Although all the responses of gloss, haze, TTL, and Ra are present in
Section 3.1; however, at present, gloss and haze are the predominantly evaluated items for anti-glare in industry. Hence, we attempt to optimize the response gloss (Y
1) and haze (Y
2) of the anti-glare thin films from the independent variables of the sol-gel deliver pressure (X
1), air transport pressure (X
2), and spray gun displacement speed (X
3).
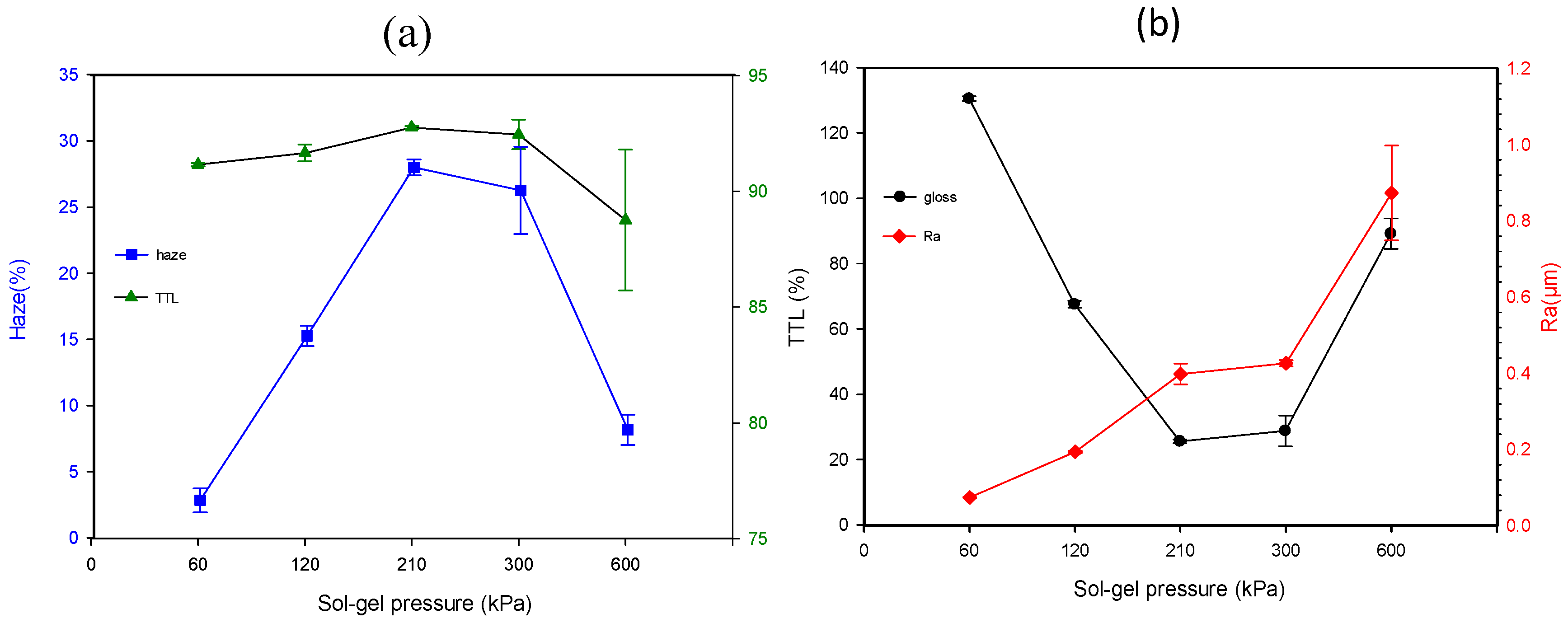
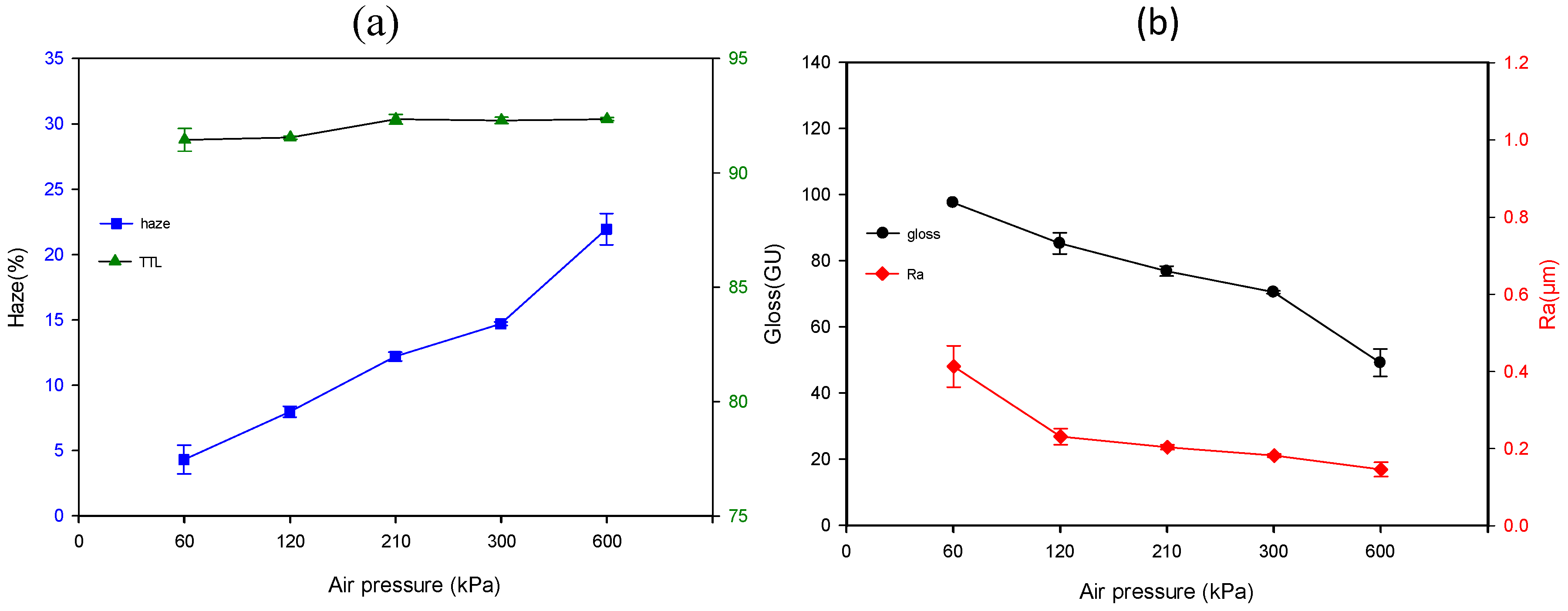
Due to the occurrence of critical values of gloss and haze with the factor of sol-gel deliver pressure as shown in
Figure 3, a two-level experimental design is not suitable in this system. Hence, a CCD is applied to collect the experimental data in terms of the possible application of a quadratic or a cubic model in this work. Each factor is examined at five levels, coded −1.68, −1, 0, 1 and 1.68. The experimental domains and the levels of the variables investigated are shown in
Table 2. The coded values are obtained according to equation (2), where
,
, and
represent coded value, real value, and step change of the independent variable
, respectively:
According to the three-factor CCD, a 16-treatment combination with two repetitive runs at the central point for estimation of the pure error are employed.
Table 3 summarizes the experimental results of this CCD. Following the multi-regression technique, ANOVA, and other statistical tests, the proper mathematical mode can be established to disclose the interaction effects between the operation factors, and predict the optimum responses and their corresponding independent variables.
3.2.1. Results of Gloss (Y1) Analysis
The sequential model sum of squares (SMSS) and degree of freedom of the linear, quadratic, 2FI (2-factor interaction), and cubic models are shown in
