Microstructure Evolution and Mechanical Stability of Retained Austenite in Medium-Mn Steel Deformed at Different Temperatures


Abstract
:1. Introduction
2. Material and Experimental Techniques
2.1. Material and Processing Parameters
2.2. Static Tensile Tests
2.3. SEM and EBSD Analysis
2.4. X-Ray Diffraction
3. Results
3.1. Microstructure in the Initial State
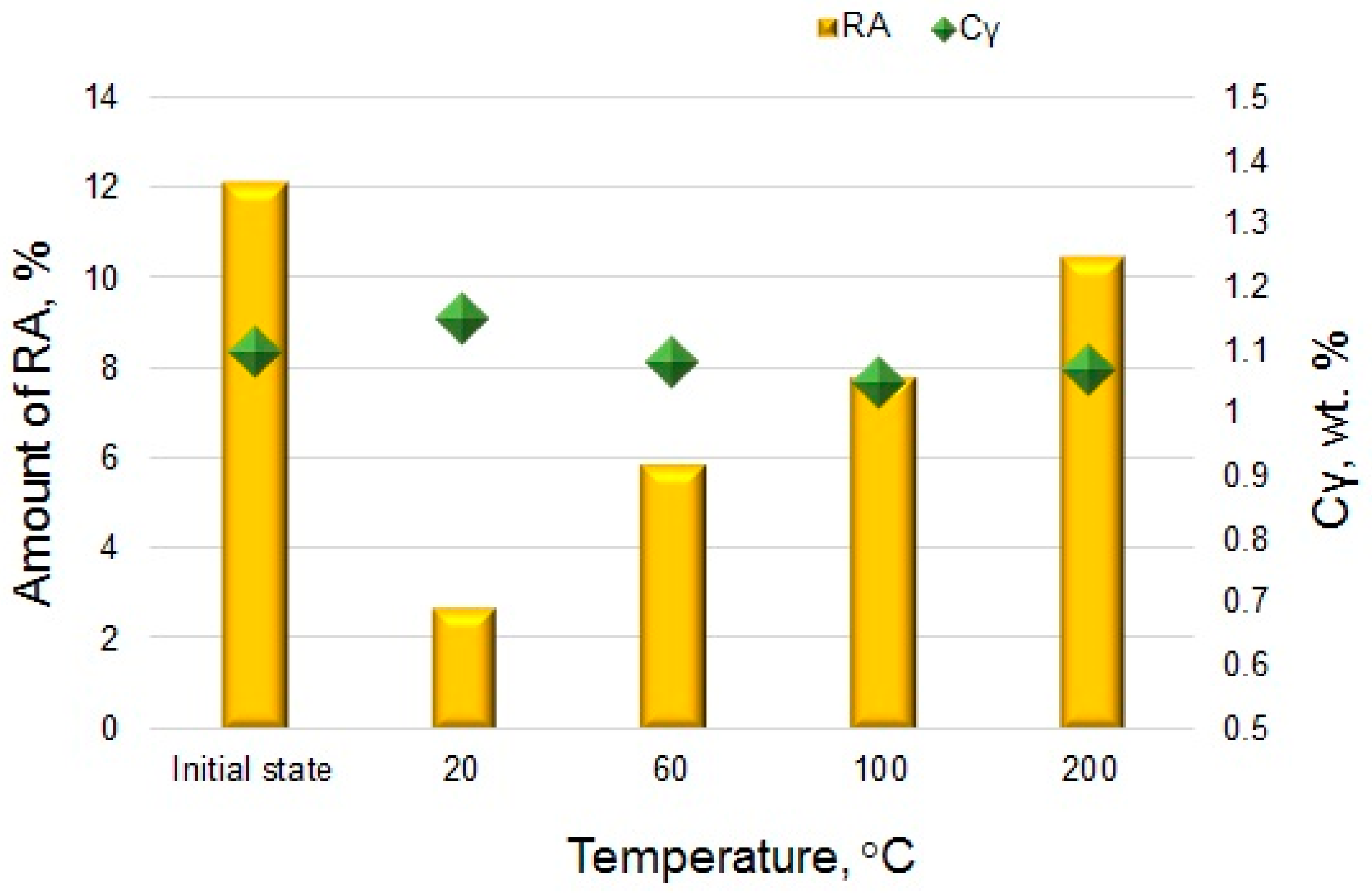
3.2. Effect of Deformation Temperature on the Microstructure and Mechanical Stability of Retained Austenite
