Chemical, Physical, and Mechanical Properties and Microstructures of Laser-Sintered Co–25Cr–5Mo–5W (SP2) and W–Free Co–28Cr–6Mo Alloys for Dental Applications


Abstract
:
1. Introduction
2. Experimental Procedure
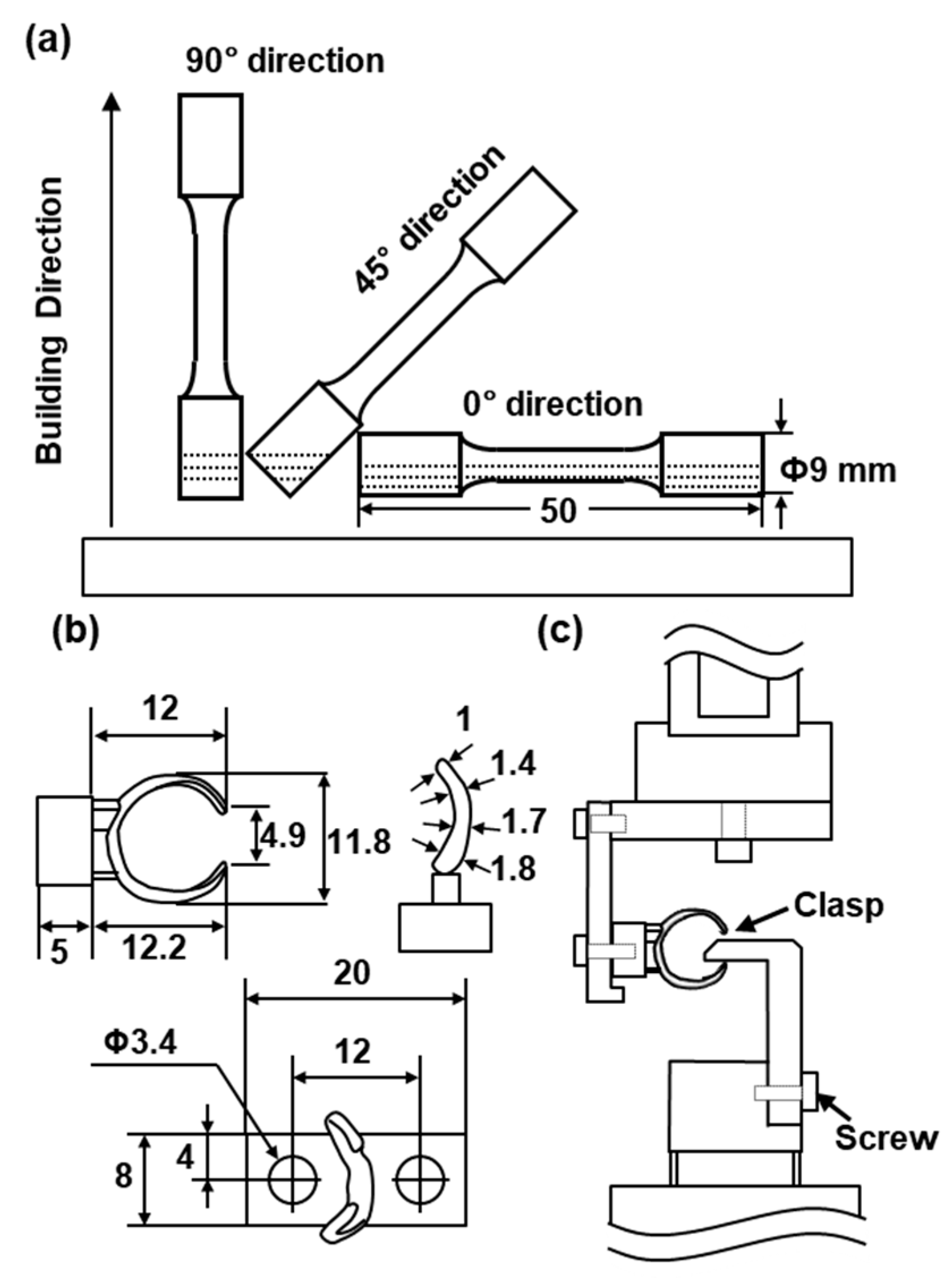
2.1. Test Samples
2.2. Evaluation of Physical Properties
2.3. Microstructural Observation
2.4. Static Immersion Test
2.5. Room-Temperature Tensile Tests
2.6. Fatigue Tests
3. Results and Discussion
3.1. Chemical Compositions and Physical Properties
3.2. Static Immersion Property of Laser-Sintered Co–Cr–Mo Alloys
