This section presents and discusses the results achieved after conducting the experimental steps included in the methodology outlined in
Figure 1. Therefore, determining the particle size distribution and temperature achieved by the by-products is listed in
Figure 2. Those by-products prove to be suitable in terms of induction heating and were considered for the preparation of the asphalt mixture specimens in order to be healed in subsequent steps. The nomenclature used in this section for the by-products is consistent with that presented in
Figure 2 such that asphalt mixtures were named by adding “_M” to the abbreviation of the by-product(s) compounding them, e.g., a mixture including SB3 and SB5 was SB3_SB5_M.
3.1. Laboratory Tests
Table 3 gathers the particle size distribution (UNE 933-1) of all the by-products represented in
Figure 2 except MB5 and MB6 whose curves were not calculated due to their shape. This could be dangerous for the grinders. These particular by-products were characterized only with the support of a measurement gauge, which yielded average diameters of 2 mm and 6 mm, respectively.
One of the main premises of magnetic induction is that the smaller the ferromagnetic particle is, the more effective both their spread is and the achievement of homogenous temperatures across the mixtures. Nevertheless, the importance of the filler show that bitumen interaction limits the amount of filler that can be added to asphalt mixtures in order to not exceed the threshold that bitumen can accept.
In addition to the particle size distribution, the other vital premise to facilitate healing by magnetic induction is the ease of the by-products to be heated, which depends on their ferromagnetic characteristics. The quantification of the thermal capacity of the materials enabled separating those by-products that were unsuitable to perform as heating inductors from those demonstrating to be valid for substituting virgin metal particles. The very first sift consisted of passing an ordinary magnet over the by-products in order to check their ferromagnetic potential aprioristically. This simple test allowed discarding some of them for their subsequent use as heating inductors such as S1, DS1, DS2, MS1, MS2, and MS3, which proved to lack enough magnetic attractiveness. Moreover, machining shavings MS5 and MS6 were not considered either due to their shape, which made them considerably difficult to mix with the other components and produced notable irregularities when the mixtures were compacted.
The remaining materials were tested, which was illustrated in
Figure 3a. This yielded the results shown in
Figure 7, which demonstrate that the magnetic induction barely affected some of the by-products such as S3 and S4. Their almost null influence by Eddy currents demonstrated they lacked enough metallic particles and/or they were too impure to be successfully heated. Similarly, SB1 and MS4 exhibited both a weak heat capacity and an unsuitable particle size distribution for manufacturing the asphalt mixtures. Although the bronze foundry slags reached the highest temperature, this peak was concentrated only in a few particles. Consequently, S2 was discarded because of its lack of homogeneity and the reduced number of metallic particles spread across their samples.
3.2. Mixture Dosage Design and Specimen Preparation
The design of the mixture dosage in the volume was preceded by the determination of the specific weight of the by-products selected in the previous step, which resulted in values of 7.850 g/cm
3, 7.639 g/cm
3, 7.465 g/cm
3, 3.585 g/cm
3 and 2.875 g/cm
3 for REF, SB3, SB4, SB5 and S1, respectively. According to the nomenclature adopted for the by-products, the experimental mixtures were REF_M, SB3_M, SB3_SB5_M, SB4_SB5_M, and S1_SB3_M. Their bitumen contents and particle size distributions are shown in
Table 4.
Another important data point was the percentage of metal particles or by-products that compounded the mixtures. In REF_M, 5.0% of the mixture consisted of virgin steel grits (REF) while SB3_M, SB3_SB5, and S1_SB3_M contained 4.4%, 3.7% and 6.0% of sand blasting steel wastes (SB3). The latter two mixtures were also formed of 1.8% and 5.3% of sand blasting products (SB5) and green foundry slags (S1), respectively, which amounts to a total of 5.5% and 11.5% of by-products in the mixture. Lastly, SB4_SB5_M included 5.0% and 2.9% of sandblasting by-products (SB4 and SB5). Therefore, although the amount of inductors contained by each experimental mixture was different, their particle size distribution resembled that of REF_M, which enabled comparing the healing potential of virgin metallic particles and by-products in purpose-designed mixtures.