Table 4. The linear model includes SMSS from sol-gel deliver pressure (X
1), air transport pressure (X
2), and displacement speed (X
3). The 2FI model is made up of the X
1X
2, X
1X
3, and X
2X
3, while the items of X
12, X
22, and X
32 constitute the quadratic model. The statistical results of
Table 4 indicate that incorporating the cubic term cause the model to be aliased. Hence, the full second-order polynomial is established to regress the experimental data. In general, the lower the gloss, the better the anti-glare. Hence, we aim to obtain the experimental conditions of X
1, X
2, and X
3 to reveal minimal gloss value. If the coefficient of an item in the polynomial equation is negative, it means a positive contribution to the anti-glare property. Following the regression techniques, the regression model is expressed in Equation (3). The ANOVA of Equation (3) is summarized in
Table 5. The F-value of the model reaches 33.8 with a
p-value of 0.0002, indicating the significance of this regressed model. To check the validity of the regression model, the F-value of the lack of fit is calculated as 52.5 with a
p-value larger than 0.05, indicating that the lack of fit is insignificant relative to pure error. The R
2 is calculated as 0.98, and very close to 1 to justify the adequacy of the regressed model and indicates the experimental data are reasonably consistent with the regressed results. In addition, the predicted R
2 of 0.84 is in reasonable agreement with the adjusted R
2 of 0.95. These results also support the adequacy of the regression model.
Table 5 also presents the estimates of coefficients of the polynomial equation, standard errors, and 95% confidence interval (CI) of low and high values.
