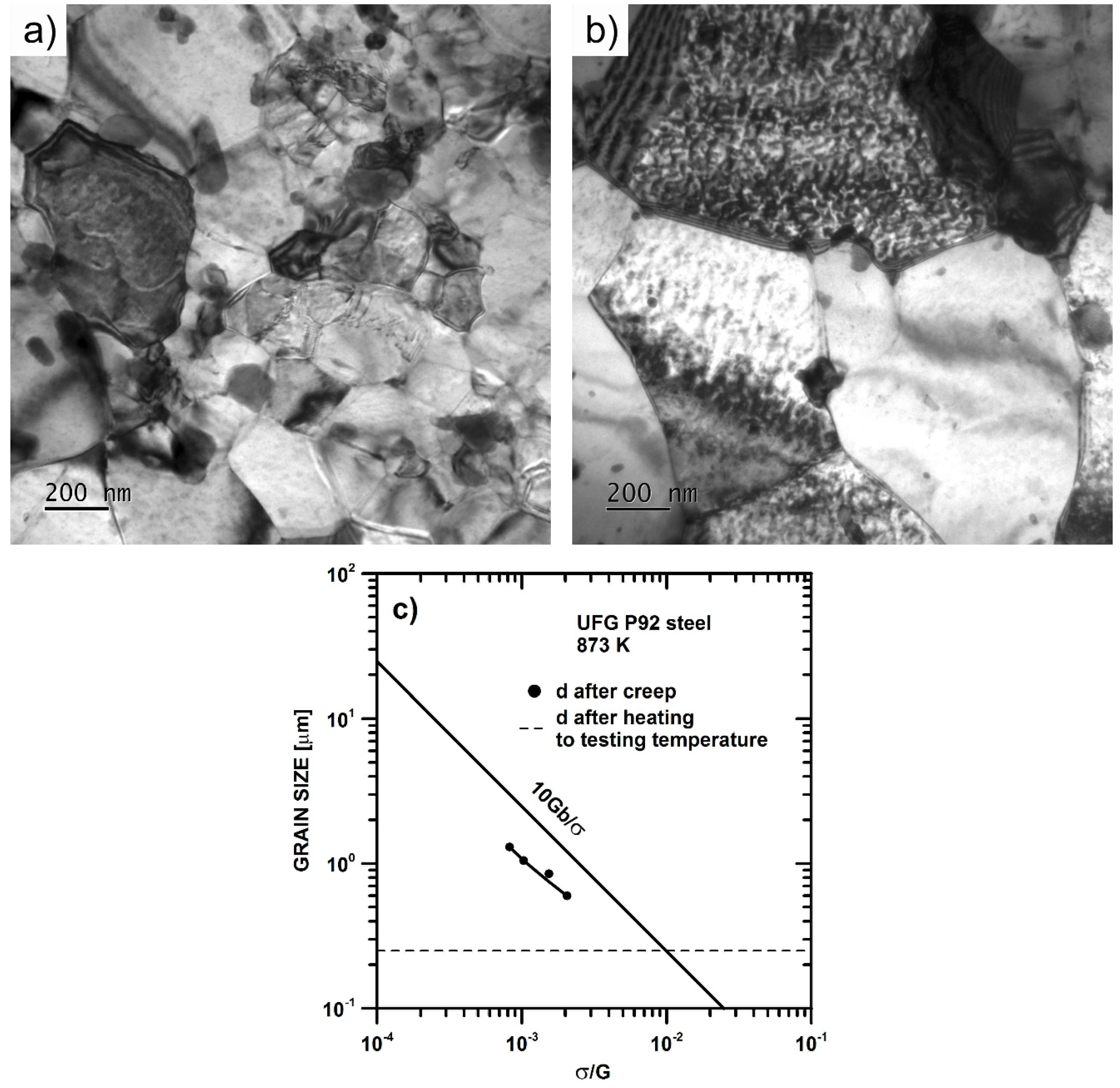
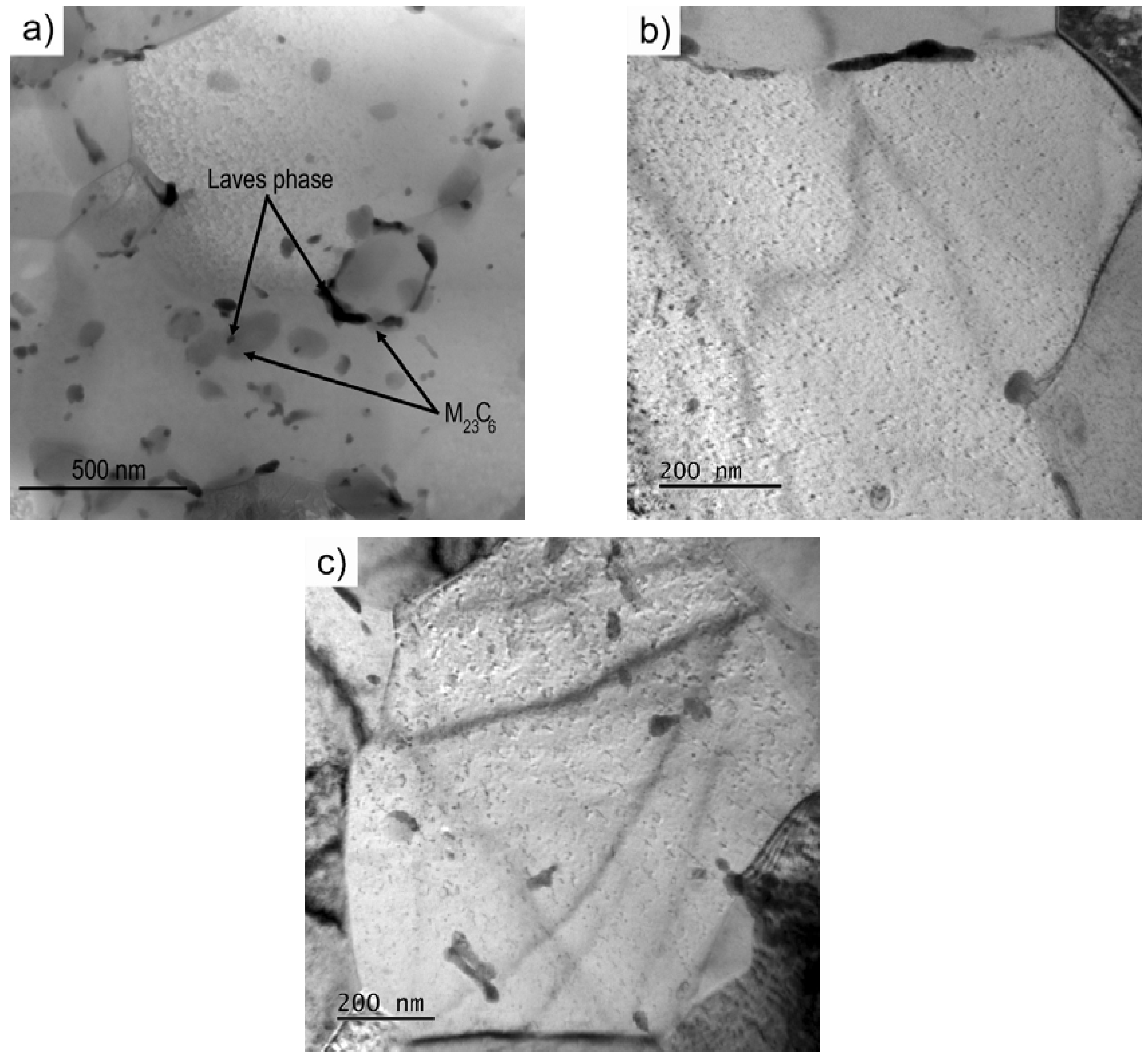
4.2. After Creep
5. Discussion
6. Conclusions
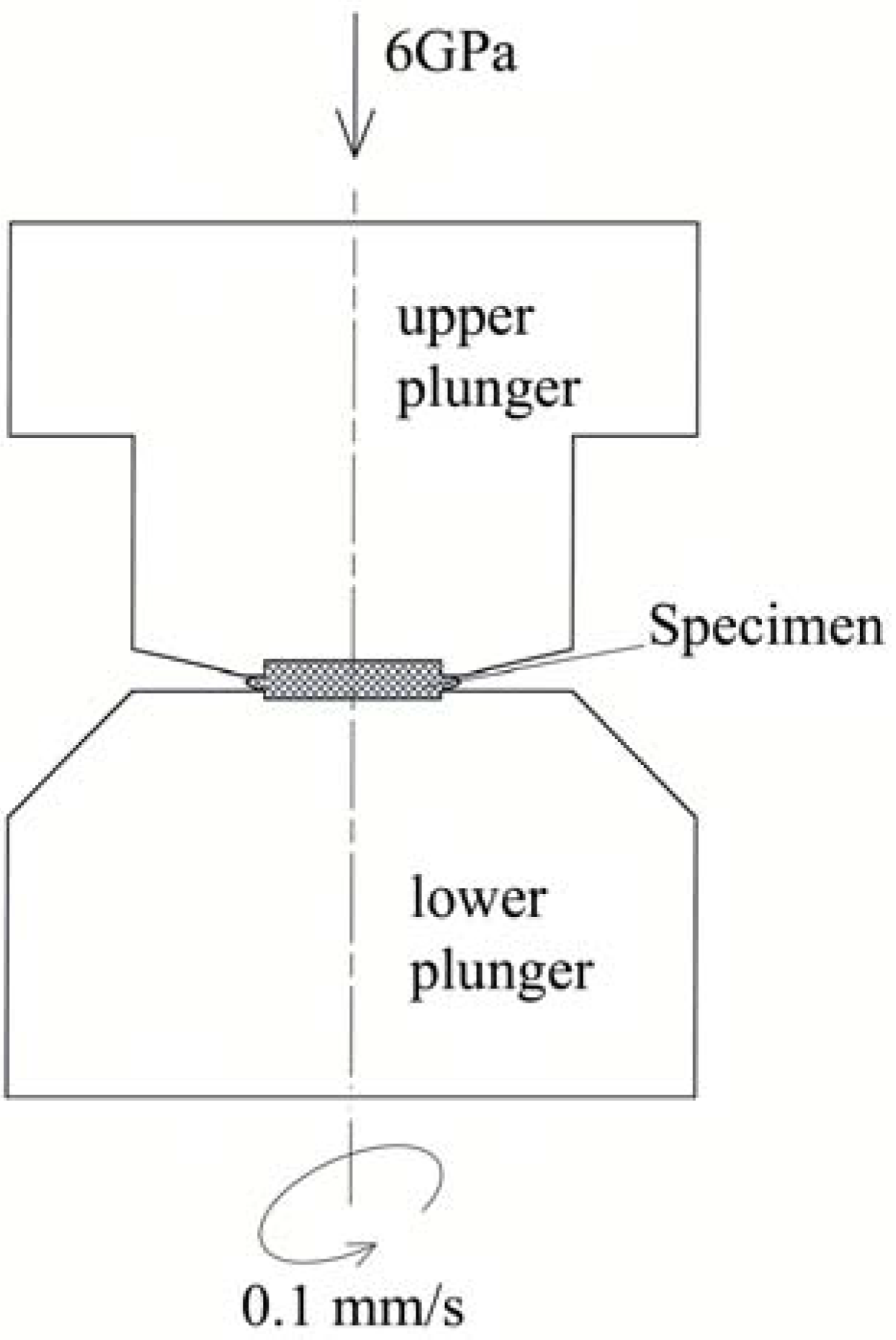
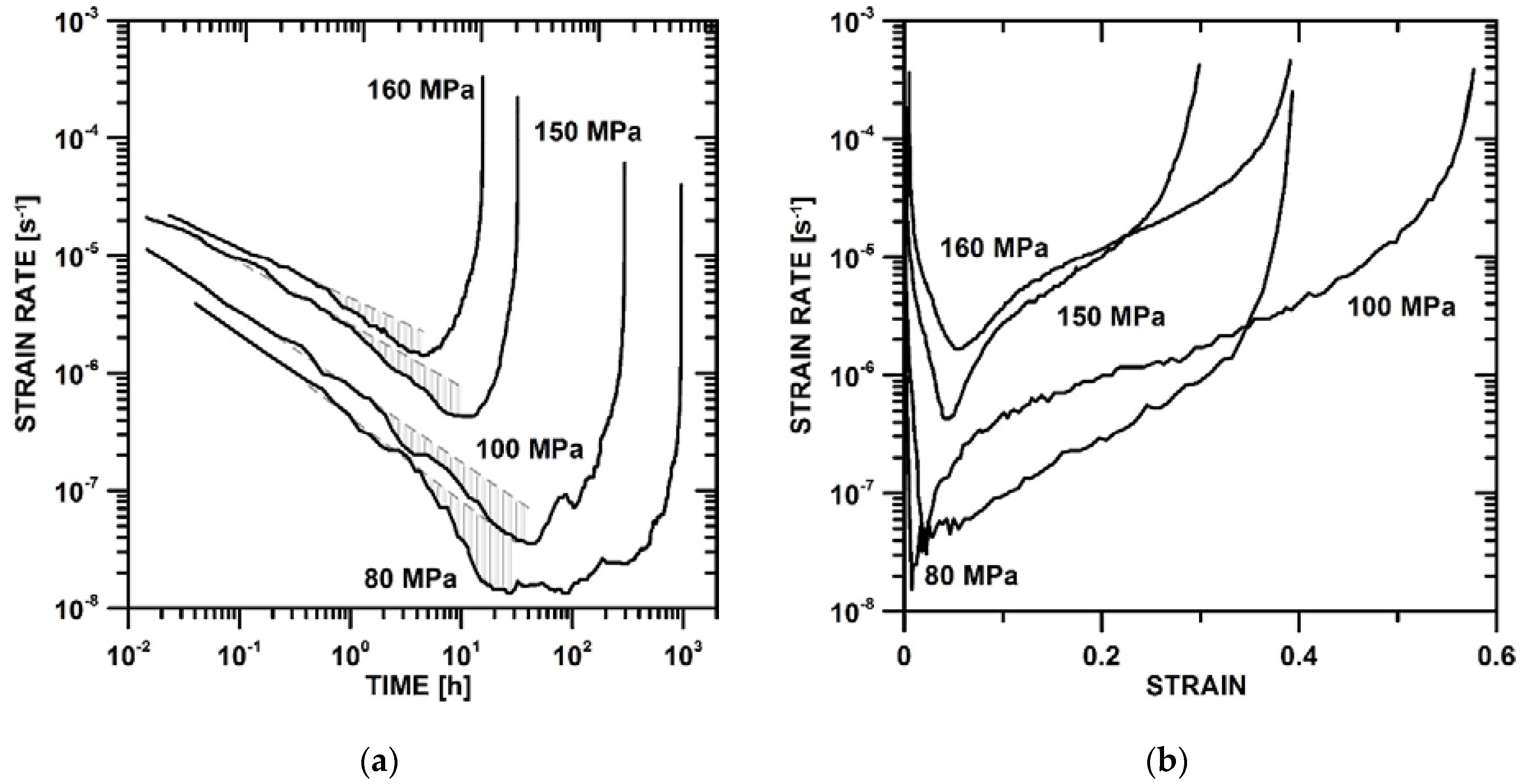
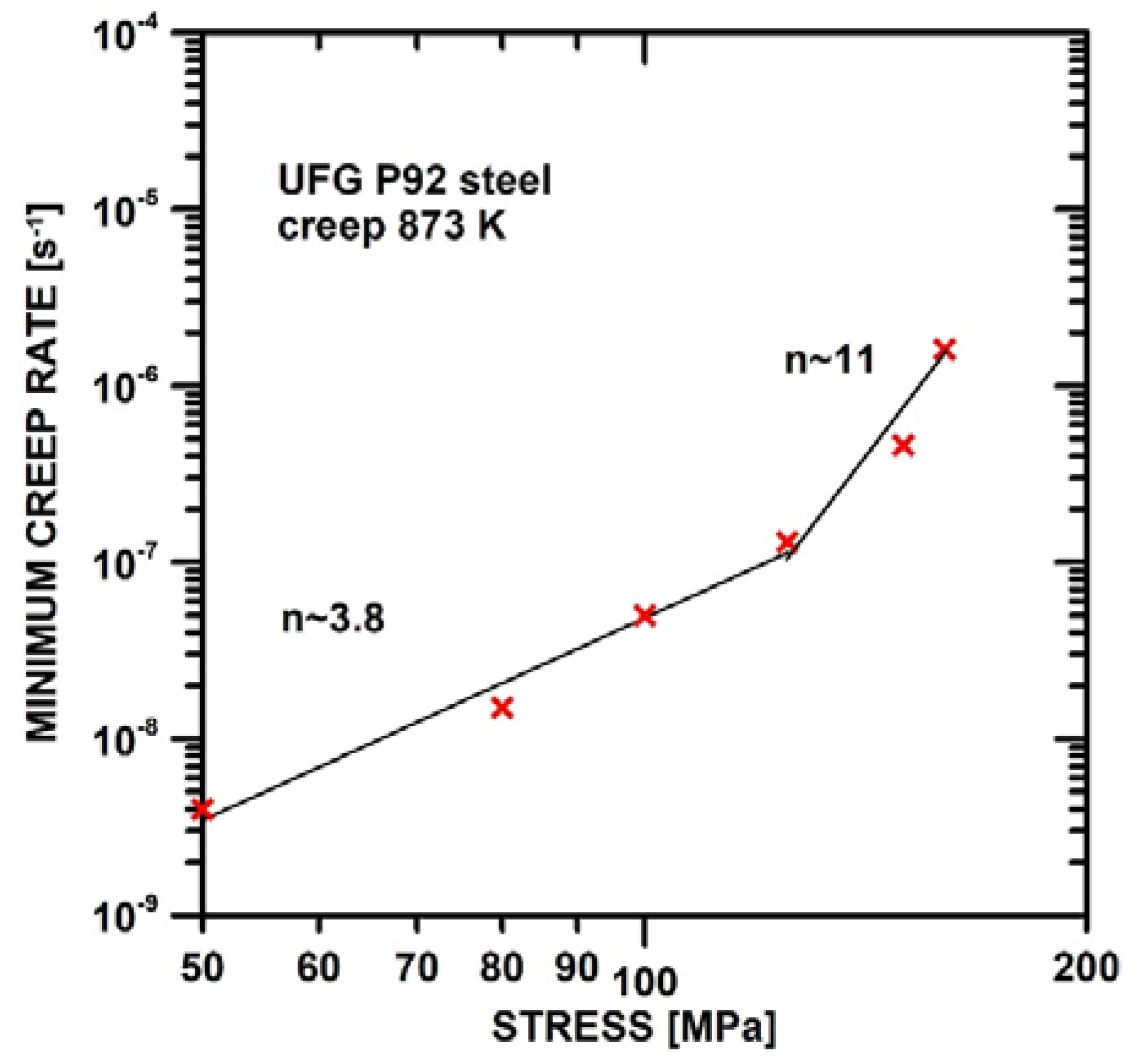
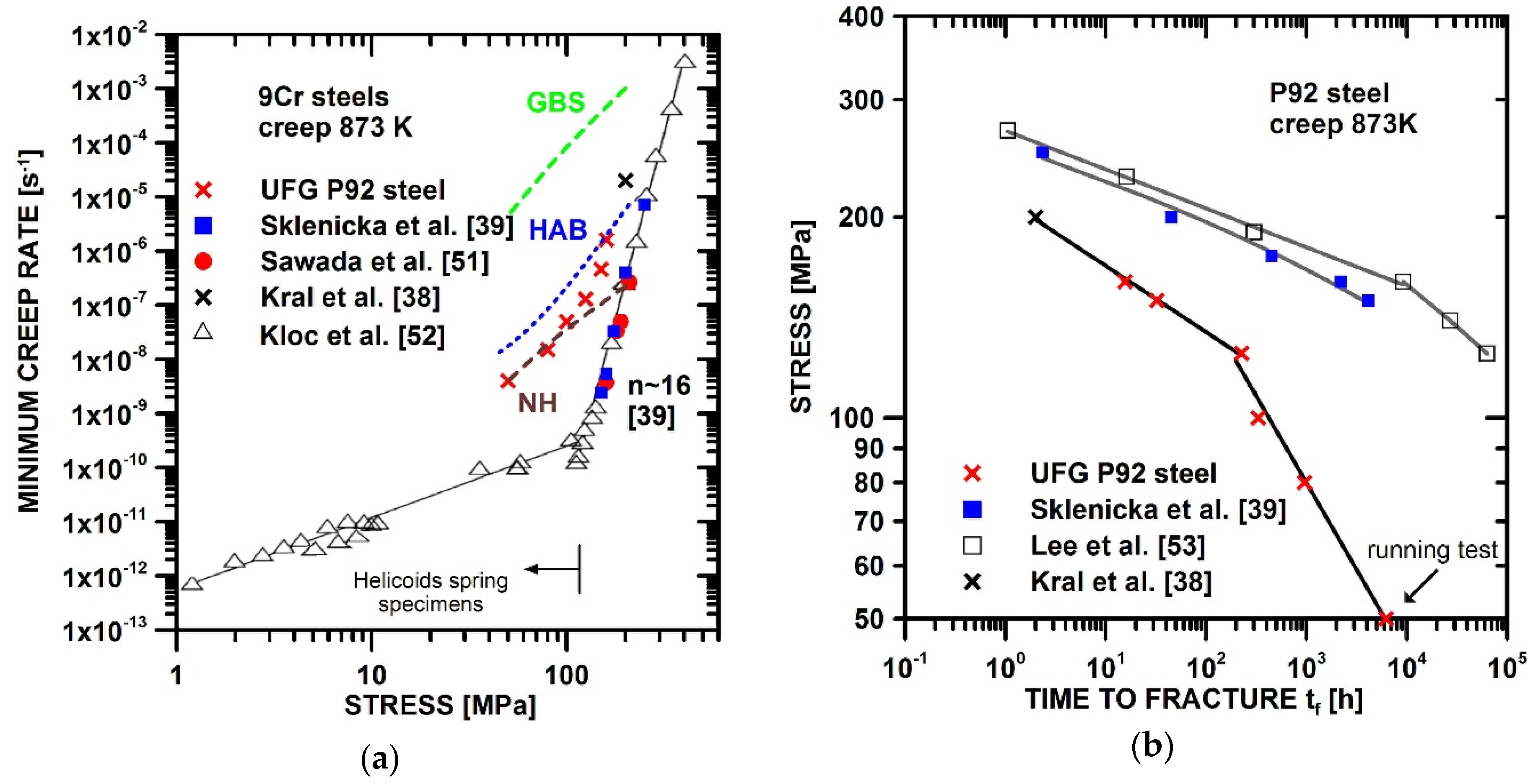
- The application of 1 HPT at room temperature deteriorated creep resistance in comparison with the CG state. UFG P92 steel exhibited lower values of the stress exponent n in comparison with experimental results published for CG P92 steel tested under at the same creep conditions.
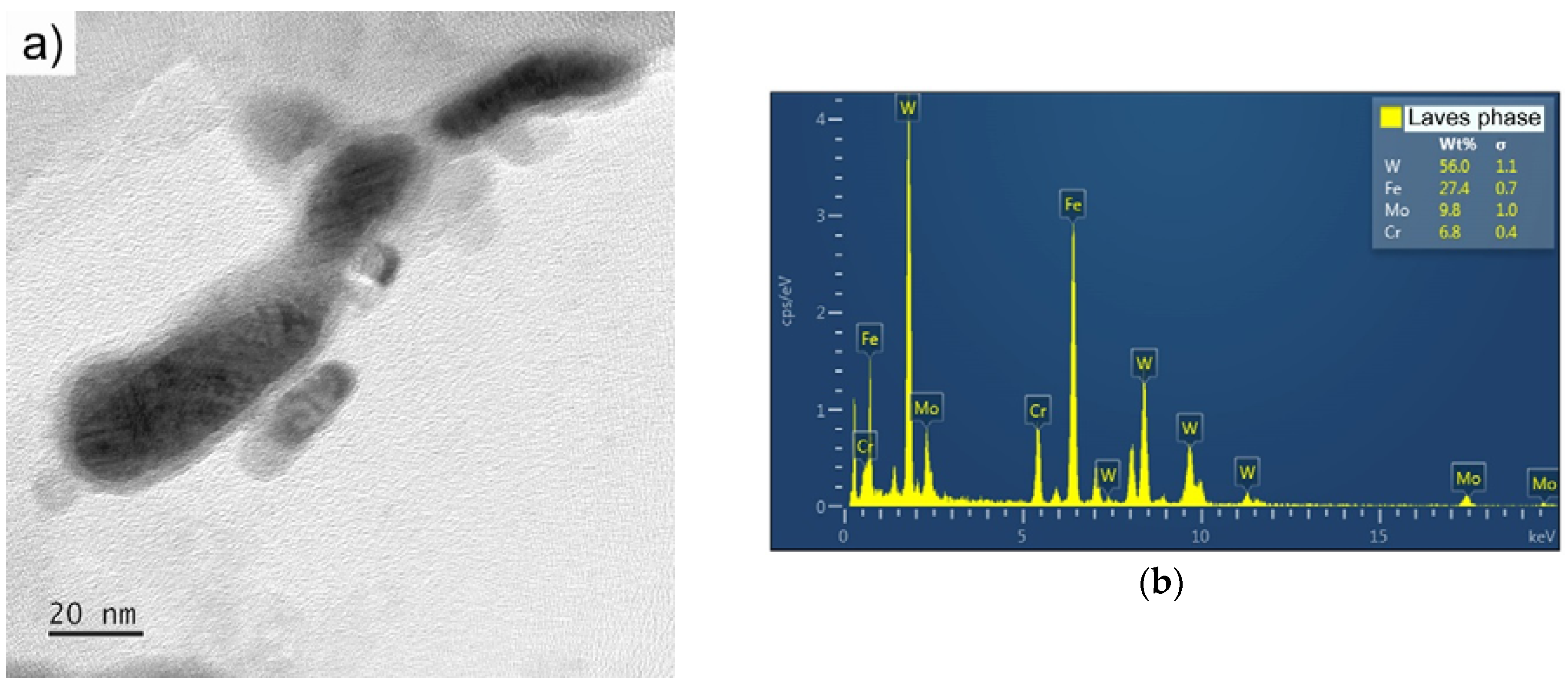
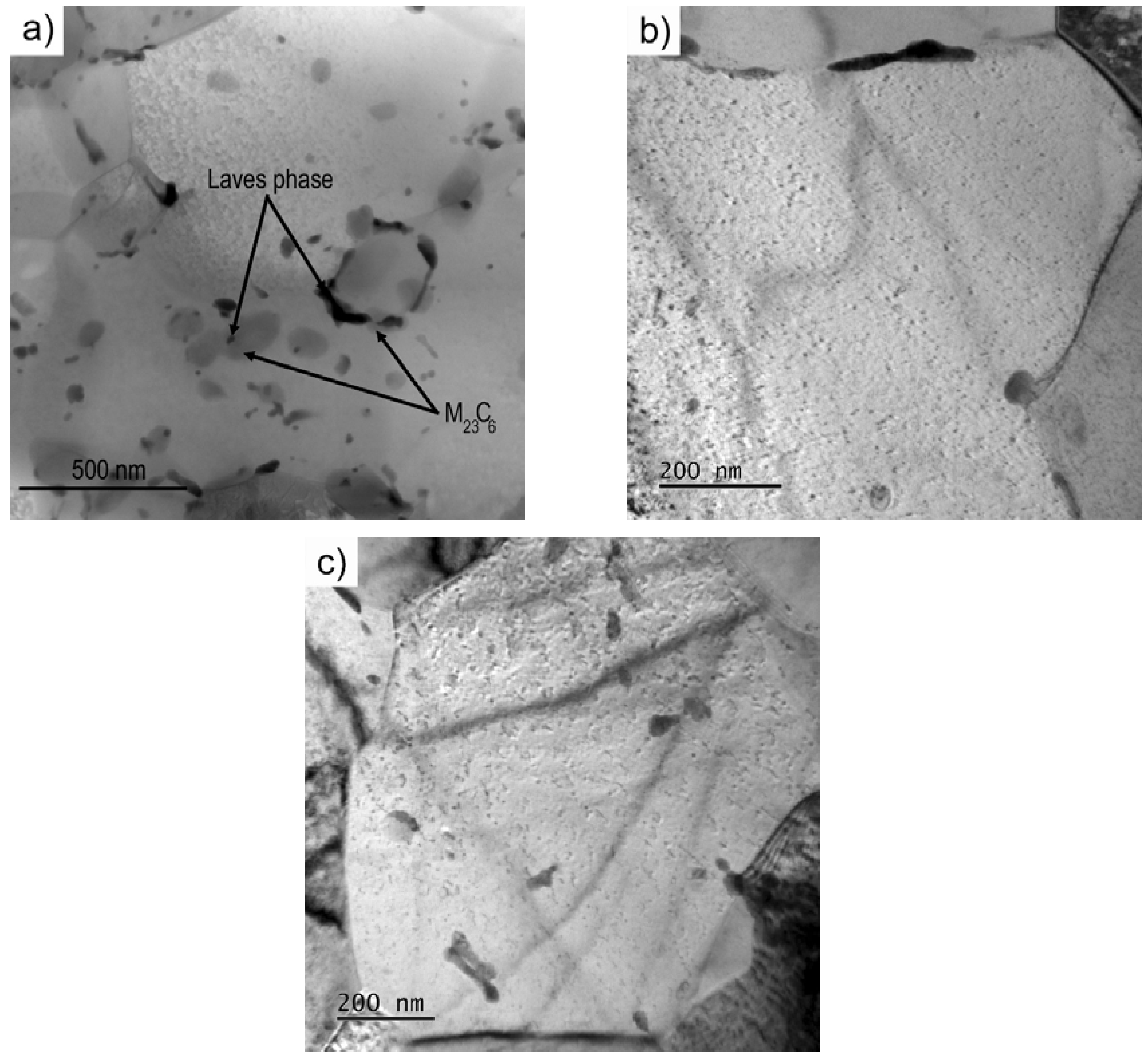
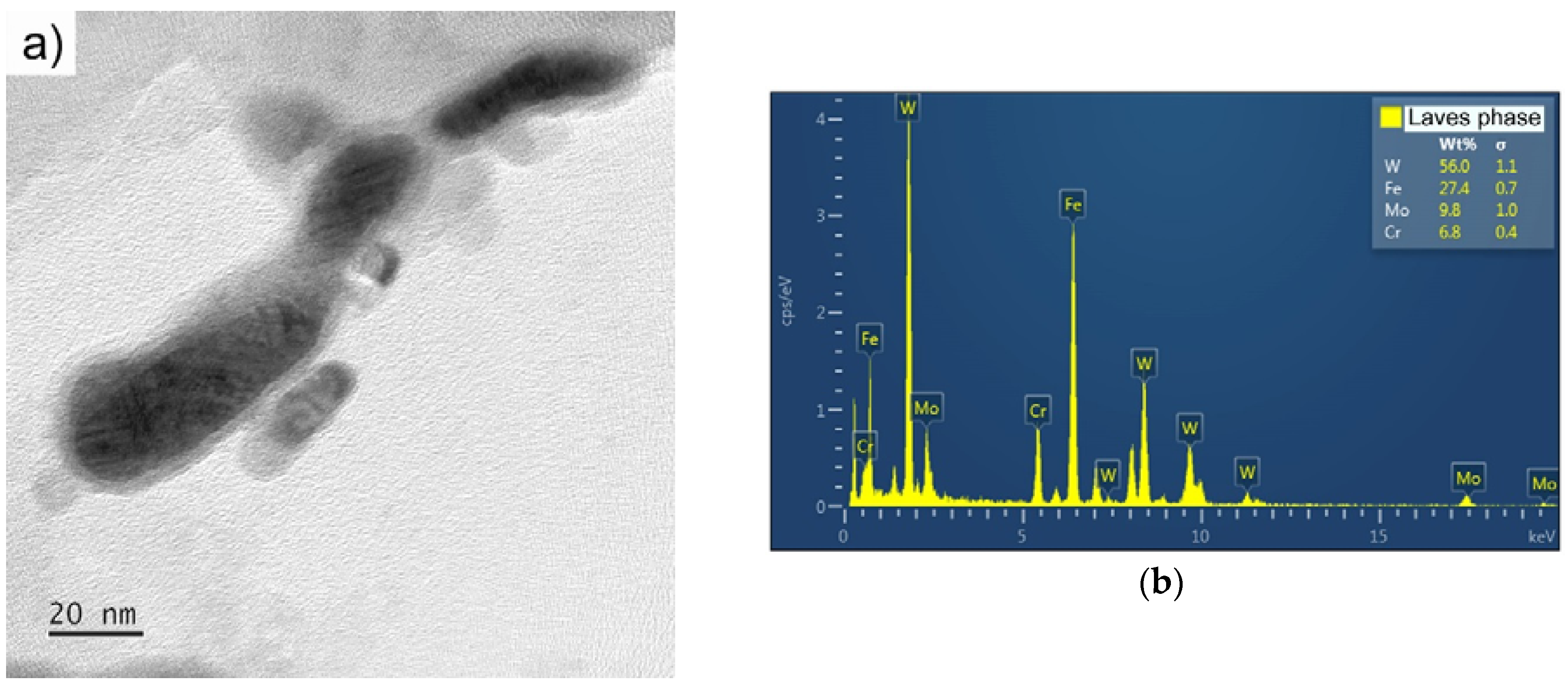
- The microstructure investigation revealed that the formation of the Laves phase could contribute to the strengthening of UFG P92 steel during the primary creep stage.
- The creep results revealed the occurrence of premature failure in creep tests of UFG P92 steel. The premature failure was shifted to shorter times and lower stresses in comparison with coarse-grained P92 steel.
- The comparison of experimental results with predictions from creep models indicates that the creep behaviour of UFG P92 steel could be influenced by enhanced recovery of dislocations at HAGBs and the Nabarro–Hering creep mechanism under low stresses.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Equations Used for Modelling
Appendix A.1. Grain Boundary Sliding
Appendix A.2. HAGBs Control of Recovery in Pure Materials
Appendix A.3. Nabarro–Hering Diffusion Creep
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic materials. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Klimova, M.; Zherebtsov, S.; Stepanov, N.; Salishchev, G.; Haase, C.; Molodov, D.A. Microstructure and texture evolution of a high manganese TWIP steel during cryo-rolling. Mater. Charact. 2017, 132, 20–30. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z.; Yagi, S.; Matsubara, E. Allotropic phase transformation of pure zirconium by high-pressure torsion. Mater. Sci. Eng. A 2009, 523, 277–281. [Google Scholar] [CrossRef]
