Computed Tomography-Based Characterization of the Fatigue Behavior and Damage Development of Extruded Profiles Made from Recycled AW6060 Aluminum Chips



Abstract
:1. Introduction
2. Experimental Methodology
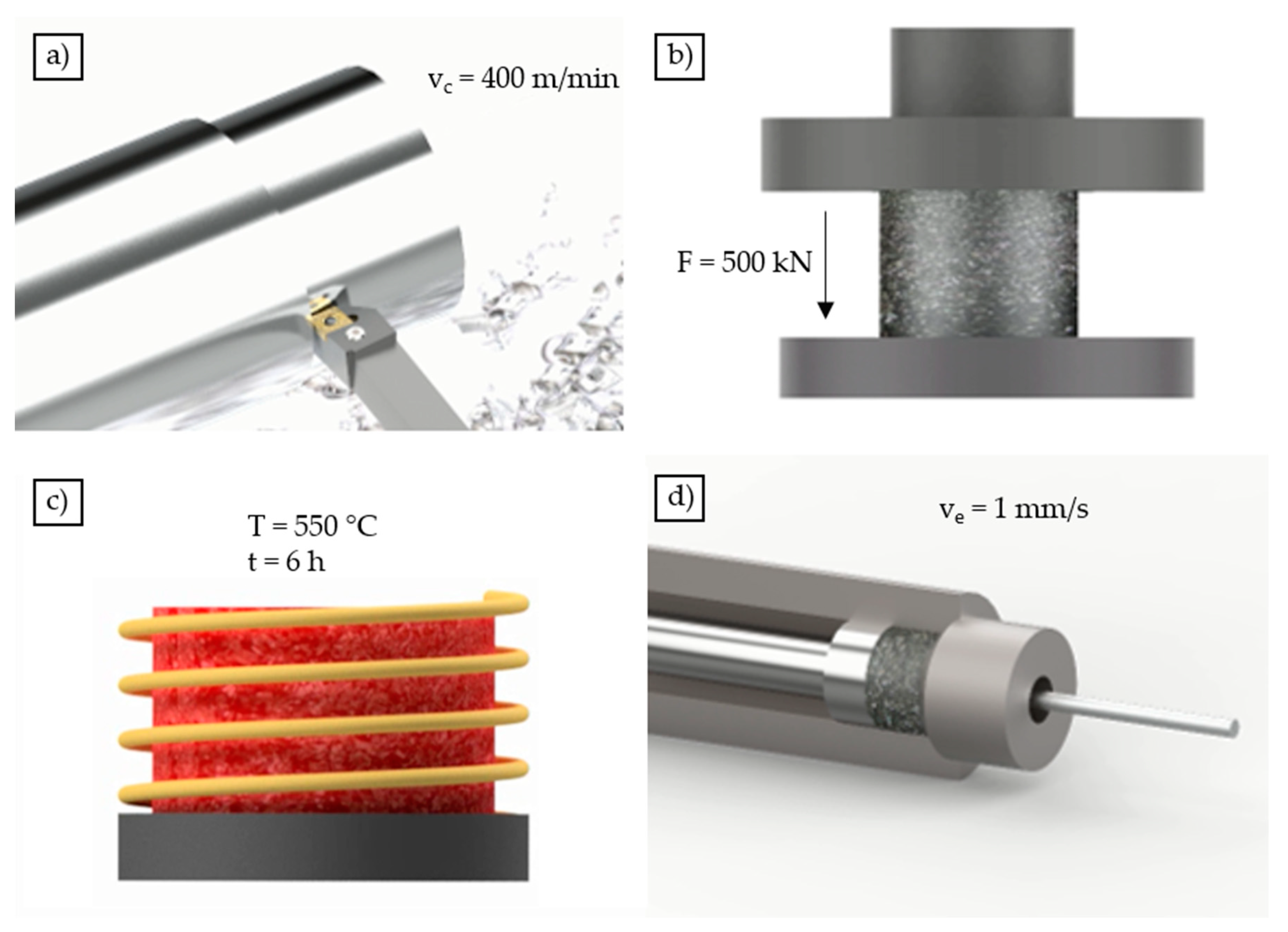
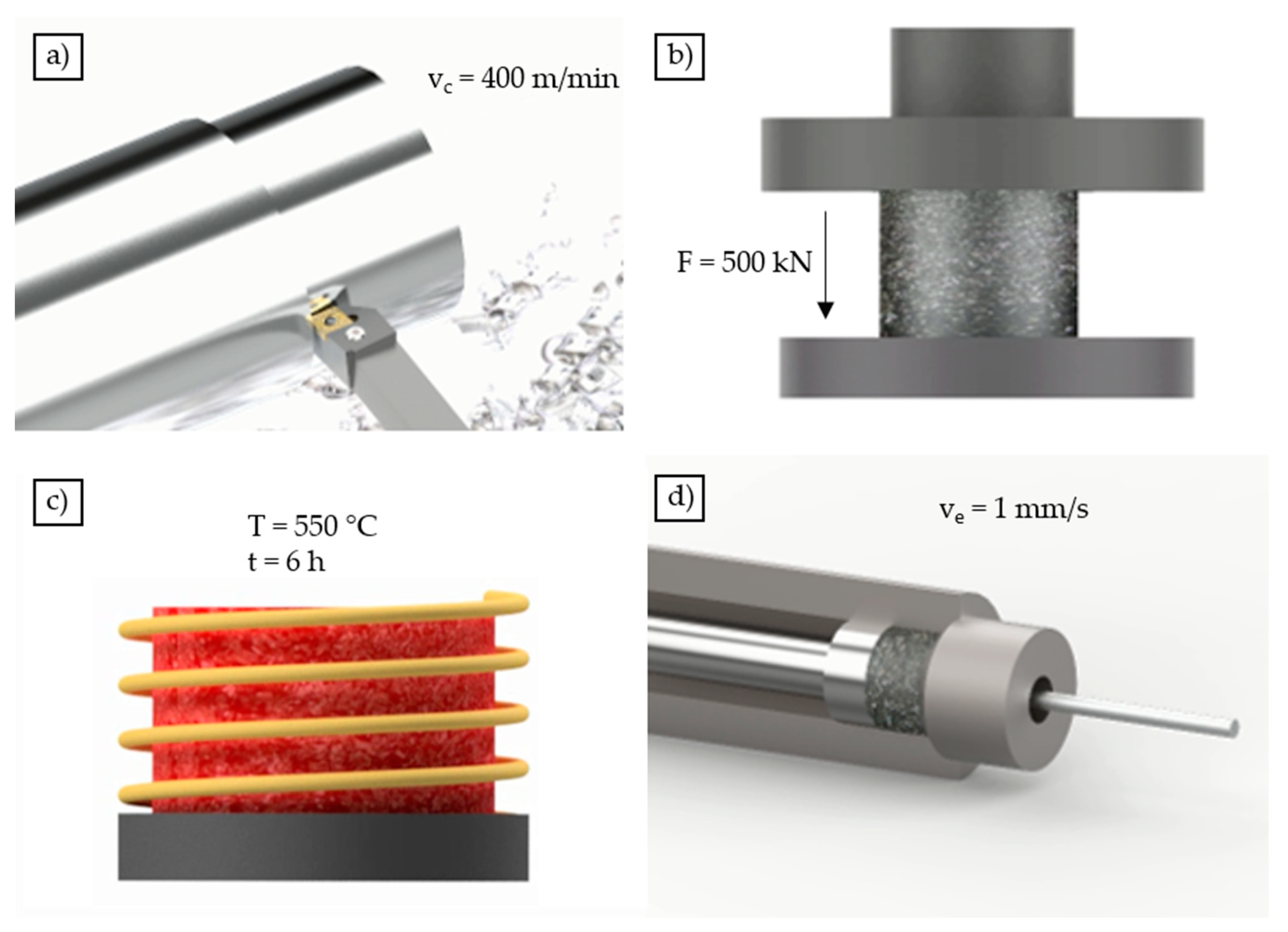
2.1. Material and Process Route
2.2. Metallography
