Development of a New Ecological Magnetic Abrasive Tool for Finishing Bio-Wire Material


Abstract
:1. Introduction
- Rough surface defects cannot be removed.
- Due to selective dissolution of different phases, electropolishing of multiphase alloys may cause roughening.
- During the process, they use some chemicals that leave a long-lasting impact on the material finish.
2. Processing Principles
3. Experimental Setup and Method
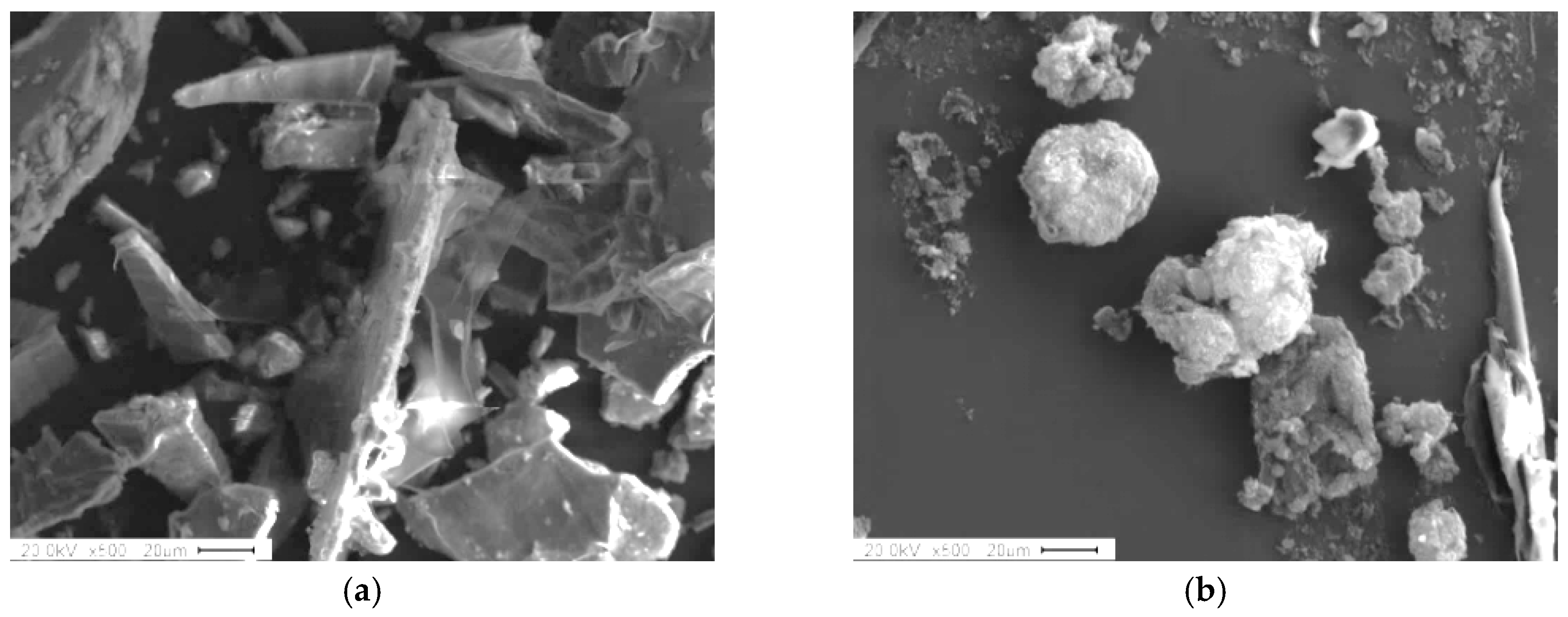
3.1. Ecological and Industrial Magnetic Abrasive Tools
3.2. Material Preparation
3.3. Experimental Conditions
4. Results and Discussions
4.1. Finishing Characteristics of Ecological Magnetic Abrasive Tools
4.1.1. Effect of Rotational Speed
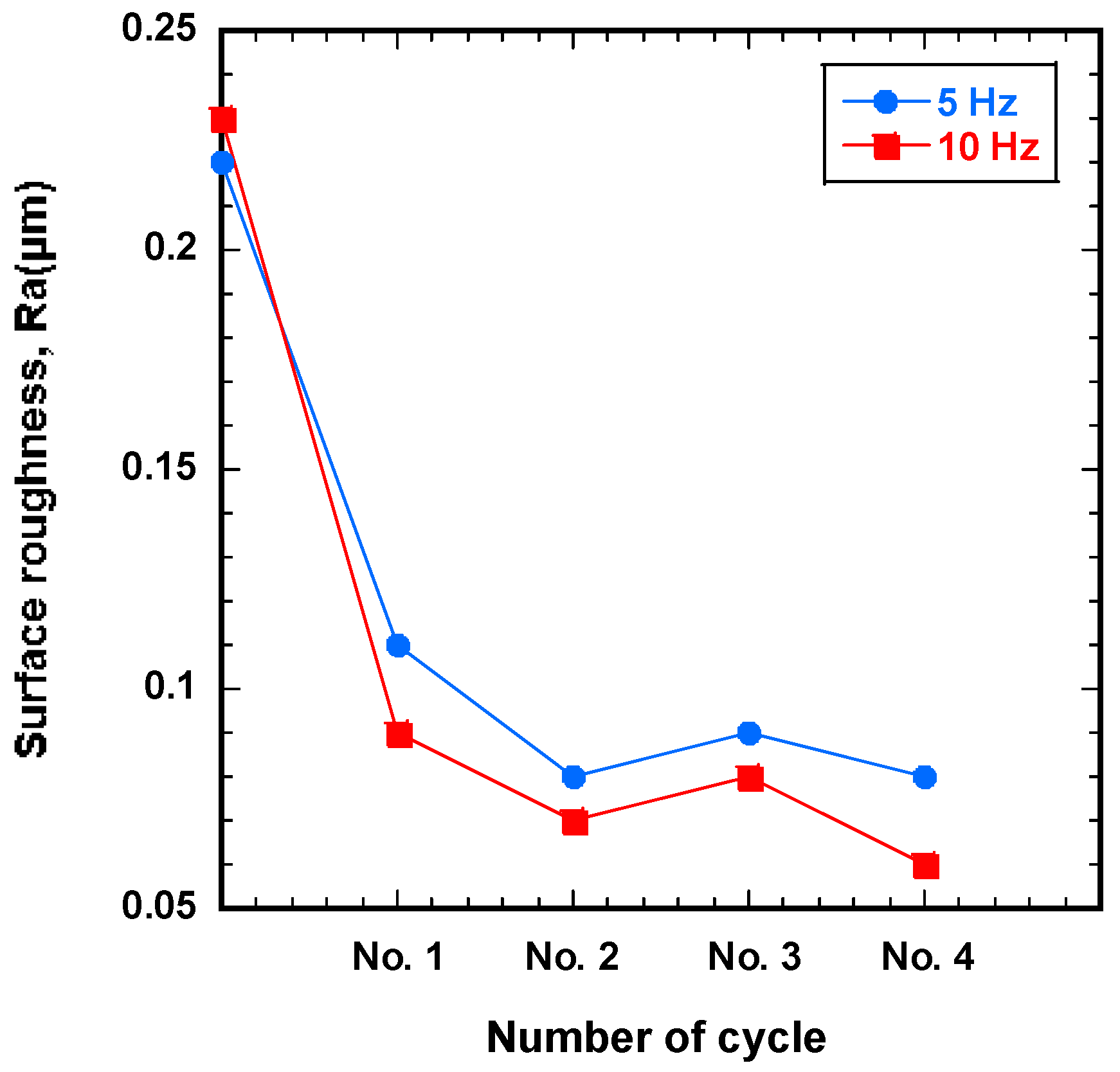
4.1.2. Effect of Magnetic Field Vibration Frequency
4.2. Finishing Characteristics of Industrial Magnetic Abrasive Tools