- Edalati, K.; Matsubara, E.; Horita, Z. Processing pure Ti by high-pressure torsion in wide ranges of pressures and strain. Metall. Mater. Trans. A 2009, 40, 2079–2086. [Google Scholar] [CrossRef]
- Meng, F.Q.; Tsuchiya, K.; Yokoyama, Y. Crystalline to amorphous transformation in Zr-Cu-Al alloys induced by high pressure torsion. Intermetallics 2013, 37, 52–58. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. A review on high-pressure torsion (HPT) from 1935 to 1988. Mater. Sci. Eng. A 2016, 652, 325–352. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Fujioka, T.; Horita, Z. Development of high-pressure sliding process for microstructural refinement of rectangular metallic sheets. Mater. Trans. 2009, 50, 930–933. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Kudryavtsev, E.; Kostjuchenko, S.; Malysheva, S.; Salishchev, G. Strength and ductility-related properties of ultrafine grained two-phase titanium alloy produced by warm multiaxial forging. Mater. Sci. Eng. A 2012, 536, 190–196. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) proces. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Huang, Y.; Sabbaghianrad, S.; Almazrouee, A.I.; Al-Fadhalah, K.J.; Alhajeri, S.N.; Langdon, T.G. The significance of self-annealing at room temperature in high-purity copper processed by high-pressure torsion. Mater. Sci. Eng. A 2016, 656, 55–66. [Google Scholar] [CrossRef]