4. Discussion
5. Conclusions
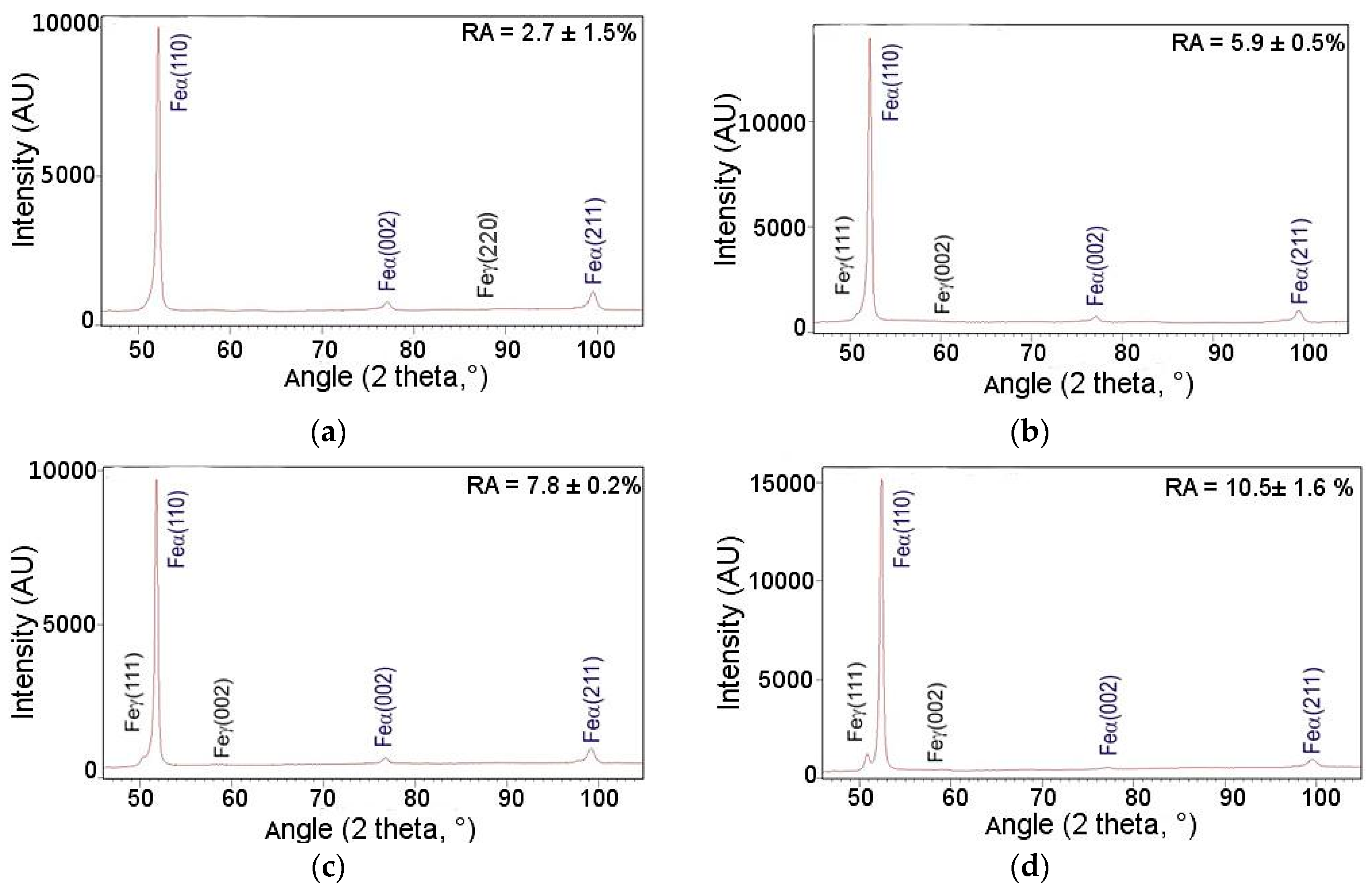
- Temperature of the plastic deformation significantly affected the stability of retained austenite. An increase in the deformation temperature resulted in reduced development of the TRIP effect due to its higher mechanical stability. The highest fraction of RA transformed into martensite took place at 20 °C, whereas the lowest intensity of martensitic transformation was observed at 200 °C.