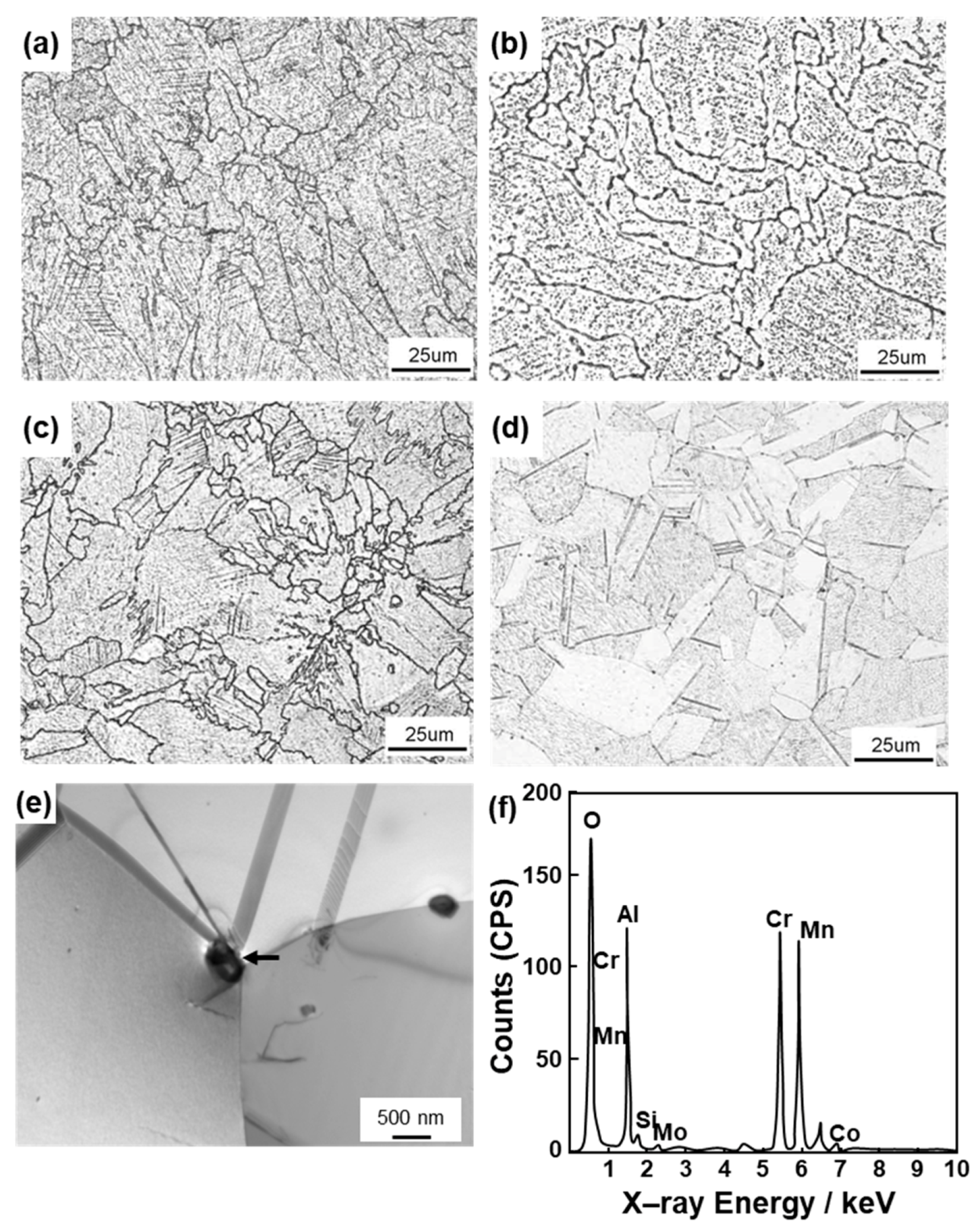
3.3. Microstructure of Laser-Sintered Co–Cr–Mo Alloys
3.4. Mechanical Properties of Laser-Sintered Co–Cr–Mo Alloys
3.5. Fatigue Strengths of Laser-Sintered Co–Cr–Mo Alloys
3.6. Effects of Annealing on Mechanical Properties and Microstructure of Laser-Sintered Co–Cr–Mo Alloys
3.7. Durability of Laser-Sintered Co–Cr–Mo Alloy Clasps
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- ISO 5832–12. Implants for Surgery—Metallic Materials—Part 12: Wrought Cobalt–Chromium–Molybdenum Alloy; International Organization for Standardization: Geneva, Switzerland, 2007.