- Edalati, K.; Uehiro, R.; Fujiwara, K.; Ikeda, Y.; Lia, H.-W.; Sauvage, X.; Valiev, R.Z.; Akiba, E.; Tanaka, I.; Horita, Z. Ultra-severe plastic deformation: Evolution of microstructure, phase transformation and hardness in immiscible magnesium-based systems. Mater. Sci. Eng. A 2017, 701, 158–166. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Pushin, V.G.; Gunderov, D.G.; Popov, A.G. The use of severe deformations for preparing bulk nanocrystalline materials from amorphous alloys. Dokl. Phys. 2004, 49, 519–521. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. Application of high-pressure torsion for consolidation of ceramic powders. Scr. Mater. 2010, 63, 174–177. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Korneva, A.; Mazilkin, A.A.; Straumal, P.B.; Zie, P.; Baretzky, B. Phase transitions in Cu-based alloys under high pressure torsion. J. Alloys Comp. 2017, 707, 20–26. [Google Scholar] [CrossRef]
- Kumar, P.; Kawasaki, M.; Langdon, T.G. Review: Overcoming the paradox of strength and ductility in ultrafine-grained materials at low temperatures. J. Mater. Sci. 2016, 51, 7–18. [Google Scholar] [CrossRef]
- Zehetbauer, M.J.; Stüve, H.P.; Vorhauer, A.; Schafler, E.; Kohout, J. The role of hydrostatic pressure in severe plastic deformation. Adv. Eng. Mater. 2003, 5, 330–337. [Google Scholar] [CrossRef]
- Morozova, A.; Borodin, E.; Bratov, V.; Zherebtsov, S.; Belyakov, A.; Kaibyshev, R. Grain refinement kinetics in a low alloyed Cu–Cr–Zr alloy subjected to large strain deformation. Materials 2017, 10, 1394. [Google Scholar] [CrossRef] [PubMed]
- Kunčická, L.; Kocich, R.; Král, P.; Pohludka, M.; Marek, M. Effect of strain path on severely deformed aluminium. Mater. Lett. 2016, 180, 280–283. [Google Scholar] [CrossRef]
- Král, P.; Dvořák, J.; Kvapilová, M.; Blum, W.; Sklenička, V. The influence of long-term annealing at room temperature on creep behaviour of ECAP-processed copper. Mater. Lett. 2017, 188, 235–238. [Google Scholar] [CrossRef]