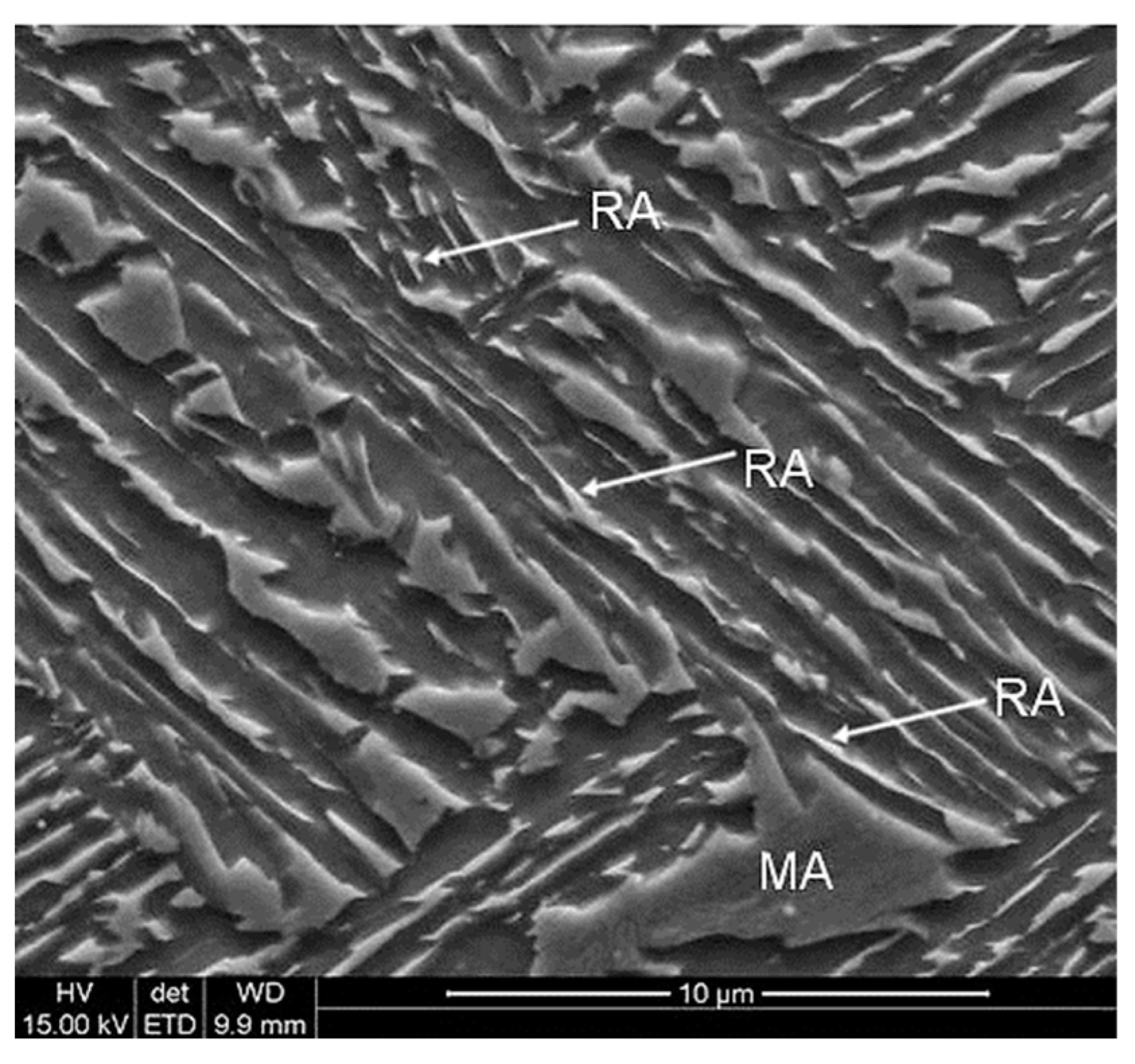
- Stability of retained austenite was primarily influenced by its morphology and carbon content. RA in the form of thin layers located between bainitic ferrite laths was characterized by higher stability than blocky retained austenite due to the higher carbon content.