- ISO 22674. Dentistry–Metallic Materials for Fixed and Removable Restorations and Appliances; International Organization for Standardization: Geneva, Switzerland, 2016.
- ASTM F 11537–11. Standard Specification for Wrought Cobalt–28Chromium–6Molybdenum Alloy for Surgical Implants; American Society for Testing and Materials: West Conshohocken, PA, USA, 2011.
- ASTM F 75–12. Standard Specification for Cobalt–28Chromium–6Molybdenum Alloy Casting and Casting Alloy for Surgical Implants; American Society for Testing and Materials: West Conshohocken, PA, USA, 2012.
- JIS T 6121. Base Metal Materials for Dental Metal–Ceramic Restorations; Japanese Standards Association: Tokyo, Japan, 2013.
- JIS T 6115. Dental Casting Cobalt Chromium Alloys; Japanese Standards Association: Tokyo, Japan, 2013.
- JIS T 7402–2. Cobalt Based Alloys for Surgical Implant Applications–Part 2: Wrought Cobalt–Chromium–Molybdenum Alloy; Japanese Standards Association: Tokyo, Japan, 2005.
- Nakata, T.; Shimpo, H.; Ohkubo, C. Clasp fabrication using one–process molding by repeated laser sintering and high–speed miling. J. Prosthodont. Res. 2017, 61, 276–282. [Google Scholar] [CrossRef] [PubMed]
- Takaichi, A.; Suyalatu, T.; Nakamoto, N.; Joko, N.; Nomura, Y.; Tsutumi, S.; Migita, H.; Doi, S.; Kurosu, A.; Chiba, N.; et al. Microstructures and mechanical properties of Co–29Cr–6Mo alloy fabricated by selective laser melting process for dental applications. J. Mech. Behav. Biomed. Mater. 2013, 21, 67–76. [Google Scholar] [CrossRef] [PubMed]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of selective laser melting process parameters on the quality of Al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Puskar, T.; Jevremovic, D.; Williams, R.; Eggbeer, D.; Vukelic, D.; Budak, I. A comparative analysis of the corrosive effect of artificial saliva of variable pH on DMLS and cast Co–Cr–Mo dental alloy. Materials 2014, 7, 6486–6501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ministry of Health, Labour and Welfare. Guidance on Evaluation of Customized Orthopedic Devices for Osteosynthesis; PFSB/ELD/OMDE (Yakushokuki) Notification 1215 No. 1 of the Director of Medical Devices and Regenerative Medicine Evaluation Division; Pharmaceutical Safety and Environmental Health Bureau: Tokyo, Japan, 2010.
- Ministry of Health, Labour and Welfare. Guidance on Evaluation of Orthopedic Customized Artificial Hip Joint Prosthesis; PFSB/ELD/OMDE (Yakushokuki) Notification 1207 No. 1 of the Director of Medical Devices and Regenerative Medicine Evaluation Division; Pharmaceutical Safety and Environmental Health Bureau: Tokyo, Japan, 2011.