4.2.1. Effect of Rotational Speed
4.2.2. Effect of the Magnetic Field Vibration Frequency
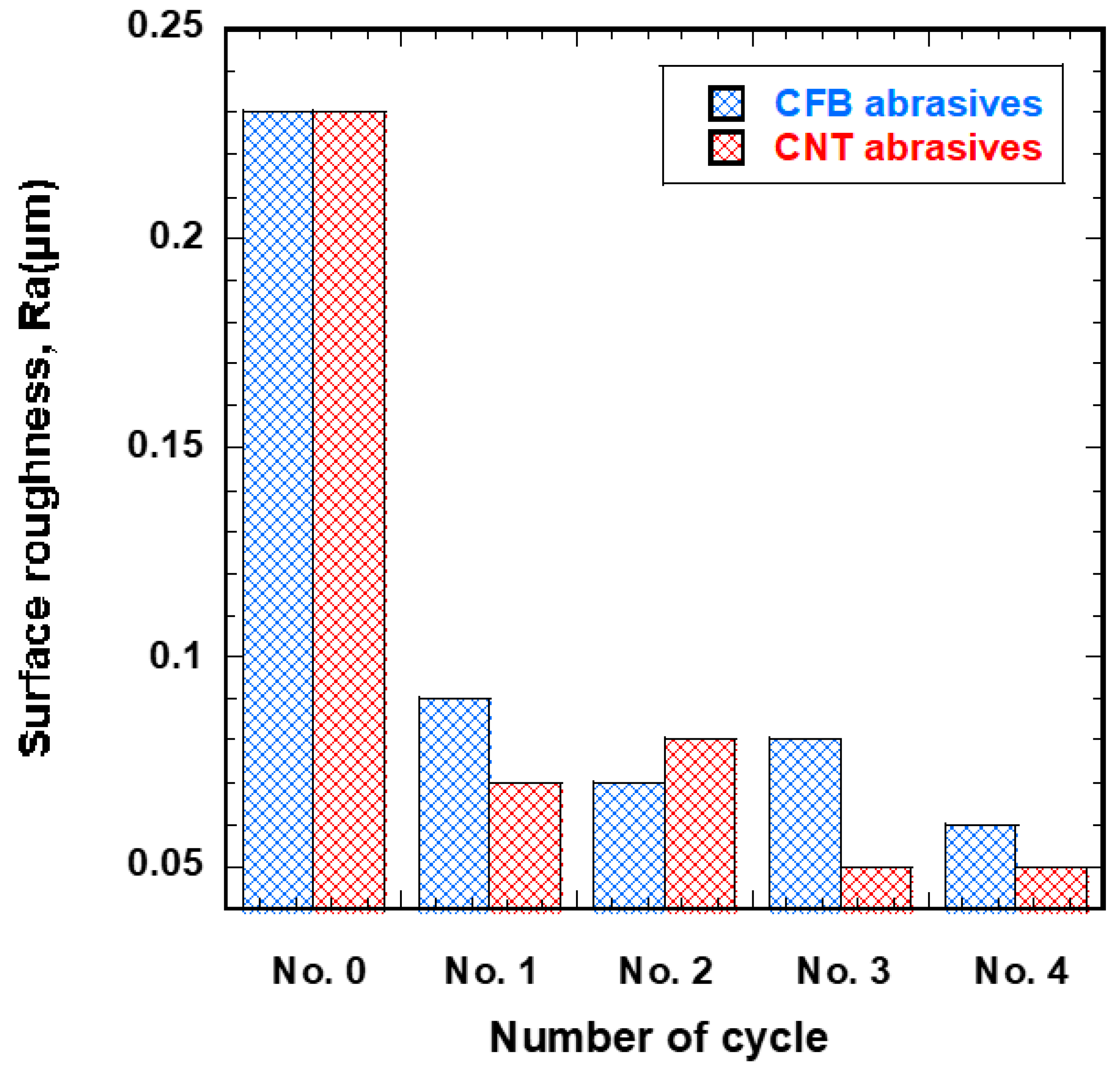
4.3. Comparison
5. Conclusions
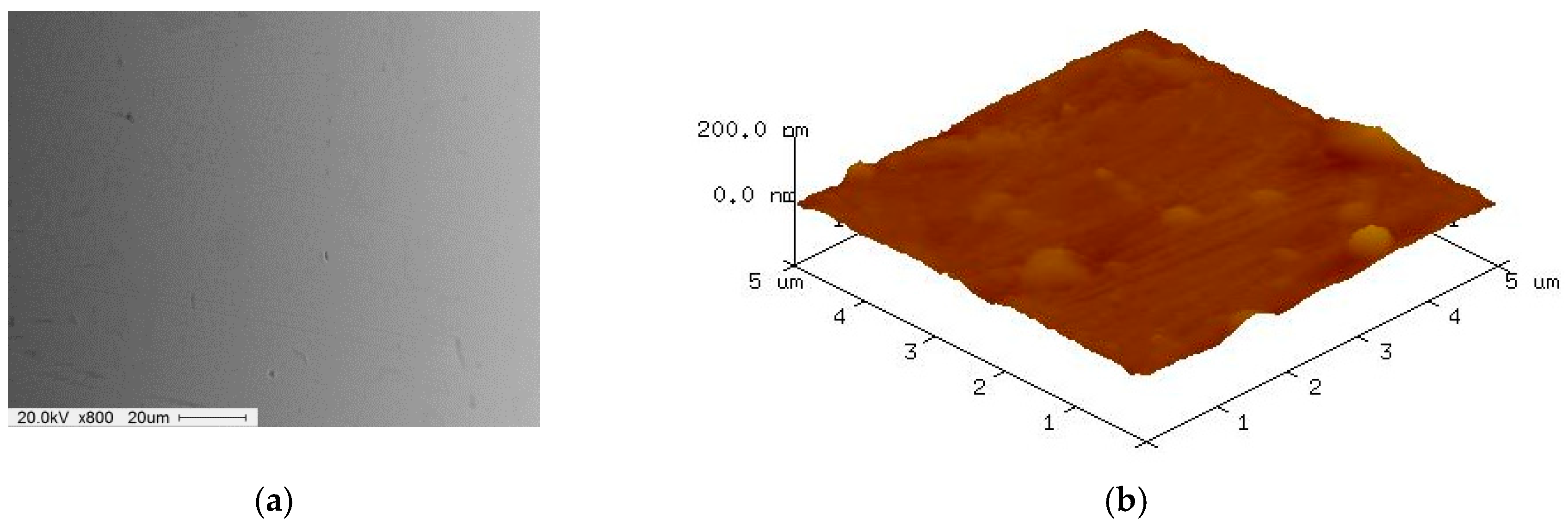
- When the ecological magnetic abrasive tools were used, the initial surface roughness of 316L SUS wires decreased from 0.23 μm to 0.06 μm after four finishing cycles with a 1200 rpm magnetic field rotation speed and 10 Hz vibration frequency.
- In contrast, the industrial magnetic abrasive tools decreased the surface roughness from 0.23 μm to 0.05 μm after four finishing cycles using the same conditions. The least surface roughness was measured after treatment with the industrial magnetic abrasive tools. This can be attributed to the excellent mechanical properties of industrial magnetic abrasive tools when compared to the ecological magnetic abrasive tools.