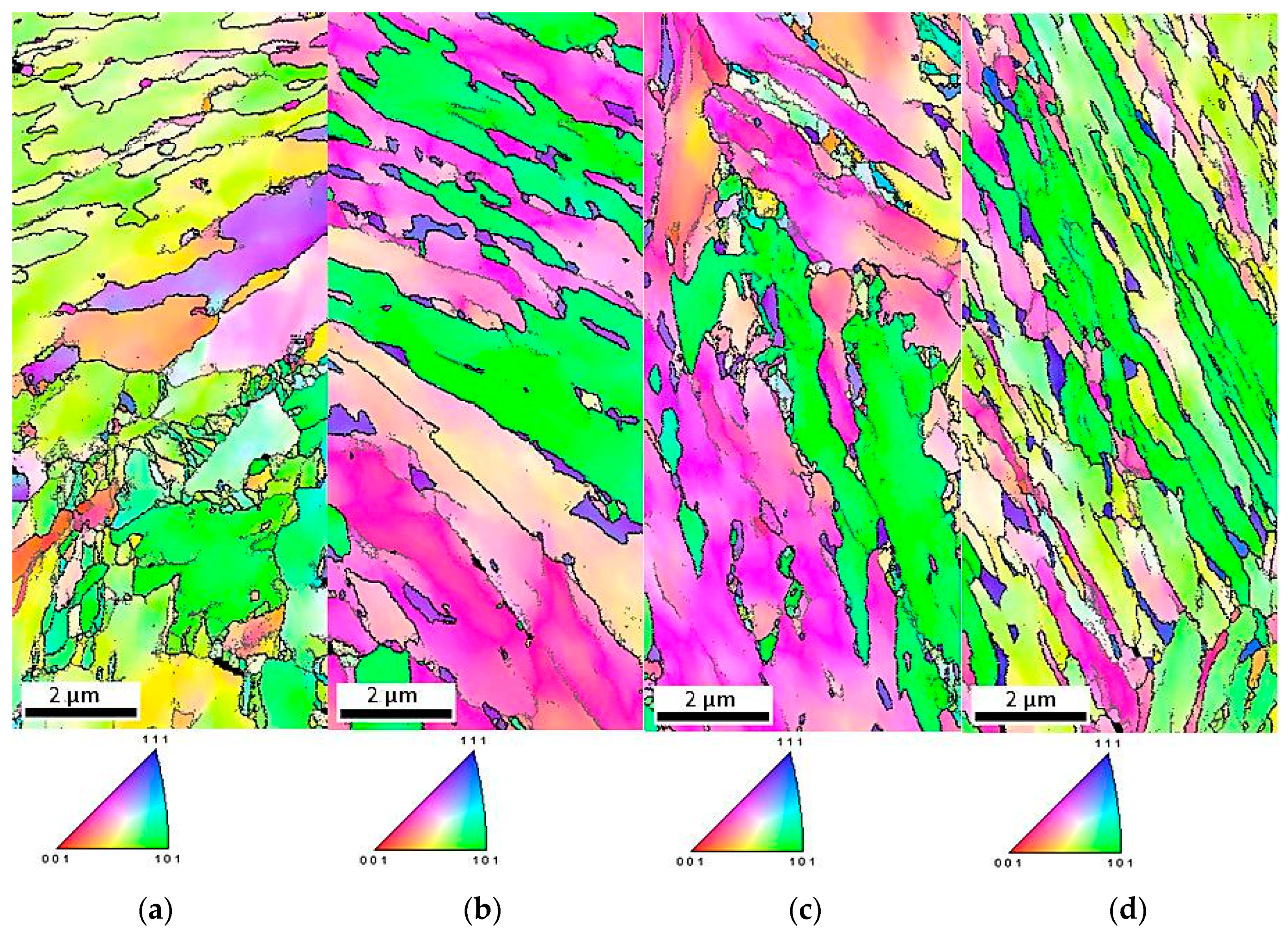
- Stabilization of the γ phase was supported by bainitic ferrite and the hydrostatic pressure introduced by the freshly formed martensitic laths which divided retained austenite grains into smaller blocks. The smallest average grain size of RA showed the specimen deformed at 20 °C, which experienced the most intense martensitic transformation.