- Král, P.; Blum, W.; Dvořák, J.; Eisenlohr, P.; Petrenec, M.; Sklenička, V. Dynamic restoration of severely predeformed, ultrafine-grained pure Cu at 373 K observed in situ. Mater. Charact. 2017, 134, 329–334. [Google Scholar] [CrossRef]
- Blum, W.; Zeng, X.H. A simple dislocation model of deformation resistance of ultrafine-grained materials explaining Hall–Petch strengthening and enhanced strain rate sensitivity. Acta Mater. 2009, 57, 1966–1974. [Google Scholar] [CrossRef]
- Li, Y.J.; Zeng, X.H.; Blum, W. Transition from strengthening to softening by grain boundaries in ultrafine-grained Cu. Acta Mater. 2014, 52, 5009–5018. [Google Scholar] [CrossRef]
- Sklenička, V.; Dvorak, J.; Svoboda, M. Creep in ultrafine grained aluminium. Mater. Sci. Eng. A 2004, 387–389, 696–701. [Google Scholar] [CrossRef]
- Abe, F.; Kern, T.-U.; Viswanathan, R. Creep-Resistant Steels; Woodhead Publishing: Sawston, Cambridge, UK, 2008. [Google Scholar]
- Kaibyshev, R.O.; Skorobogatykh, V.N.; Shchenkova, I.A. New martensitic steels for fossil power plant: Creep resistance. Phys. Metals Metallogr. 2010, 109, 186–200. [Google Scholar] [CrossRef]
- Abe, F. Creep rates and strengthening mechanisms in tungsten-strengthened 9Cr steels. Mater. Sci. Eng. A 2001, 319–321, 770–7723. [Google Scholar] [CrossRef]
- Dudova, N.; Plotnikova, A.; Molodov, D.; Belyakov, A.; Kaibyshev, R. Structural changes of tempered martensitic 9% Cr–2% W–3% Co steel during creep at 650 °C. Mater. Sci. Eng. A 2012, 543, 632–639. [Google Scholar] [CrossRef]
- Spigarelli, S.; Cerri, E.; Bianchi, P.; Evangelista, E. Interpretation of creep behavior of a 9Cr-Mo-Nb-V-N (T91) steel using threshold stress concept. Mater. Sci. Technol. 1999, 15, 1433–1440. [Google Scholar] [CrossRef]
- Kostka, A.; Tak, T.-G.; Eggeler, G. On the effect of equal-channel angular pressing on creep of tempered martensite ferritic steels. Mater. Sci. Eng. A 2008, 481–482, 723–726. [Google Scholar] [CrossRef]