3.3. Healing Measurements Using a Break-Heal-Break Test
The break-heal-break test was applied to all the specimens of the five asphalt mixtures presented in
Table 4, according to the methodology explained through
Figure 5 and
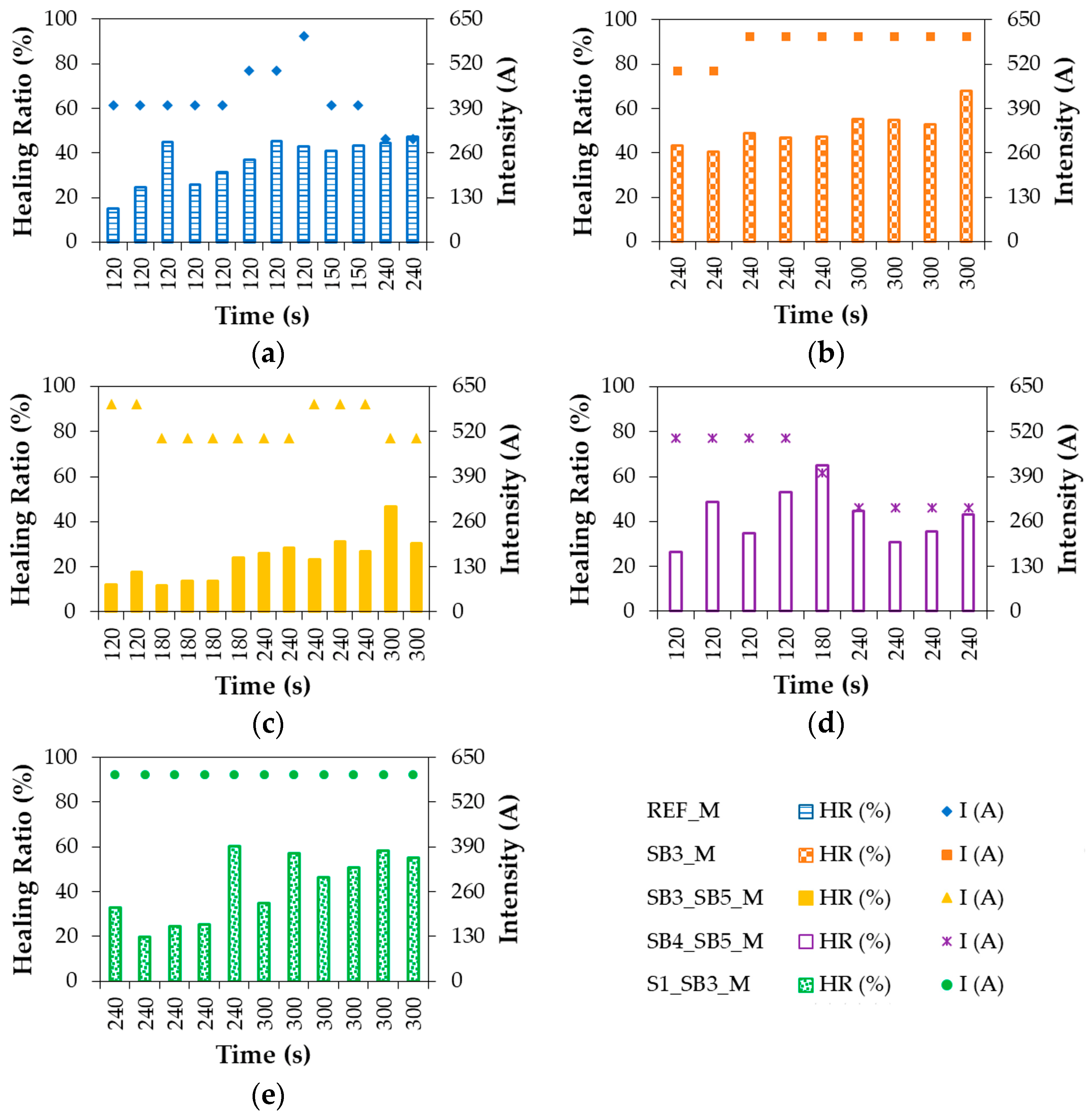
Figure 6 and Equation (2). The charts in
Figure 8 illustrate the most relevant data collected from this test including the healing ratio (
) achieved by the mixtures, the time (
) that the specimens were under induction (s), and the intensity (
) applied during this time (A). A time threshold of 300 s was established to prevent overextending the duration of the test in order not to compromise the efficiency of the healing process.
In the case of the REF_M (see
Figure 8a), there were some specimens tested over 120 s with intensities ranging between 400 A and 600 A. The trend in these specimens was to achieve a better healing ratio for a greater intensity. However, the surface temperature achieved by the samples under 500 A or 600 A exceeded 150 °C, which is a value that could be dangerous for the bitumen properties. This fact led us to test other specimens using less intensity and more time such as those tested for 240 s and 300 A, which reached only 94 °C. However, this reached the highest
for this mixture (47%). A notable increase in the healing ratio was also produced when keeping intensity at 400 A and changing time from 120 s to 150 s.
In contrast, the application of intensities of 300 A and 400 A did not heat enough the specimens of SB3_M, which led the values of intensity used with this mixture to increase. Therefore, significant values were obtained when applying 500 A during 240 s, which reached a healing ratio of about 42% (see
Figure 8b). Surface temperature was around 90 °C, which enabled bitumen to flow (flow starts above 60 °C) without being burnt. Another group of specimens was tested by increasing intensity to 600 A and yielding a value of
of 47%. Lastly, a third group of specimens was subject to the experiment during 300 seconds with an intensity of 600 A, which produced the best healing ratios with average values of 55%. In this case, the results suggested a clear and direct relationship between time and intensity with
. Overall, it is important to mention that despite of the time invested on the test, the temperature reached for these samples was always under 130 °C.
