1. Introduction
Cellulose nanocrystals (CNCs) are nanomaterials with potential application as reinforcement fillers, additives, or templates for the development of renewable and high-performance composite materials [
1]. CNCs can be isolated from various cellulosic feedstocks, with variable dimensions depending on the source material (
Table 1). In general, the nanoscale size and high crystallinity of CNCs allow the particles to exhibit a high surface area and excellent mechanical properties, respectively [
2,
3]. In addition, CNCs have low density, ideal for the reinforcement of light weight composite materials that can substitute non-renewable parts used in the automotive and aviation industries [
4]. As additives, CNCs can improve the rheological properties of products in the oil drilling, aviation, pharmaceutical, food, cosmetics, and paint industries [
5,
6,
7].
Acid hydrolysis with sulfuric (H
2SO
4) [
14,
15,
16] or hydrochloric (HCl) acid [
17,
18] is the most common method for isolating CNCs [
19]. The strong acid degrades the readily accessible glycosidic bonds in the less ordered cellulose chains, whereas the tightly packed highly crystalline region remains recalcitrant as it limits the penetration of acid and water [
20]. Therefore, acid hydrolysis stabilizes over time and releases homogenous size fragments, which are thought to correspond to the native size of the crystals with the highest level of ordering [
21]. The type of acid used for extracting CNCs can affect the characteristics of the final CNC product. When sulfuric acid is used, sulphate groups from the acid esterifies the free hydroxyl groups on the surface of the CNC [
22]. Negative charges on the surface create an electrostatic repulsion force that maintains a stably dispersed CNC colloid in non-acidic aqueous solutions [
23]. In contrast, HCl-hydrolyzed CNCs have relatively low concentrations of strong and weak acid groups bound on the surface that allow the crystals to aggregate and flocculate due to van der Waals attraction in aqueous solutions [
17]. This is relevant for reinforcement applications because when particles self-aggregate, the high surface area that allow CNCs to bond with the matrix and impart strong mechanical properties is compromised [
3].
High production cost is one of the issues limiting the incorporation of CNC into commercial products [
1]. Efforts have been made to improve yields from acid hydrolysis and reduce energy requirements of mechanical processes by introducing a cellulase enzymatic treatment process [
24,
25,
26,
27]. Three classes of cellulases work synergistically to hydrolyze cellulose by first opening up the chain with endoglucanases, followed by the more aggressive exoglucanase hydrolysis of the polymer to cellobiose sugar, which is solubilized to glucose with
β-glucosidase [
28]. Modifications in the structure by enzymatic hydrolysis of the less ordered cellulose to glucose facilitates the CNC isolation processes. However, few studies have integrated cellulose nanoparticle production with co-generation of fermentable sugars, whereby significant yields from enzymatic hydrolysis can generate additional revenue. Zhu et al. [
29] and Song et al. [
30] treated wood pulp with cellulases to recover sugars for ethanol fermentation and recalcitrant crystalline solid for isolating cellulose nanofibrils (0.5–1 µm long and 5–20 nm in diameter) via mechanical homogenization and sonication, respectively. We reported our findings on the co-generation of CNCs and sugars from an enzymatically-mediated acid hydrolysis process [
31]. The study demonstrated the potential for recovering fermentable sugars with variable yields (24–56 wt %) by manipulating the enzymatic hydrolysis period. CNC recovery from acid hydrolysis of enzyme-treated feedstock nearly doubled compared with the untreated feedstock. The enzymatic treatment was suggested to concentrate the crystalline cellulose fractions as less ordered cellulose was preferentially degraded in the feedstock. Further characterization studies are required to verify this interpretation. These findings from the enzymatically-mediated CNC production process demonstrate that the cost of acid hydrolysis can be reduced and a sustainable cellulosic ethanol production strategy can be developed. In order to further improve the system and fully realize these prospects, understanding the effect of the enzymatic treatment on the fiber and assessing the quality of CNCs isolated from the CNC/fermentable sugar co-production as a biorefining strategy are vital.