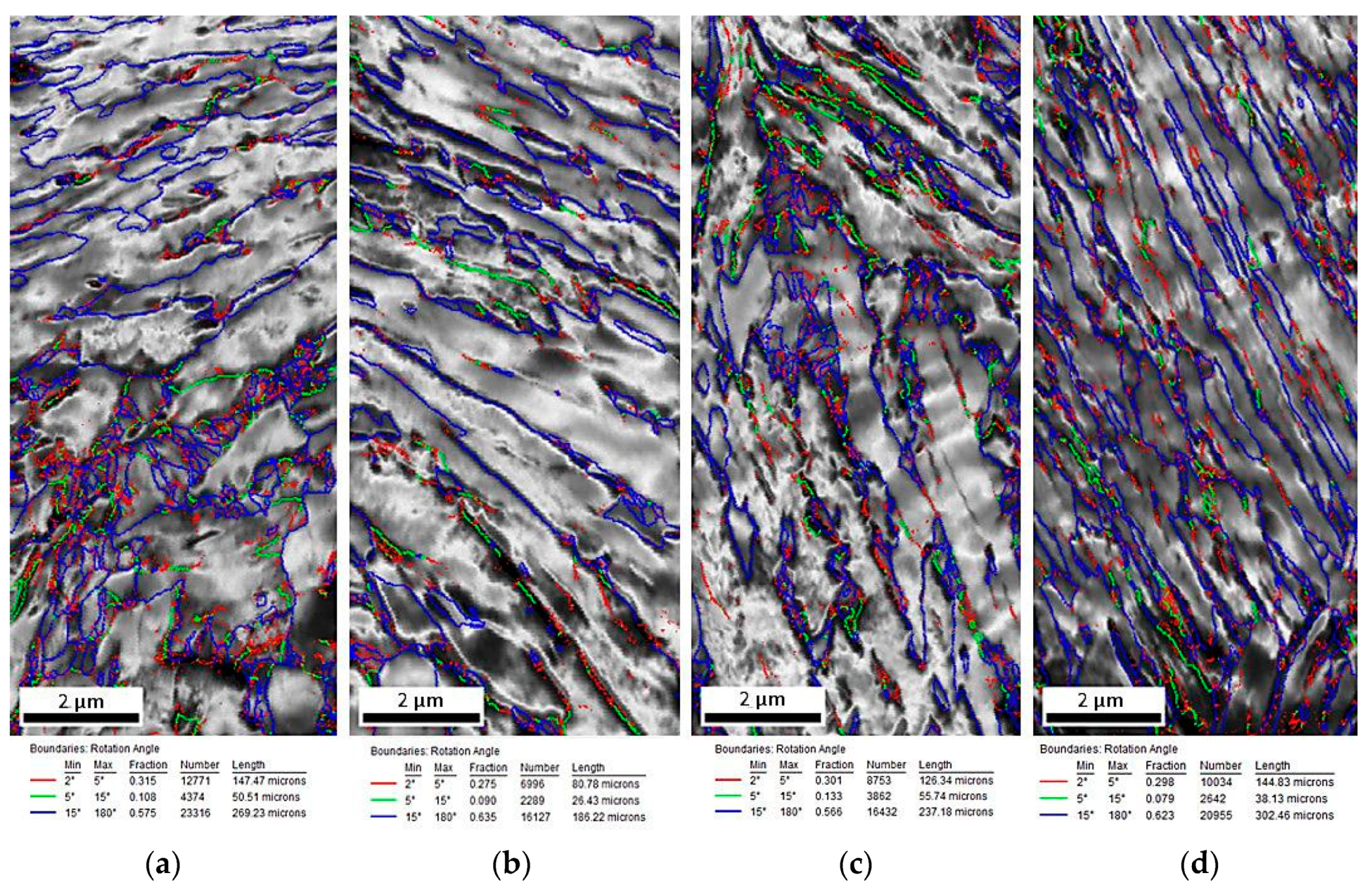
- The fraction with a low-angle boundary was higher for the deformed specimens compared to the initial state. These boundaries formed usually within or near martensitic–austenitic constituents.
- The untransformed austenite and neighboring parts of bainitic ferrite were deformed more intensively at elevated temperatures (100–200 °C) compared to central parts of bainitic ferrite, which was confirmed by kernel misorientation analyses.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Suh, W.D.; Kim, S.J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scr. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Steineder, K.; Krizan, D.; Schneider, R.; Beal, C.; Sommitsch, C. On the microstructural characteristics influencing the yielding behavior of ultra-fine grained medium-Mn steels. Acta Mater. 2017, 139, 39–50. [Google Scholar] [CrossRef]
- Kucerova, L.; Opatova, K.; Kana, J.; Jirkova, H. High versatility of niobium alloyed AHSS. Arch. Metall. Mater. 2017, 62, 1484–1491. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I.B. Retained austenite: Transformation-Induced Plasticity. In Encyclopedia of Iron, Steel, and Their Alloys; Taylor and Francis: New York, NY, USA, 2016; pp. 3088–3103. [Google Scholar] [CrossRef]
- Shen, Y.F.; Qiu, L.N.; Sun, X.; Zuo, L.; Liaw, P.K.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef] [Green Version]
- Jimenez-Melero, E.; van Dijk, N.H.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Acta Mater. 2007, 55, 6713–6723. [Google Scholar] [CrossRef]
- Dutta, A.; Ponge, D.; Sandlobes, S.; Raabe, D. Understanding hot vs. cold rolled medium manganese steel deformation behavior using in situ microscopic digital image correlation. Mater. Sci. Forum 2018, 941, 198–205. [Google Scholar] [CrossRef]
- Cai, Z.H.; Li, H.H.; Jing, S.Y.; Li, Z.C.; Ding, H.; Tang, Z.Y.; Misra, R.D.K. Influence of annealing temperature on microstructure and tensile property of cold-rolled Fe-0.2C-11Mn-6Al steel. Mater. Charact. 2018, 137, 256–262. [Google Scholar] [CrossRef]
- Lee, H.; Chul Jo, M.; Su Sohn, S.; Zargaran, A.; Ryu, J.H.; Kim, N.J.; Lee, S. Novel medium-Mn (austenite martensite) duplex hot-rolled steel achieving 1.6 GPa strength with 20% ductility by Mn-segregation-induced TRIP mechanism. Acta Mater. 2018, 147, 247–260. [Google Scholar] [CrossRef]
