Experimental Study on Microwave-Based Curing Process with Thermal Expansion Pressure of PTFE for Manufacturing Carbon Fiber/Epoxy Composites


Abstract
:1. Introduction
2. Materials and Methods
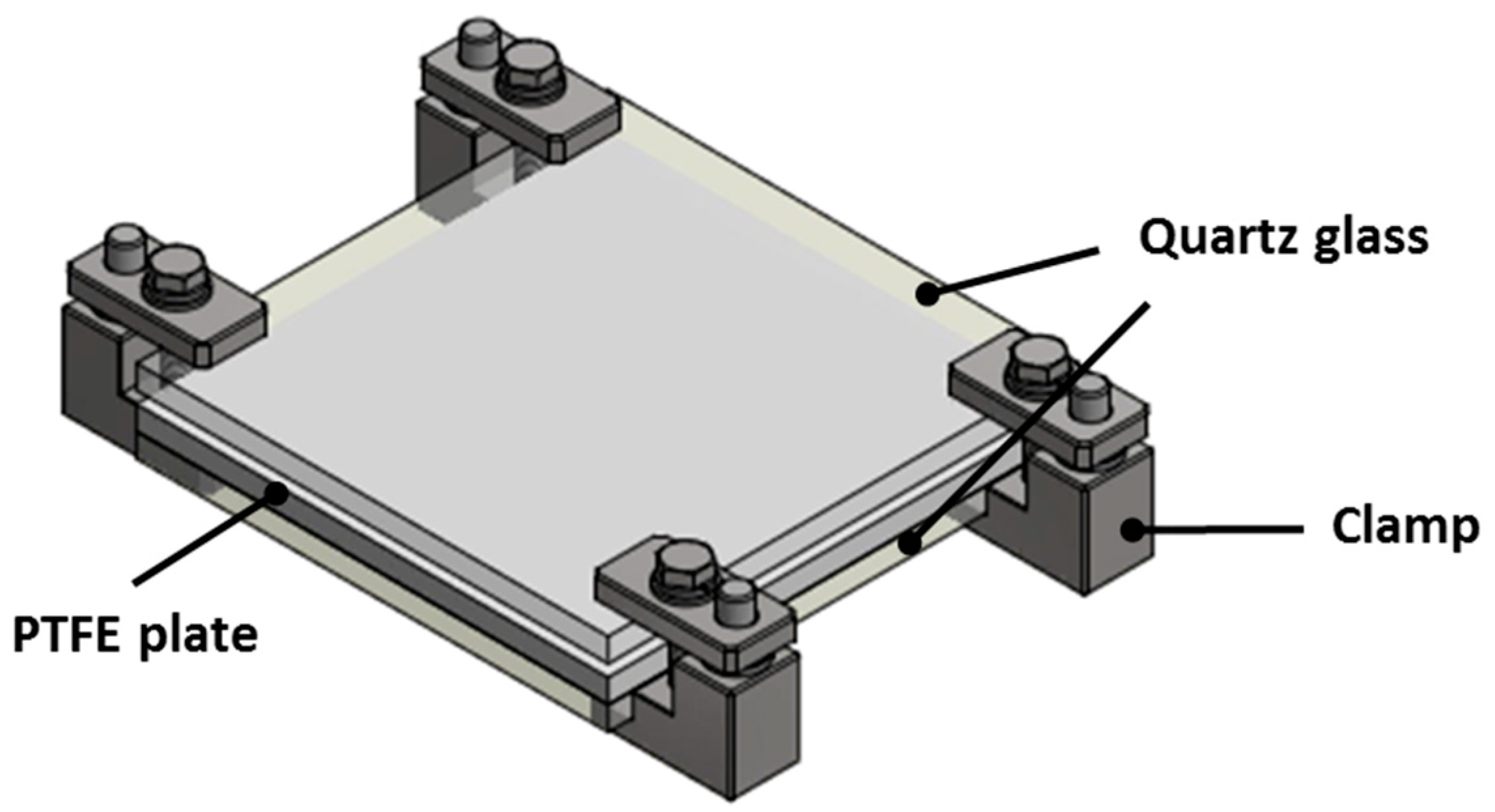
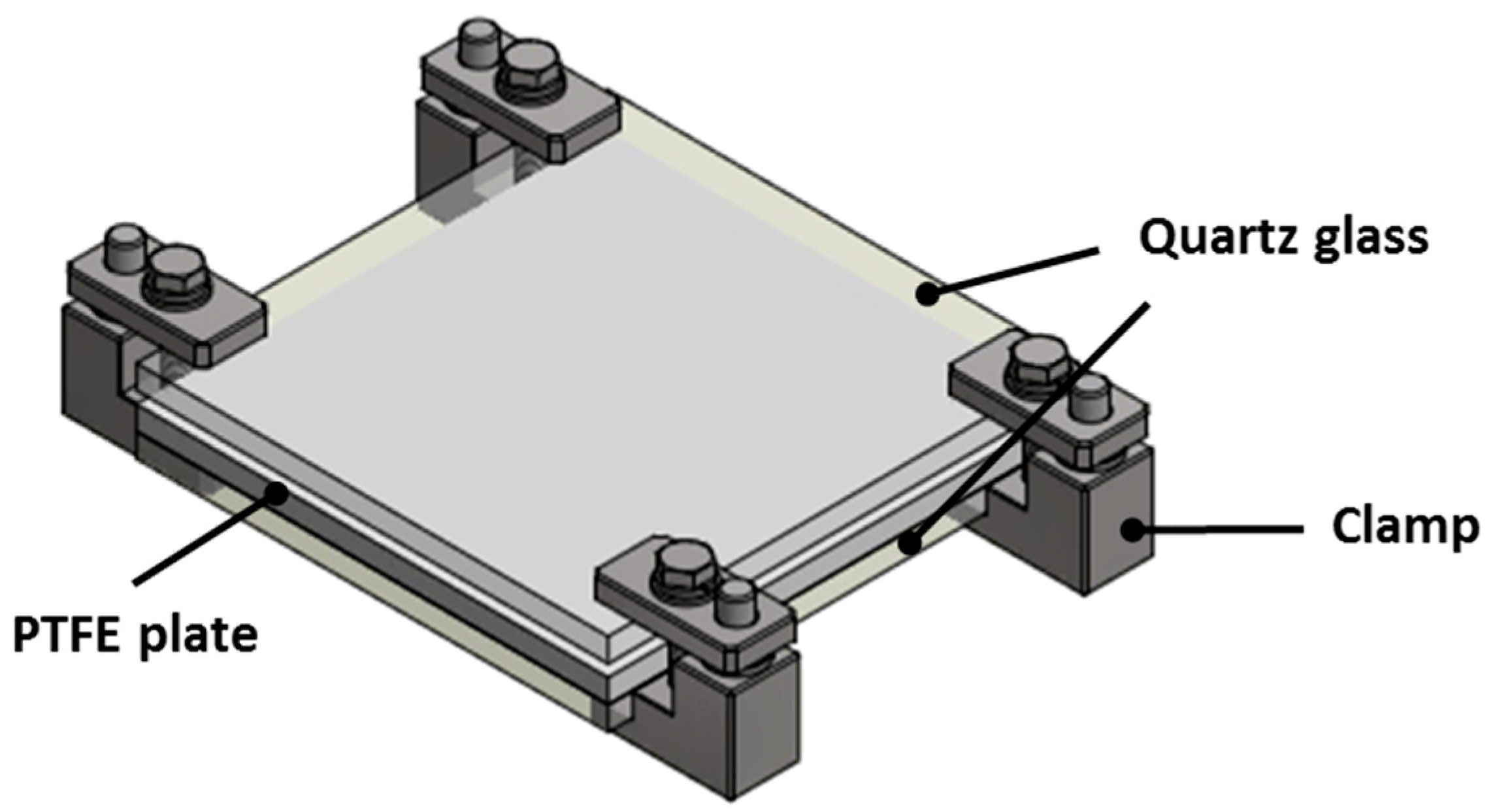
2.1. Design of Mold for Microwave-Based Curing Process (MCP)
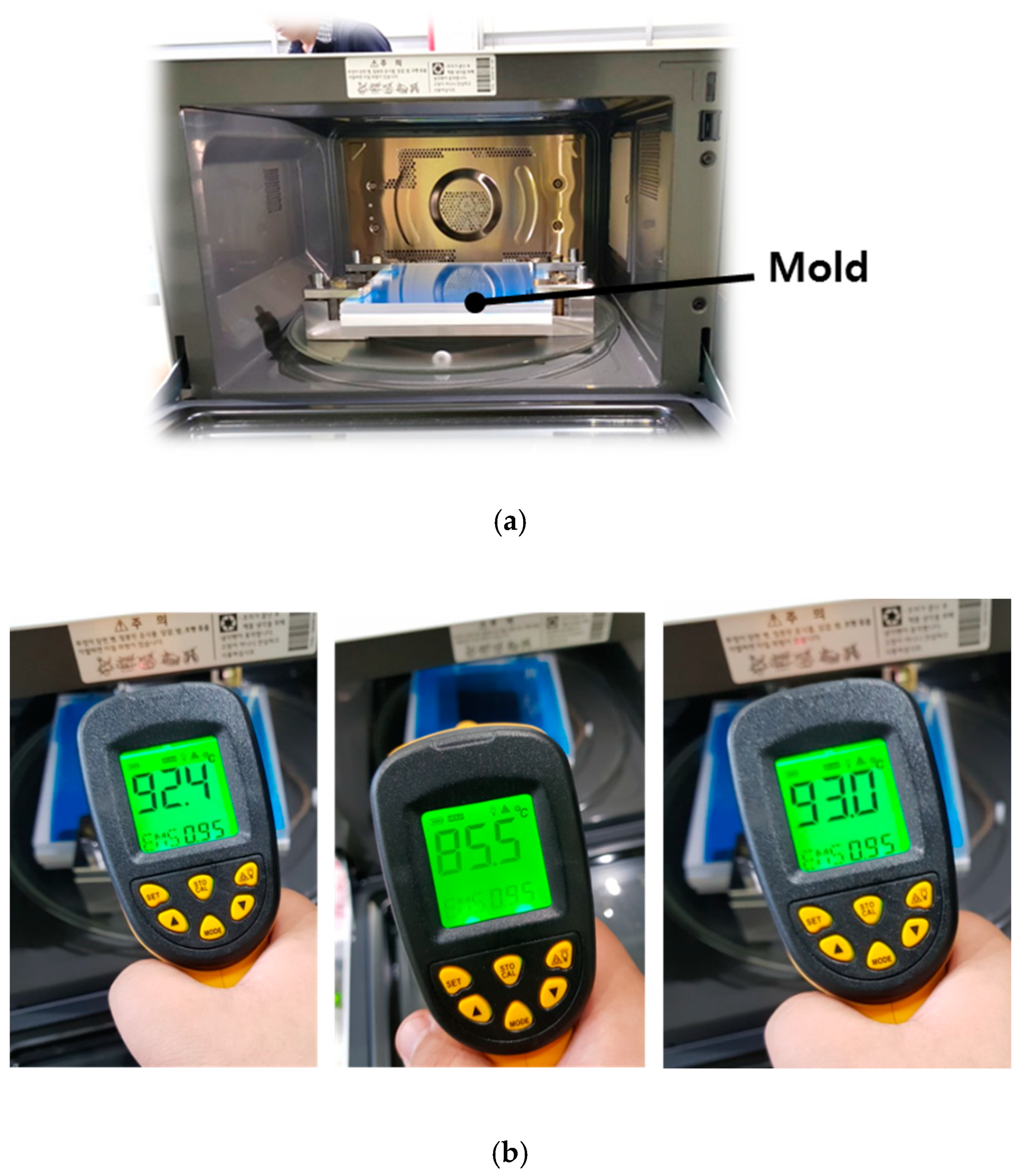
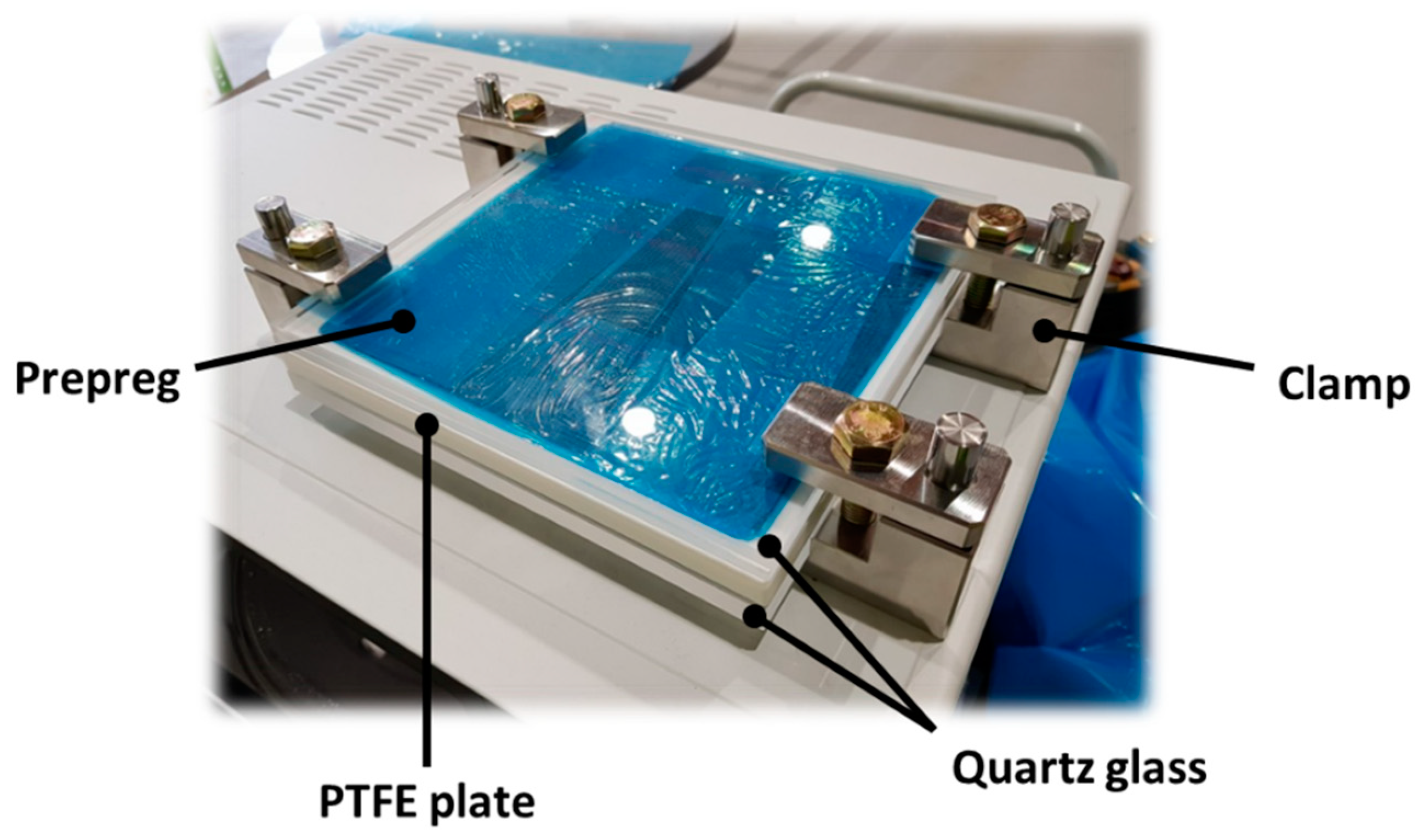
2.1.1. Manufacturing Mold
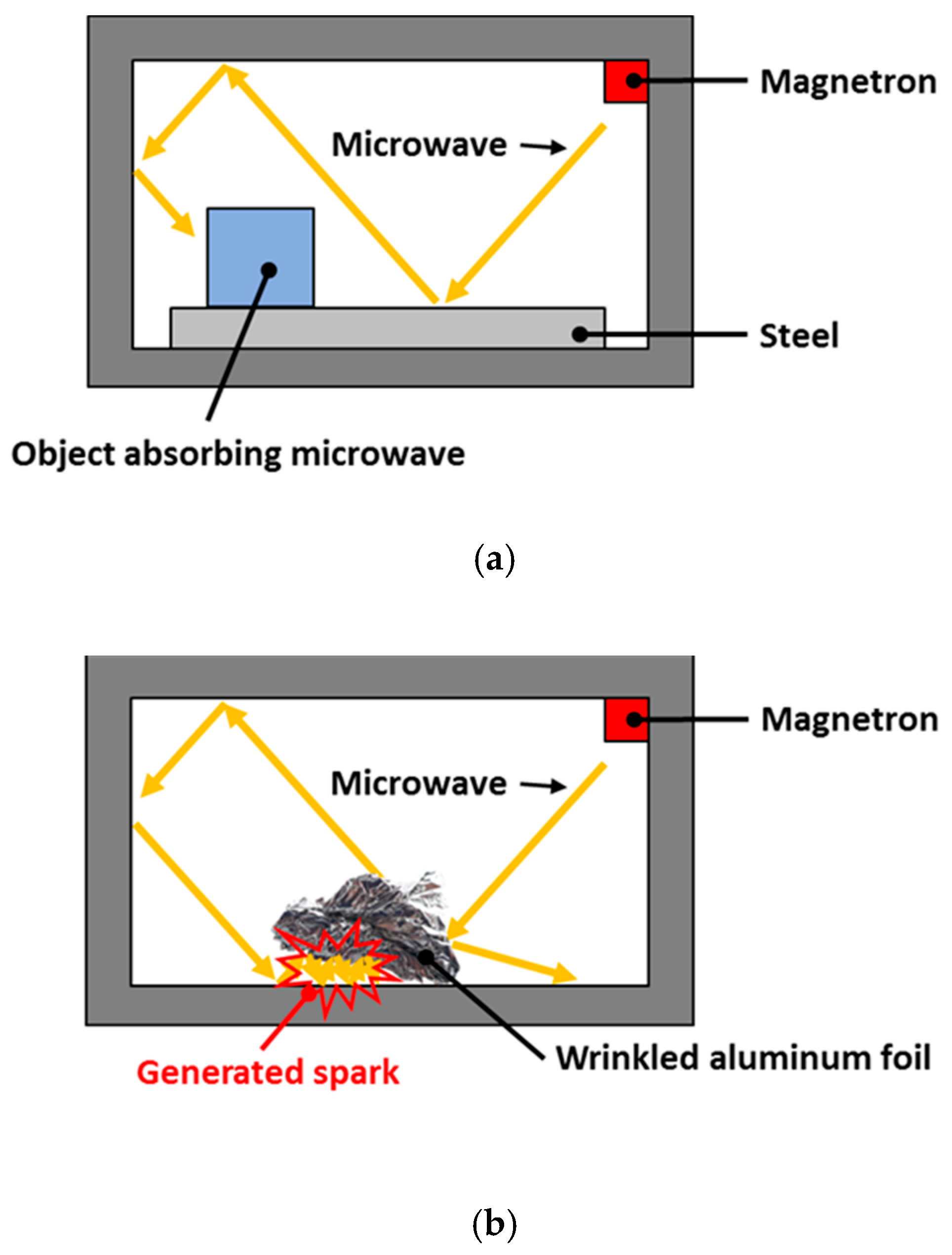
2.1.2. Flame Test
2.2. Experimental Procedures
2.2.1. Uniaxial Tensile Test
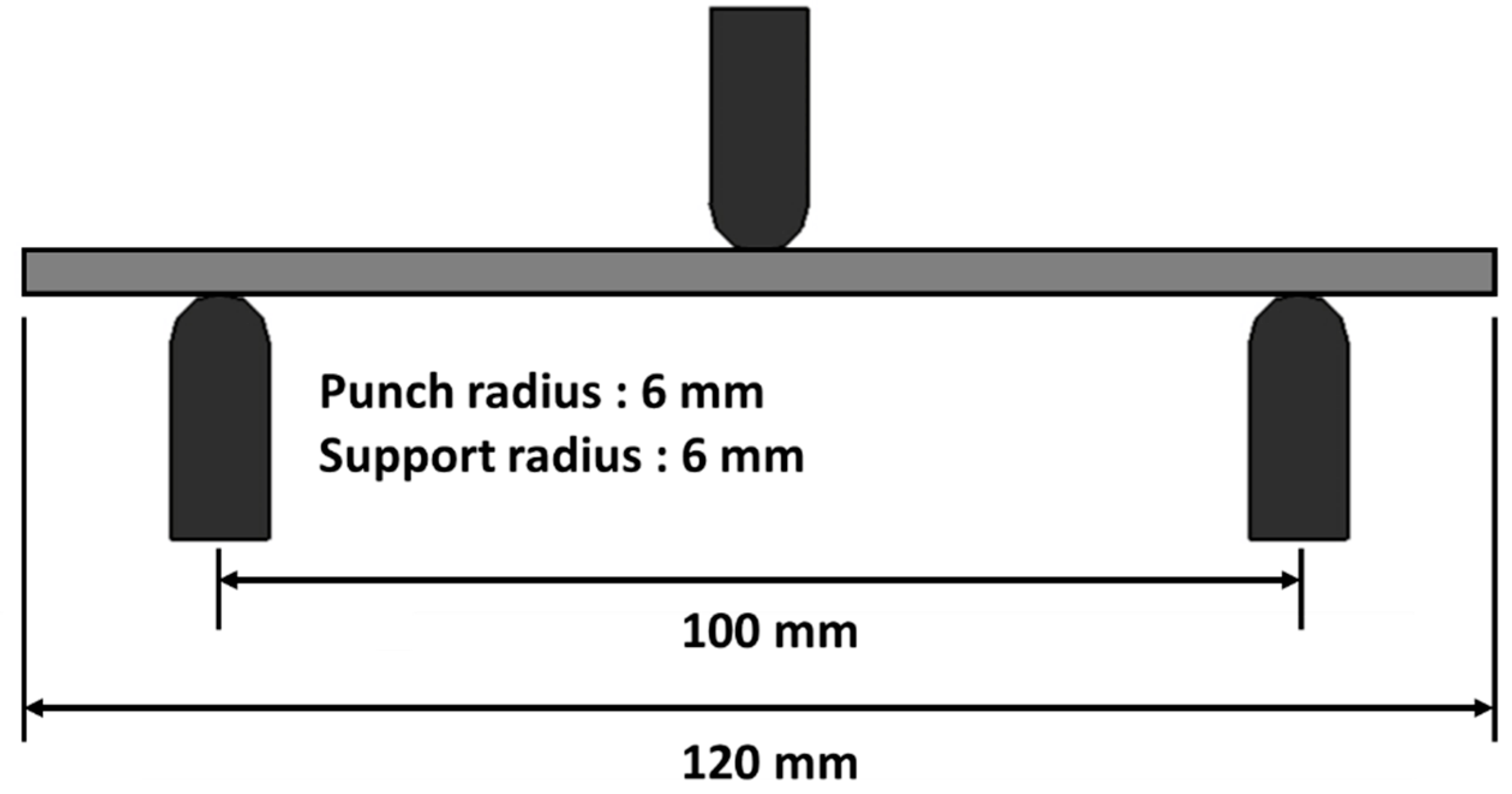
2.2.2. Three-Point Bending Test
3. Results and Discussions
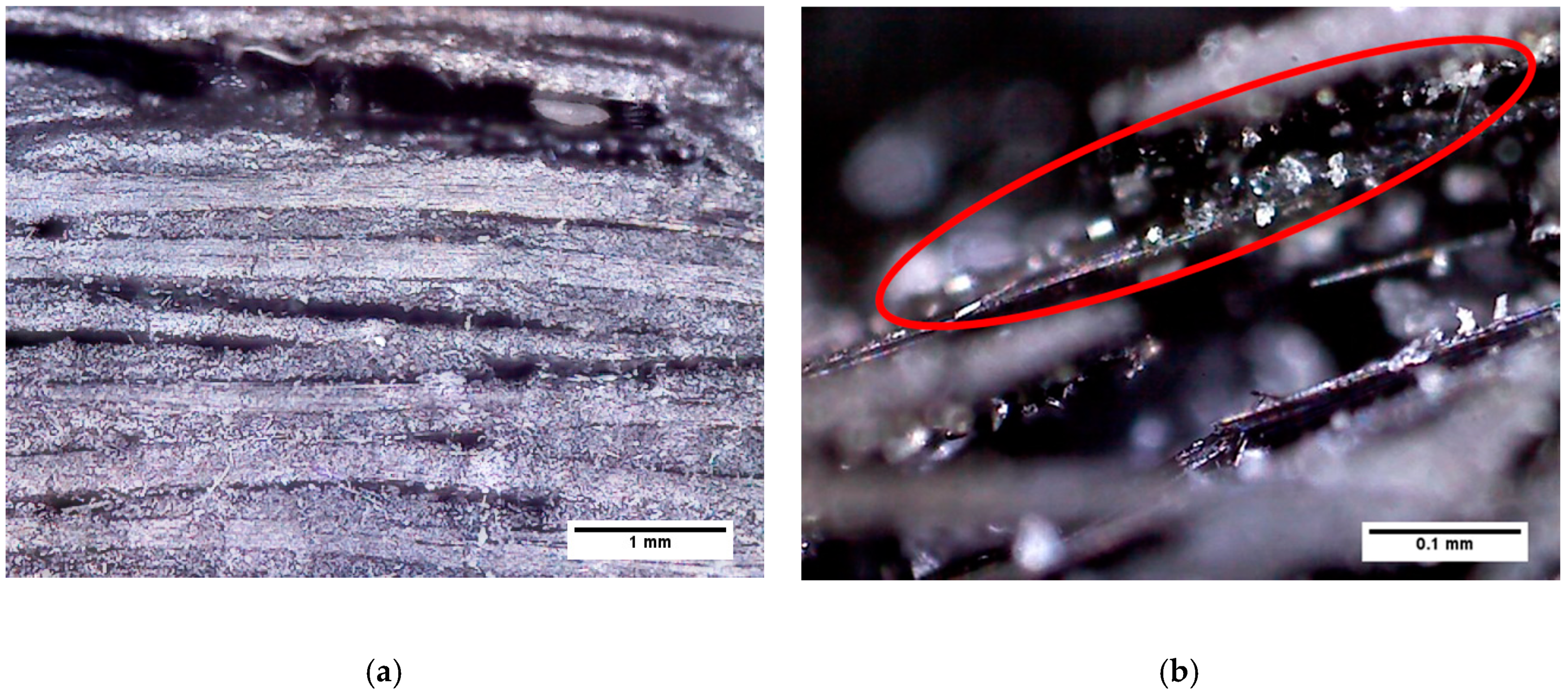
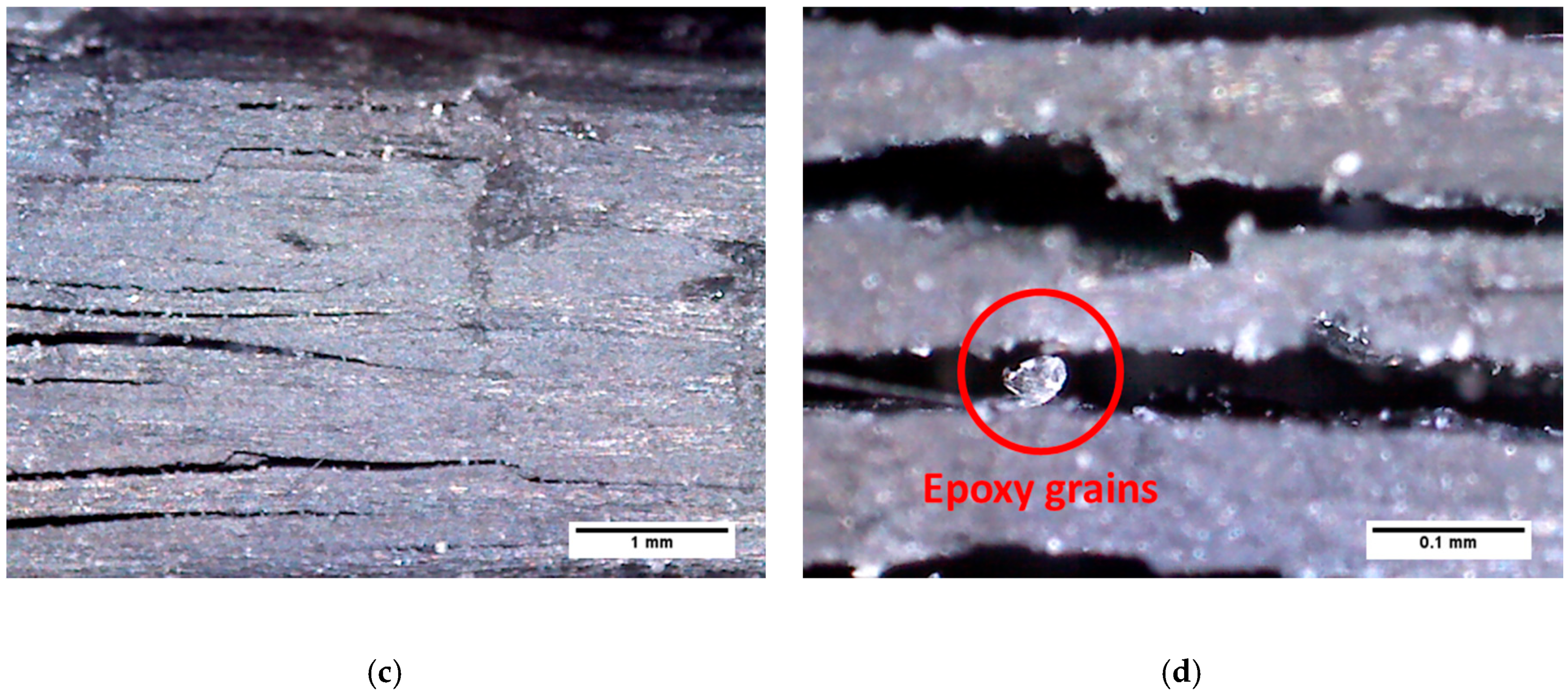
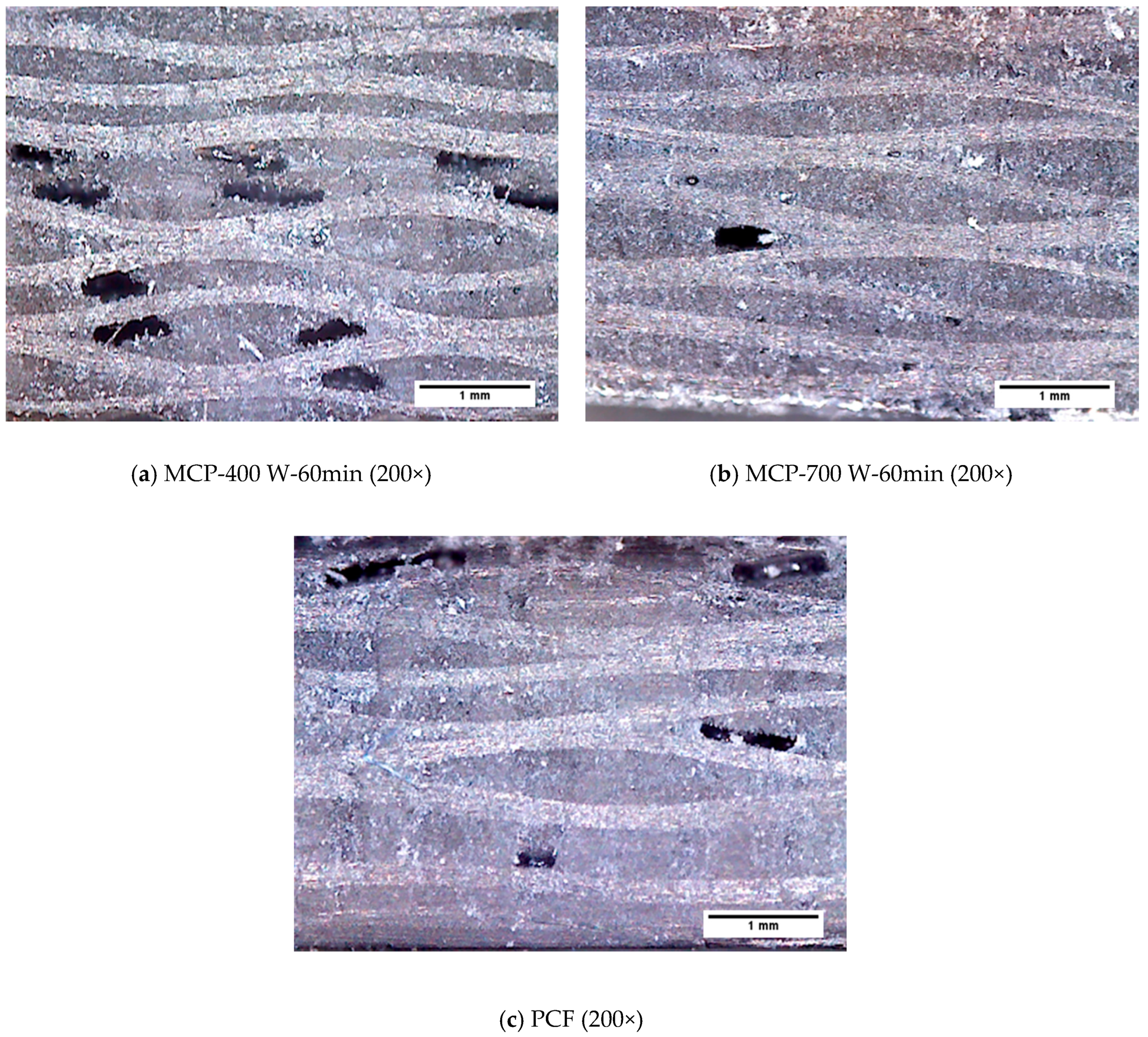
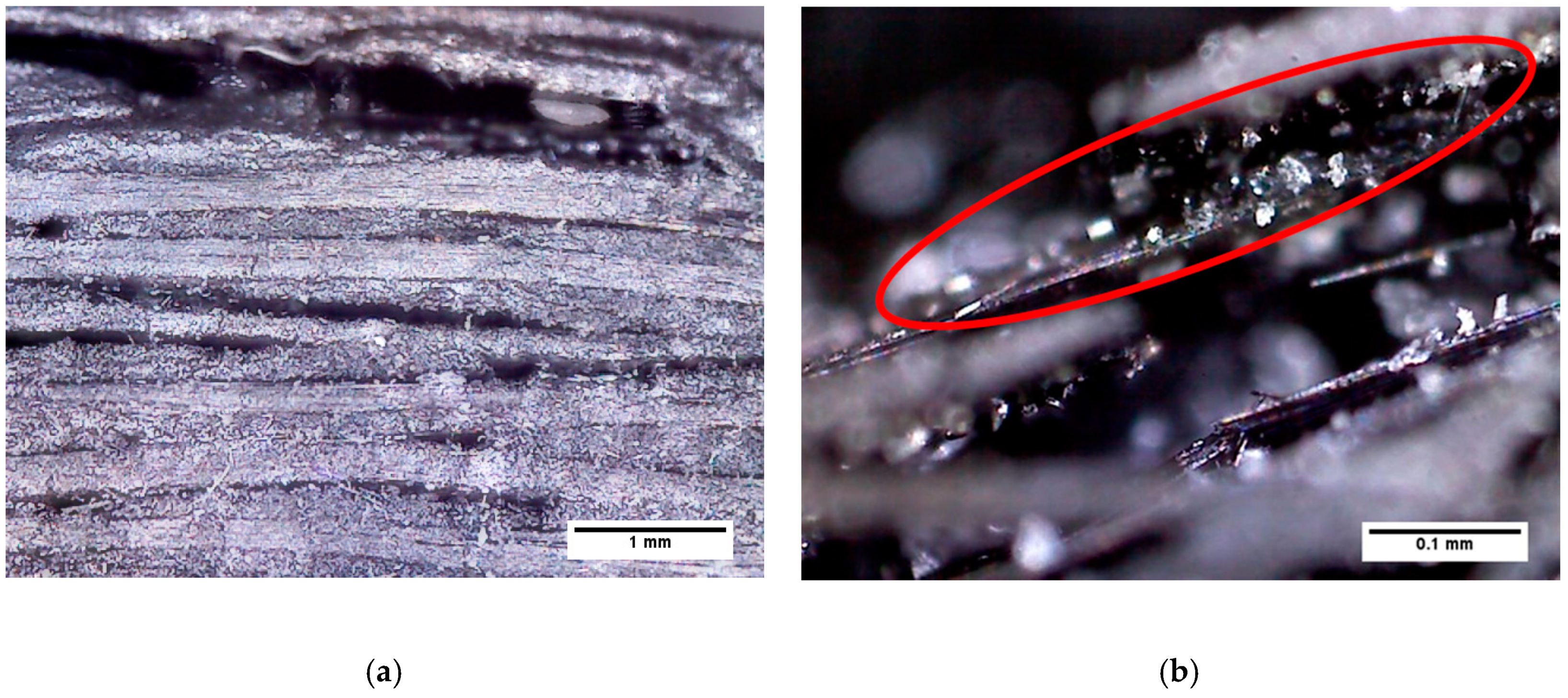
3.1. Void Assessment
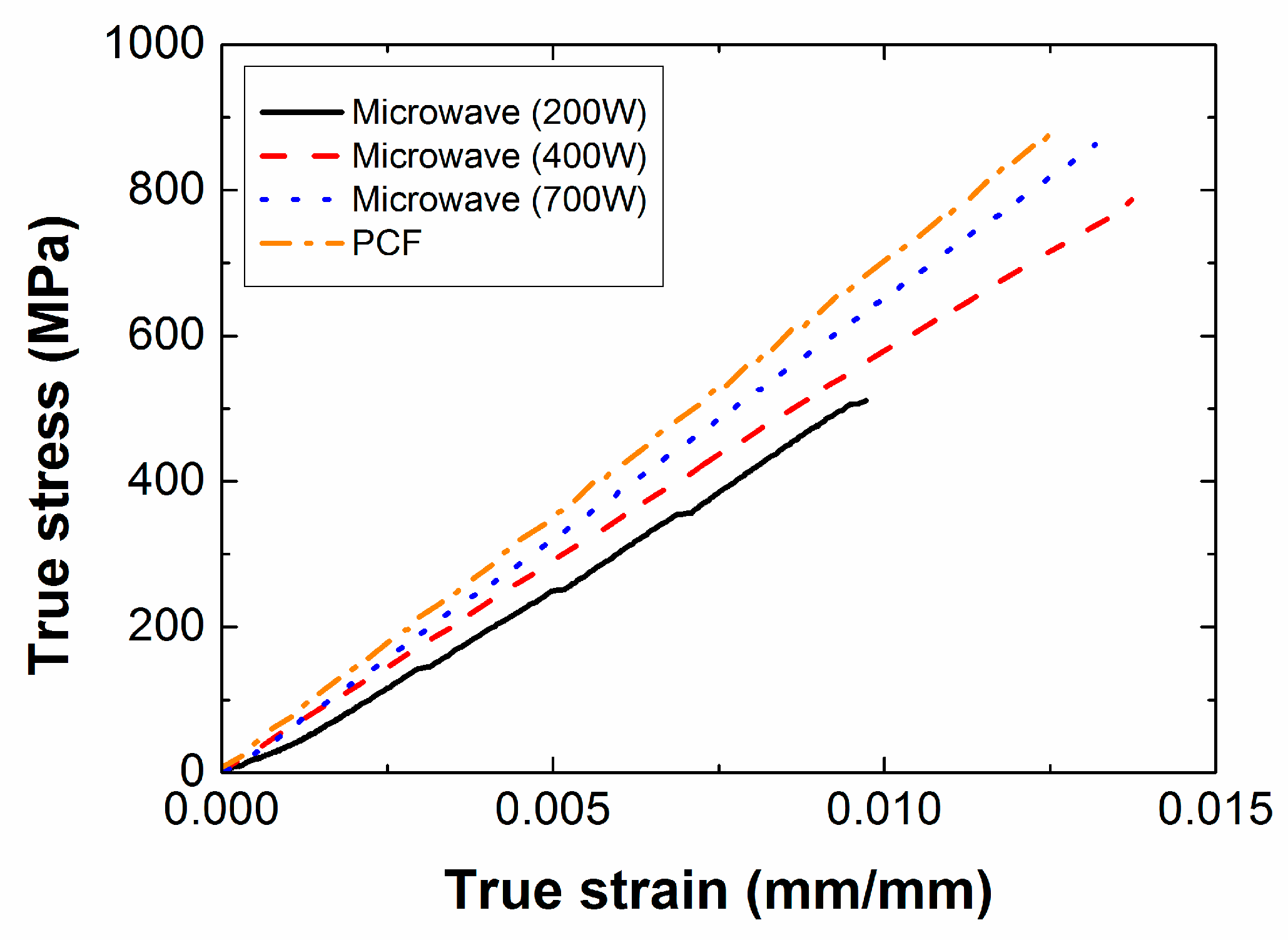
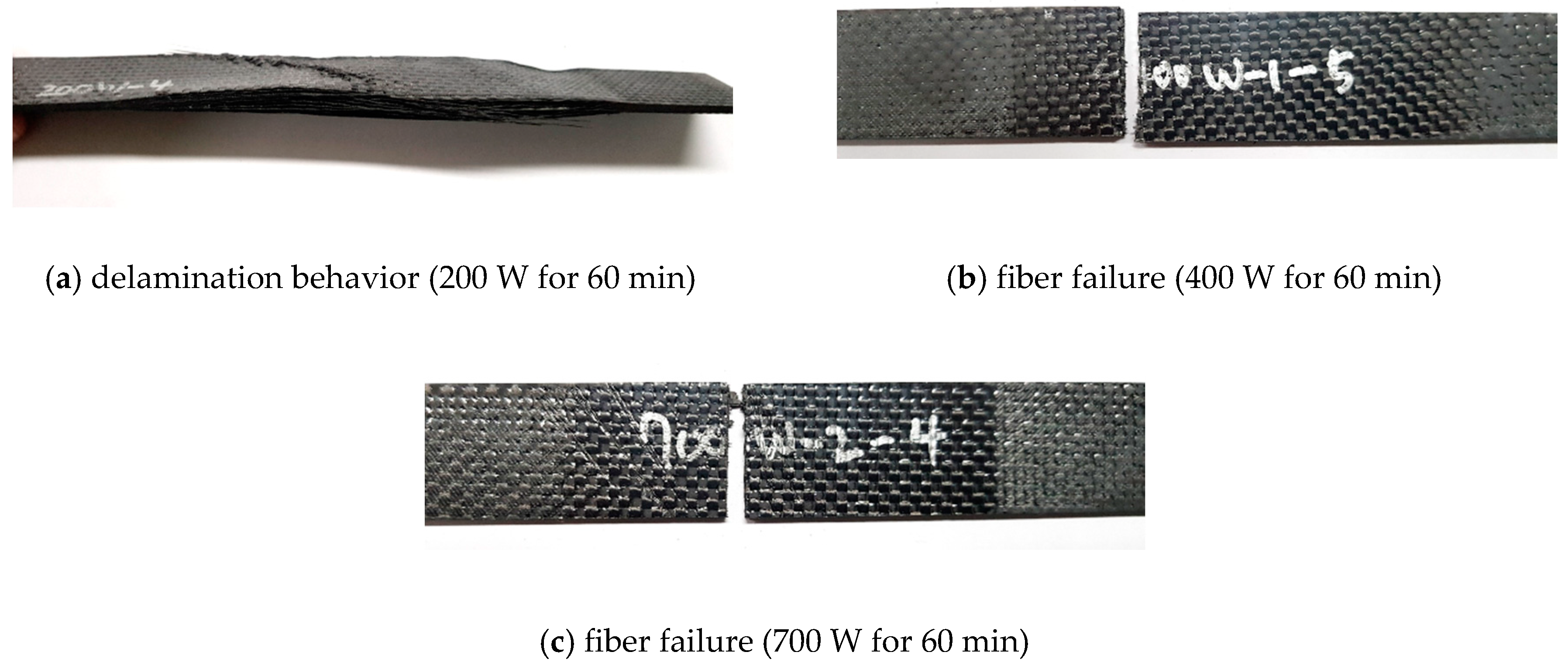
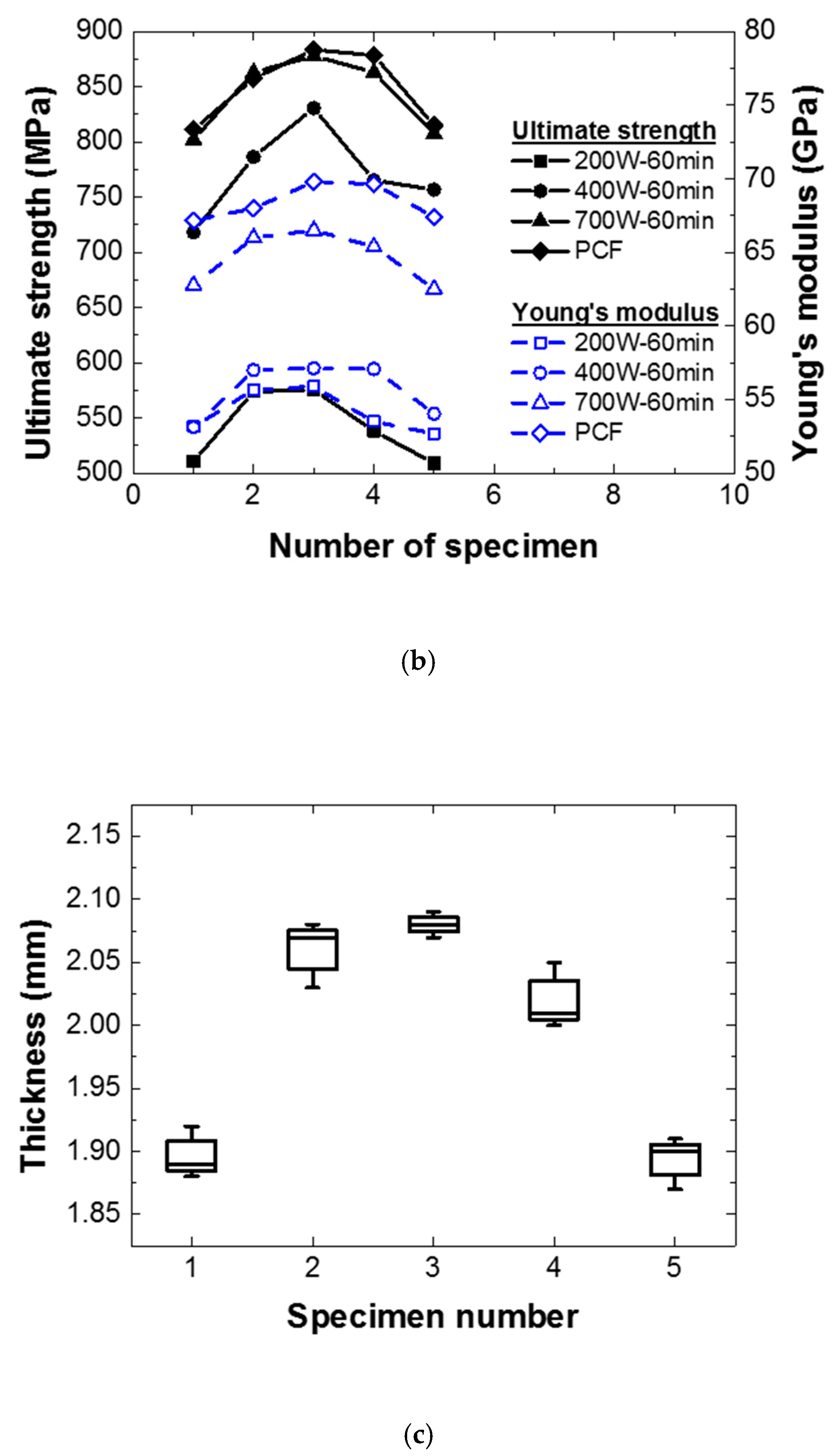
3.2. Effect of Input Power
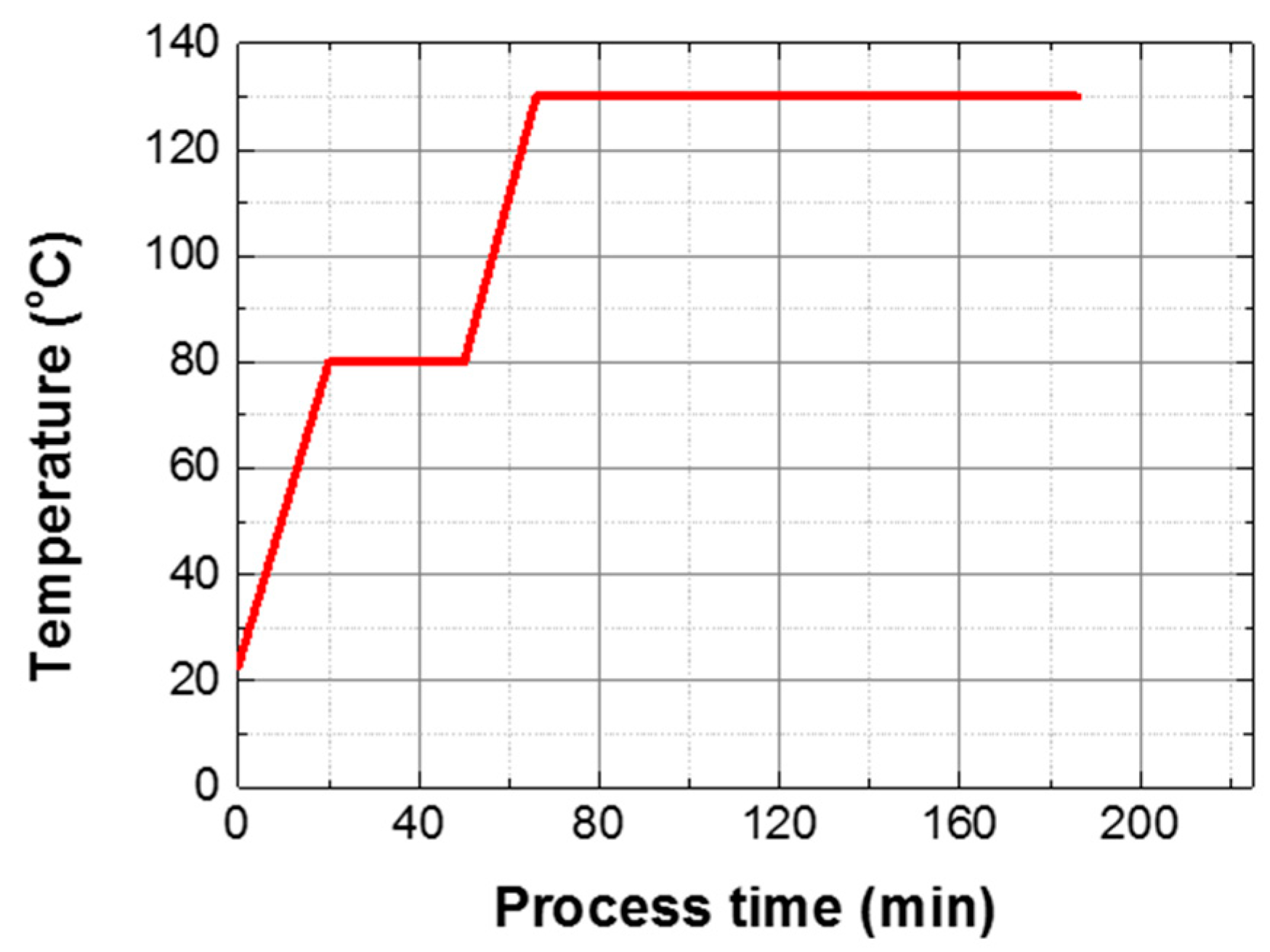
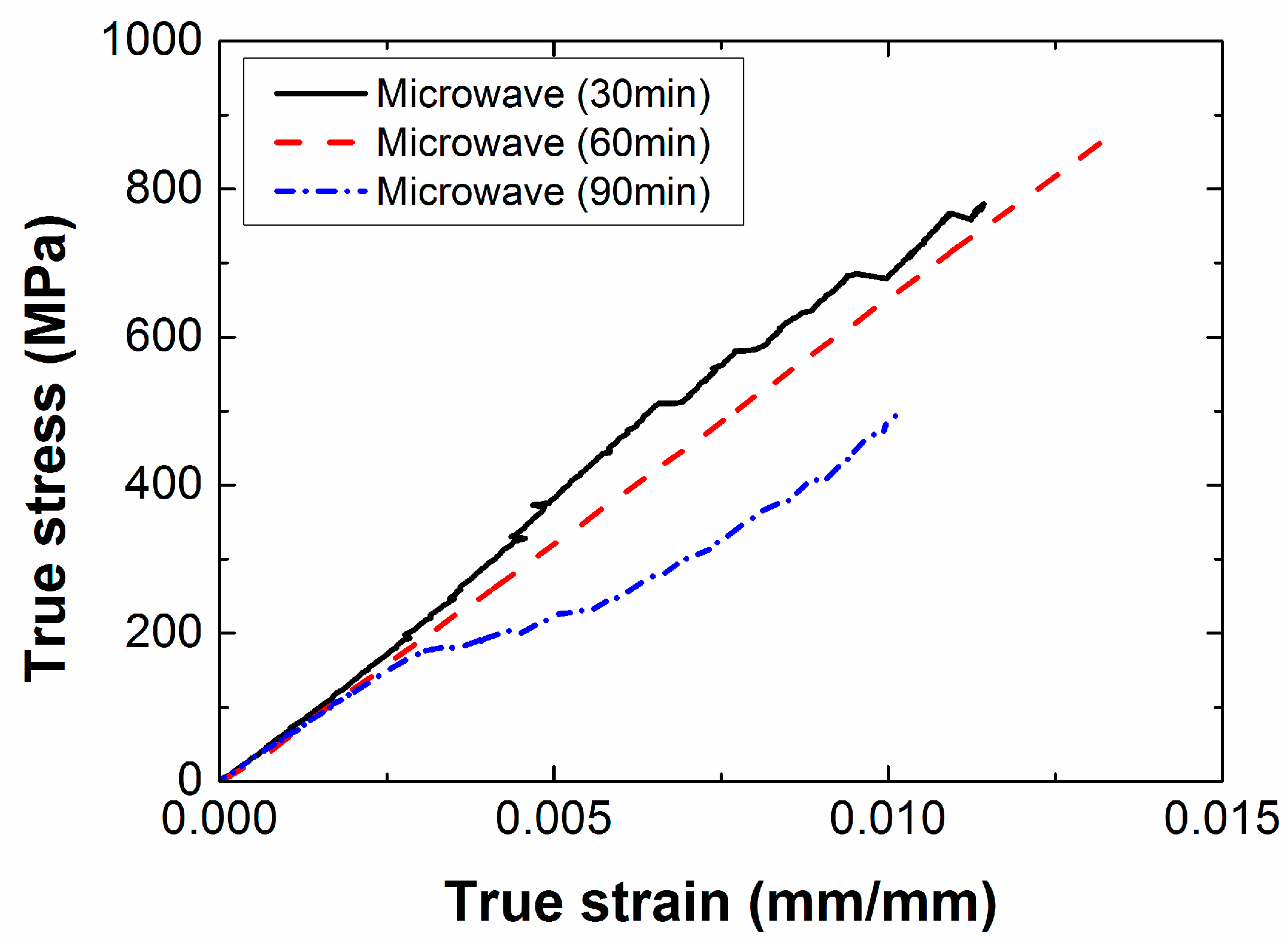
3.3. Effect of Processing Time
