Solid-State Phase Transformations in Thermally Treated Ti–6Al–4V Alloy Fabricated via Laser Powder Bed Fusion

 , ,
, ,  ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Production Process
2.2. Thermal Treatments
2.3. Mechanical Tests
2.4. Characterization Techniques
3. Results
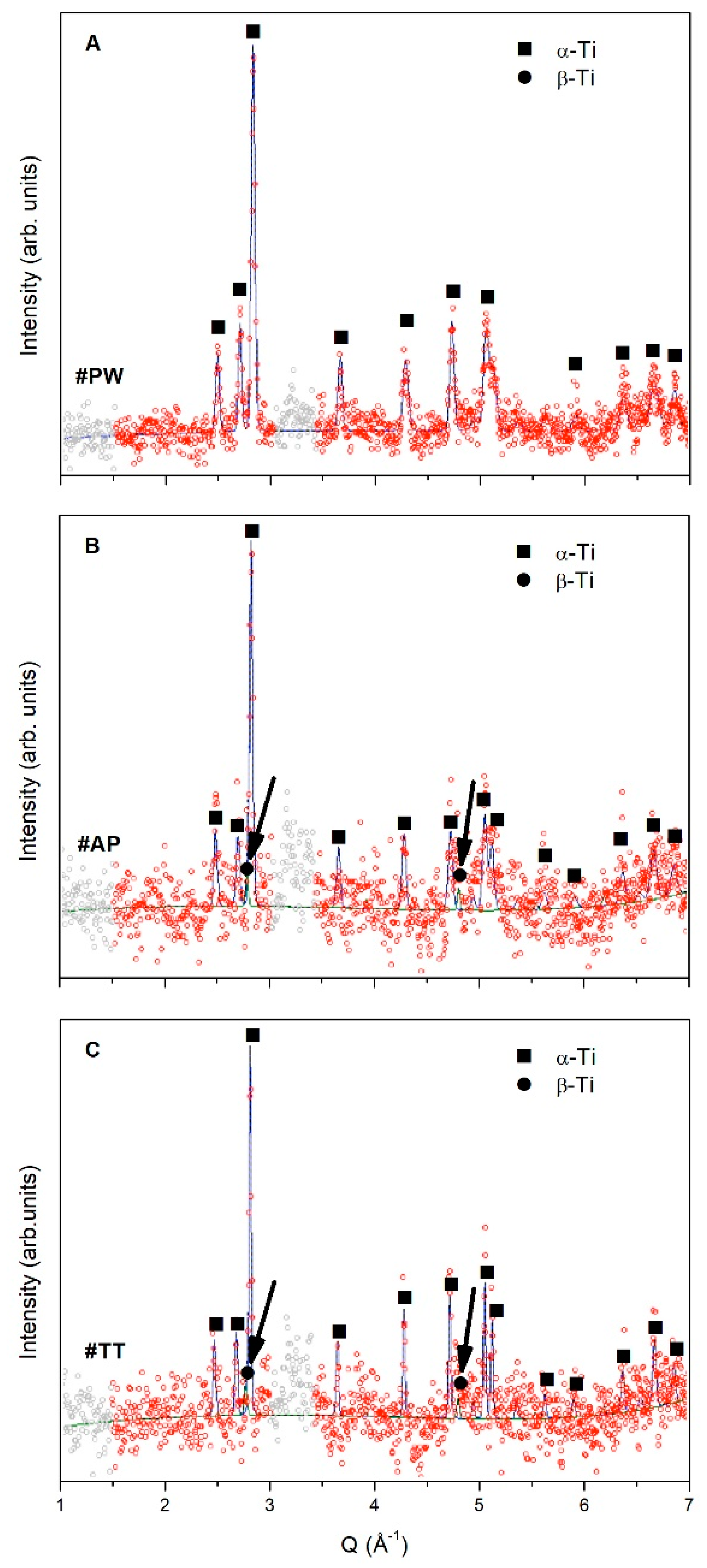
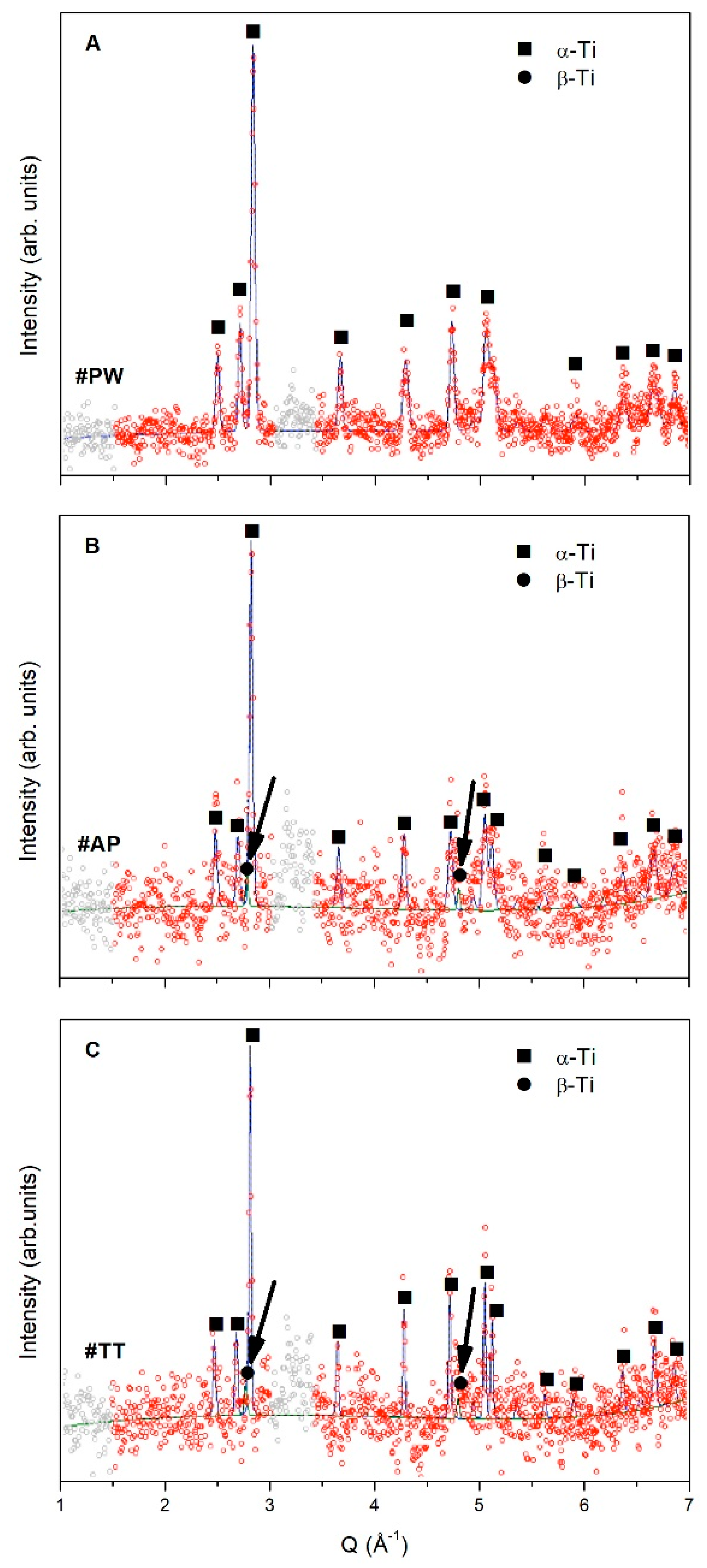
3.1. Neutron Diffraction (ND)
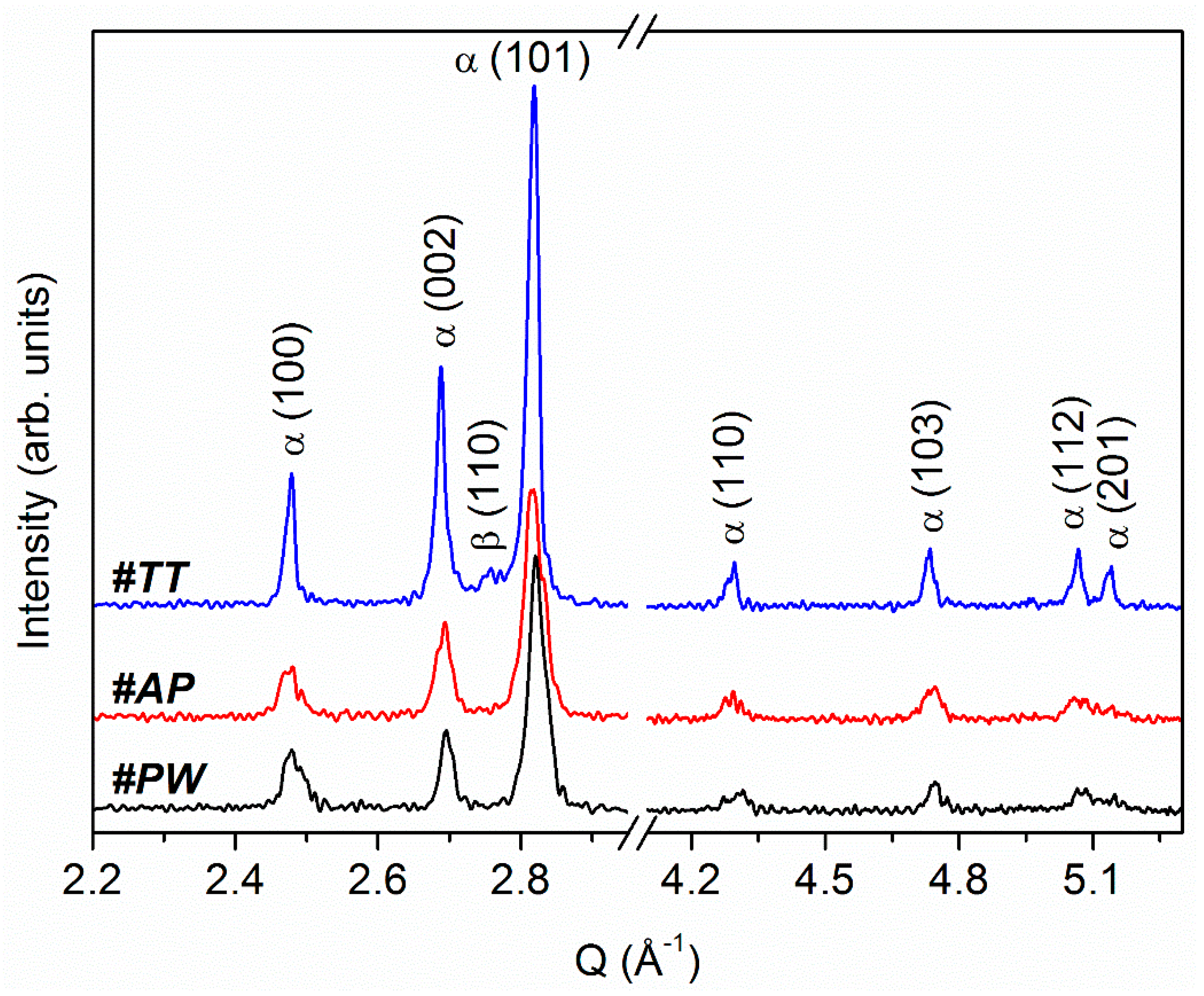
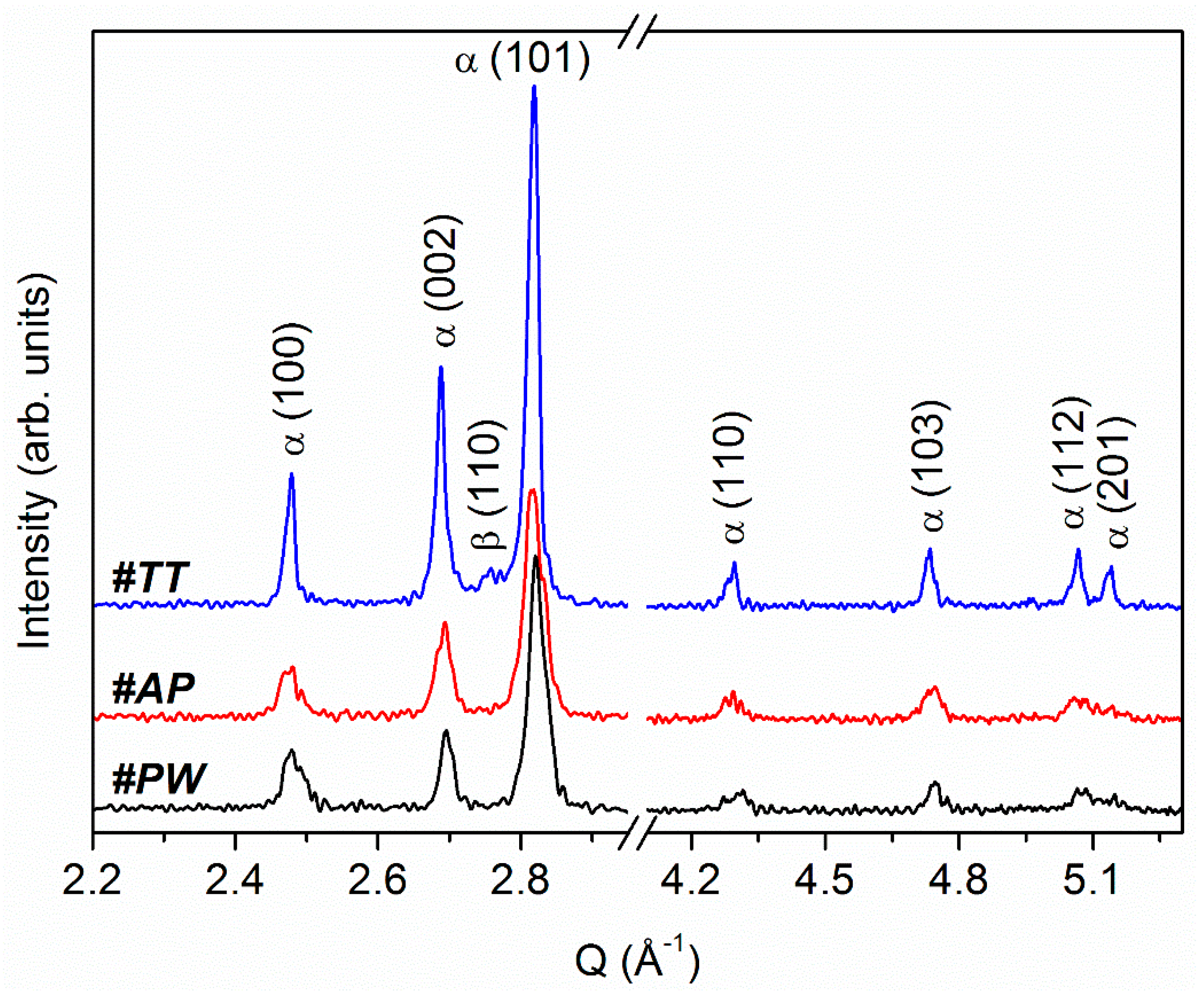
3.2. X-ray Diffraction (XRD)
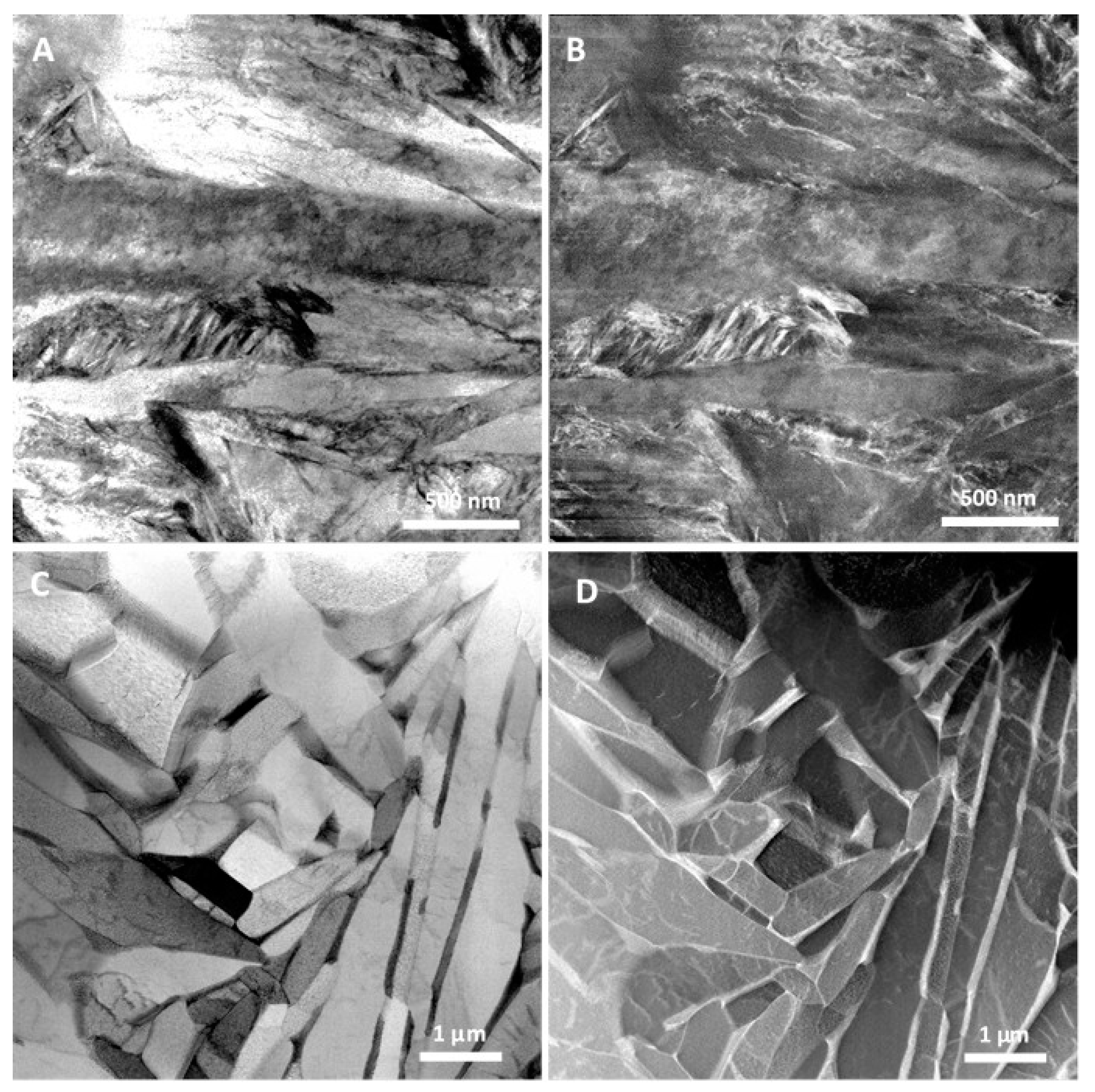
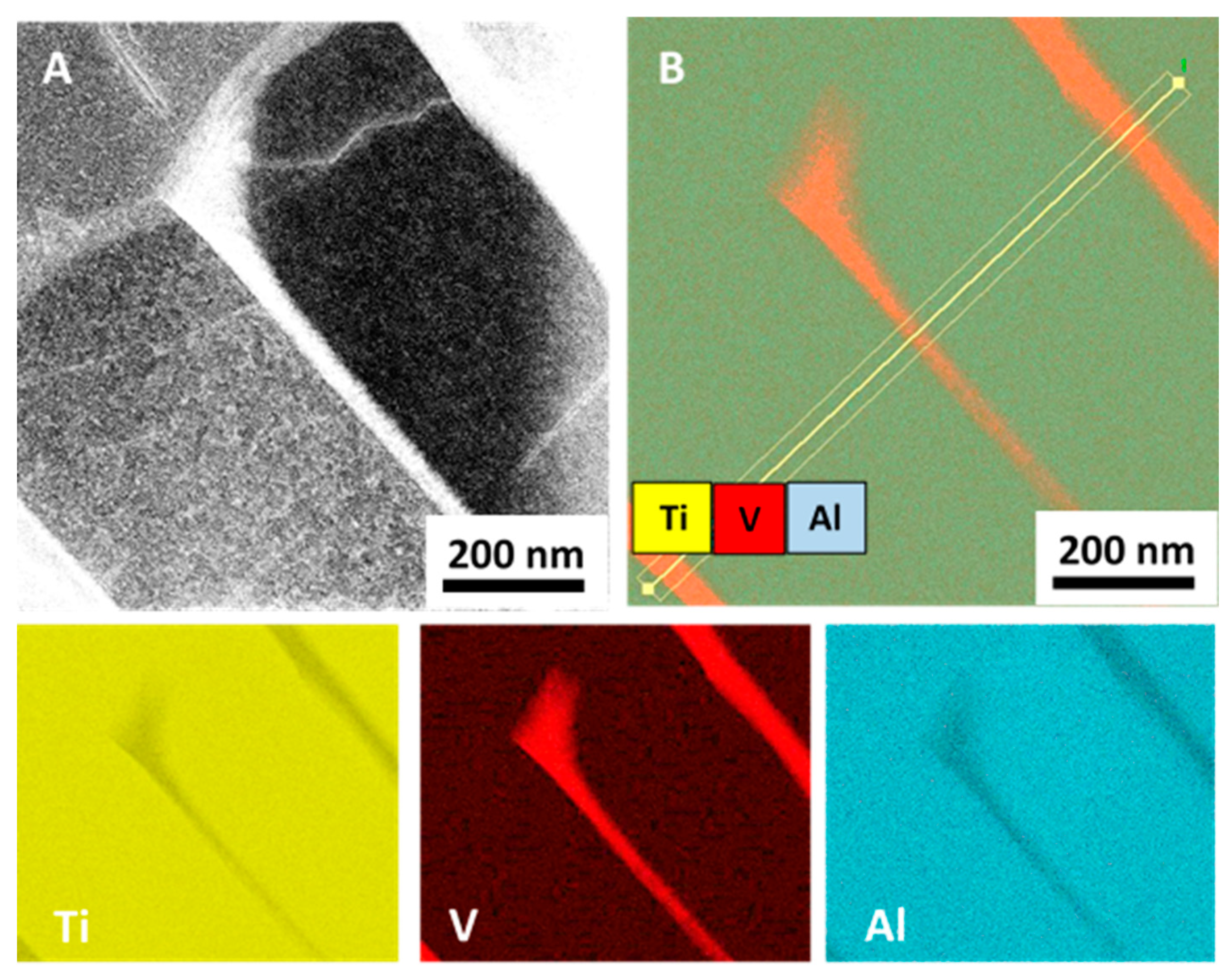
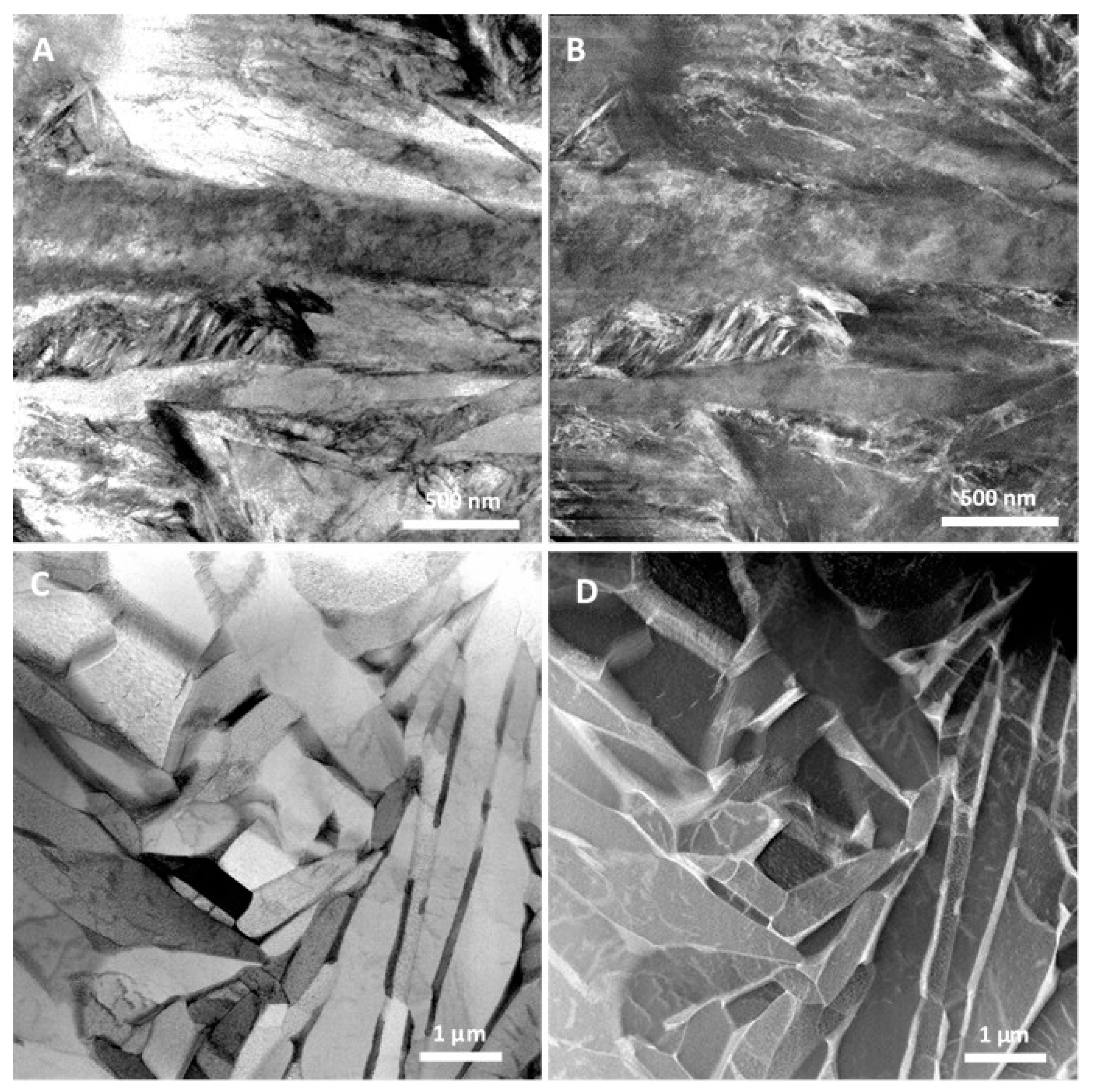
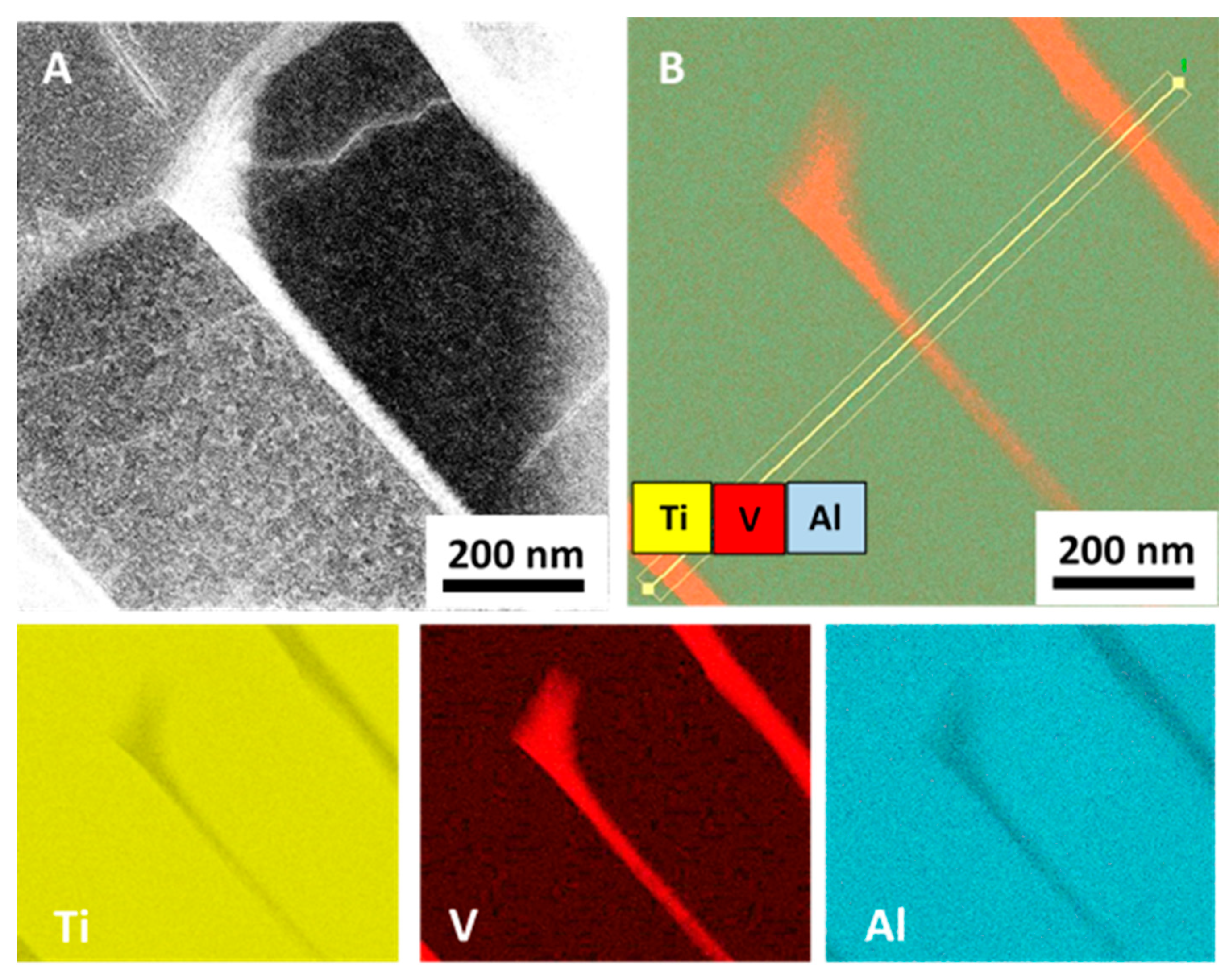
3.3. Scanning Transmission Electron Microscopy (STEM) and Microanalysis (EDS)