2.3. Fractography
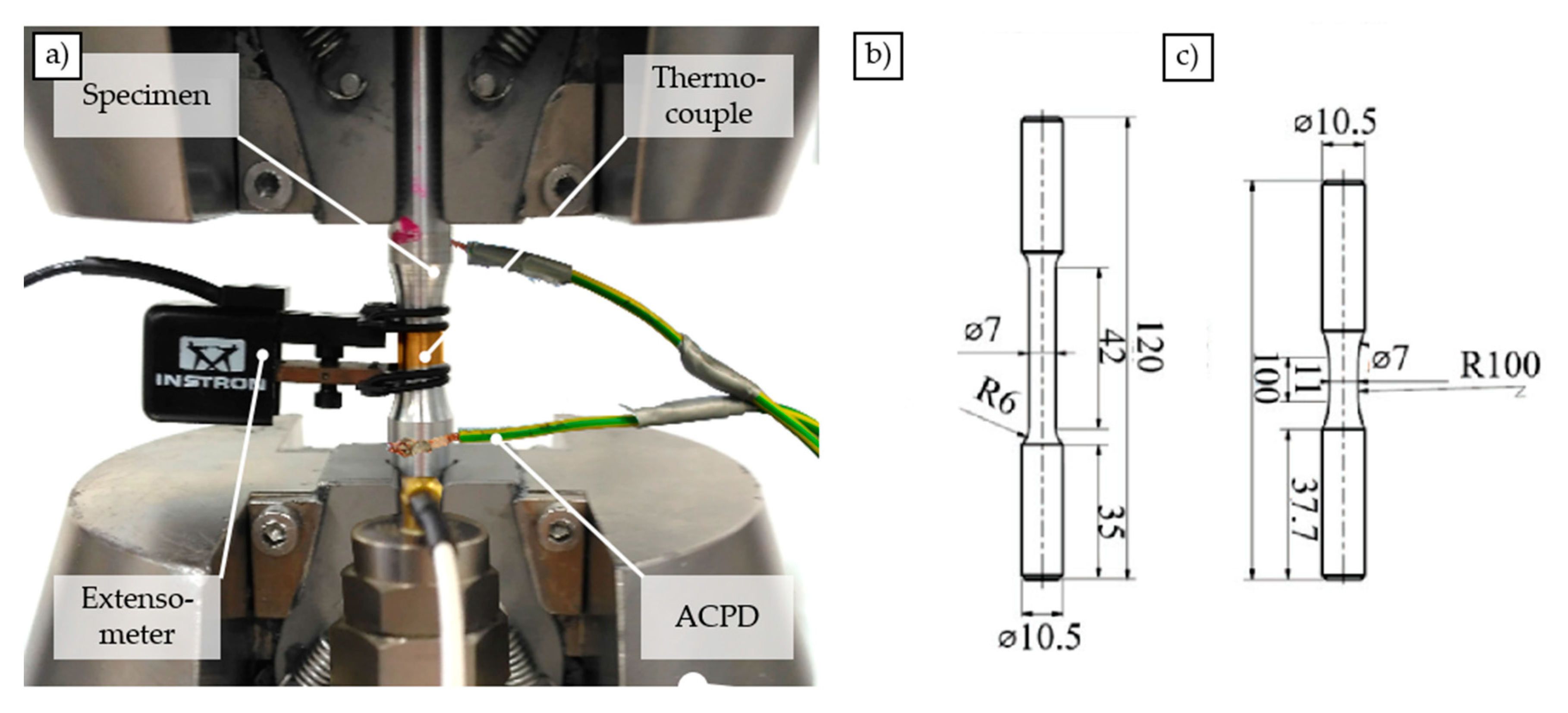
2.4. Mechanical Testing
2.4.1. Tensile Tests
2.4.2. Fatigue Tests
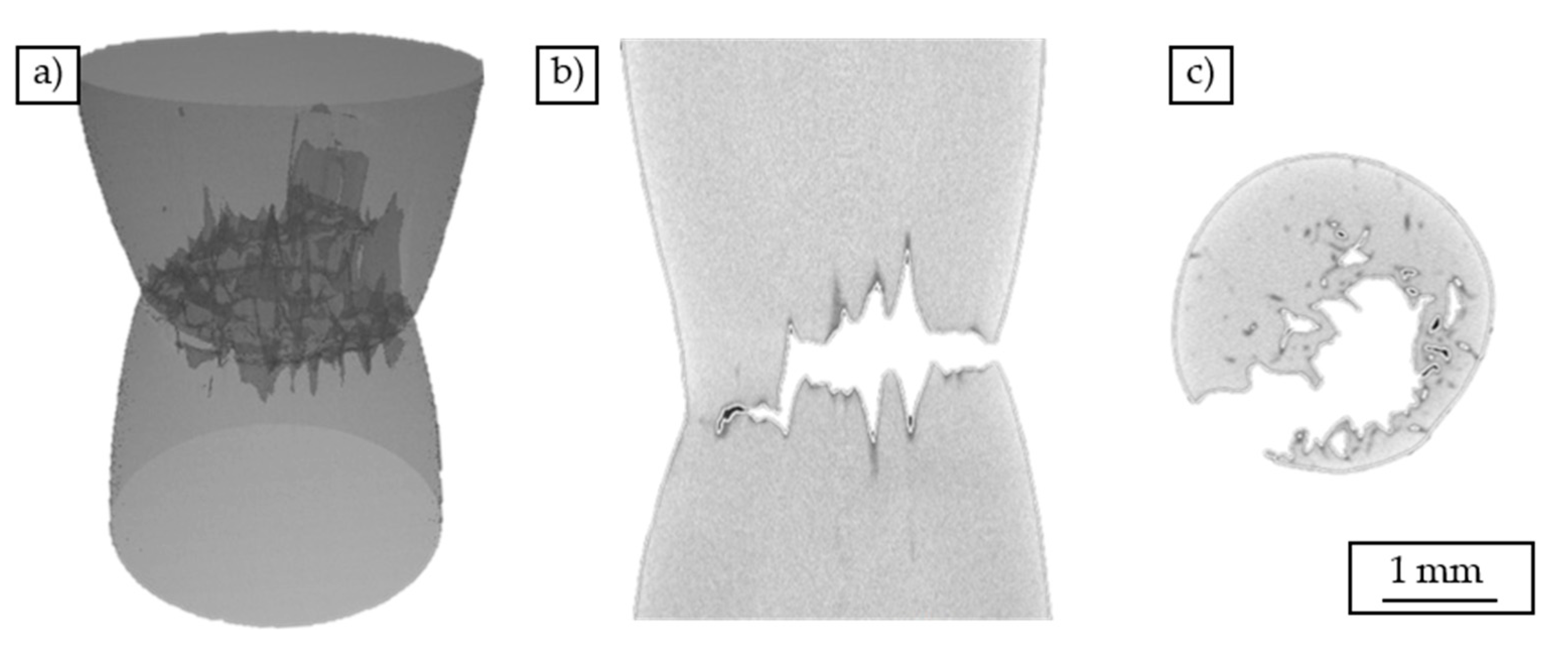
2.5. Computed Tomography-Based Defect Analyses
3. Results and Discussion
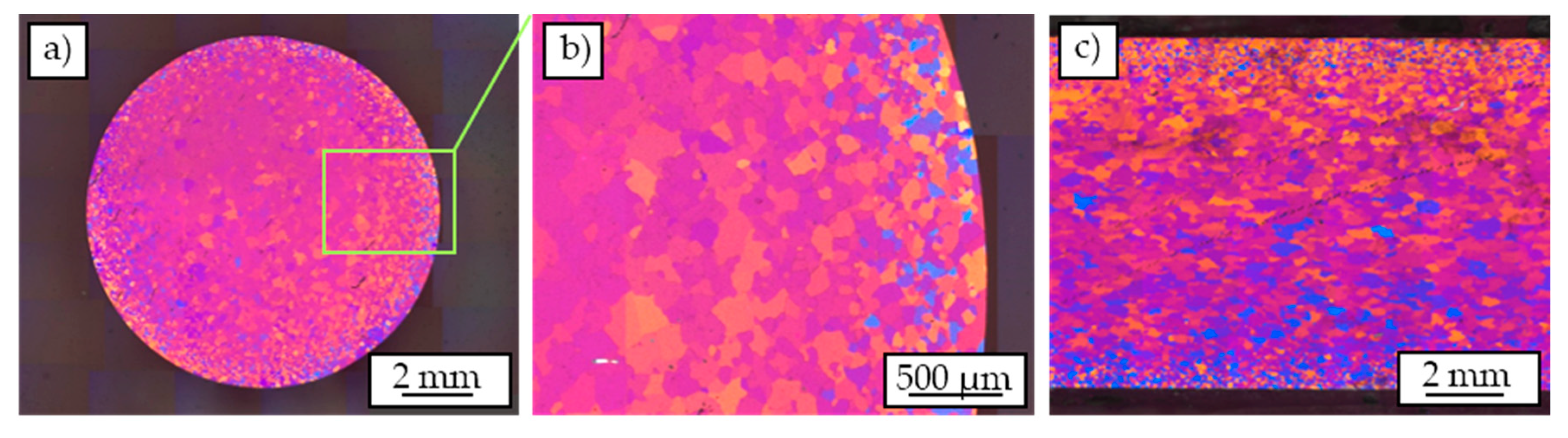
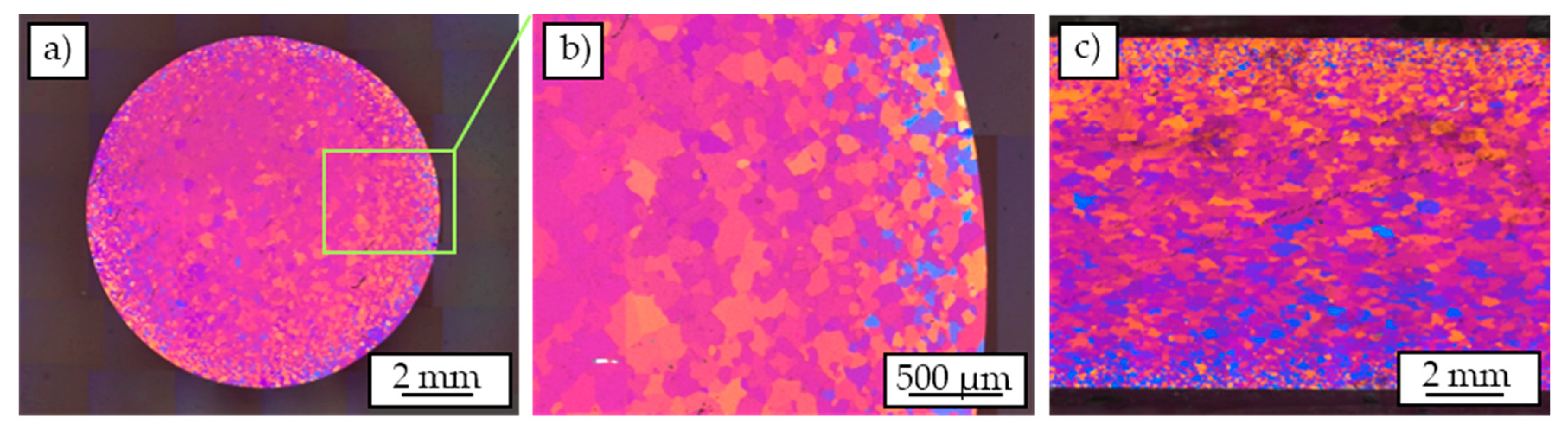
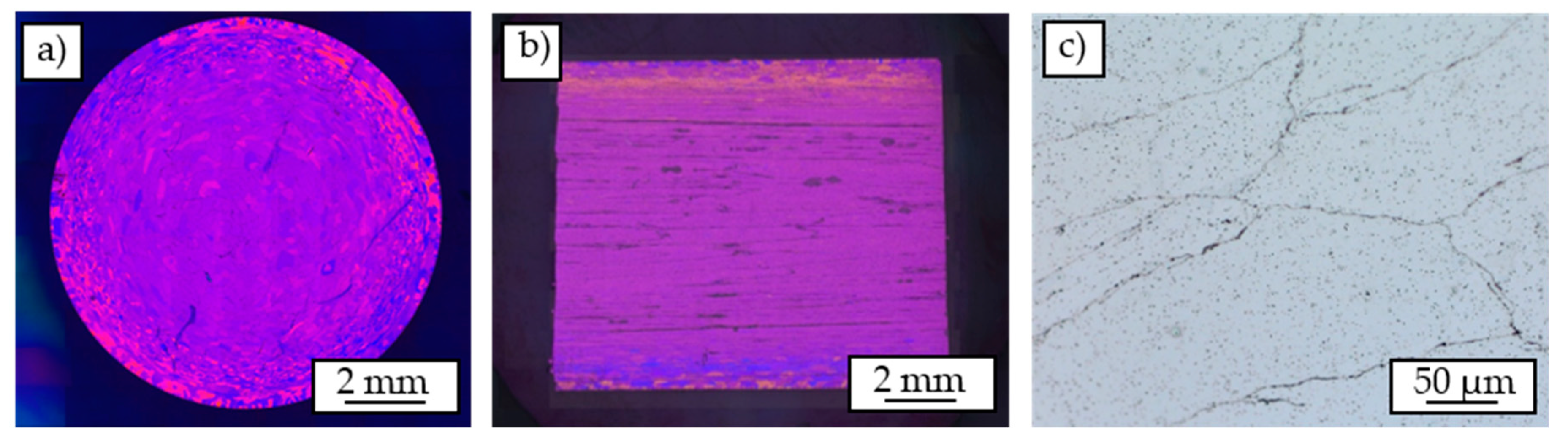