Figure 8c indicated that the influence of time on the healing ratio for SB3_SB5_M was higher than in previous cases, according to the differences between the results achieved with 180 s/500 A, 240 s/500 A, and 240 s/600 A. The best values of
in this mixture were reached for 300 s and 500 A. However, they were far from those obtained for the remaining mixtures. The answer to this poor performance was found in the initial dosages where this mixture contained the lowest percentage of inductor particles, which were not enough to be properly spread over the mixture and made the healing process possible.
SB4_SB5_M is highlighted by the variability of results achieved by the specimens tested under the same conditions (see
Figure 8d). The healing ratios of the samples healed for 120 s and 500 A and ranged from 26 to 53% while those that healed for 120 s and 500 A resulted in values of
from 30 to 45%. Therefore, the identification of which parameter was more influential on the healing of this mixture was difficult. Instead, the properties of these specimens were found to hinder the correct heat distribution over the mixture and the flowing of bitumen along the cracks. According to the values compiled in
Figure 8d, the most effective combo for this mixture was 180 s and 400 A.
Finally, S1_SB3_M (see
Figure 8d) was tested using times between 240 s and 300 s and an intensity of 600 A. These parameters were used due to its similarities with SB3_SB5_M in terms of magnetic capacity and since both mixtures included sand blasting steel wastes as their main inductor. The general trend identified in the performance of these specimens suggested that the more time spent under induction, the higher the healing ratio is. The best results of
for this mixture were about 60%.
To further explore the variables affecting the healing ratios achieved in
Figure 8 by the mixtures listed in
Table 4,
Figure 9 shows the relationship of
with both the surface temperature achieved during the test (
) and the product of time and intensity (
). Both aspects were merged because the combined effect of exposure and magnitude was expected to be proportionally related to the healing ratios obtained, which is demonstrated in
Figure 9a. On the contrary, the dispersion of the heating inductors across the mixtures was the reason behind the weak link between
and
revealed in
Figure 9b.
Figure 9c shows the loads needed to break each sample before healing such that the average values rounded 460 kgf for the reference mixture and exceeded 500 kgf for the experimental mixtures with SB3_SB5_M providing the highest breaking resistance.
3.4. Statistical Analysis
The results represented in
Figure 8 and
Figure 9 were analysed in statistical terms by starting with checking the normality of the data associated with the parameters (
,
,
,
,
) used to evaluate the five types of mixtures considered in
Table 4. The application of the Shapiro-Wilk test demonstrated that only
was normally distributed for all the mixtures (
p-value > 0.05 in all cases). However, its variance was heterogeneous according to the Levene’s test (
p-value < 0.05). Therefore, the inferential analysis was carried out through nonparametric tests.
The Kruskal-Wallis test was used to evaluate all the mixtures at once, which resulted in the
p-values listed in
Table 5. This provided evidence of the statistically significant differences between the five groups (<0.05). In view of these results, the Mann-Whitney U test was applied to determine the absence or presence of significant differences for each pair of groups. The
p-values compiled in
Table 5 demonstrated that only two duos of mixtures (REF vs. SB4_SB5 and SB3 vs. S1_SB3) were statistically similar across all the variables involved (>0.05). On the one hand, the metallic purity of the steel shot wastes in SB4_SB5 along with the particle size distribution of this mixture explained its resemblance to REF. On the other hand, the affinity between SB3 and S1_SB3 was caused by the presence of steel grit wastes as main inductors in both mixtures since S1 lacked magnetic attractiveness. The remaining results indicated that the values of
,
,
,
and
reached by the other pairwise comparisons were significantly different in the majority of cases.
In light of the outputs of the inferential analysis, both REF and SB3_M were combined with SB4_SB5_M and S1_SB3_M due to their respective similarity such that the final number of groups to evaluate using descriptive statistics was three (REF + SB4_SB5_M, SB3_M + S1_SB3_M, and SB3_SB5_M). The quantification of the relationships between the variables involved in the healing process for these groups resulted in the Pearson correlation coefficients shown in
Table 6.
These values suggested that the combined effect of time and intensity (
) provided the most solid positive correlation to
. This showed that the longer and more intense the heating process is, the higher the healing ratio of the asphalt mixtures is. This coupled variable also explained the negative relationship between
and
for SB3_SB5_M, i.e., high intensities might not result in high temperatures unless they are applied for extended time periods. Therefore, heating time emerged as the most decisive parameter to ensure the healing of asphalt mixtures. The results in
Table 6 also confirmed the uncertainty associated with the temperature achieved by the mixtures since this variable strongly depends on the distribution of the heating inductors across them, which hinders the existence of significant correlations for
.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}