In the present study, enzyme-treated celluloses and CNCs generated from respective feedstocks via acid hydrolysis were characterized with the objectives of (1) deciphering the mechanism of enzymatic degradation from scanning electron microscopy, pulp quality monitoring system and X-ray diffraction pattern analyses, and (2) assessing the effect of enzymatic treatment on the hydrodynamic diameter, dimensions (length, and width), degree of crystallinity, and colloidal stability of CNCs from dynamic light scattering, transmission electron microscopy, X-ray diffraction pattern, and zeta potential analyses, respectively.
2. Materials and Methods
Whatman No.1 filter paper (Fisher Scientific Company, Whitby, ON, Canada) and northern bleached hardwood kraft pulp (provided by Alberta Pacific Forest Industries Inc., Al-Pac, Edmonton, AB, Canada) were studied as model and industrial (CNC pilot plant at InnoTech Alberta, Edmonton, AB, Canada) cellulosic feedstocks, respectively. Samples of washed and freeze-dried fibers that were treated with a cellulase cocktail (NS 51129, Novozymes A/S, Bagsvaerd, Denmark) and CNCs isolated by acid hydrolysis (64% H
2SO
4 w/
w, 45 °C, 2 h) generated from experiments described in our previous study [
31] were characterized. Sodium chloride was purchased from Fisher Scientific Company (Whitby, ON, Canada).
Retsch ZM 200 Ultra Centrifugal Mill (Newton, PA, USA) was used to generate powder samples for the X-ray powder diffraction (XRD) study. Rigaku Ultima IV diffractometer (Rigaku Corporation, Tokyo, Japan), at the nanoFAB fabrication and characterization center (University of Alberta), was used to analyze the degree of crystallinity from XRD spectra. Pulp quality monitoring system (PQM 1000, Metso Sweden AB, Sundsvall, Sweden) was used to measure fiber dimension and length distribution. Messmer pulp disintegrator MK111C (Messmer Instruments Ltd., Gravesend, UK) was used to disintegrate the original, untreated feedstock. Malvern Zetasizer Nano-ZS (Malvern Panalytical Ltd., Almelo, Netherlands) was used for hydrodynamic diameter and surface charge analyses. Access to the disintegrator, PQM system and Zetasizer were kindly facilitated by InnoTech Alberta (Edmonton, AB, Canada). Leica EM SCD005 (Leica Microsystems Inc., Wetzlar, Germany) was used to coat samples with carbon. Scanning electron microscope (SEM) (Carl Zeiss AG, Oberkochen, Germany) images were generated on a Zeiss Sigma 300 Variable Pressure-Field Emission (VP-FESEM) (Department of Earth and Atmospheric Sciences, University of Alberta). Philips/FEI, Morgagni 268 transmission electron microscope (TEM, Hillsboro, OR, USA), at the Advanced Microscopy Facility (Department of Biological Sciences, University of Alberta) was used for image analysis of CNCs. Thermogravimetric Analyzer Q50 (Thermal Analyzers, Newcastle, DR, USA), at the Lipid Chemistry Group Laboratory (Department of Agricultural, Food and Nutritional Science, University of Alberta), was used to for evaluating thermal stability.