3.1. Metallographic Investigations
3.2. Results of Tensile Tests
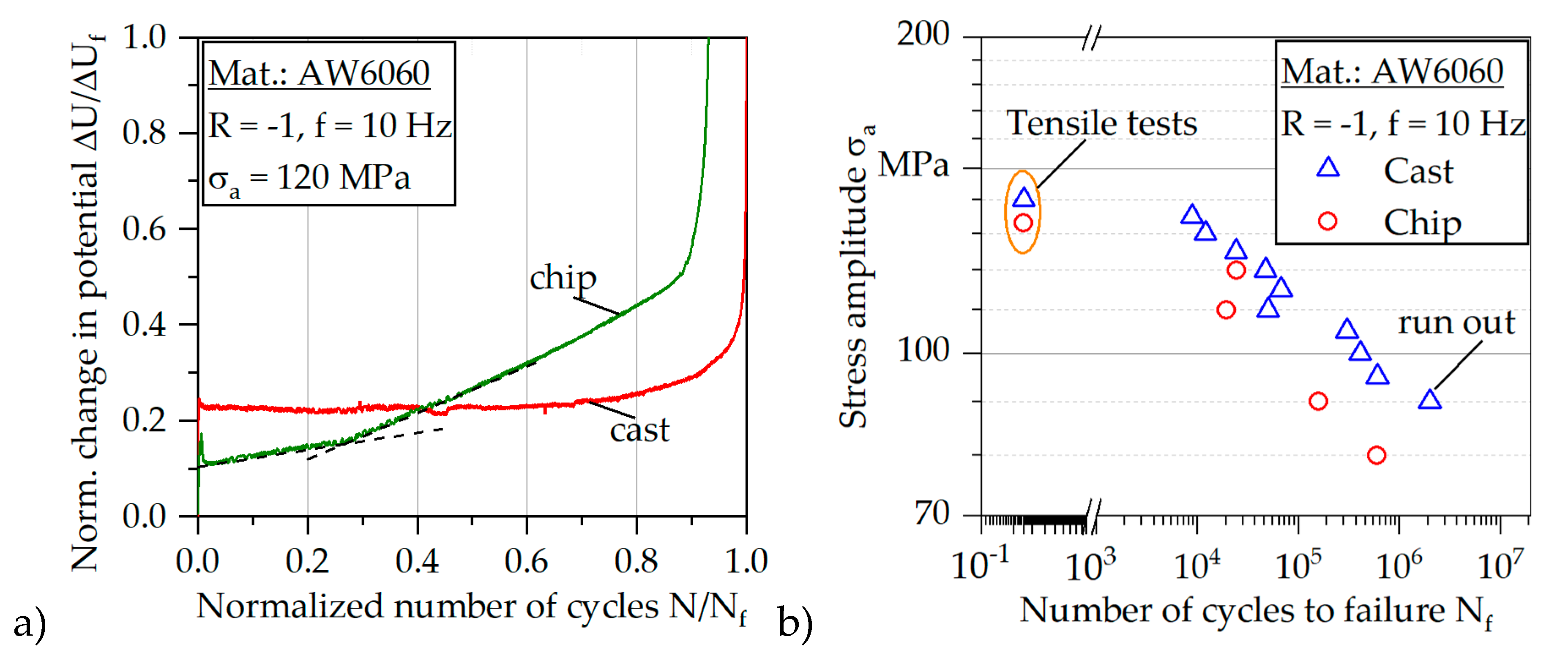
3.3. Results of Fatigue Tests
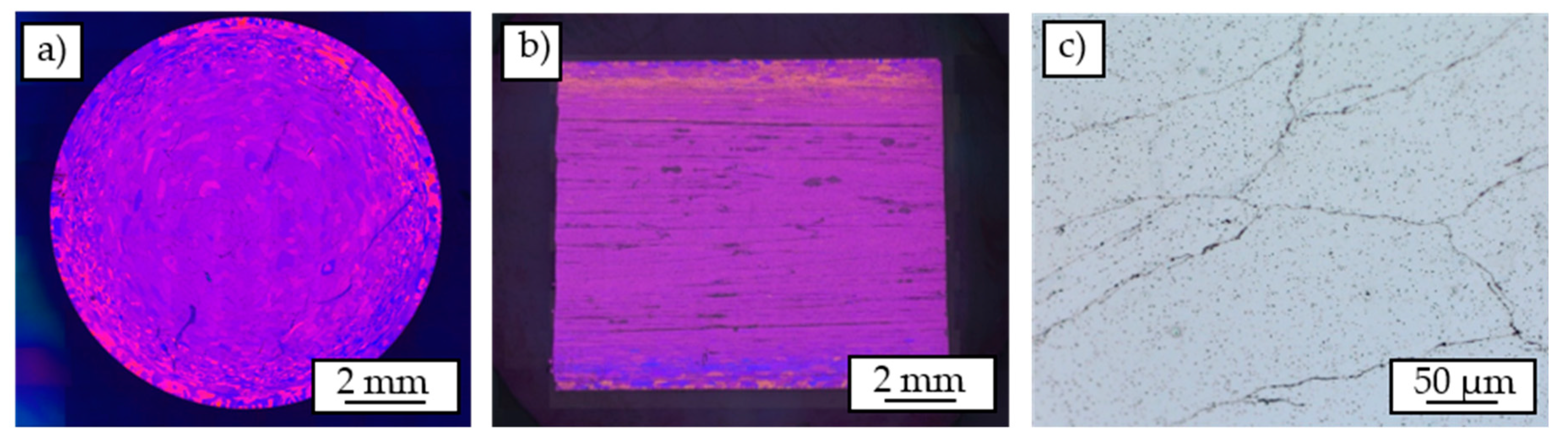
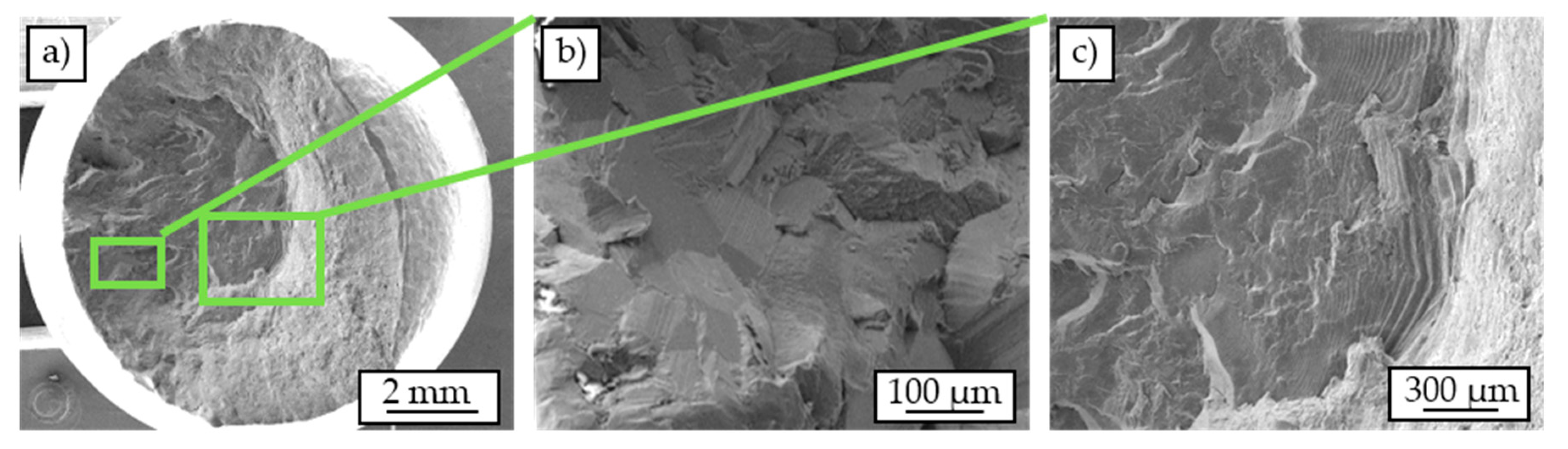
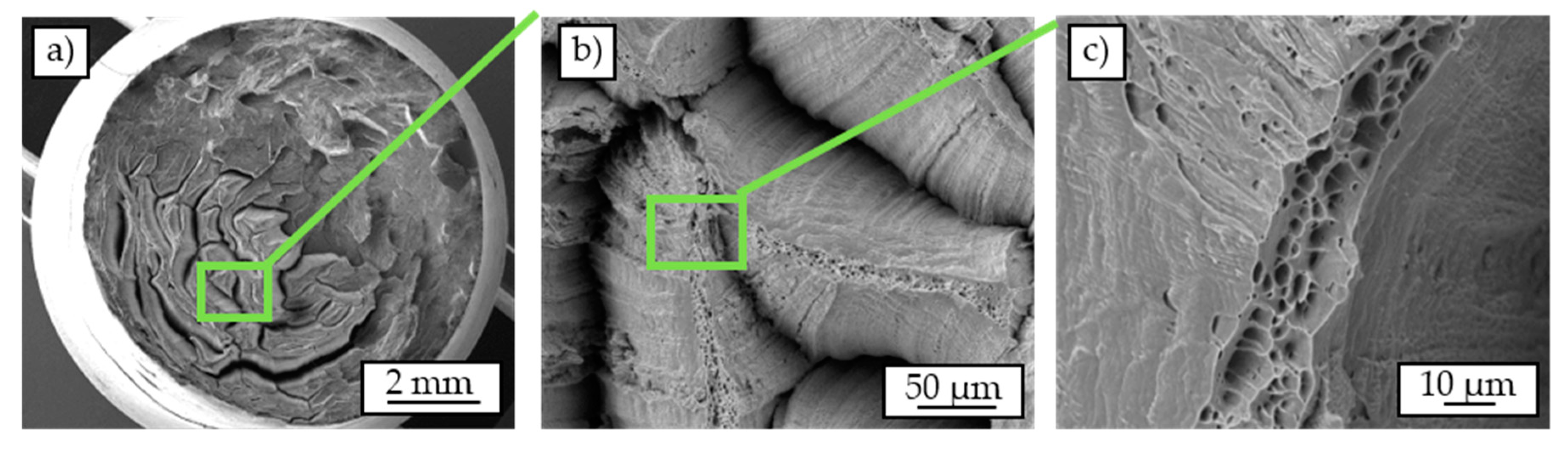
3.4. Results of Fractography
4. Conclusions and Outlook
- (1)