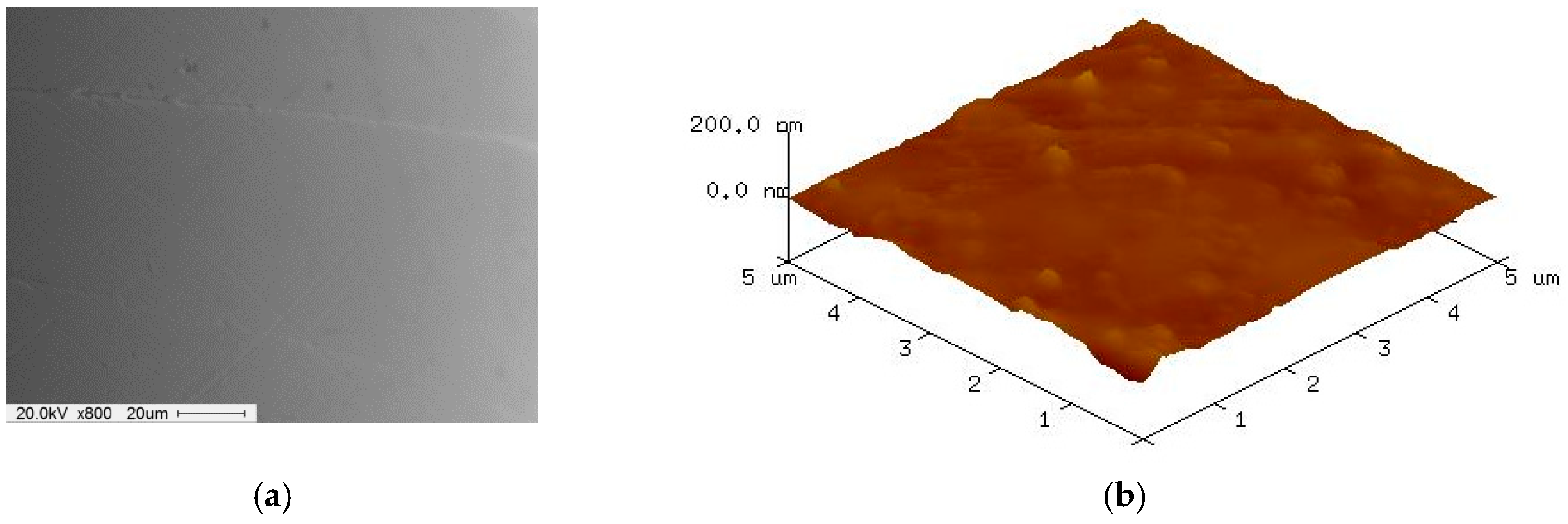
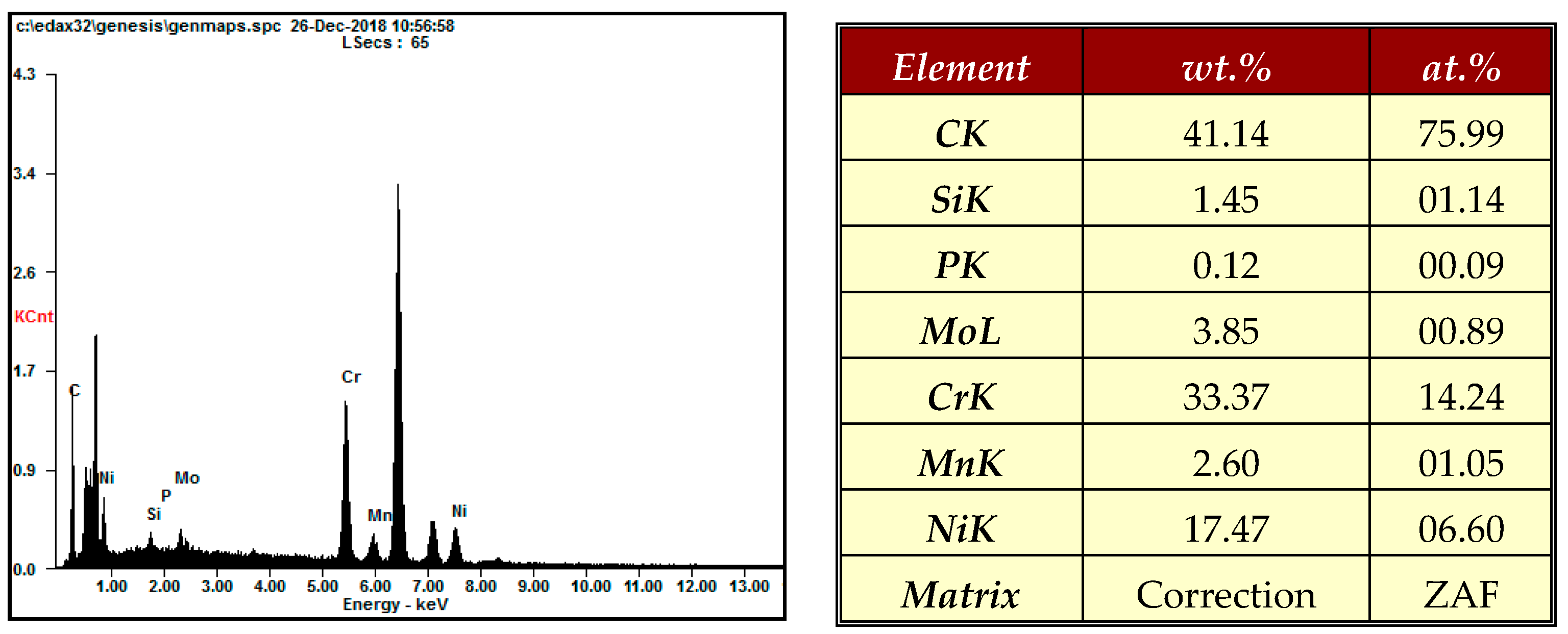
- Based on the result of EDX analysis, it was confirmed that the components of ecological magnetic abrasive tools were not detected at the surface of 316L SUS wire workpiece.
