Effects of V and Co Element Addition on Microstructures and the Mechanical Properties of In Situ Biphasic Hybrid (TiCxNy–TiB2)/Ni Cermets


Abstract
:1. Introduction
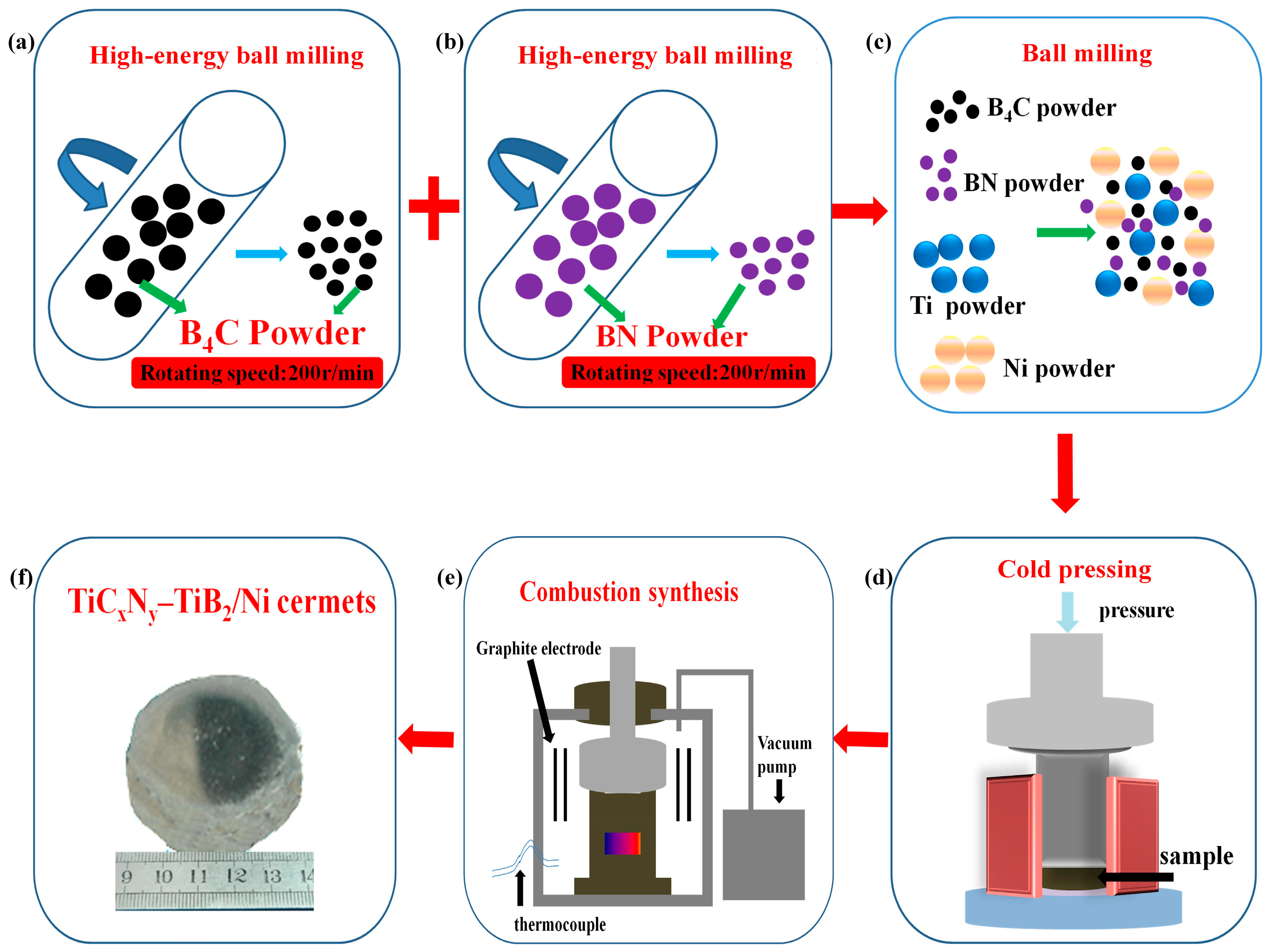
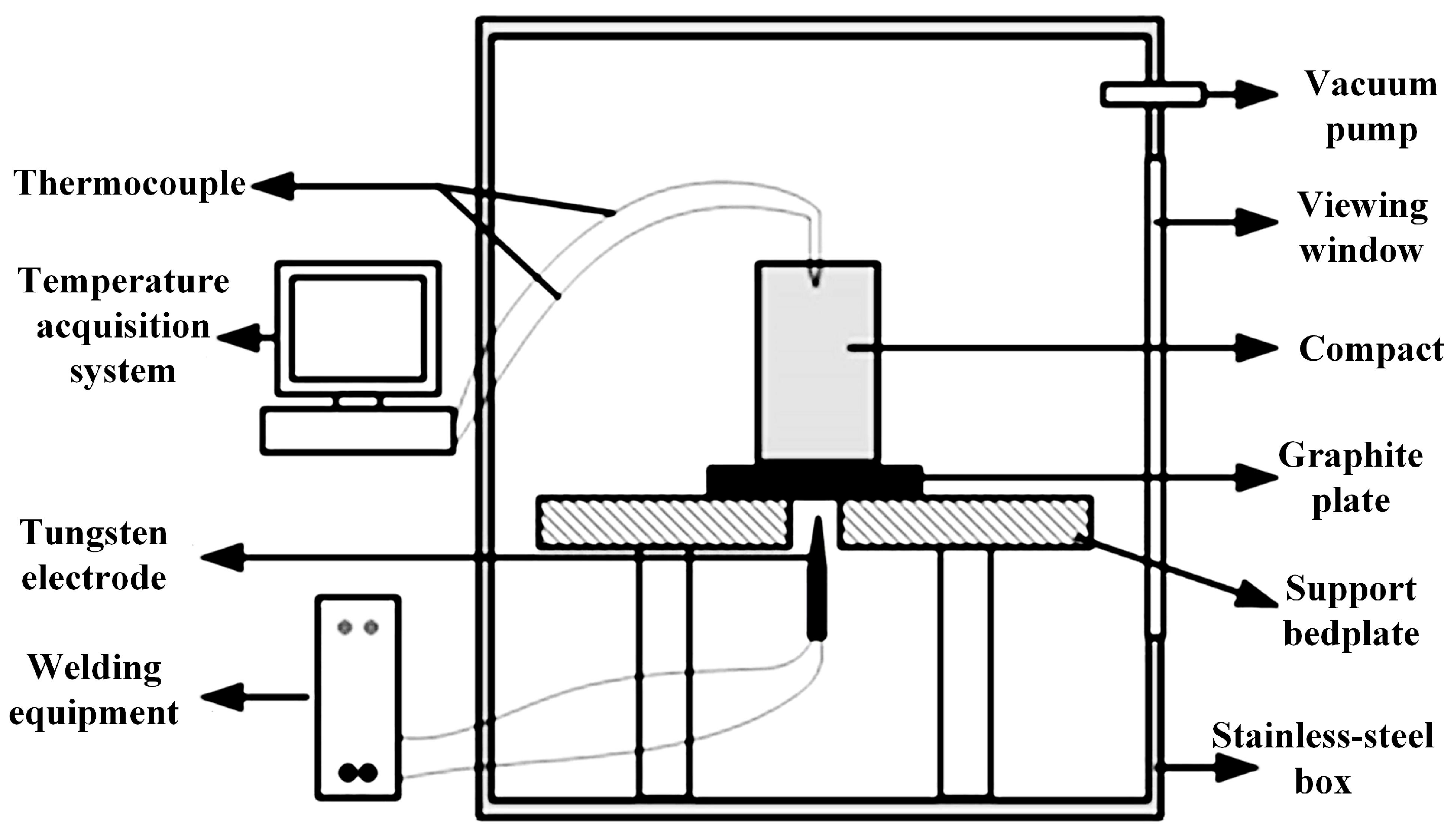
2. Experimental Procedures
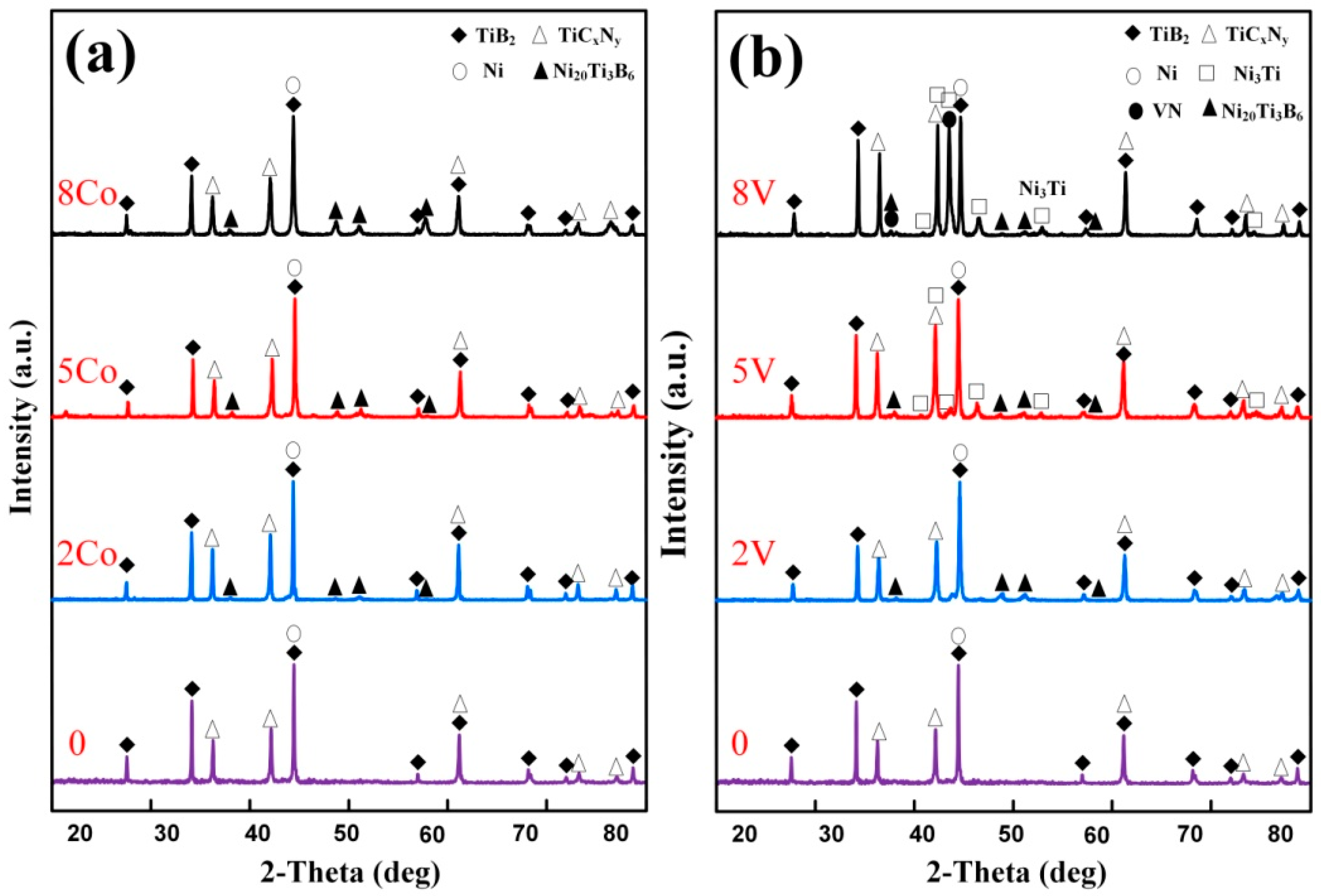
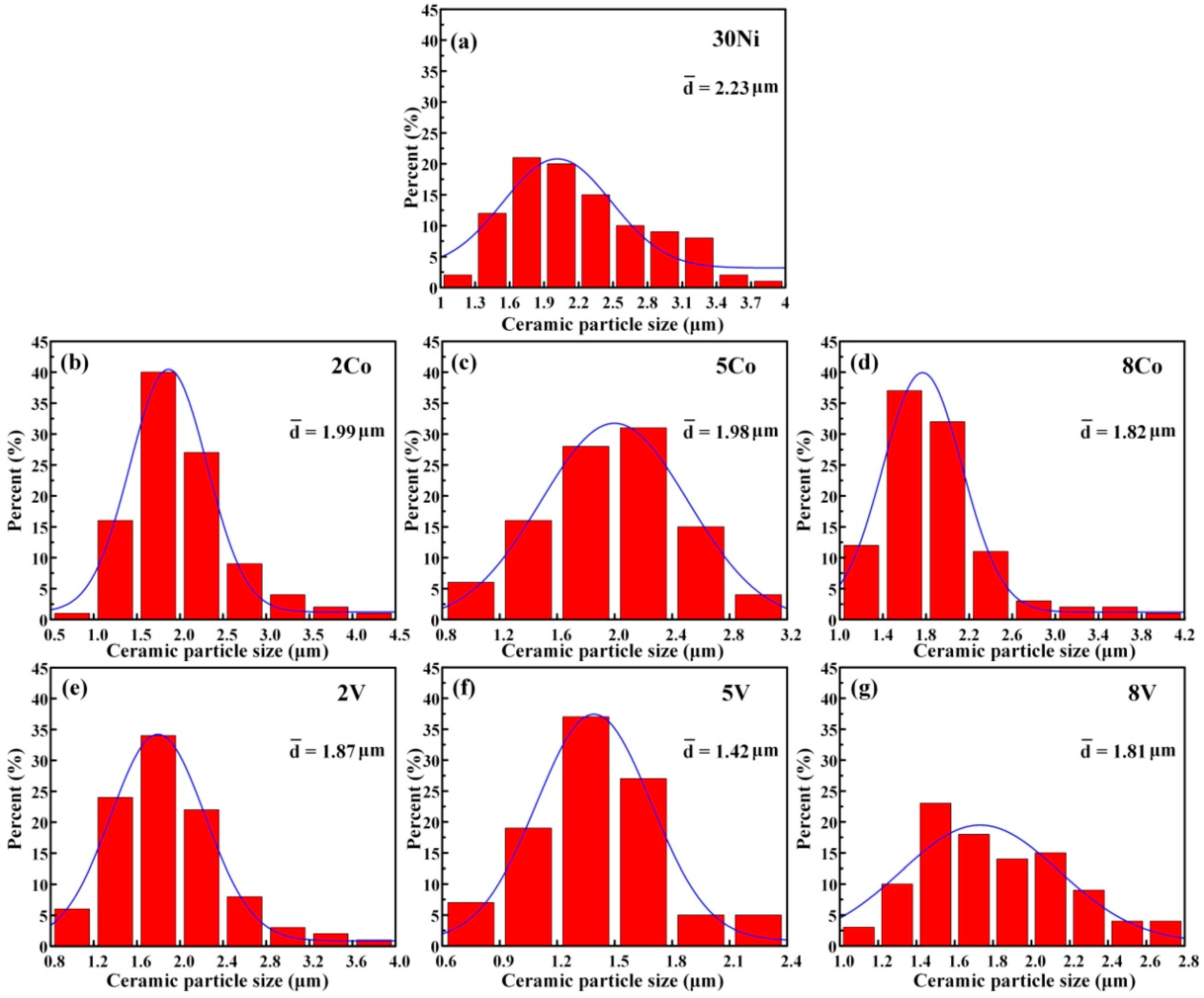
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhan, L.; Shen, P.; Jiang, Q.C. The mechanism of combustion synthesis of (TiCxNy–TiB2)/Ni from a Ni–Ti–C–BN system. Powder Technol. 2011, 205, 52–60. [Google Scholar] [CrossRef]
- Zhan, L.; Shen, P.; Yang, Y.F.; Zhang, J.; Jiang, Q.C. Self-propagating high-temperature synthesis of TiCxNy–TiB2 ceramics from a Ti–B4C–BN system. Int. J. Refract. Met. H 2009, 27, 829–834. [Google Scholar] [CrossRef]
- Xu, Q.Z.; Ai, X.; Zhao, J.; Zhang, H.S.; Qin, W.Z.; Gong, F. Effect of heating rate on the mechanical properties and microstructure of Ti(C,N)-based cermets. Mater. Sci. Eng. A 2015, 628, 281–287. [Google Scholar] [CrossRef]
- Zhai, W.; Song, X.; Li, T.; Yu, B.X.; Lu, W.H.; Zeng, K.Y. Ti reactive sintering of electrically conductive Al2O3–TiN composite: Influence of Ti particle size and morphology on electrical and mechanical properties. Materials 2017, 10, 1348. [Google Scholar] [CrossRef]
- Shu, S.L.; Yang, H.Y.; Tong, C.Z.; Qiu, F. Fabrication of TiCx-TiB2/Al composites for application as a heat sink. Materials 2016, 9, 642. [Google Scholar] [CrossRef] [PubMed]