- The microstructure of chip-based profiles is characterized by three different areas, which originate due to different recrystallization zones.
- (2)
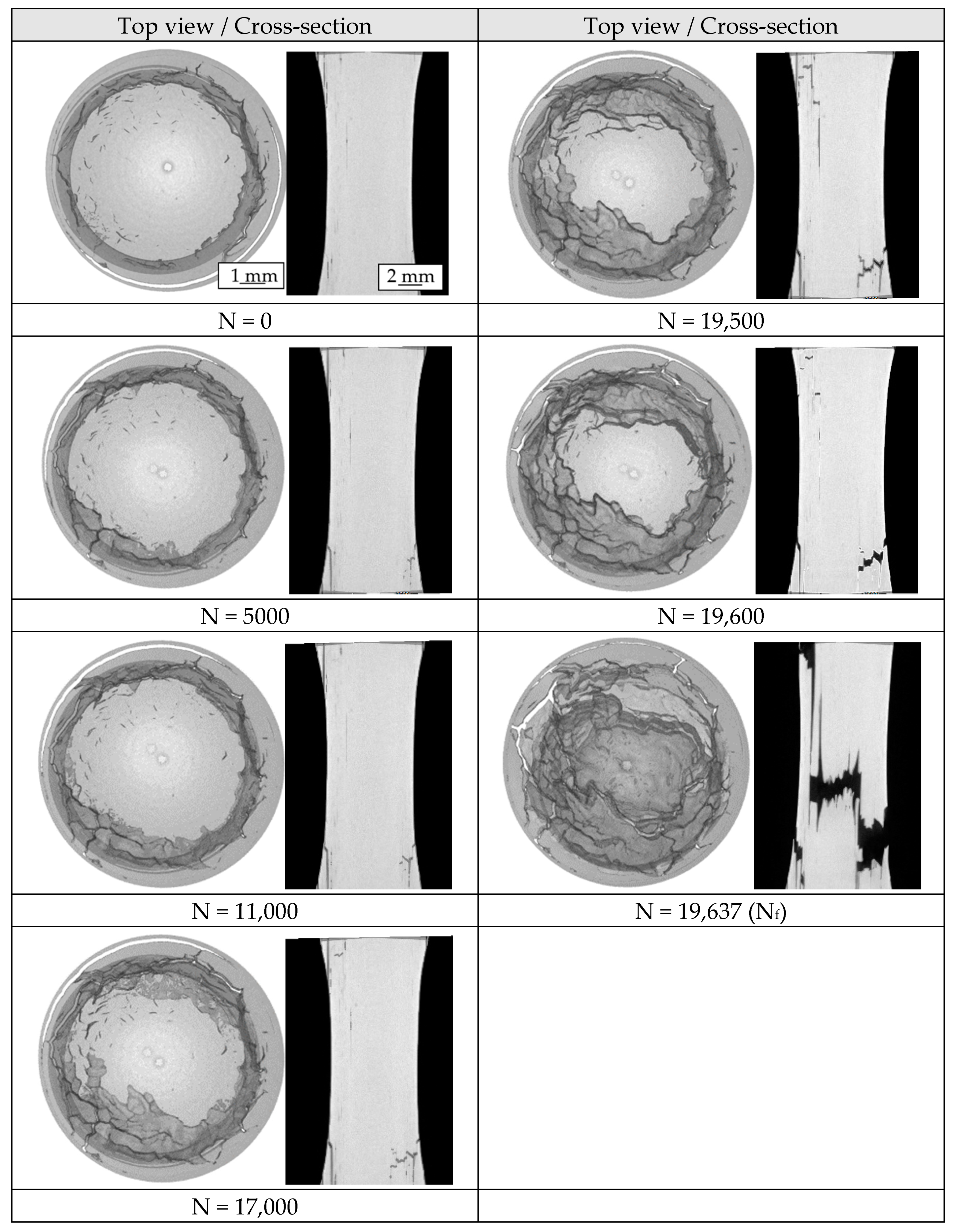
- While micrographs of chip-based profile did not show a delamination between the single chips, it was found that there is a critical diameter where the combination of the necessary properties of high strain and pressure is considered too low to lead to a sufficient welding, which leads to crack initiation, as shown by intermittent test strategy. Therefore, the initiation of the two separate cracks was observed. Because of the insufficient welding of the chips, the cracks propagate between the chip boundaries.