The ANOVA exhibits that the three linear terms of X1, X2, and X3 display significant impact on the gloss because their p-values are all less than 0.05, among which the most significant factor is air transport pressure (X2) owing to the highest F-value and the lowest p-value.
This is because the atomized particles become smaller and scatter more light to reduce the gloss as the air transport pressure increases. In addition, the regression model also implies that decreasing sol-gel deliver pressure (X1) and displacement speed (X3) can reduce gloss and improve anti-glare property. Reducing sol-gel deliver pressure leads to a small quantity of sol-gel particles being deposited, so that the displacement speed should be slowed down to increase the coverage and uniform distribution of the atomized particles.
In the quadratic terms, X
12 and X
22 also reach significant level (
p-value < 0.05). With regard to the cross-terms, only the interaction effect of X
1X
2 reaches a significant level, which implies that the sol-gel deliver pressure (X
1) and air transport pressure (X
2) will affect each other and reduce the gloss value. On the contrary, the remaining cross-terms of X
1X
3 and X
2X
3 are both below the significant level. The significance of X
1X
2 can be realized as follows: if the quantity of the sol-gel deliver pressure is large and the air transport is insufficient, then the sol-gel particles cannot be effectively atomized, causing the formation of a thick transparent film. On the other hand, when the sol-gel deliver pressure is small and the air transport pressure is large, finer atomized particles can be expected, but they cannot effectively cover and uniformly distribute on the glass substrate. According to the ANOVA, the
p-values of the X
1X
3, X
2X
3, and X
32 are larger than 0.1, indicating the insignificance of these terms. Therefore, these terms can be omitted from Equation (3), and the regression equation can be simplified to Equation (4):
This second order regression equation is used to quantitatively describe the relationship between the gloss value and spray-operating parameters. The response surface and contour maps are depicted in
Figure 9. According to Equation (4), the optimal (X
1, X
2, X
3) and gloss value are predicted as (250 kPa, 560 kPa, 140 mm/s) and 9.2 GU, respectively. Furthermore,
Figure 9 intuitively shows the effect of sol-gel deliver pressure, air transport pressure, and spray gun displacement speed on the gloss of the thin films.
To verify the adequacy of the mathematical model, the experimental runs at the optimal point were carried out. The averaged response gloss value is 9.3 GU, with a negligible error of 1.1% when compared with the predicted one as shown in
Table 6.
3.2.2. Results of Haze (Y2) Analysis
In general, a higher haze implies a better anti-glare peculiarity. Therefore, if the coefficient of each independent variable of the regressive model is positive, it means that it can positively contribute to anti-glare effect. The analysis of SMSS for haze is listed in
Table 7. The quadratic model is suggested to be adopted to regress the experimental data because the cubic terms cause the model to be aliased. Following the regression procedure, the regression equation for haze is expressed as Equation (5) using the coded values.
Table 8 summarizes the results of ANOVA of the regressed model for haze:
The F-value of the model is 17.8 with a corresponding
p-value of 0.0011, indicating the significance of this model. The R
2, R
2adj, and R
2pred are 0.964, 0.910, and 0.721. The predicted R
2 is in reasonable agreement with the adjusted R
2. These results also support the adequacy of the model. In addition, the F-value of the lack of fit is 17.666 (
p > 0.05), which indicates that it is not significant and shows the adequacy of the model. From
Table 8, the multiple regression and the analysis of ANOVA, it can be seen that the sol-gel deliver pressure (X
1), air transport pressure (X
2) and displacement speed (X
3) all reach significant level (
p-value < 0.05) in the linear terms, among which the most significant variable is air transport pressure (X
2).