4. Discussion
5. Conclusions
- The raw powder is composed of single-phase α-Ti;
- The as-produced sample (#AP) is formed of highly defective α’-Ti martensite with retained β-Ti phase (evidenced only by ND);
- The thermally treated sample (#TT) has more regularly shaped grains, with defects density sensibly reduced and elongated β-Ti phase at the grain boundaries;
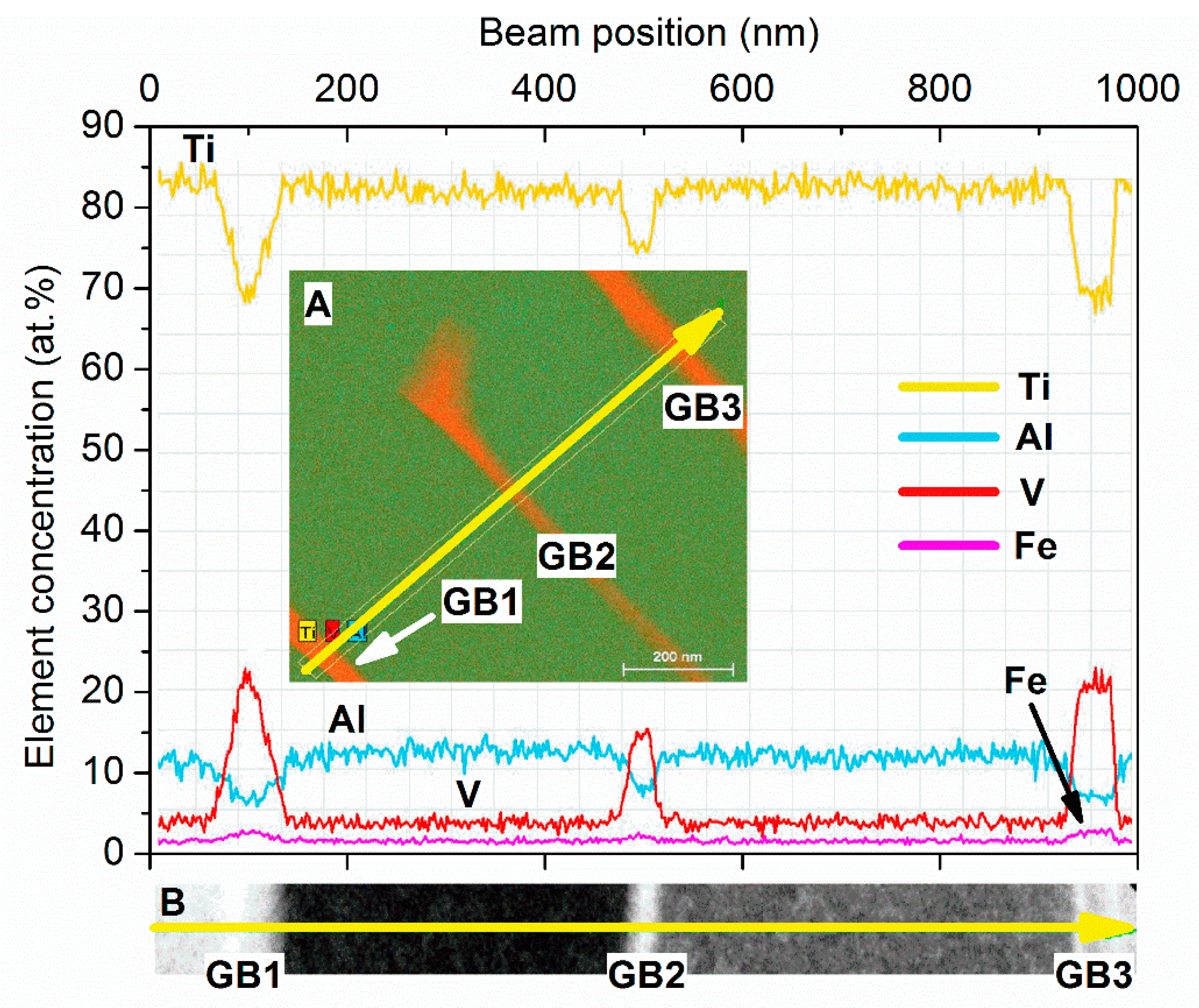
- The β-Ti phase accumulates high quantity of V (up to 25 wt.%) during annealing due to element diffusion and partitioning;
- Increase of V content is always accompanied by an increase of Fe.
Author Contributions
Funding