- Based on the results, it can be concluded that replacing industrial magnetic abrasive tools with ecological magnetic abrasive tools is achievable.
Author Contributions
Funding
Conflicts of Interest
References
- Hryniewicz, T.; Rokicki, R.; Rokosz, K.J.S.; Technology, C. Surface characterization of AISI 316L biomaterials obtained by electropolishing in a magnetic field. Surf. Coat. Technol. 2008, 202, 1668–1673. [Google Scholar] [CrossRef]
- Sojitra, P.; Engineer, C.; Kothwala, D.; Raval, A.; Kotadia, H.; Mehta, G.J.A.O. Electropolishing of 316LVM stainless steel cardiovascular stents: An investigation of material removal, surface roughness and corrosion behavior. Artif. Org. 2010, 123, 115–121. [Google Scholar]
- Heng, L.; Kim, Y.J.; Mun, S.D. Review of Superfinishing by the Magnetic Abrasive Finishing Process. High Speed Mach. 2017, 3, 42–55. [Google Scholar] [CrossRef] [Green Version]
- Olvera, D.; Rodríguez, C.A.; Elías-Zúñiga, A.; Urbikain, G.; Lacalle, L. Helical Milling for Hole Making in Nickel-Based Alloy with Ball-End Mill. Available online: https://www.researchgate.net/profile/Luis_Lacalle/publication/254347614_Hole_making_using_ball_helical_milling_on_titanium_alloys/links/5505db660cf24cee3a050765.pdf (accessed on 20 February 2019).
- Heng, L.; Yin, C.; Han, S.H.; Song, J.H.; Mun, S.D. Development of a New Ultra-High-Precision Magnetic Abrasive Finishing for Wire Material Using a Rotating Magnetic Field. Materials 2019, 12, 312. [Google Scholar] [CrossRef] [PubMed]
- Rodriguez, A.; Lacalle, L.; Calleja, A.; Fernández Valdivielso, A.; Lamikiz, A. Maximal reduction of steps for iron casting one-of-a-kind parts. J. Clean. Prod. 2012, 24, 48–55. [Google Scholar] [CrossRef]
- Lee, E.-S.; Park, J.-W.; Moon, Y.-H. Manufacturing. Development of ultra clean machining technology with electrolytic polishing process. Int. J. Precis. Eng. Manuf. 2001, 2, 18–25. [Google Scholar]
- Smick, T.H.; Richards, S.; Ryding, G.; Purser, K.H. Hydrogen implantation with reduced radiation. U.S. Patent No. 8101488, 24 January 2012. [Google Scholar]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Response Surface Model for Surface Roughness during Finish Turning of Titanium Alloy under Minimum Quantity Lubrication. Available online: http://eprints.manipal.edu/id/eprint/141087 (accessed on 20 February 2019).