- FDA Guidance. Technical Considerations for Additive Manufactured Medical Devices; Food and Drug Administration: New Hampshire, NH, USA, 2017. [Google Scholar]
- Ministry of Health, Labour and Welfare. Guidance on Evaluation of the Orthopedic Implants Manufactured by Additive Manufacturing Technology; Annex 3, Notification 0912 No. 2 of the Director of Medical Devices and Regenerative Medicine Evaluation Division; Pharmaceutical Safety and Environmental Health Bureau: Tokyo, Japan, 2014.
- Ministry of Health, Labour and Welfare. Guidance on Evaluation of Customized Orthopedic Devices Manufactured by Additive Manufacturing Technology with Medical Image Data Obtained from the Patient; Annex 3, Notification 0925 No. 1 of the Director of Medical Devices and Regenerative Medicine Evaluation Division; Pharmaceutical Safety and Environmental Health Bureau: Tokyo, Japan, 2015.
- Yakumukoho, No. 2489; Yakumukohosha: Tokyo, Japan, 2018; p. 385.
- Yakumukoho, No. 2540; Yakumukohosha: Tokyo, Japan, 2019; p. 1357.
- JIS K 0129. General Rules for Thermal Analysis; Japanese Standards Association: Tokyo, Japan, 2005.
- JIS Z 8807. Methods of Measuring Density and Specific Gravity of Solid; Japanese Standards Association: Tokyo, Japan, 2012.
- JIS Z 2285. Measuring Method of Coefficient of Linear Thermal Expansion of Metallic Materials; Japanese Standards Association: Tokyo, Japan, 2003.
- JIS G 1258–2. Iron and Steel–ICP Atomic Emission Spectrometric Method–Part 2: Determination of Various Elements–Decomposition with Phosphoric and Sulfuric Acids; Japanese Standards Association: Tokyo, Japan, 2014.
- JIS G 1228. Iron and Steel–Methods for Determination of Nitrogen Content; Japanese Standards Association: Tokyo, Japan, 1997.
- JIS G 1211–3. Iron and Steel–Determination of Carbon Content–Part 3: Infrared Absorption Method after Combusion; Japanese Standards Association: Tokyo, Japan, 2011.
- ISO 10271. Dentistry–Corrosion Test Methods for Metallic Materials; International Organization for Standardization: Geneva, Switzerland, 2011.
- JIS Z 2241. Test Method for Tensile Test; Japanese Standards Association: Tokyo, Japan, 2009.
- JIS T 0309. Test Method for Fatigue Properties of Metallic Biomaterials; Japanese Standards Association: Tokyo, Japan, 2009.
- Narushima, T.; Mineta, S.; Kurihara, Y. Precipitates in biomedical Co–Cr alloys. JOM 2013, 65, 98–107. [Google Scholar] [CrossRef]
- Lippard, H.E.; Kennedy, R.L. Process Metallurgy of Wrought CoCrMo Alloy, Cobalt–Base Alloys for Biomedical Applications; Disegi, J.A., Kennedy, R.L., Pilliar, R., Eds.; ASTM STP 1365; American Society for Testing and Materials: West Conshohocken, PA, USA, 1999; pp. 98–107. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Cr | Mo | Ni | Fe | C | N | Mn | Si | W | Co |