- Song, J.P.; Huang, C.Z.; Lv, M.; Zou, B.; Wang, S.Y.; Wang, J.; An, J. Effects of TiC content and melt phase on microstructure and mechanical properties of ternary TiB2-based ceramic cutting tool materials. Mater. Sci. Eng. A 2014, 605, 137–143. [Google Scholar] [CrossRef]
- Zhao, G.L.; Huang, C.Z.; Liu, H.L.; Zou, B.; Zhu, H.T.; Wang, J. Microstructure and mechanical properties of hot pressed TiB2–SiC composite ceramic tool materials at room and elevated temperatures. Mater. Sci. Eng. A 2014, 606, 108–116. [Google Scholar] [CrossRef]
- Xu, Q.Z.; Zhao, J.; Ai, X.; Qin, W.Z.; Wang, D.W.; Huang, W.M. Effect of Mo2C/(Mo2C+WC) weight ratio on the microstructure and mechanical properties of Ti(C,N)-based cermet tool materials. J. Alloy. Compd. 2015, 649, 885–890. [Google Scholar] [CrossRef]
- Zhao, Q.; Liang, Y.H.; Zhang, Z.H.; Li, X.J.; Ren, L.Q. Study on the impact resistance of bionic layered composite of TiC-TiB2/Al from Al-Ti-B4C system. Materials 2016, 9, 708. [Google Scholar] [CrossRef] [PubMed]
- Qiu, F.; Chu, J.G.; Hu, W.; Lu, J.B.; Li, X.D.; Han, Y.; Jiang, Q.C. Study of effect of Zr addition on the microstructures and mechanical properties of (TiCx–TiB2)/Cu composites by combustion synthesis and hot press consolidation in the Cu–Ti–B4C–Zr system. Mater. Res. Bull. 2015, 70, 167–172. [Google Scholar] [CrossRef]
- Yang, C.; Guo, H.; Mo, D.G.; Qu, S.G.; Li, X.Q.; Zhang, W.W.; Zhang, L.C. Bulk TiB2-based ceramic composites with improved mechanical property using Fe–Ni–Ti–Al as a sintering aid. Materials 2014, 7, 7105–7117. [Google Scholar] [CrossRef] [PubMed]