2.1. Fiber Structure and Dimensions
2.1.1. SEM Imaging
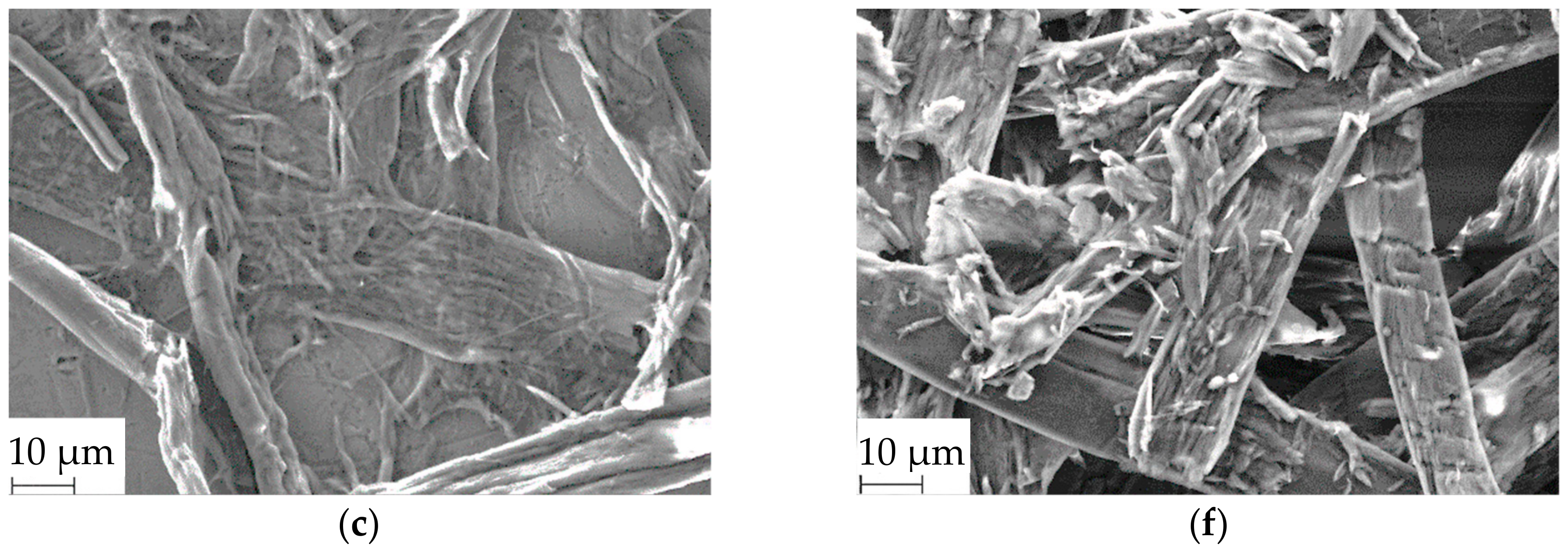
Enzyme-treated fiber samples were soaked in water (25 mg in 2.5 mL H2O, 1% w/v) and vortexed at high speed. A drop of the fiber suspension was mounted onto stubs and dried in a desiccator overnight. Samples were carbon coated and analyzed on SEM, whereby electrons were accelerated at 10 kV and images were magnified 1000×.
2.1.2. Image Analysis on Pulp Quality Monitoring System
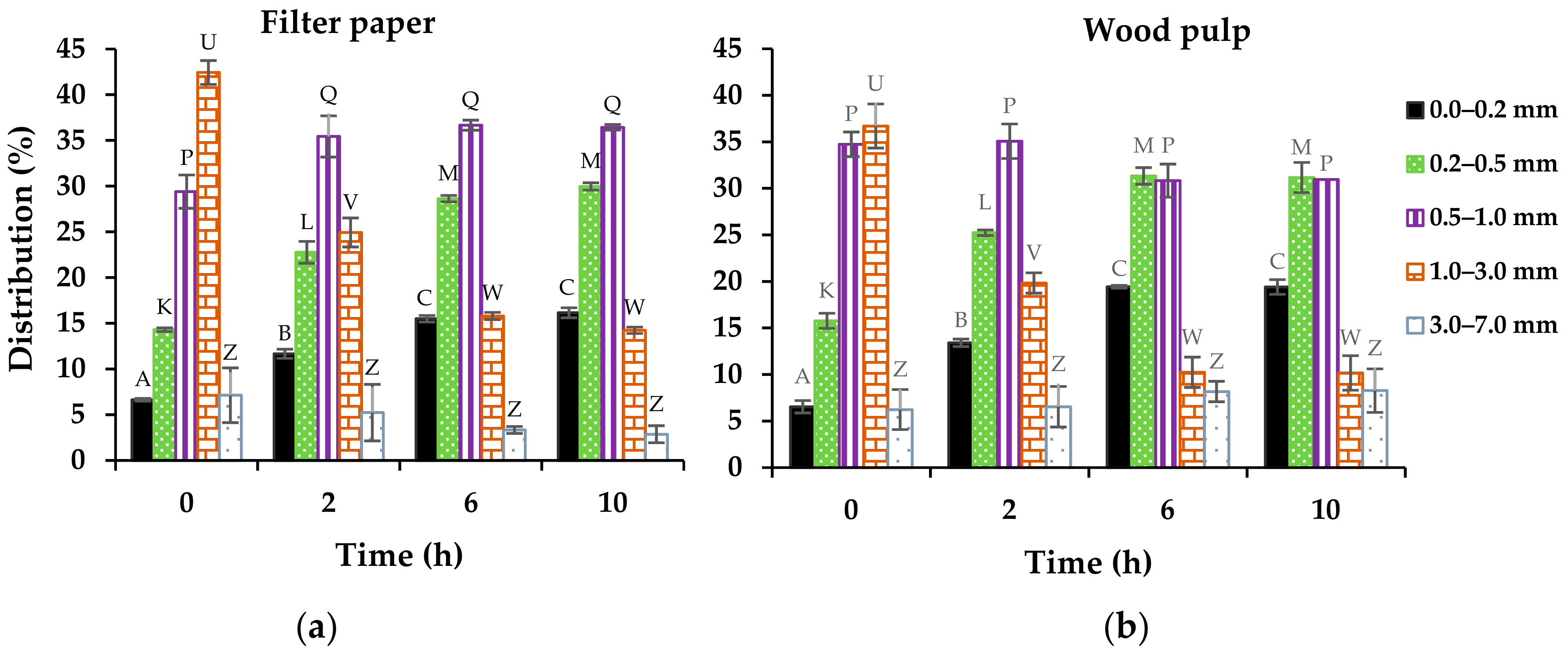
Original, untreated filter paper and wood pulp samples (0 h enzymatic treatment) were pre-soaked in water (24 g in 2 L H2O, 1.2% w/v) for 4 h. Since the fibers are intertwined in these feedstocks, a pulp disintegrator operating at 3000 rpm for 1 min was used to separate individual fibers. Enzyme-treated fibers were in powder form; hence, separation was simply conducted by stirring a fiber suspension (2 g in 200 mL H2O, 1% w/v) at low speed with a magnetic stirrer overnight.
The fiber suspensions were further topped up with water to a final volume of 600 mL and loaded into the PQM system to analyze the average length, width, and length distribution. The system measured the dimensions of fibers (70,000 to 240,000 counts) passing through a glass cell, based on image analysis of transmitted variable light beam distribution [
32].
2.2. CNC Particle Size and Zeta Potential Measurements