- Gorka, J.; Stano, S. Microstructure and properties of hybrid laser arc welded joints (laser beam-MAG) in thermos-mechanical control processed S700MC steel. Metals 2018, 8, 132. [Google Scholar] [CrossRef]
- Grzegorczyk, B.; Kozłowska, A.; Morawiec, M.; Muszynski, R.; Grajcar, A. Effect of Deformation Temperature on the Portevin-Le Chatelier effect in medium-Mn steel. Metals 2018, 9, 2. [Google Scholar] [CrossRef]
- Field, D.M.; Van Aken, D.C. Dynamic strain aging phenomena and tensile response of medium-Mn TRIP steel. Metall. Mater. Trans. A 2018, 49, 1152–1166. [Google Scholar] [CrossRef]
- Sun, B.; Fazeli, F.; Scott, C.; Guo, B.; Aranas, C., Jr.; Chu, X.; Jahazi, M.; Yue, S. Microstructural characteristics and tensile behavior of medium manganese steels with different manganese additions. Mater. Sci. Eng. A 2018, 729, 496–507. [Google Scholar] [CrossRef]
- Rusinek, A.; Klepaczko, J.R. Experiments on heat generated during plastic deformation and stored energy for TRIP steels. Mater. Des. 2009, 30, 35–48. [Google Scholar] [CrossRef]
- Min, J.; Hector, L.G., Jr.; Zhang, L.; Sund, L.; Carsley, J.E.; Lin, J. Plastic instability at elevated temperatures in a TRIP-assisted steel. Mater. Des. 2016, 95, 370–386. [Google Scholar] [CrossRef]
- De Cooman, B.C. Structure–properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Tian, R.; Li, L.; De Cooman, B.C.; Wei, X.C.; Sun, P. Effect of temperature and strain rate on dynamic properties of low silicon TRIP steel. J. Iron Steel Res. Inst. 2006, 13, 51–56. [Google Scholar] [CrossRef]
- Zhang, M.; Li, L.; Ding, J.; Wu, Q.; Wang, Y.D.; Almer, J.; Guo, F.; Ren, Y. Temperature-dependent micromechanical behavior of medium-Mn transformation-induced-plasticity steel studied by in situ synchrotron X-ray diffraction. Acta Mater. 2017, 141, 294–303. [Google Scholar] [CrossRef]
- Radwanski, K.; Kuziak, R.; Rozmus, R. Structure and mechanical properties of dual-phase steel following heat treatment simulations reproducing a continuous annealing line. Arch. Civ. Mech. Eng. 2019, 19, 453–468. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, W. Manganese dependence of microstructure and mechanical properties in Fe–Mn alloy. Mater. Sci. Technol. 2017, 34, 63–68. [Google Scholar] [CrossRef]