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Das, S.; Bourell, D.L.; Bab, S.S. Metallic materials for 3D printing. Mrs Bull. 2016, 41, 729–741. [Google Scholar] [CrossRef] [Green Version]
- Lutjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin, Germany, 2007. [Google Scholar]
- Yan, M.; Xu, W.; Dargusch, M.S.; Tang, H.P.; Brandt, M.; Qian, M. Review of effect of oxygen on room temperature ductility of titanium and titanium alloys. Powder Metall. 2014, 57, 251–257. [Google Scholar] [CrossRef]
- Tirelli, S.; Chiappini, E.; Strano, M.; Monno, M.; Semeraro, Q. Economical comparison of cryogenic vs. traditional turning of Ti–6Al–4V: A case study. Key Eng. Mater. 2015, 651–653, 1204–1210. [Google Scholar] [CrossRef]
- Barnes, J.E.; Peter, W.; Blue, C.A. Evaluation of low cost titanium alloy products. Mater. Sci. Forum. 2009, 618–619, 165–168. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Design. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Kobryn, P.A.; Semiatin, S.L. The laser additive manufacture of Ti–6Al–4V. JOM. 2001, 53, 40–42. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mat. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti–6Al–4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–316. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Gussone, J.; Haubrich, J.; Sandlöbes, S.; Da Silva, J.C.; Cloetens, P.; Schell, N.; Requena, G. Inducing stable α + β microstructures during selective laser melting of Ti–6Al–4V using intensified intrinsic heat treatments. Materials 2017, 10, 268. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mat. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Vilaro, T.; Colin, C.; Bartout, JD. As-fabricated and heat-treated microstructures of the Ti–6Al–4V Alloy processed by selective laser melting. Met. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101-1–041101-21. [Google Scholar] [CrossRef]
- Cho, J.Y.; Xu, W.; Brandt, M.; Qian, M. Selective laser melting-fabricated Ti–6Al–4V alloy: Microstructural inhomogeneity, consequent variations in elastic modulus and implications. Opt. Laser Technol. 2019, 111, 664–670. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 850, 74–84. [Google Scholar] [CrossRef]
- Xu, W.; Sun, S.; Elambasseril, J.; Liu, Q.; Brandt, M.; Qian, M. Ti–6Al–4V additively manufactured by selective laser melting with superior mechanical properties. JOM. 2015, 67, 668–673. [Google Scholar] [CrossRef]
- Barucca, G.; Santecchia, E.; Majni, G.; Girardin, E.; Bassoli, E.; Denti, L.; Gatto, A.; Iuliano, L.; Moskalewicz, T.; Mengucci, P. Structural characterization of biomedical Co–Cr–Mo components produced by direct metal laser sintering. Mat. Sci. Eng. C 2015, 48, 263–269. [Google Scholar] [CrossRef] [PubMed]
- Mengucci, P.; Barucca, G.; Gatto, A.; Bassoli, E.; Denti, L.; Fiori, F.; Bastianoni, P.; Rutkowski, B.; Czyrska-Filemonowicz, A. Effects of thermal treatments on microstructure and mechanical properties of a Co–Cr–Mo–W biomedical alloy produced by laser sintering. J. Mech. Behav. Biomed. Mat. 2016, 60, 106–117. [Google Scholar] [CrossRef]
- Mengucci, P.; Gatto, A.; Bassoli, E.; Denti, L.; Fiori, F.; Girardin, E.; Bastianoni, P.; Rutkowski, B.; Czyrska-Filemonowicz, A.; Barucca, G. Effects of build orientation and element partitioning on microstructure and mechanical properties of biomedical Ti–6Al–4V alloy produced by laser sintering. J. Mech. Behav. Biomed. Mat. 2017, 71, 1–9. [Google Scholar] [CrossRef]
- Lutterotti, L. Total pattern fitting for the combined size-strain-stress-texture determination in thin film diffraction. Nucl. Inst. Meth. Phys. Res. B 2010, 268, 334–340. [Google Scholar] [CrossRef]
- Origin Pro, ver. 8.5; OriginLab Corporation: One Roundhouse Plaza, Northampton, MA, USA, 2010; 01060.