2.2.1. Dynamic Light Scattering
The hydrodynamic diameter and the colloidal stability of CNCs were estimated from dynamic light scattering and zeta potential analyses on a Malvern Zetasizer Nano-ZS.
Hydrodynamic Diameter
Small particles in colloid exhibit Brownian movement. When a colloid sample is scanned with a laser, the motion causes light scattering, whereby the intensity fluctuates over time. A translation diffusion coefficient (
Dt) can be derived from a correlation function (mathematical functions not shown here). This coefficient can be used to calculate the hydrodynamic diameter (
dH) of spherical particles using Stoke-Einstein relation in Equation (1):
where
k is the Boltzmann’s constant,
T is the absolute temperature, and η is the viscosity of the colloid [
33,
34].
CNC colloid was diluted with sodium chloride (10 mM NaCl) solution to provide final CNC and salt concentrations of 0.05 wt % and 5 mM NaCl, respectively. Salt was added to prevent overestimation of hydrodynamic diameter by increasing the ionic strength to reduce the thickness of the electric double layer surrounding the CNC particles [
35].
Colloid samples were loaded on a cuvette and scanned with a 633 nm light beam generated from a 4.0 mW He-Ne laser. The intensity of scattered light was measured with an avalanche photodiode detector positioned at 173° to estimate the light scattering intensity fluctuations.