- Bazhin, P.M.; Stolin, A.M.; Konstantinov, A.S.; Kostitsyna, E.V.; Ignatov, A.S. Ceramic Ti-B composites synthesized by combustion followed by high-temperature deformation. Materials 2016, 9, 1027. [Google Scholar] [CrossRef] [PubMed]
- Deng, J.X.; Zhang, H.; Wu, Z.; Lian, Y.S.; Xing, Y.Q.; Li, S.P. Unlubricated friction and wear behaviors of Al2O3/TiC ceramic cutting tool materials from high temperature tribological tests. Int. J. Refract. Met. Hard Mater. 2012, 35, 17–26. [Google Scholar]
- Cao, X.Z.; Wang, C.; Shi, L.H.; Yang, H.; Xue, X.X.; Li, H.T. Effect of Ni addition on pressureless sintering of tungsten diboride. Int. J. Refract. Met. Hard Mater. 2013, 41, 597–602. [Google Scholar] [CrossRef]
- Liang, Y.H.; Zhao, Q.; Han, Z.W.; Zhang, Z.H.; Li, X.J.; Ren, L.Q. Microstructures and Wear Behavior of the TiC Ceramic Particulate Locally Reinforced Steel Matrix Composites from a Cu–Ti–C System. ISIJ. Int. 2015, 55, 319–325. [Google Scholar] [CrossRef]
- Qiu, F.; Gao, X.; Tang, J.; Gao, Y.Y.; Shu, S.L.; Han, X.; Li, Q.; Jiang, Q.C. Microstructures and tensile properties of Al–Cu matrix composites reinforced with nano-sized SiCp fabricated by semisolid stirring process. Metals 2017, 7, 49. [Google Scholar] [CrossRef]
- Wang, Y.H.; Kou, Z.L.; Liu, Y.J.; Liu, F.M.; He, D.W. Ti (C,N)-based cermets sintered under high pressure. Int. J. Refract. Met. Hard Mater. 2016, 54, 203–209. [Google Scholar] [CrossRef]
- Zhao, X.R.; Zuo, D.W.; Zhang, M.X.; Xu, F.; Feng, S.S. In situ production of ultra-fine Ti(C,N)-TiB2-Co cermets by reactive hot processing from the Co–Ti–C–BN system. Int. J. Refract. Met. Hard Mater. 2016, 55, 1–10. [Google Scholar] [CrossRef]