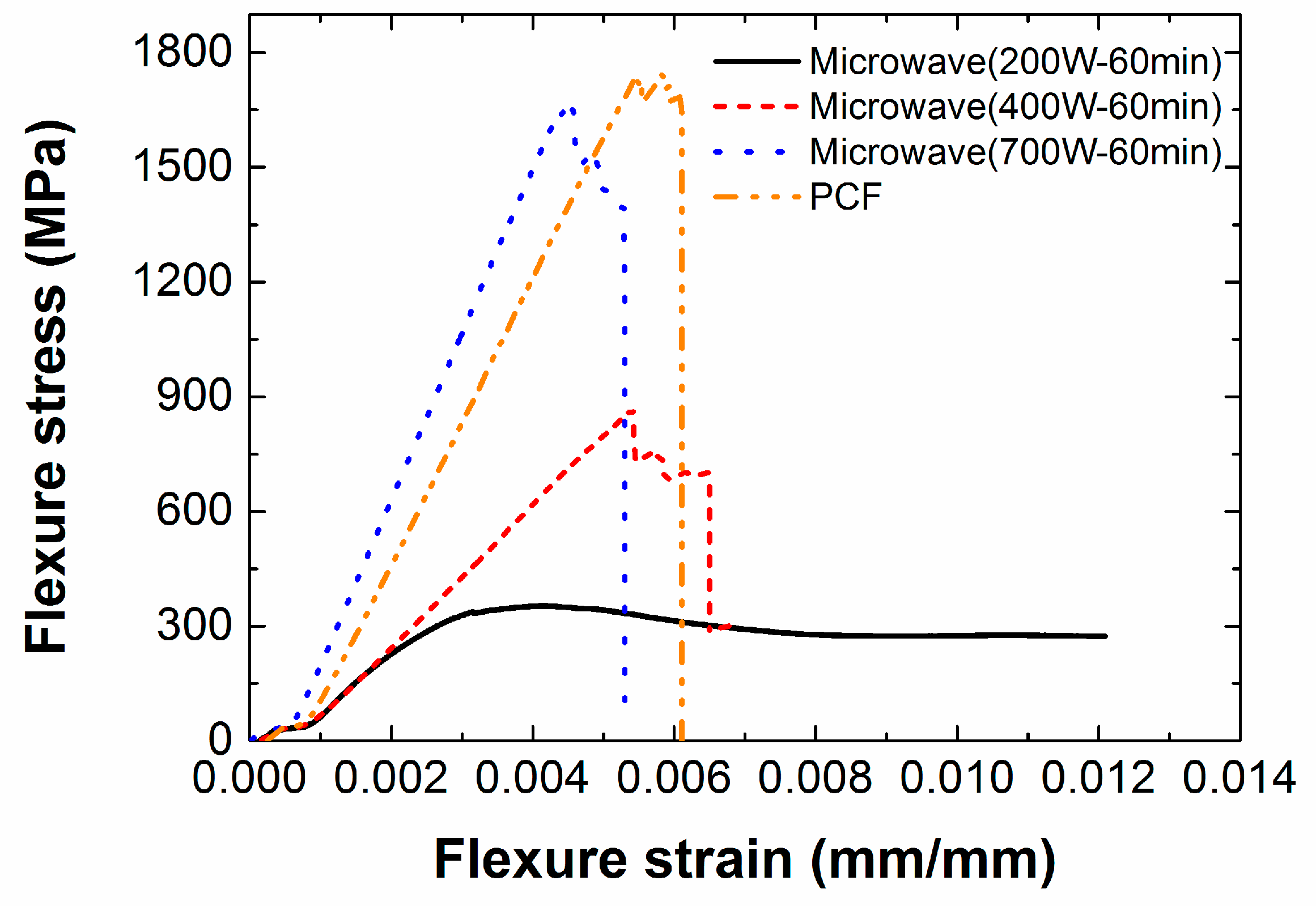
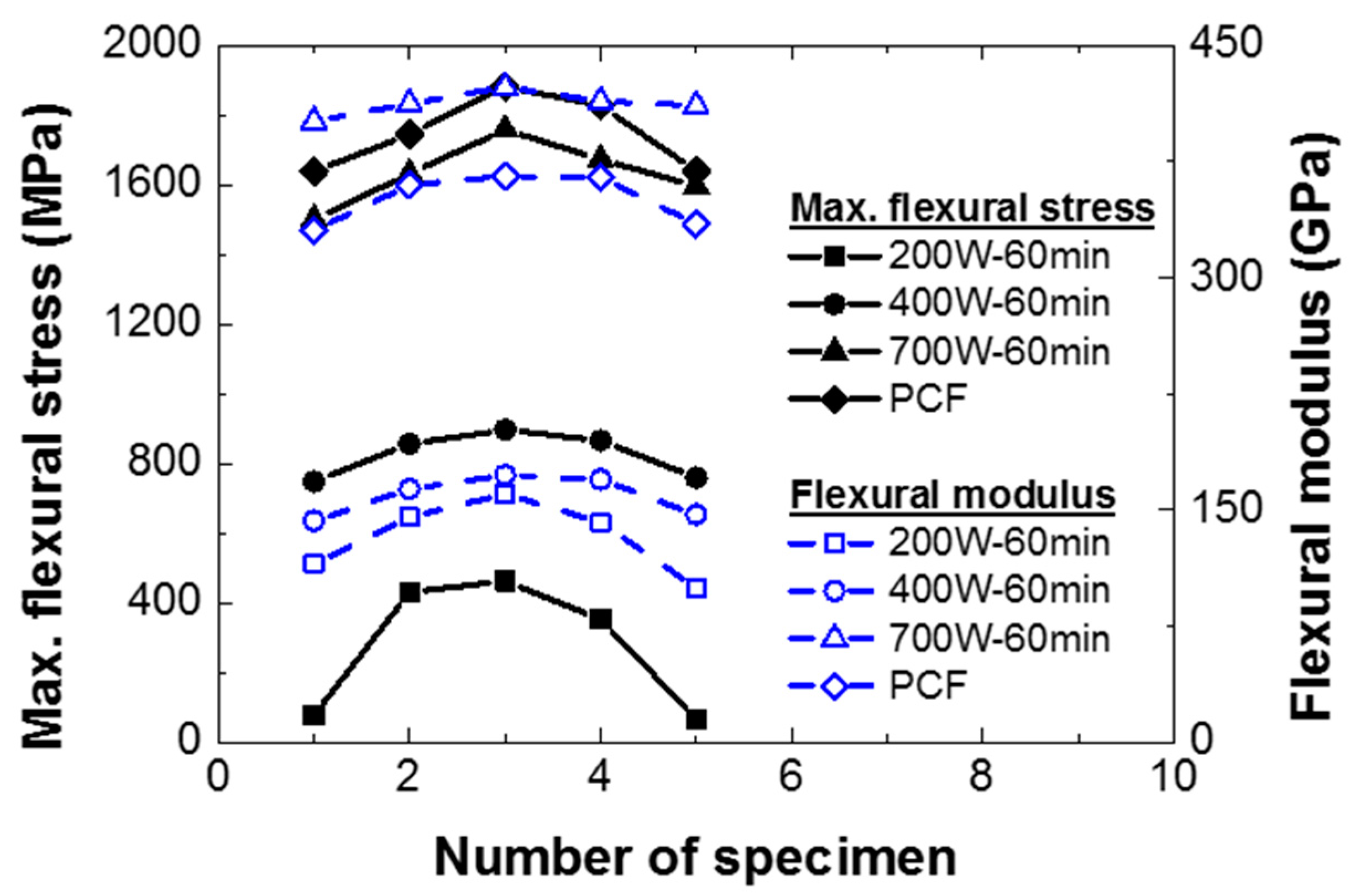
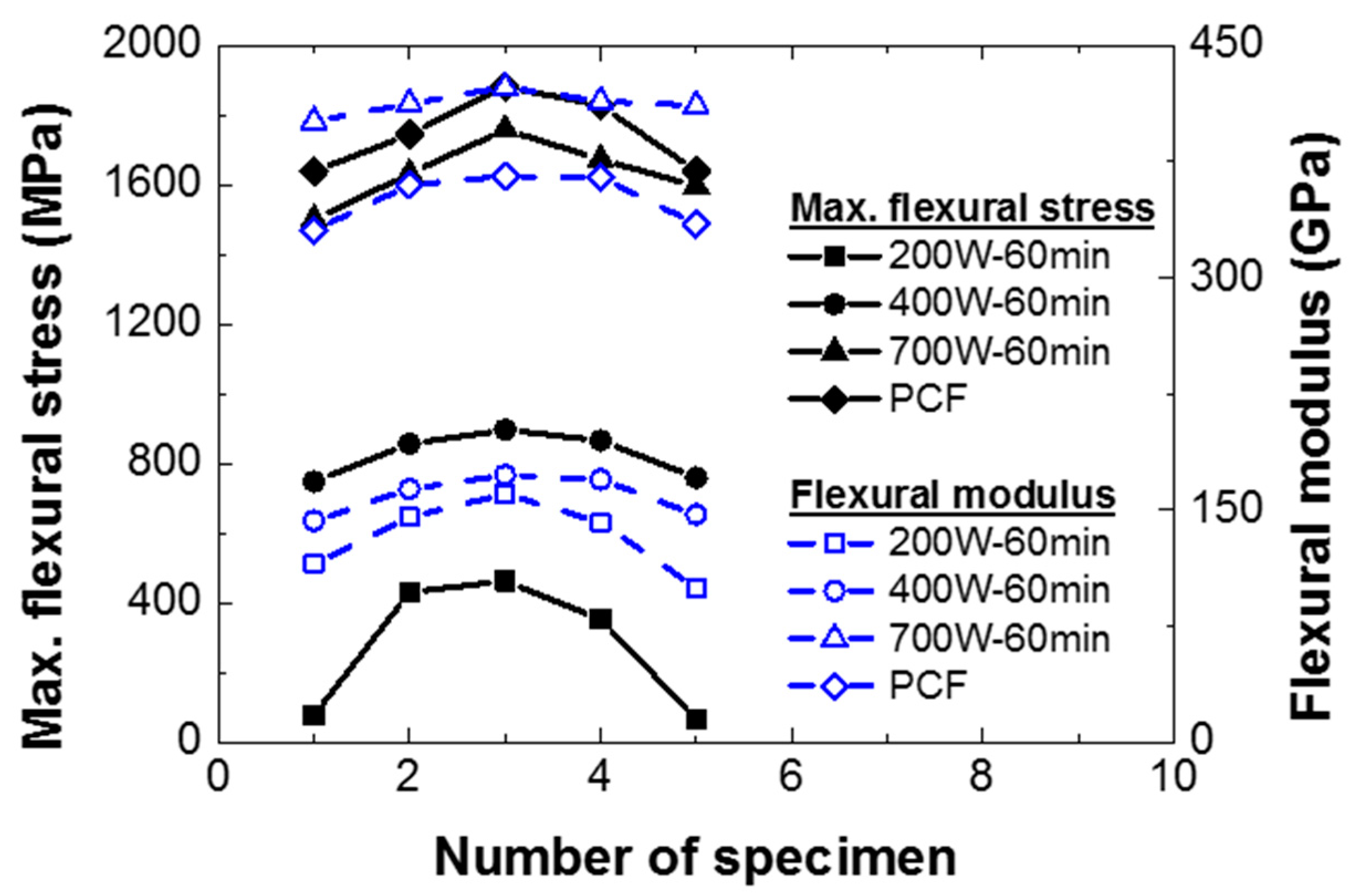
3.4. Flexural Strength and Flexural Modulus
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Erzen, S.; Ren, Z.; Anzel, I. Analysis of FRP side-door impact beam. In Proceedings of the 2nd IMechE Automobile Division Southern Centre Conference on Total Vehicle Technology, Brighton, UK, 11–12 November 2002; University of Sussex: Brighton, UK, 2002; pp. 109–120. [Google Scholar]
- Abdullah, M.R.; Cantwell, W.J. The impact resistance of polypropylene-based fibre-metal laminates. Compos. Sci. Technol. 2006, 66, 1682–1693. [Google Scholar] [CrossRef]
- Takamatsu, T.; Matsumura, T.; Ogura, N.; Shimokawa, T.; Kakuta, Y. Fatigue crack growth properties of a GLARE3–5/4 fiber/metal laminate. Eng. Fract. Mech. 1999, 63, 253–272. [Google Scholar] [CrossRef]
- Vogelesang, L.B.; Vlot, A. Development of fibre metal laminates for advanced aerospace structures. J. Mater. Process. Technol. 2000, 103, 1–5. [Google Scholar] [CrossRef]