Colloid Stability
Zeta potential is a good indicator of the stability of colloids based on electrostatic repulsive forces on the surface charges. When a colloid is subjected to an electric field, the particles move toward the opposite charge. While in motion, a hypothetical plane called the slipping plane is formed within the electric double layer between the moving charged particle and the dispersant layer. The potential difference formed at this plane is called the zeta potential. In estimating zeta potential, the particle velocity is derived from the frequency shift of the scattering light. Electrophoretic mobility (µ
e) is determined from the particle velocity (mathematical function not shown here) and is used to calculate zeta potential (ζ) from Henry’s equation:
where ε
r is the dielectric constant of the medium,
ε0 is the permittivity of vacuum,
f(
Ka) is Henry’s function, and η is the viscosity of the colloid [
34,
36].
An electric field was induced by an electrode (dip cell) inserted into the cuvette containing the same CNC colloid aliquot for hydrodynamic diameter analysis to estimate the frequency shift of the scattering light.
Light scattering data were automatically analyzed and computed on the built-in Zetasizer software to generate hydrodynamic diameter and zeta potential estimations.
2.2.2. Particle Size from TEM Analysis
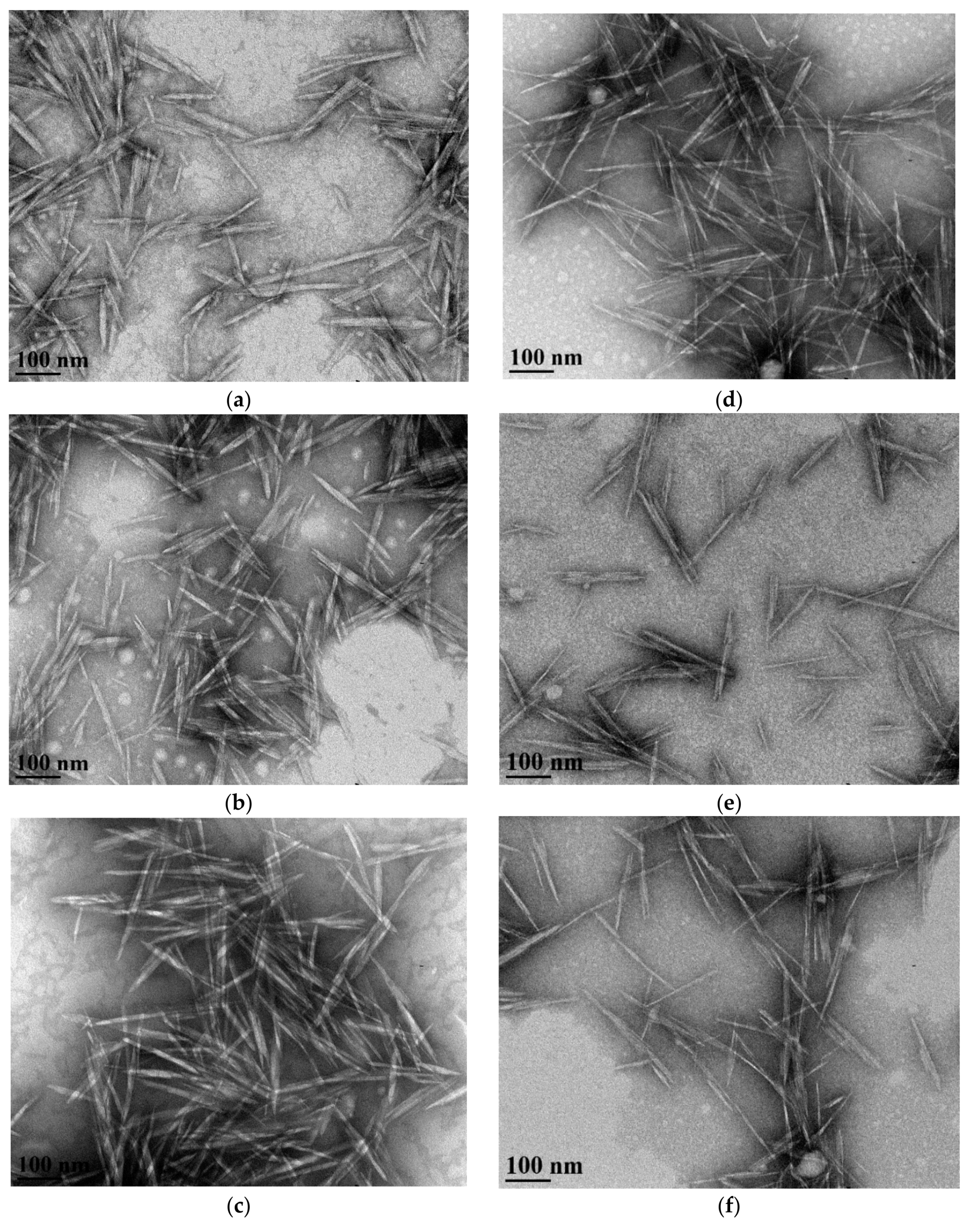
A CNC sample (freeze-dried for long term storage from an aliquot CNC colloid generated in the previous study [
31]) was re-suspended in water (0.1 g in 100 mL H
2O, 0.1%
w/