- Petrov, R.; Kestens, L.; Wasilkowska, A.; Houbaert, Y. Microstructure and texture of a lightly deformed TRIP-assisted steel characterized by means of the EBSD technique. Mater. Sci. Eng. A 2007, 447, 285–297. [Google Scholar] [CrossRef]
- Grajcar, A.; Skrzypczyk, P.; Kozłowska, A. Effects of temperature and time of isothermal holding on retained austenite stability in medium-Mn steels. Appl. Sci. 2018, 8, 2156. [Google Scholar] [CrossRef]
- Grajcar, A.; Skrzypczyk, P.; Woźniak, D. Thermomechanically rolled medium-Mn steels containing retained austenite. Arch. Metall. Mater. 2014, 59, 1691–1697. [Google Scholar] [CrossRef]
- ASTM International. ASTM E975—3: Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Gnaupel-Herolda, T.; Creuziger, A. Diffraction study of the retained austenite content in TRIP steels. Mater. Sci. Eng. A 2011, 528, 3594–3600. [Google Scholar] [CrossRef]
- Dyson, D.J.; Holmes, B. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 5, 469–474. [Google Scholar]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]
- Chen, J.; Lv, M.; Tang, S.; Liu, Z.; Wang, G. Coupled toughening of a low carbon medium manganese heavy steel plate investigated by electron back–scattered diffraction (EBSD). Mater. Lett. 2016, 175, 203–206. [Google Scholar] [CrossRef]
- Luo, L.; Li, W.; Wang, Li.; Zhou, S.; Jin, X. Tensile behaviors and deformation mechanism of a medium Mn-TRIP steel at different temperatures. Mater. Sci. Eng. A 2017, 682, 698–703. [Google Scholar] [CrossRef]
- Grajcar, A.; Kilarski, A.; Kozłowska, A.; Radwański, K. Microstructure evolution and mechanical stability of retained austenite in thermomechanically processed medium-Mn steel. Materials 2019, 12, 501. [Google Scholar] [CrossRef] [PubMed]
- Dutta, A.; Ponge, D.; Sandlobes, S.; Raabe, D. Strain partitioning and strain localization in medium manganese steels measured by in situ microscopic digital image correlation. Materialia 2019, 5, 100252. [Google Scholar] [CrossRef]
- Kim, H.; Lee, J.; Barlat, F.; Kim, D.; Lee, M.G. Experiment and modeling to investigate the effect of stress state, strain and temperature on martensitic phase transformation in TRIP-assisted steel. Acta Mater. 2015, 97, 435–444. [Google Scholar] [CrossRef]