- Makaremi, M.; Pasbakhsh, P.; Cavallaro, G.; Lazzara, G.; Aw, Y.K.; Lee, S.M.; Milioto, S. Effect of morphology and size of halloysite nanotubes on functional pectin bionanocomposites for food packaging applications. ACS Appl. Mater. Interfaces 2017, 9, 17476–17488. [Google Scholar] [CrossRef] [PubMed]
- Lvov, Y.; Abdullayev, E. Functional polymer–clay nanotube composites with sustained release of chemical agents. Prog. Polym. Sci. 2013, 38, 1690–1719. [Google Scholar] [CrossRef]
- Arrigo, R.; Teresi, R.; Gambarotti, C.; Parisi, F.; Lazzara, G.; Dintcheva, N. Sonication-induced modification of carbon nanotubes: Effect on the rheological and thermo-oxidative behavior of polymer-based nanocomposites. Materials 2018, 11, 383. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Yue, X.; Huang, H.; Wang, C.; Mo, D.; Wu, Y.; Xu, Q.; Zhou, C.; Zhu, H.; Zhang, C. Electrical resistance prediction for functionalized multi-walled carbon nanotubes/epoxy resin composite gasket under thermal creep conditions. Materials 2019, 12, 2704. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Nehra, M.; Dilbaghi, N.; Tankeshwar, K.; Kim, K.H. Recent advances and remaining challenges for polymeric nanocomposites in healthcare applications. Prog. Polym. Sci. 2018, 80, 1–38. [Google Scholar] [CrossRef]