|---|---|---|---|---|---|---|---|---|---|---|
| SP2 virgin powder | 24.6 | 5.0 | 0.021 | 0.02 | 0.006 | <0.01 | <0.001 | 1.09 | 5.67 | Bal. |
| Once-sintered | 24.0 | 5.16 | 0.034 | 0.034 | 0.008 | 0.012 | 0.011 | 1.05 | 5.48 | Bal. |
| 20-times-sintered | 24.4 | 5.05 | 0.023 | 0.029 | 0.007 | 0.01 | <0.001 | 1.10 | 5.62 | Bal. |
| MP1 virgin powder | 27.4 | 5.88 | 0.016 | 0.037 | 0.054 | 0.16 | 0.66 | 0.81 | − | Bal. |
| Once-sintered | 27.4 | 6.03 | 0.017 | 0.073 | 0.13 | 0.13 | 0.62 | 0.81 | − | Bal. |
| 20-times-sintered | 27.5 | 6.06 | 0.017 | 0.039 | 0.13 | 0.13 | 0.61 | 0.82 | − | Bal. |
| S1 virgin powder | 27.6 | 5.85 | 0.005 | 0.16 | 0.086 | 0.16 | 0.69 | 0.67 | − | Bal. |
| Once-sintered | 27.2 | 6.27 | 0.005 | 0.13 | 0.095 | 0.14 | 0.63 | 0.67 | − | Bal. |
| 20-times-sintered | 27.4 | 6.04 | 0.005 | 0.11 | 0.094 | 0.15 | 0.54 | 0.69 | − | Bal. |
| Specimen | σ0.2%PS/MPa | σUTS/MPa | T.E. (%) | R.A. (%) | σFS/MPa | σFS/σUTS |
|---|---|---|---|---|---|---|
| Laser-sintered | ||||||
| SP2 Once-sintered 90° | 520 ± 5 | 1164 ± 6 | 25 ± 1 | 21 ± 1 | 500 | 0.43 |
| SP2 Once-sintered 0° | 793 ± 6 | 1310 ± 13 | 13 ± 2 | 13 ± 2 | 600 | 0.43 |
| SP2 Once-sintered 45° | 805 ± 5 | 1309 ± 3 | 15 ± 1 | 15 ± 2 | 560 | 0.46 |
| SP2 20-times-sintered 90° | 508 ± 10 | 1159 ± 11 | 27 ± 2 | 23 ± 2 | 500 | 0.43 |
| MP1 Once-sintered 90° | 660 ± 60 | 1301 ± 16 | 22 ± 2 | 21 ± 1 | 500 | 0.38 |
| MP1 Once-sintered 0° | 1029 ± 8 | 1415 ± 7 | 13 ± 1 | 13 ± 2 | 500 | 0.35 |
| MP1 Once-sintered 45° | 948 ± 77 | 1388 ± 6 | 14 ± 1 | 14 ± 2 | 500 | 0.36 |
| MP1 20-times-sintered 90° | 758 ± 9 | 1303 ± 12 | 23 ± 2 | 20 ± 2 | 500 | 0.38 |
| MP1 20-times-sintered 0° | 1034 ± 5 | 1399 ± 3 | 12 ± 1 | 13 ± 3 | 500 | 0.36 |
| MP1 20-times-sintered 45° | 1019 ± 15 | 1381 ± 10 | 13 ± 2 | 14 ± 1 | 500 | 0.36 |
| S1 Once-sintered 90° | 766 ± 4 | 1269 ± 5 | 22 ± 1 | 18 ± 1 | 500 | 0.39 |
| S1 Once-sintered 0° | 1011 ± 8 | 1391 ± 3 | 13 ± 1 | 13 ± 2 | 500 | 0.36 |
| S1 20-times-sintered 90° | 755 ± 10 | 1265 ± 7 | 23 ± 2 | 19 ± 1 | 500 | 0.40 |
| S1 20-times-sintered 0° | 1009 ± 3 | 1399 ± 5 | 13 ± 1 | 12 ± 1 | 500 | 0.36 |
| Dental–cast | ||||||
| AICHROM MB | 580 ± 13 | 658 ± 21 | 2 ± 2 | 6 ± 3 | 160 | 0.33 |
| AICHROM | 512 ± 75 | 628 ± 60 | 2 ± 1 | 5 ± 5 | 200 | 0.32 |
| WISIL M | 722 ± 20 | 781 ± 133 | 2 ± 1 | 2 ± 1 | 300 | 0.38 |
| Hot–forged | ||||||
| Hot–forged Co–Cr–Mo | 903 ± 5 | 1269 ± 6 | 24 ± 1 | 23 ± 1 | 900 | 0.71 |