- Polmear, I.J.; StJohn, D.; Nie, J.F.; Qian, M. Light Alloys—Metallurgy of the Light Metals, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Sha, W.; Malinov, S. Titanium Alloys: Modelling of Microstructure, Properties and Applications; Woodhead Publishing Limited: Cambridge, UK, 2009. [Google Scholar]
- Malinov, S.; Sha, W.; Guo, Z.; Tang, C.C.; Long, A.E. Synchrotron X-ray diffraction study of the phase transformations in titanium alloys. Mater. Charact. 2002, 48, 279–295. [Google Scholar] [CrossRef] [Green Version]
- Dawidowski, J.; Cuello, G.J.; Rodríguez Palomino, L.A. Data processing steps in neutron diffraction: From the raw data to the differential cross section. In Nautron Diffraction; Khiridov, I., Ed.; InTech: Rijeka, Croatia, 2012. [Google Scholar]
- Kisi, E.H.; Howard, C.J. Applications of Neutron Powder Diffraction; Oxford University Press: New York, NY, USA, 2008. [Google Scholar]
- Ahmed, T.; Rack, H.J. Phase transformations during cooling in α + β titanium alloys. Mat. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Kirka, M.M.; Nandwana, P.; Lee, Y.; Dehoff, R.R. Solidification and solid-state transformation sciences in metals additive manufacturing. Scr. Mater. 2017, 135, 130–134. [Google Scholar] [CrossRef]
- Haubrich, J.; Gussone, J.; Barriobero-Vila, P.; Kurnsteiner, P.; Jagle, E.A.; Raabe, D.; Schell, N.; Requena, G. The role of lattice defects on the microstructure in selective laser melted Ti-6Al-4V. Acta Mater. 2019, 167, 136–148. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Requena, G.; Buslaps, T.; Alfeld, M.; Boesenberg, U. Role of element partitioning on the α-β transformation kinetics of a bi-modal Ti–6Al–4V alloy during continuous heating. J. Alloy. Compd. 2015, 626, 330–339. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Babu, S.S.; Specht, E.D. In situ observations of lattice expansion and transformation rates of α and β phases in Ti–6AL–4V. Mat. Sci. Eng. A 2005, 391, 104–113. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al (wt.%) | V (wt.%) | O (ppm) | N (ppm) | C (ppm) | H (ppm) | Fe (ppm) | Ti |
|---|---|---|---|---|---|---|---|
| 5.50–6.75 | 3.50–4.50 | <2000 | <500 | <800 | <150 | <3000 | Balance |
| Ti Phase | #PW | #AP | #TT | Reference |
|---|---|---|---|---|
| α | a = 0.29291 nm (XRD) c = 0.46631 nm (XRD) | a = 0.29222 nm (XRD) c = 0.46604 nm (XRD) | a = 0.29274 nm (XRD) c = 0.46742 nm (XRD) | a = 0.29505 nm c = 0.46826 nm |
| β | not detected (XRD) not detected (ND) | not detected (XRD) a = 0.31973 nm (ND) | a = 0.32259 nm (XRD) a = 0.32037 nm (ND) | a = 0.33065 nm |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mengucci, P.; Santecchia, E.; Gatto, A.; Bassoli, E.; Sola, A.; Sciancalepore, C.; Rutkowski, B.; Barucca, G. Solid-State Phase Transformations in Thermally Treated Ti–6Al–4V Alloy Fabricated via Laser Powder Bed Fusion. Materials 2019, 12, 2876. https://doi.org/10.3390/ma12182876
Mengucci P, Santecchia E, Gatto A, Bassoli E, Sola A, Sciancalepore C, Rutkowski B, Barucca G. Solid-State Phase Transformations in Thermally Treated Ti–6Al–4V Alloy Fabricated via Laser Powder Bed Fusion. Materials. 2019; 12(18):2876. https://doi.org/10.3390/ma12182876
Chicago/Turabian StyleMengucci, Paolo, Eleonora Santecchia, Andrea Gatto, Elena Bassoli, Antonella Sola, Corrado Sciancalepore, Bogdan Rutkowski, and Gianni Barucca. 2019. "Solid-State Phase Transformations in Thermally Treated Ti–6Al–4V Alloy Fabricated via Laser Powder Bed Fusion" Materials 12, no. 18: 2876. https://doi.org/10.3390/ma12182876