- Hattestrand, M.; Andren, H.-O. Influence of strain on precipitation reactions during creep of an advanced 9% chromium steel. Acta Mater. 2001, 49, 2123–2128. [Google Scholar] [CrossRef]
- Hald, J. Microstructure and long-term creep properties of 9–12% Cr steels. Int. J. Press. Vessels Pip. 2008, 85, 30–37. [Google Scholar] [CrossRef]
- Li, Q. Precipitation of Fe2W Laves phase and modelling of its direct influence on the strength of a 12Cr-2W steel. Metall. Mater. Trans. 2006, 37, 89–97. [Google Scholar] [CrossRef]
- Prat, O.; Garcia, J.; Rojas, D.; Sauthoff, G.; Inden, G. The role of Laves phase on microstructure evolution and creep strength of novel 9%Cr heat resistant steels. Intermetallics 2013, 32, 362–372. [Google Scholar] [CrossRef]
- Kassner, M.E.; Pérez-Prado, M.-T. Fundamentals of Creep in Metals and Alloys; Elsevier: Amsterdam, The Netherlands, 2004; pp. 121–139. [Google Scholar]
- Král, P.; Dvořák, J.; Jäger, A.; Kvapilová, M.; Horita, Z.; Sklenička, V. Creep properties of aluminium processed by ECAP. Kovove Mater. 2016, 54, 441–451. [Google Scholar] [CrossRef]
- Takizawa, Y.; Kajita, T.; Kral, P.; Masuda, T.; Watanabe, K.; Yumoto, M.; Otagiri, Y.; Sklenicka, V.; Horita, Z. Super plasticity of Inconel 718 after processing by high-pressure sliding (HPS). Mater. Sci. Eng. A 2017, 682, 603–612. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. Microstructure and creep behaviour of P92 steel after HPT. Mater. Sci. Eng. A 2018, 723, 287–295. [Google Scholar] [CrossRef]
- Sklenicka, V.; Kuchařová, K.; Král, P.; Kvapilová, M.; Svobodová, M.; Čmakal, J. The effect of hot bending and thermal ageing on creep and microstructure evolution in thick-walled P92 steel pipe. Mater. Sci. Eng. A 2015, 644, 297–309. [Google Scholar] [CrossRef]