- Centea, T.; Grunenfelder, L.K.; Nutt, S.R. A review of out-of-autoclave prepregs—Material properties, process phenomena, and manufacturing considerations. Compos. Part A Appl. Sic. Manuf. 2015, 70, 132–154. [Google Scholar] [CrossRef]
- Vita, A.; Castorani, V.; Germani, M.; Marconi, M. Comparative life cycle assessment and cost analysis of autoclave and pressure bag molding for producing CFRP components. Int. J. Adv. Manuf. Technol. 2019, 1–16. [Google Scholar] [CrossRef]
- Wulfsberg, J.; Hermann, A.; Ziegmann, G.; Lonsdorfer, G.; Stöß, N.; Fette, M. Combination of carbon fibre sheet moulding compound and prepreg compression moulding in aerospace industry. Procedia Eng. 2014, 81, 1601–1607. [Google Scholar] [CrossRef]
- Lee, J.M.; Kim, B.M.; Ko, D.C. Development of vacuum-assisted prepreg compression modling for production of automotive roof panels. Compos. Struct. 2019, 213, 144–152. [Google Scholar] [CrossRef]
- Rondina, F.; Taddia, S.; Mazzocchetti, L.; Donati, L.; Minak, G.; Rosenberg, P.; Bedeschi, A.; Dolcini, E. Development of full carbon wheels for sport cars with high-volume technology. Compos. Struct. 2018, 192, 368–378. [Google Scholar] [CrossRef]
- Han, B.J.; Jeong, Y.C.; Kim, C.M.; Kim, R.W.; Kang, M. Forming characteristics during the high-pressure resin transfer molding process for CFRP. Adv. Compos. Mater. 2019, 28, 365–382. [Google Scholar] [CrossRef]
- Baskaran, M.; de Mendibil, I.O.; Sarrionandia, M.; Aurrekoetxea, J.; Acosta, J.; Argarate, U.; Chico, D. Manufacturing cost comparison of RTM, HP-RTM and CRTM for an automotive roof. In Proceedings of the 16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014; pp. 1–7. [Google Scholar]
- Lee, W.I. Microwave curing of composites. J. Compos. Mater. 1984, 18, 387–409. [Google Scholar] [CrossRef]
- Sung, P.C.; Chiu, T.H.; Chang, S.C. Microwave curing of carbon nanotube/epoxy adhesives. Compos. Sci. Technol. 2014, 104, 97–103. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Hao, X.; Gao, J. A comparative experiment for the analysis of microwave and thermal process induced strains of carbon fiber/bismaleimide composite materials. Compos. Sci. Technol. 2015, 106, 15–19. [Google Scholar] [CrossRef]