- Kala, P.; Pandey, P.M. Comparison of finishing characteristics of two paramagnetic materials using double disc magnetic abrasive finishing. J. Manuf. Process. 2015, 17, 63–77. [Google Scholar] [CrossRef]
- Jayswal, S.; Jain, V.K.; Dixit, P. Modeling and simulation of magnetic abrasive finishing process. Int. J. Adv. Manuf. Technol. 2005, 26, 477–490. [Google Scholar] [CrossRef]
- Kim, T.-W.; Kang, D.-M.; Kwak, J.-S. Application of magnetic abrasive polishing to composite materials. J. Mech. Sci. Technol. 2010, 24, 1029–1034. [Google Scholar] [CrossRef]
- Khairy, A.B. Aspects of surface and edge finish by magnetoabrasive particles. J. Mater. Process. Technol. 2001, 116, 77–83. [Google Scholar] [CrossRef]
- Rodríguez, A.; Fernández, A.; López de Lacalle, L.; Sastoque Pinilla, L. Flexible Abrasive Tools for the Deburring and Finishing of Holes in Superalloys. J. Manuf. Mater. Process. 2018, 2, 82. [Google Scholar] [CrossRef]
- Heng, L.; Yang, G.E.; Wang, R.; Kim, M.S.; Mun, S.D. Effect of carbon nano tube (CNT) particles in magnetic abrasive finishing of Mg alloy bars. J. Mech. Sci. Technol. 2015, 29, 5325–5333. [Google Scholar] [CrossRef]
- Wu, T.-C.; Chang, N.-K.; Su, C.-C.; Huang, P.-K.; Tsai, Y.-Y.; Lin, H.-Y.; Chang, S.-H. Surface Finishing Using Carbon Nanotube Forest. In Proceedings of the ASME 2008 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, New York, NY, USA, 3–6 August 2008; pp. 523–527. [Google Scholar]
- Rahim, E.A.; Sasahara, H. An analysis of surface integrity when drilling inconel 718 using palm oil and synthetic ester under MQL condition. Mach. Sci. Technol. 2011, 15, 76–90. [Google Scholar] [CrossRef]
- Wu, J.; Zou, Y.; Sugiyama, H. Study on finishing characteristics of magnetic abrasive finishing process using low-frequency alternating magnetic field. Int. J. Adv. Manuf. Technol. 2016, 85, 585–594. [Google Scholar] [CrossRef]
- Saraeian, P.; Soleimani Mehr, H.; Moradi, B.; Tavakoli, H.; Khalil Alrahmani, O. Study of magnetic abrasive finishing for AISI321 stainless steel. Mater. Manuf. Process. 2016, 31, 2023–2029. [Google Scholar] [CrossRef]
- Yoon, S.; Tu, J.-F.; Lee, J.H.; Yang, G.E.; Mun, S.D. Effect of the magnetic pole arrangement on the surface roughness of STS 304 by magnetic abrasive machining. Int. J. Precis. Eng. Manuf. 2014, 15, 1275–1281. [Google Scholar] [CrossRef]
- Im, I.-T.; Mun, S.D.; Oh, S.M. Micro machining of an STS 304 bar by magnetic abrasive finishing. J. Mech. Sci. Technol. 2009, 23, 1982–1988. [Google Scholar] [CrossRef]
- Wang, R.; Park, J.H.; Heng, L.; Kim, Y.; Jeong, J.Y.; Mun, S.D. Effect of temperature on the magnetic abrasive finishing process of Mg alloy bars. J. Mech. Sci. Technol. 2018, 32, 2227–2235. [Google Scholar] [CrossRef]
- Wang, R.; Lim, P.; Heng, L.; Mun, S.D. Magnetic Abrasive Machining of Difficult-to-Cut Materials for Ultra-High-Speed Machining of AISI 304 Bars. Materials 2017, 10, 1029. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Lim, P.; Heng, L.; Kim, M.S.; Mun, S.D. Characteristics of ultra-high-speed micro processing machines using magnetic abrasive machining methods. J. Mech. Sci. Technol. 2016, 30, 4687–4695. [Google Scholar] [CrossRef]