- Čadek, J.; Šustek, V.; Pahutová, M. An analysis of a set of creep data for a 9Cr-IMo-0.2V (P91 type) steel. Mater. Sci. Eng. A 1997, 225, 22–28. [Google Scholar] [CrossRef]
- Sawada, K.; Takeda, M.; Maruyama, K.; Ishii, R.; Yamada, M.; Nagae, Y.; Komine, R. Effect of W on recovery of lath structure during creep of high chromium martensitic steels. Mater. Sci. Eng. A 1999, 267, 19–25. [Google Scholar] [CrossRef]
- Maruyama, K.; Sawada, K.; Koike, J. Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Sonderegger, B.; Mitsche, S.; Cerjak, H. Microstructural analysis on a creep resistant martensitic 9–12% Cr steel using the EBSD method. Mater. Sci. Eng. A 2008, 481–482, 466–470. [Google Scholar] [CrossRef]
- Abe, F. Effect of fine precipitation and subsequent coarsening of fe2w laves phase on the creep deformation behavior of tempered martensitic 9cr-w steels. Metall. Mater. Trans. A 2005, 36, 321–332. [Google Scholar] [CrossRef]
- Aghajani, A.; Somsen, C.; Eggeler, G. On the effect of long-term creep on the microstructure of a 12% chromium tempered martensite ferritic steel. Acta Mater. 2009, 57, 5093–5106. [Google Scholar] [CrossRef]
- Cui, J.; Kim, I.-S.; Kang, C.-Y.; Miyahara, K. Creep stress effect on the precipitation behavior of Laves-phase in Fe–10% Cr–6%W alloys. ISIJ Int. 2001, 41, 368–371. [Google Scholar] [CrossRef]
- Panait, C.G.; Bendick, W.; Fuchsmann, A.; Gourgues-Lorenzon, A.-F.; Besson, J. Study of the microstructure of the Grade 91 steel after more than 100,000 h of creep exposure at 600 °C. Int. J. Press. Vessels Pip. 2010, 87, 326–335. [Google Scholar] [CrossRef] [Green Version]
- Eggeler, G. The effect of long-term creep on particle coarsening in tempered martensite ferritic steels. Acta Metall. 1989, 37, 3225–3234. [Google Scholar] [CrossRef]