- Li, Y.; Li, N.; Zhou, J.; Cheng, Q. Microwave curing of multidirectional carbon fiber reinforced polymer composites. Compos. Struct. 2019, 212, 83–93. [Google Scholar] [CrossRef]
- Xu, X.; Wang, X.; Cai, Q.; Wang, X.; Wei, R.; Du, S. Improvement of the compressive strength of carbon fiber/epoxy composites via microwave curing. J. Mater. Sci. Technol. 2016, 32, 226–232. [Google Scholar] [CrossRef]
- Mishra, R.R.; Sharma, A.K. Microwave-material interaction phenomena: Heating mechanisms, challenges and opportunities in material processing. Compos. Part A Appl. Sic. Manuf. 2016, 81, 78–97. [Google Scholar] [CrossRef]
- Joshi, S.C.; Bhudolia, S.K. Microwave-thermal technique for energy and time efficient curing of carbon fiber reinforced polymer prepreg composites. J. Compos. Mater. 2014, 48, 3035–3048. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Jelonnek, J.; Link, G.; Gao, J. A new process control method for microwave curing of carbon fibre reinforced composites in aerospace applications. Compos. Part B Eng. 2017, 122, 61–70. [Google Scholar] [CrossRef]
- ASTM. ASTM D3039-13-Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case | Input Power (W) | Processing Time (min) |
|---|---|---|
| 1 | 200 | 60 |
| 2 | 400 | 60 |
| 3 | 700 | 30 |
| 4 | 700 | 60 |
| 5 | 700 | 90 |
| Case | Input Power (W) | Processing Time (min) |
|---|---|---|
| 1 | 200 | 60 |
| 2 | 400 | 60 |
| 3 | 700 | 60 |
| Curing process | Total Area (mm2) | Void Area (mm2) | Void Ratio (Void Area/Total Area) |
|---|---|---|---|
| Microwave (200 W/60 min) | 18.7500 | 4.1213 ± 2.0317 | 0.3175 |
| Microwave (400 W/60 min) | 2.1660 ± 0.7439 | 0.1436 | |
| Microwave (700 W/60 min) | 1.8623 ± 0.3325 | 0.0850 | |
| PCF | 0.8190 ± 0.3749 | 0.0661 |
| Curing Process | Ultimate Strength (MPa) | Young’s Modulus (GPa) | Maximum Flexural Stress (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|---|
| Microwave (200 W/60 min) | 541.44 ± 32.40 | 54.18 ± 1.49 | – | – |
| Microwave (400 W/60 min) | 771.56 ± 41.32 | 55.67 ± 1.94 | – | – |
| Microwave (700 W/60 min) | 842.80 ± 35.26 | 64.64 ± 1.86 | 825.33 ± 67.25 | 159.12 ± 13.40 |