- Tejral, G.; Panyala, N.R.; Havel, J. Carbon nanotubes: Toxicological impact on human health and environment. J. Appl. Biomed. 2009, 7, 1–13. [Google Scholar]
- Park, K.-H.; Olortegui-Yume, J.; Yoon, M.-C.; Kwon, P. A study on droplets and their distribution for minimum quantity lubrication (MQL). Int. J. Mach. Tools Manuf. 2010, 50, 824–833. [Google Scholar] [CrossRef]
- Cadman, J.; Zhou, S.; Chen, Y.; Li, Q. Cuttlebone: Characterisation, Application and Development of Biomimetic Materials. J. Bionic Eng. 2012, 9, 367–376. [Google Scholar] [CrossRef]
- Yu, M.-F.; Lourie, O.; Dyer, M.J.; Moloni, K.; Kelly, T.F.; Ruoff, R.S. Strength and breaking mechanism of multiwalled carbon nanotubes under tensile load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef] [PubMed]
- Treacy, M.J.; Ebbesen, T.; Gibson, J.J.N. Exceptionally high Young’s modulus observed for individual carbon nanotubes. Nature 1996, 381, 678. [Google Scholar] [CrossRef]
- Nurul Adlina, M.; Kamaleshwaran, T.; Ahamd Fairuz, M.; Azwan, I.A. A Study of Surface Roughness & Surface Integrity in Drilling Process Using Various Vegetable–Oil Based Lubricants In Minimum Quantity Lubrication. Aust. J. Basic Appl. Sci. 2014, 8, 191–197. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | C | Mn | Si | Cr | Ni | P | Mo |
|---|---|---|---|---|---|---|---|
| SUS-316L (Max%) | 0.03 | 2 | 1 | 16–18.5 | 10–14 | 0.045 | 3 |
| Density | Modulus of Elasticity | Specific Heat | Thermal Conductivity | Electrical Resistivity | Melting Range |
|---|---|---|---|---|---|
| 8.07 Mg/m3 | 310 MPa | 450 J/kg-K (0–100 °C) | 14.6 W/m-K | 74 μΩ-cm at 20 °C | 1390–1440 °C |
| Constant Parameters | EMAT | IMAT |
|---|---|---|
| Workpiece | SUS-316L wire (wire dimensions: ø500-μm × Ra. 0.25-μm) | SUS-316L wire (wire dimensions: ø500-μm × Ra. 0.23-μm) |
| Magnetic particles | Electrolytic iron powder: Dia: 200 μm (0.90 g) Diamond paste: Dia: 0.5 μm (0.45 g) | Electrolytic iron powder: Dia: 200 μm (0.90 g) Diamond paste: Dia: 0.5 μm (0.45 g) |
| Abrasives | Cuttlefish Bone Powder (3000 mm3) | Carbon nanotube (3000 mm3) |
| Grinding oil | vegetable oil (Olive oil-Fontana) 0.6 mL | Industrial oil (Light oil-WD40) 0.6 mL |
| Vibration frequency | 5, 10 Hz | |
| Magnetic pole shapes | Sharp edge | |
| Rotational speed | 750, 950, 1200 rpm | |
| Magnetic flux density at finishing point | 495 mT | |
| Number of cycles | 4 | |
| Grinding Oil | Viscosity (Pa-s) | Density (Kg/cm3) | Surface Tension (N/m) |
|---|---|---|---|
| Olive oil | 0.0437 | 957 | 0.01 |
| Light oil | 0.05 | 800–820 | 0.031 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, C.; Heng, L.; Kim, J.S.; Kim, M.S.; Mun, S.D. Development of a New Ecological Magnetic Abrasive Tool for Finishing Bio-Wire Material. Materials 2019, 12, 714. https://doi.org/10.3390/ma12050714
Yin C, Heng L, Kim JS, Kim MS, Mun SD. Development of a New Ecological Magnetic Abrasive Tool for Finishing Bio-Wire Material. Materials. 2019; 12(5):714. https://doi.org/10.3390/ma12050714
Chicago/Turabian StyleYin, Cheng, Lida Heng, Jeong Su Kim, Min Soo Kim, and Sang Don Mun. 2019. "Development of a New Ecological Magnetic Abrasive Tool for Finishing Bio-Wire Material" Materials 12, no. 5: 714. https://doi.org/10.3390/ma12050714