- Zhao, Y.Z.; Liao, X.Z.; Jin, Z.; Valiev, R.Z.; Zhu, Y.T. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Hu, T.; Ma, K.; Topping, T.D.; Schoenung, J.M.; Lavernia, E.J. Precipitation phenomena in an ultrafine-grained Al alloy. Acta Mater. 2013, 61, 2163–2178. [Google Scholar] [CrossRef]
- Sawada, K.; Kubo, K.; Abe, F. Creep behavior and stability of MX precipitates at high temperature in 9Cr-0.5Mo-1.8W-VNb steel. Mater. Sci. Eng. A 2001, 319, 784–787. [Google Scholar] [CrossRef]
- Kloc, L.; Sklenicka, V. Transition from power-law to viscous creep behaviour of P-91 type heat-resistant steel. Mater. Sci. Eng. A 1997, 234, 962–965. [Google Scholar] [CrossRef]
- Lee, J.S.; Armaki, H.G.; Maruyama, K.; Muraki, T.; Asahi, H. Causes of breakdown of creep strength in 9Cr-1.8W-0.5Mo-VNb steel. Mater. Sci. Eng. A 2006, 428, 270–275. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Review: Achieving superplastic properties in ultrafine-grained materials at high temperatures. J. Mater. Sci. 2016, 51, 19–32. [Google Scholar] [CrossRef]
- Zherebtsov, S.V.; Kudryavtsev, E.A.; Salishchev, G.A.; Straumal, B.B.; Semiatin, S.L. Microstructure evolution and mechanical behavior of ultrafine Ti-6Al-4V during low-temperature superplastic deformation. Acta Mater. 2016, 121, 152–163. [Google Scholar] [CrossRef]
- Abe, F. Bainitic and martensitic creep/resistant steels. Curr. Opin. Solid State Mater. Sci. 2004, 8, 305–311. [Google Scholar] [CrossRef]
- Agamennone, R.; Blum, W.; Gupta, C.; Chakravartty, J.K. Evolution of microstructure and deformation resistance in creep of tempered martensitic 9–12% Cr–2% W–5% Co steels. Acta Mater. 2006, 54, 3003–3014. [Google Scholar] [CrossRef]
- Langdon, T.G. A unified approach to grain boundary sliding in creep and superplasticity. Acta Metall. Mater. 1994, 42, 2437–2443. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps; Pergamon Press: Oxford, UK, 1982; pp. 62–63. [Google Scholar]