| Microwave (700 W/30 min) | 412.46 ± 78.67 | 54.18 ± 1.49 | 277.37 ± 192.67 | 132.45 ± 24.63 |
| Microwave (700 W/90 min) | 736.92 ± 30.17 | 65.60 ± 2.91 | 1632.23 ± 95.25 | 412.38 ± 7.89 |
| PCF | 849.20 ± 34.38 | 68.40 ± 1.25 | 1746.59 ± 109.81 | 351.15 ± 17.09 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, E.-T.; Lee, Y.; Kim, J.; Kang, B.-S.; Song, W. Experimental Study on Microwave-Based Curing Process with Thermal Expansion Pressure of PTFE for Manufacturing Carbon Fiber/Epoxy Composites. Materials 2019, 12, 3737. https://doi.org/10.3390/ma12223737
Park E-T, Lee Y, Kim J, Kang B-S, Song W. Experimental Study on Microwave-Based Curing Process with Thermal Expansion Pressure of PTFE for Manufacturing Carbon Fiber/Epoxy Composites. Materials. 2019; 12(22):3737. https://doi.org/10.3390/ma12223737
Chicago/Turabian StylePark, Eu-Tteum, Youngheon Lee, Jeong Kim, Beom-Soo Kang, and Woojin Song. 2019. "Experimental Study on Microwave-Based Curing Process with Thermal Expansion Pressure of PTFE for Manufacturing Carbon Fiber/Epoxy Composites" Materials 12, no. 22: 3737. https://doi.org/10.3390/ma12223737