- Liu, C.; Lin, N.; He, Y.H. Influence of Mo2C and TaC additions on the microstructure and mechanical properties of Ti(C,N)-based cermets. Ceram. Int. 2016, 42, 3569–3574. [Google Scholar] [CrossRef]
- Zhao, G.L.; Huang, C.Z.; He, N.; Liu, H.L.; Zou, B. Microstructure and mechanical properties at room and elevated temperatures of reactively hot pressed TiB2-TiC-SiC composite ceramic tool materials. Ceram. Int. 2016, 42, 5353–5361. [Google Scholar] [CrossRef]
- Yang, W.Q.; Xing, L.L.; Lin, T.S.; He, P.; Lin, J.C.; Ma, X.F. Microstructural evolution and growth/degradation behavior of in situ TiB whiskers in ZrB2-SiC joints using Ti/Ni/Ti filler. J. Alloy. Compd. 2018, 744, 124–131. [Google Scholar] [CrossRef]
- Wolfrum, A.K.; Matthey, B.; Michaelis, A.; Herrmann, M. On the stability of c-BN-reinforcing particles in ceramic matrix materials. Materials 2018, 11, 255. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q.; Liang, Y.H.; Liu, Q.P.; Zhang, Z.H.; Yu, Z.L.; Ren, L.Q. Study on the mechanical properties of bionic coupling layered B4C/5083Al composite materials. Materials 2018, 11, 680. [Google Scholar] [CrossRef] [PubMed]
- Feng, L.C.; Guan, P.F.; Yu, X.M.; He, Y.Q. Microstructure and properties of thermal electrode material Si3N4–MoSi2 composite ceramics. Materials 2018, 11, 986. [Google Scholar] [CrossRef] [PubMed]
- Qiu, F.; Han, Y.; Cheng, A.; Lu, J.B.; Jiang, Q.C. Effect of Cr Content on the Compression Properties and Abrasive Wear Behavior of the High-Volume Fraction (TiC-TiB2)/Cu Composites. Acta. Metall. Sin (Engl. Lett.) 2014, 27, 951–956. [Google Scholar] [CrossRef]