- (3)
- The weld seams occurring between the chips have a significant influence on the mechanical properties of the resulting profiles. While the quasistatic properties are only slightly reduced by about 5%, the insufficient welded chips in the innermost area of the profile lead to a reduction of the load dependent fatigue life up to one decade.
- (4)
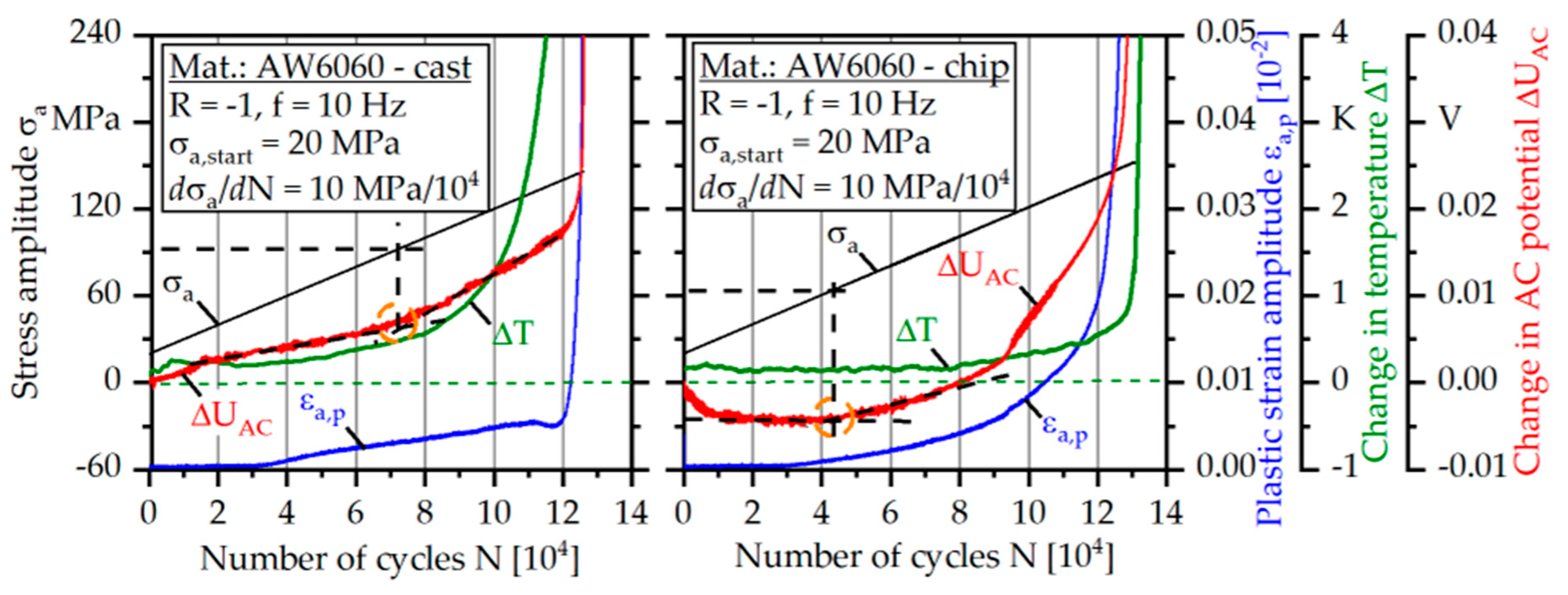
- The load increase test procedure is well suited in order to estimate the fatigue strength with only one specimen.