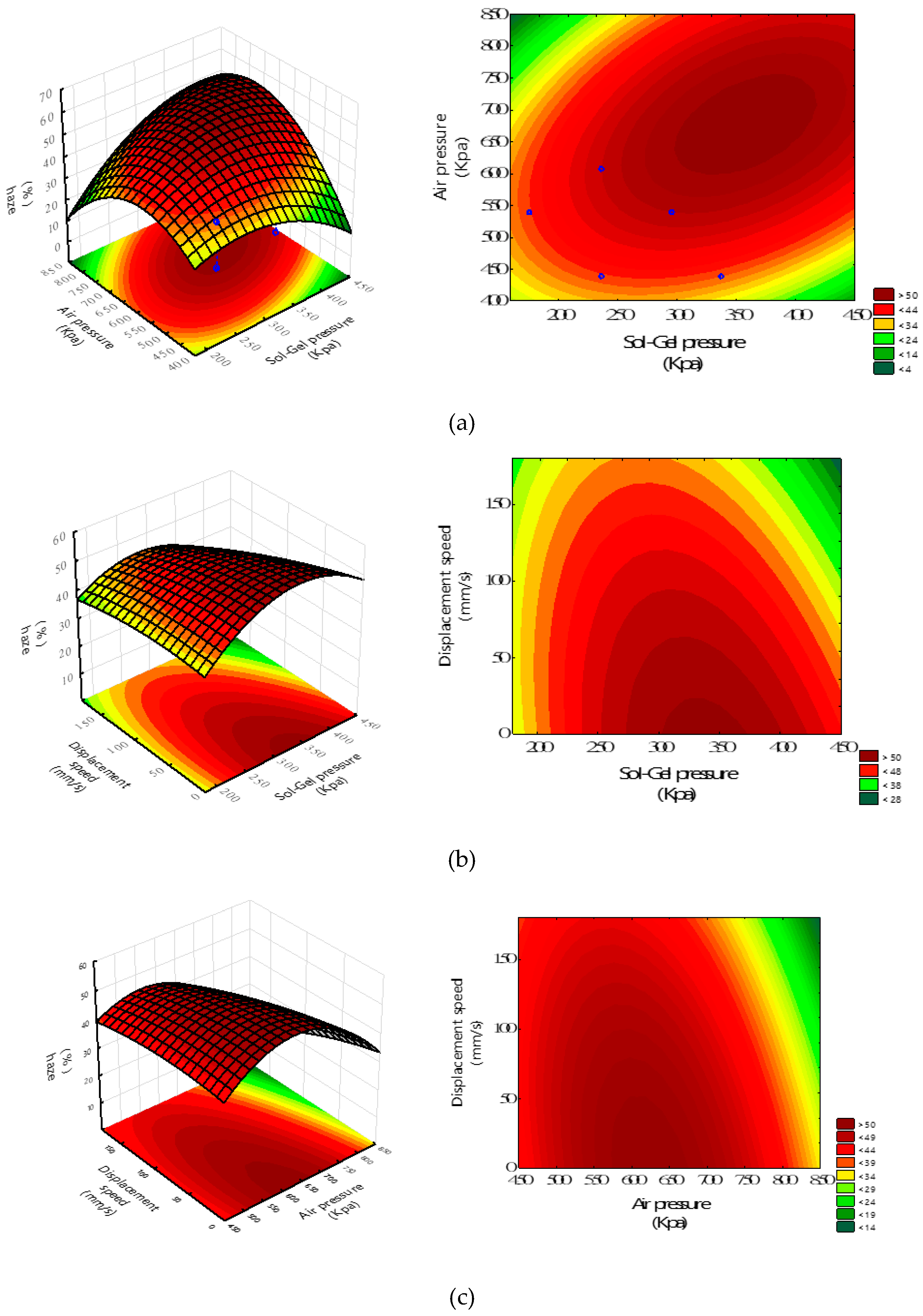
The model also reflects that a slight increase in X2 and a slight decrease in X3 can produce a more remarkable increment in haze than that by a slight reduce in X1 starting from the center point (0,0,0). Under a slow displacement speed, appropriate sol-gel deliver pressure and air transport pressure can effectively atomize the sol-gel particles, and then enhance the surface coverage and uniform distribution of atomized particles on the substrate surface. For the quadratic terms, X1 and X2 also reached a significant level, which means that these two variables have quadratic effects on haze. Because the coefficients of X12 and X22 are negative, the extreme values of the haze with X1 and X2 are supposed to occur. With regard to the cross-terms, only the interaction effect between X1 and X2 reaches a significant level and exhibits a positive coefficient in the regression model for haze, which implies that the X1X2 cross-term will affect each other and increase the haze value. The remaining cross-terms of X1X3 and X2X3 are both below the significant level. Accordingly, the terms of X1X3, X2X3, and X32 can be omitted from Equation (5) and the regression equation can be simplified to Equation (6).
The response surface and contour maps are depicted in
Figure 10. Intuitively,
Figure 10 shows the effect of sol-gel deliver pressure, air transport pressure, and spray gun displacement speed on the hazes of the anti-glare glass samples. According to
Figure 10, the optimal haze is found as 57.0% with X
1, X
2, X
3 of 340 kPa, 620 kPa, the predicted ability of the mathematical model, we have conducted the experiments and 20 mm/s, respectively, by following the optimized procedure. To examine around the optimal point of X
1, X
2, X
3 of 340 kPa, 620 kPa, and 20 mm/s, respectively, the averaged response haze value is 57.7%, which is very close to the theoretically predicted one of 57.0%, with an error of 1.2%. This result confirms the adequacy of the mathematical model. The experimental results are shown in
Table 6.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}