- Lin, J.; Yang, Y.H.; Zhang, H.A.; Gong, J.F. Effects of CNTs content on the microstructure and mechanical properties of spark plasma sintered TiB2-SiC ceramics. Ceram. Int. 2017, 43, 1284–1289. [Google Scholar] [CrossRef]
- Gao, Y.Y.; Qiu, F.; Shu, S.L.; Wang, L.; Chang, F.; Hu, W.; Han, X.; Li, Q.; Jiang, Q.C. Mechanical properties and abrasive wear behaviors of in situ nano-TiCx/Al-Zn-Mg-Cu composites fabricated by combustion synthesis and hot press consolidation. Arch. Civ. Mech. Eng. 2018, 18, 179–187. [Google Scholar] [CrossRef]
- Liu, C.X.; Zhang, J.H.; Zhang, X.H.; Sun, J.L. Fabrication of Al2O3/TiB2/AlN/TiN and Al2O3/TiC/AlN composites. Mater. Sci. Eng. A 2007, 465, 72–77. [Google Scholar]
- Deng, Y.; Deng, L.; Xiong, X.; Ye, J.W.; Li, P.P. Physical properties and microstructure of Ti(CN)-based cermets with different WC particle size. Mater. Sci. Eng. A 2014, 616, 352–356. [Google Scholar] [CrossRef]
- Zhang, D.D.; Bai, F.; Wang, Y.; Wang, J.G.; Wang, W.Q. Grain refinement and mechanical properties of Cu–Cr–Zr alloys with different nano-sized TiCp addition. Materials 2017, 10, 919. [Google Scholar] [CrossRef] [PubMed]
- Huang, L.M.; Luo, L.M.; Cheng, J.G.; Zhu, X.Y.; Wu, Y.C. The influence of TiB2 content on microstructure and properties of W-30Cu composites prepared by electroless plating and powder metallurgy. Adv. Powder Technol. 2015, 26, 1058–1063. [Google Scholar] [CrossRef]
- Xu, Q.Z.; Ai, X.; Zhao, J.; Qin, W.Z.; Wang, Y.T.; Gong, F. Comparison of Ti(C,N)-based cermets processed by hot-pressing sintering and conventional pressureless sintering. J. Alloy. Compd. 2015, 619, 538–543. [Google Scholar] [CrossRef]