| Specimen | σ0.2%PS/MPa | σUTS/MPa | T. E. (%) | R. A. (%) | σFS/MPa | σFS/σUTS |
|---|---|---|---|---|---|---|
| 20-times-sintered 90° | ||||||
| SP2 Annealed 750 °C for 1 h | 849 ± 17 | 1132 ± 37 | 13 ± 5 | 14 ± 3 | 500 | 0.44 |
| SP2 Annealed 1000 °C for 0.5 h | 569 ± 14 | 1188 ± 10 | 7 ± 1 | 8 ± 1 | 620 | 0.52 |
| SP2 Annealed 1050 °C for 0.5 h | 493 ± 3 | 1166 ± 15 | 11 ± 1 | 10 ± 1 | 580 | 0.50 |
| SP2 Annealed 1100 °C for 0.5 h | 455 ± 5 | 1147 ± 14 | 17 ± 2 | 15 ± 1 | 590 | 0.51 |
| SP2 Annealed 1150 °C for 0.5 h | 436 ± 3 | 1083 ± 24 | 23 ± 1 | 21 ± 1 | 600 | 0.56 |
| Once-sintered 90° | ||||||
| MP1 Annealed 1000 °C for 0.5 h | 707 ± 3 | 1196 ± 48 | 11 ± 3 | 11 ± 2 | 650 | 0.54 |
| MP1 Annealed 1150 °C for 0.5 h | 649 ± 2 | 1228 ± 7 | 36 ± 1 | 28 ± 1 | 650 | 0.53 |
| Once-sintered 45° | ||||||
| SP2 Annealed 1000 °C for 0.5 h | 644 ± 7 | 1310 ± 7 | 7 ± 1 | 7 ± 1 | 690 | 0.53 |
| SP2 Annealed 1150 °C for 0.5 h | 460 ± 15 | 1096 ± 9 | 27 ± 1 | 22 ± 1 | 600 | 0.55 |
| Once-sintered 0° | ||||||
| SP2 Annealed 1000 °C for 0.5 h | 635 ± 6 | 1344 ± 12 | 8 ± 1 | 8 ± 1 | 660 | 0.49 |
| SP2 Annealed 1150 °C for 0.5 h | 459 ± 12 | 1116 ± 8 | 26 ± 1 | 21 ± 1 | 550 | 0.49 |
| Hot–forged Co–Cr–Mo | ||||||
| Annealed 750 °C for 1 h | 934 ± 12 | 1296 ± 4 | 22 ± 1 | 19 ± 1 | 1010 | 0.78 |
| Annealed 900 °C for 1 h | 909 ± 13 | 1360 ± 21 | 15 ± 1 | 13 ± 1 | 995 | 0.73 |
| Annealed 950 °C for 1 h | 850 ± 23 | 1308 ± 35 | 17 ± 1 | 14 ± 1 | 900 | 0.69 |
| Annealed 1000 °C for 1 h | 759 ± 4 | 1231 ± 1 | 22 ± 1 | 19 ± 1 | 820 | 0.65 |
| Annealed 1050 °C for 1 h | 676 ± 4 | 1196 ± 9 | 30 ± 1 | 25 ± 1 | 755 | 0.63 |
| Annealed 1100 °C for 1 h | 587 ± 1 | 1040 ± 10 | 27 ± 2 | 23 ± 1 | 655 | 0.63 |
| Annealed 1150 °C for 1 h | 538 ± 5 | 975 ± 6 | 25 ± 1 | 23 ± 1 | 555 | 0.57 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okazaki, Y.; Ishino, A.; Higuchi, S. Chemical, Physical, and Mechanical Properties and Microstructures of Laser-Sintered Co–25Cr–5Mo–5W (SP2) and W–Free Co–28Cr–6Mo Alloys for Dental Applications. Materials 2019, 12, 4039. https://doi.org/10.3390/ma12244039
Okazaki Y, Ishino A, Higuchi S. Chemical, Physical, and Mechanical Properties and Microstructures of Laser-Sintered Co–25Cr–5Mo–5W (SP2) and W–Free Co–28Cr–6Mo Alloys for Dental Applications. Materials. 2019; 12(24):4039. https://doi.org/10.3390/ma12244039
Chicago/Turabian StyleOkazaki, Yoshimitsu, Akira Ishino, and Shizuo Higuchi. 2019. "Chemical, Physical, and Mechanical Properties and Microstructures of Laser-Sintered Co–25Cr–5Mo–5W (SP2) and W–Free Co–28Cr–6Mo Alloys for Dental Applications" Materials 12, no. 24: 4039. https://doi.org/10.3390/ma12244039