- Asghari, A.; Zarei-Hanzaki, A.; Eskandari, M. Temperature dependence of plastic deformation mechanisms in a modified transformation-twinning induced plasticity steel. Mater. Sci. Eng. A 2013, 579, 150–156. [Google Scholar] [CrossRef]
- Zou, D.X.; Li, S.H.; He, J. Temperature and strain rate dependent deformation induced martensitic transformation and flow behavior of quenching and partitioning steels. Mater. Sci. Eng. A 2017, 80, 54–63. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I.B. Addressing retained austenite stability in advanced high strength steels. Mater. Sci. Forum 2012, 738, 212–216. [Google Scholar] [CrossRef]
- Wang, J.J.; Van der Zwaag, S. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Morphological Parameters | Initial State | Deformation Temperatures | |||
|---|---|---|---|---|---|
| 20 °C | 60 °C | 100 °C | 200 °C | ||
| Average Grain Size of RA | 0.22 µm | 0.10 µm | 0.18 µm | 0.16 µm | 0.21 µm |
| Low-Angle Boundaries | 17.2% | 42.3% | 36.5% | 43.4% | 37.7% |
| High-Angle Boundaries | 82.8% | 57.5% | 63.5% | 56.6% | 62.3% |
| Deformation Temperatures, °C | Fraction of Retained Austenite, vol.% (XRD) | Fraction of Retained Austenite, % (EBSD) | Carbon Content in Retained Austenite, wt.% | Values of Total Elongation, % |
|---|---|---|---|---|
| 20 | 2.7 ± 1.5 | 0.6 | 1.15 ± 0.08 | 14.0 ± 1.3 |
| 60 | 5.9 ± 0.5 | 4.5 | 1.08 ± 0.03 | 9.4 ± 1.0 |
| 100 | 7.8 ± 0.2 | 2.9 | 1.05 ± 0.05 | 12.3 ± 1.1 |
| 200 | 10.5 ± 1.6 | 4.0 | 1.07 ± 0.02 | 12.2 ± 1.4 |
| Initial state | 12.1 ± 0.3 | 7.6 | 1.10 ± 0.03 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kozłowska, A.; Janik, A.; Radwański, K.; Grajcar, A. Microstructure Evolution and Mechanical Stability of Retained Austenite in Medium-Mn Steel Deformed at Different Temperatures. Materials 2019, 12, 3042. https://doi.org/10.3390/ma12183042
Kozłowska A, Janik A, Radwański K, Grajcar A. Microstructure Evolution and Mechanical Stability of Retained Austenite in Medium-Mn Steel Deformed at Different Temperatures. Materials. 2019; 12(18):3042. https://doi.org/10.3390/ma12183042
Chicago/Turabian StyleKozłowska, Aleksandra, Aleksandra Janik, Krzysztof Radwański, and Adam Grajcar. 2019. "Microstructure Evolution and Mechanical Stability of Retained Austenite in Medium-Mn Steel Deformed at Different Temperatures" Materials 12, no. 18: 3042. https://doi.org/10.3390/ma12183042