- Xu, Q.Z.; Ai, X.; Zhao, J.; Gong, F.; Pang, J.M.; Wang, Y.T. Effects of metal binder on the microstructure and mechanical properties of Ti(C,N)-based cermets. J. Alloy. Compd. 2015, 644, 663–672. [Google Scholar] [CrossRef]
- Li, P.; Zhou, W.C.; Zhu, J.K.; Luo, F.; Zhu, D.M. Influence of TiB2 content and powder size on the dielectric property of TiB2/Al2O3 composites. Scripta. Mater. 2009, 60, 760–763. [Google Scholar] [CrossRef]
- David Raja Selvam, J.; Dinaharan, I. In situ formation of ZrB2 particulates and their influence on microstructure and tensile behavior of AA7075 aluminum matrix composites. Int. J. Eng. Sci. 2017, 20, 187–196. [Google Scholar]
- Toozandehjani, M.; Matori, K.A.; Ostovan, K.A.; Aziz, S.A.; Mamat, M.S. Effect of milling time on the microstructure, physical and mechanical properties of Al-Al2O3 nanocomposite synthesized by ball milling and powder metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef] [PubMed]
- Tun, K.S.; Wong, W.L.E.; Nguyen, Q.B.; Gupta, M. Tensile and compressive responses of ceramic and metallic nanoparticle reinforced Mg composites. Materials 2013, 6, 1826–1839. [Google Scholar] [CrossRef] [PubMed]
- Qiu, F.; Tong, H.T.; Gao, Y.Y.; Dong, B.X.; Li, Q.; Jiang, Q.C. Microstructures and compressive properties of al matrix composites reinforced with bimodal hybrid in-situ nano-/micro-sized tic particles. Materials 2018, 11, 1824. [Google Scholar] [CrossRef] [PubMed]