v) and sonicated for 15 min. A droplet of the CNC colloid was mounted on a copper grid (300 mesh) coated with formvar film (Ted Pella Inc., Redding, CA, USA) for 20–30 min. Excess liquid was removed with filter paper and the grid was negatively stained with phospho-tungstic acid (2%
w/
v) for 15 s. Excess stain was removed with filter paper and the copper grid was loaded on a TEM operating at 80 kV electron speed and 110,000× magnification. Length and width of well separated CNC rods (total count of 75 from all triplicates), with distinguishable tip ends and widths, were analysed using image J software (National Institute of Health, Rockville, MD, USA). A straight line tool, standardized by the scale bar generated from the TEM micrograph, was used for manual measurement of individual particles on the software. The aspect ratio of an individual CNC particle was calculated from the ratio of the longest side to the shortest side.
2.3. Degree of Crystallinity of Fibers and CNCs
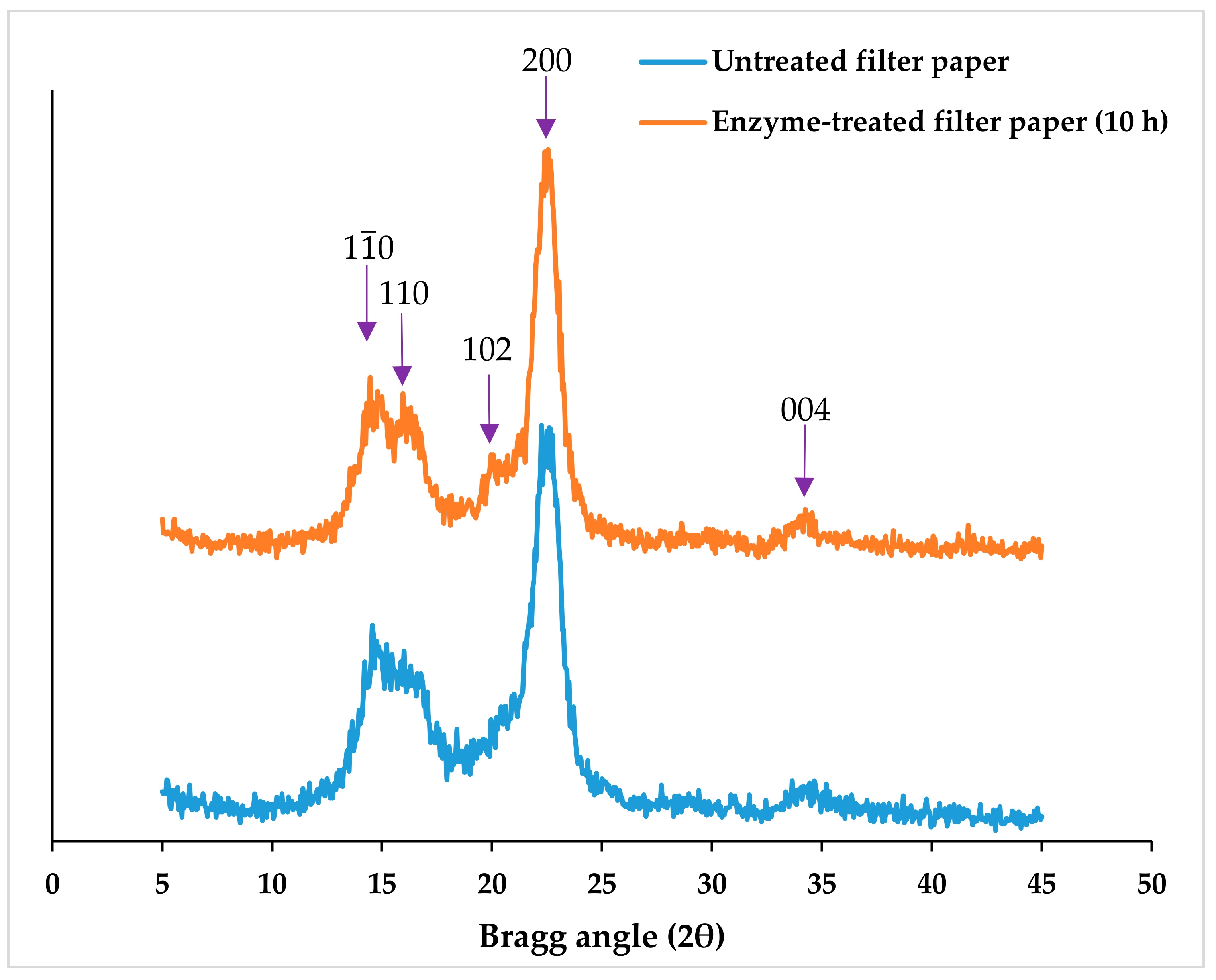
Fiber samples were powdered by milling at 8000 rpm and passed through 0.5 mm screen, whereas freeze-dried CNC was already in powdered form. The sample was scanned with an X-ray beam generated from a Cu tube (at 40 kV and 44 mA and controlled via 10 mm divergent slit), over 5°–45° Bragg angles (2θ) and at a scan speed of 2° per minute. The spectra were processed through JADE software (Jade Software Corporation Limited, Christchurch, Australia) to format and access the intensity measurements. The degree of crystallinity was assessed from the crystallinity index (%) that was calculated based on the peak height method using Equation (3) in which