- (5)
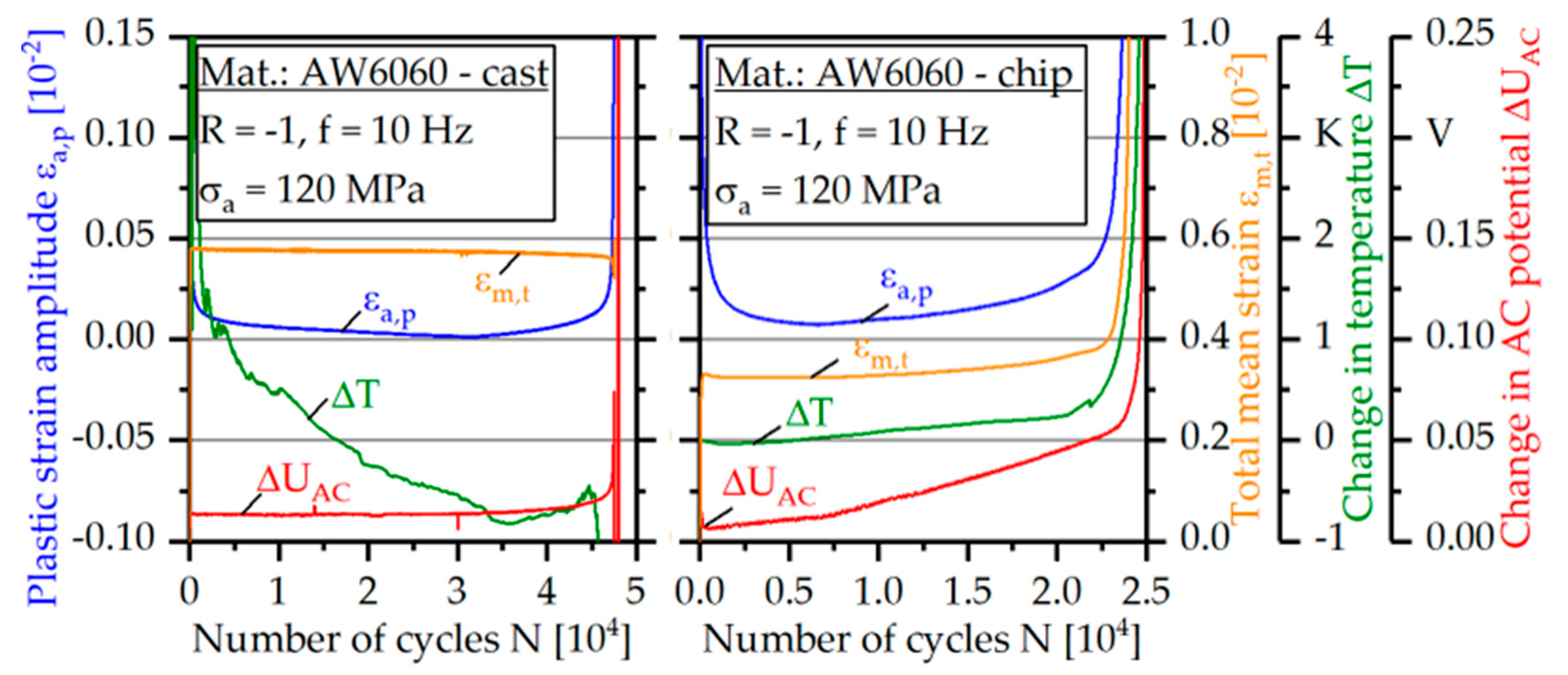
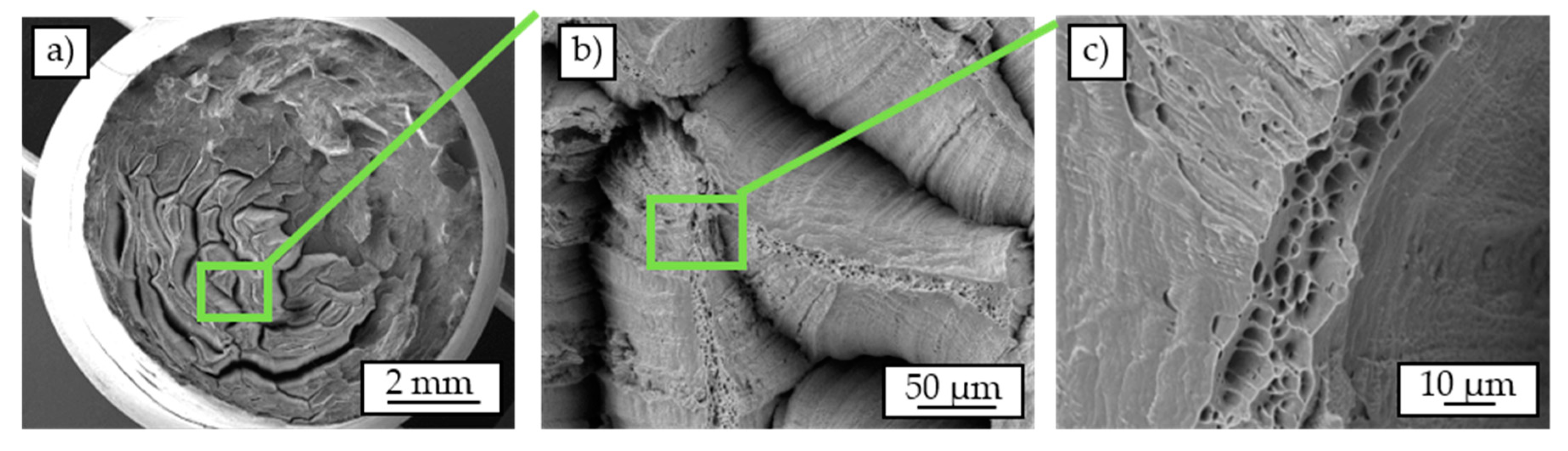
- As the weld seams act as crack initiators, crack propagation phase begins very early for chip-based specimens.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Apelian, D.; Shivkumar, S.; Sigworth, G. Fundamental aspects of heat treatment of cast Al-Si-Mg alloys. AFS Trans. 1989, 97, 727–742. [Google Scholar]
- Starke, E.A.; Staley, J.T. Application of modern aluminium alloys to aircraft. Fundam. Alum. Metall. 2011, 24, 747–783. [Google Scholar]
- Schwarz, H.G. Aluminium production and energy. Encycl. Energy 2004, 1, 81–95. [Google Scholar]
- Worrell, E.; Price, L.; Martin, N.; Farla, J.; Schaeffler, R. Energy intensity in the iron and steel industry. Energy Policy 1997, 25, 727–744. [Google Scholar] [CrossRef]
- Soo, V.K.; Peeters, F.R.; Compston, P.; Doolan, M.; Duflou, J.R. Economic and environmental evaluation of aluminium recycling based on a Belgian case study. Procedia Manuf. 2019, 33, 639–646. [Google Scholar] [CrossRef]
- Gronostajski, J.; Matuszak, A. The recycling of metals by plastic deformation: An example of recycling of aluminum and its alloys chips. J. Mater. Process. Technol. 1999, 92, 35–41. [Google Scholar] [CrossRef]
- Stern, M. Direct extrusion applied to light metal scrap. Iron Age 1951, 28, 71–73. [Google Scholar]
- Etherington, C. Conform and the recycling of non-ferrous scrap metals. Conserv. Recycl. 1987, 2, 19–29. [Google Scholar] [CrossRef]
- Fogagnolo, J.B.; Ruiz-Navas, E.M.; Simon, M.A.; Martinez, M.A. Recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion. J. Mater. Process. Technol. 2003, 143–144, 792–795. [Google Scholar] [CrossRef]
- Galanty, M.; Kazanowski, P.; Kansuwan, P.; Misiolek, W.Z. Consolidation of metal powders during the extrusion process. J. Mater. Process. Technol. 2002, 125, 491–496. [Google Scholar] [CrossRef]
- Güley, V.; Güzel, A.; Jäger, A.; Ben Khalifa, N.; Tekkaya, A.E.; Misiolek, W.Z. Effect of die design on the welding quality during solid state recycling of AA6060 chips by hot extrusion. Mater. Sci. Eng. A 2013, 574, 163–175. [Google Scholar] [CrossRef]
- Donati, L.; Tomesani, L. The prediction of seam welds quality in aluminum extrusion. J. Mater. Process. Technol. 2004, 153, 366–373. [Google Scholar] [CrossRef]
- Cooper, D.R.; Allwood, J.M. Influence of diffusion mechanisms in aluminium solid-state welding processes. Procedia Eng. 2014, 81, 2147–2152. [Google Scholar] [CrossRef]
- Haase, M.; Ben Khalifa, N.; Tekkaya, A.E.; Misiolek, W.Z. Improving mechanical properties of chip- based aluminum extrudates by integrated extrusion and equal channel angular pressing (iECAP). Mater. Sci. Eng. A 2012, 539, 194–204. [Google Scholar] [CrossRef]
- Ab Rahim, S.N.; Lajis, M.A.; Ariffin, S. A Review on Recycling Aluminum Chips by Hot Extrusion Process. Procedia CIRP 2015, 26, 761–766. [Google Scholar] [CrossRef] [Green Version]
- Gronostajski, J.Z.; Kaczmar, J.W.; Marciniak, H.; Matuszak, A. Direct recycling of aluminum chips into extruded products. J. Mater. Process. Technol. 1997, 64, 149–156. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Forcellese, A.; Mancia, T.; Simoncini, M.; Spigarelli, S. A new sustainable direct solid state recycling of AA1090 aluminum alloy chips by means of friction stir back extrusion process. Procedia CIRP 2019, 79, 638–643. [Google Scholar] [CrossRef]
- Tang, W.; Reynolds, A.P. Production of wire via friction extrusion of aluminum alloy machining chips. J. Mater. Process. Technol. 2010, 210, 2231–2237. [Google Scholar] [CrossRef]
- Kuzman, K.; Kacmarcik, I.; Pepelnjak, T.; Plancak, M.; Vilotic, D. Experimental consolidation of aluminum chips by cold compression. J. Prod. Eng. 2012, 15, 79–82. [Google Scholar]
- Chiba, R.; Nakamura, T.; Kuroda, M. Solid-state recycling of aluminium alloy swarf through cold profile extrusion and cold rolling. J. Mater. Process. Technol. 2011, 211, 1878–1887. [Google Scholar] [CrossRef]
- Wan, B.; Chen, W.; Lu, T.; Liu, F.; Jiang, Z.; Mao, M. Review of solid state recycling of aluminum chips. Resour. Conserv. Recycl. 2017, 125, 37–47. [Google Scholar] [CrossRef]