- Radishevskaya, N.; Lepakova, O.; Karakchieva, N.; Nazarova, A.; Afanasiev, N.; Godymchuk, N.; Gusev, A. Self-propagating high temperature synthesis of TiB2-MgAl2O4 composites. Metals 2017, 7, 295. [Google Scholar] [CrossRef]
- Korosteleva, E.N.; Korzhova, V.V.; Krinitcyn, M.G. Sintering behavior and microstructure of TiC-Me composite powder prepared by SHS. Metals 2017, 7, 290. [Google Scholar] [CrossRef]
- Wang, Y.W.; Qiu, F.; Shu, S.L.; Lu, J.B.; Jiang, Q.C. Effect of Ni content on the compression properties and abrasive wear behavior of the(TiB2–TiCxNy)/Ni composites. Int. J. Refract. Met. H 2012, 34, 8–12. [Google Scholar] [CrossRef]
- Wang, Y.W.; Shu, S.L.; Qiu, F.; Zhou, D.S.; Wang, J.G.; Jiang, Q.C. Effect of W content on the compression properties and abrasive wear behavior of the (TiB2–TiCxNy)/(Ni+W) composites. Mater. Des. 2013, 45, 286–291. [Google Scholar] [CrossRef]
- Qiu, F.; Zuo, R.; Shu, S.L.; Wang, Y.W.; Jiang, Q.C. Effect of Al addition on the microstructures and compression properties of (TiCxNy–TiB2)/Ni composites fabricated by combustion synthesis and hot press. Powder Tech. 2015, 286, 716–721. [Google Scholar] [CrossRef]
- Ghidelli, M.; Sebastiani, M.; Johanns, K.E.; Pharr, G.M. Effects of indenter angle on micro-scale fracture toughness measurement by pillar splitting. J. Am. Ceram. Soc. 2017, 100, 5731–5738. [Google Scholar] [CrossRef]
- Hu, W.Q.; Huang, Z.Y.; Cai, L.P.; Lei, C.; Zhai, H.X.; Wo, S.S.; Li, X.K. In-situ TiC and γ-Ni3(Al,Ti) triggered microstructural modification and strengthening of Ni matrix composite by reactive hot-press sintering pure Ni and Ti2AlC precursor. J. Alloy. Compd. 2018, 747, 1043–1052. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Density | Hv | Kc (MPa·m1/2) | ||||