Iam is the intensity count at the tip end of the minimum valley between the 110 and 200 planes (around 2θ = 18°) (
Figure 1), representing the less ordered cellulose, and
Itotal is the intensity count at the maximum height of the peak at 200 plane (2θ in the range between 22°–24°), representing both crystalline and less ordered cellulose [
37,
38].
2.4. CNC Thermogravimetric Analysis
The thermal stability of CNC particles was analysed on a Thermal Analyzer Q50. Freeze-dried CNC samples from filter paper (5–17 mg) and wood pulp (3–10 mg) were heated in a furnace under nitrogen gas (60 mL/minute flow rate), with temperature increasing at a rate of 10 °C/minute from room temperature up to 500 °C. The onset of degradation temperature (°C) was identified from the intersection of an initial line tangent to the constant weight line plot and a final line tangent to the infection point, implicating weigh loss from thermal degradation. The temperature (°C) at which the maximum rate of change in weight per temperature (%/°C) was attained from the derivative plot.
2.5. Data Analysis
All reported data (mean ± standard deviation) represent analyses from triplicate samples, unless specified. One-way ANOVA combined with Tukey’s test, at a 95% confidence interval (CI) was calculated to compare the means on Minitab 17 and 18 software, versions 17.3.1 and 18.1, respectively (Minitab Inc., State College, PA, USA). Outliers were detected from the data set using interquartile range test.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}