- Koch, A.; Wittke, P.; Walther, F. Characterization of the fatigue and damage behavior of extruded AW6060 aluminum chip profiles. In Structural Integrity: Mechanical Fatigue of Metals, Experimental and Simulation Perspectives, 1st ed.; Correia, J.A.F.O., Jesus, A.M.P., Fernandes, A.A., Calcada, R., Eds.; Springer International Publishing: Basel, Switzerland, 2019; pp. 11–19. [Google Scholar]
- Koch, A.; Henkel, T.; Walther, F. Characterization of the anisotropy of extruded profiles based on recycled AW6060 aluminum chips. In Proceedings of the 3rd International Conference on Structural Integrity and Durability, Dubrovnik, Croatia, 4–7 June 2019; pp. 1–10. [Google Scholar]
- Starke, P.; Walther, F.; Eifler, D. Model-based correlation between change of electrical resistance and change of dislocation density of fatigued-loaded ICE R7 wheel steel specimens. Mater. Test. 2018, 60, 669–677. [Google Scholar] [CrossRef] [Green Version]
- Yan, Y.; Yin, H.; Sun, Q.P.; Huo, Y. Rate dependence of temperature fields and energy dissipations in non-static pseudoelasticity. Contin. Mech. Thermodyn. 2012, 24, 675–695. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Tamadon, A.; Pons, D.J.; Sued, K.; Clucas, D. Development of metallographic etchants for the microstructure evolution of A6082-T6 BFSW welds. Metals 2017, 7, 423. [Google Scholar] [CrossRef]
- Eivani, A.R.; Karimi Taheri, A. The effect of dead metal zone formation on strain and extrusion force during equal channel angular extrusion. Comput. Mater. Sci. 2008, 42, 14–20. [Google Scholar] [CrossRef]
- Liang, G.; Ali, Y.; You, G.; Zhang, M.X. Effect of cooling rate on grain refinement of cast aluminium alloys. Materialia 2018, 3, 113–121. [Google Scholar] [CrossRef]
- Adamczyk-Cieslak, B.; Mizera, J.; Kurzydlowski, K.J. Microstructures in the 6060 aluminium alloy after various severe plastic deformation treatments. Mater. Charact. 2011, 63, 327–332. [Google Scholar] [CrossRef]
- Hockauf, K.; Niendorf, T.; Wagner, S.; Halle, T.; Meyer, L.W. Cyclic behavior and microstructural stability of ultrafine-grained AA6060 under strain-controlled fatigue. Procedia Eng. 2010, 2, 2199–2208. [Google Scholar] [CrossRef] [Green Version]
- Pugno, N.; Ciavarella, M.; Cornetti, P.; Carpinteri, A. A generalized Paris’ law for fatigue crack growth. J. Mech. Phys. Solids 2006, 54, 1333–1349. [Google Scholar] [CrossRef]
- Lin, C.T.; Kao, P.W. Effect of fibre bridging on the fatigue crack propagation in carbon fibre reinforced aluminum laminates. Mater. Sci. Eng. 1995, 190, 65–73. [Google Scholar] [CrossRef]
- Branco, R.; Antunes, F.V.; Costa, J.D.; Yang, F.P.; Kuang, Z.B. Determination of the Paris law constants in round bars from beach marks on fracture surfaces. Eng. Fract. Mech. 2012, 96, 96–106. [Google Scholar] [CrossRef]
- Scheider, I.; Brocks, W. Simulation of cup–cone fracture using the cohesive model. Eng. Fract. Mech. 2003, 70, 1943–1961. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Si | Fe | Mn | Mg | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|
| DIN EN 573-3 | 0.3–0.6 | 0.1–0.3 | <0.1 | 0.35–0.6 | <0.15 | <0.1 | Bal. |
| XRF | 0.4 | 0.21 | 0.04 | 0.42 | 0.01 | 0.01 | Bal. |
| Exposure Time | Number of Frames | Beam Intensity | Beam Current | Beam Power | Resolution |
|---|---|---|---|---|---|
| 250 ms | 8 | 135 kV | 98 µA | 13.2 W | 13.5 µm |
| Characteristic Value | Cast-Based | Chip-Based |
|---|---|---|
| 0.2%-yield strength σy,0.2 (MPa) | 45.9 ± 0.5 | 54.1 ± 5.4 |
| Ultimate tensile strength σUTS (MPa) | 140.5 ± 1.7 | 133.3 ± 5.8 |
| Elongation at break εf (%) | 26.6 ± 2.9 | 18.2 ± 0.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koch, A.; Wittke, P.; Walther, F. Computed Tomography-Based Characterization of the Fatigue Behavior and Damage Development of Extruded Profiles Made from Recycled AW6060 Aluminum Chips. Materials 2019, 12, 2372. https://doi.org/10.3390/ma12152372
Koch A, Wittke P, Walther F. Computed Tomography-Based Characterization of the Fatigue Behavior and Damage Development of Extruded Profiles Made from Recycled AW6060 Aluminum Chips. Materials. 2019; 12(15):2372. https://doi.org/10.3390/ma12152372
Chicago/Turabian StyleKoch, Alexander, Philipp Wittke, and Frank Walther. 2019. "Computed Tomography-Based Characterization of the Fatigue Behavior and Damage Development of Extruded Profiles Made from Recycled AW6060 Aluminum Chips" Materials 12, no. 15: 2372. https://doi.org/10.3390/ma12152372