- Blum, W.; Zeng, X.H. Corrigendum to: “A simple dislocation model of deformation resistance of ultrafine-grained materials explaining Hall-Petch strengthening and enhanced strain rate sensitivity”. Acta Mater. 2011, 59, 6205–6206. [Google Scholar] [CrossRef]
- Owen, D.M.; Langdon, T.G. Low stress creep behavior: An examination of Nabarro-Herring and Harper-Dorn creep. Mater. Sci. Eng. A 1996, 216, 20–29. [Google Scholar] [CrossRef]
- Abe, F.; Araki, H.; Noda, T. The effect of tungsten on dislocation recovery and precipitation behaviour of low-activation martensitic 9Cr steels. Metall. Trans. A 1991, 22, 2225–2235. [Google Scholar] [CrossRef]
- Burton, B. Diffusional Creep of Polycrystalline Materials; Trans Tech S. A.: Aedermannsdorf, Switzerland, 1977; p. 119. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Mo | W | Si | Mn | V | Nb | P | N | Al | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | 0.11 | 8.58 | 0.33 | 1.67 | 0.37 | 0.48 | 0.23 | 0.06 | 0.013 | 0.037 | 0.017 | 0.005 |
| Stress [MPa] | 160 | 150 | 100 | 80 |
|---|---|---|---|---|
| Region I slope | 0.43 | 0.53 | 0.64 | 0.71 |
| Region II slope | 0.64 | 0.78 | 0.84 | 1.41 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. The Effect of Ultrafine-Grained Microstructure on Creep Behaviour of 9% Cr Steel. Materials 2018, 11, 787. https://doi.org/10.3390/ma11050787
Kral P, Dvorak J, Sklenicka V, Masuda T, Horita Z, Kucharova K, Kvapilova M, Svobodova M. The Effect of Ultrafine-Grained Microstructure on Creep Behaviour of 9% Cr Steel. Materials. 2018; 11(5):787. https://doi.org/10.3390/ma11050787
Chicago/Turabian StyleKral, Petr, Jiri Dvorak, Vaclav Sklenicka, Takahiro Masuda, Zenji Horita, Kveta Kucharova, Marie Kvapilova, and Marie Svobodova. 2018. "The Effect of Ultrafine-Grained Microstructure on Creep Behaviour of 9% Cr Steel" Materials 11, no. 5: 787. https://doi.org/10.3390/ma11050787