|---|---|---|---|---|---|---|---|
| Theoretical Density (g/cm3) | Measured Density (g/cm3) | Relative Density (%) | |||||
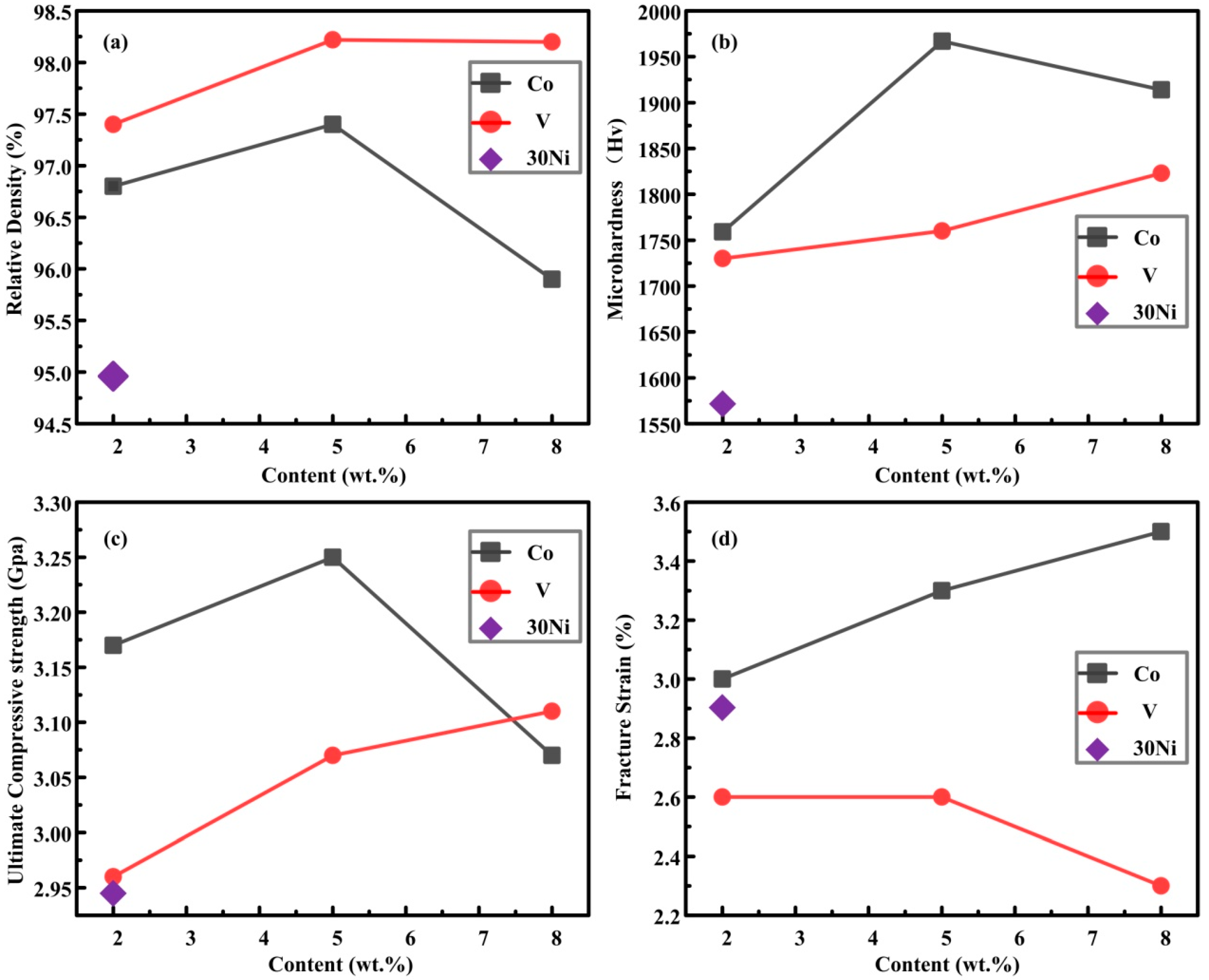
| 30 wt.% Ni | 5.52 | 5.24 | 94.8 | 1561 ± 31 | 6.05 ± 0.25 | ||
| 28 wt.% Ni + 2Co | 5.52 | 5.35 | 96.8 | 1759 ± 52 | 6.56 ± 0.18 | ||
| 25 wt.% Ni + 5Co | 5.52 | 5.39 | 97.4 | 1967 ± 40 | 6.97 ± 0.31 | ||
| 22 wt.% Ni + 8Co | 5.52 | 5.29 | 95.9 | 1914 ± 51 | 7.52 ± 0.33 | ||
| 28 wt.% Ni + 2V | 5.48 | 5.34 | 97.4 | 1730 ± 25 | 5.76 ± 0.25 | ||
| 25 wt.% Ni + 5V | 5.43 | 5.34 | 98.2 | 1760 ± 63 | 5.93 ± 0.16 | ||
| 22 wt.% Ni + 8V | 5.38 | 5.28 | 98.2 | 1823 ± 45 | 5.65 ± 0.17 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, F.; Duan, X.; Li, X.; Yang, H.; Wang, Y. Effects of V and Co Element Addition on Microstructures and the Mechanical Properties of In Situ Biphasic Hybrid (TiCxNy–TiB2)/Ni Cermets. Materials 2018, 11, 1750. https://doi.org/10.3390/ma11091750
Qiu F, Duan X, Li X, Yang H, Wang Y. Effects of V and Co Element Addition on Microstructures and the Mechanical Properties of In Situ Biphasic Hybrid (TiCxNy–TiB2)/Ni Cermets. Materials. 2018; 11(9):1750. https://doi.org/10.3390/ma11091750
Chicago/Turabian StyleQiu, Feng, Xiangzheng Duan, Xiujuan Li, Hongyu Yang, and Yawei Wang. 2018. "Effects of V and Co Element Addition on Microstructures and the Mechanical Properties of In Situ Biphasic Hybrid (TiCxNy–TiB2)/Ni Cermets" Materials 11, no. 9: 1750. https://doi.org/10.3390/ma11091750