Comparative Physical–Mechanical Properties Assessment of Tailored Surface-Treated Carbon Fibres

 , , ,
, , ,  , and
, and 
Abstract
:1. Introduction
- Ion-exchange properties to the material;
- Increases sorption capacity by developing porous structure and surface;
- Increases mechanical strength;
- Increases adhesion to polymers and inorganic binders.
- The possibility of process optimization, thanks to the wide range of controllable parameters;
- The environmental safety, since it does not form chemical wastes;
- The wide variety of gases, which can be used in such applications.
2. Materials and Methods
2.1. Electrochemical Treatment
2.1.1. Electrochemical Oxidation
2.1.2. Electropolymerisation
- Electrochemical oxidation in 5% aqueous H2SO4 solution during 10 cycles of potential changes in a range of −3 V to +3 V with the velocity of 100 mV/s;
- Electropolymerisation in potentiostatic conditions.
2.2. Plasma Treatment
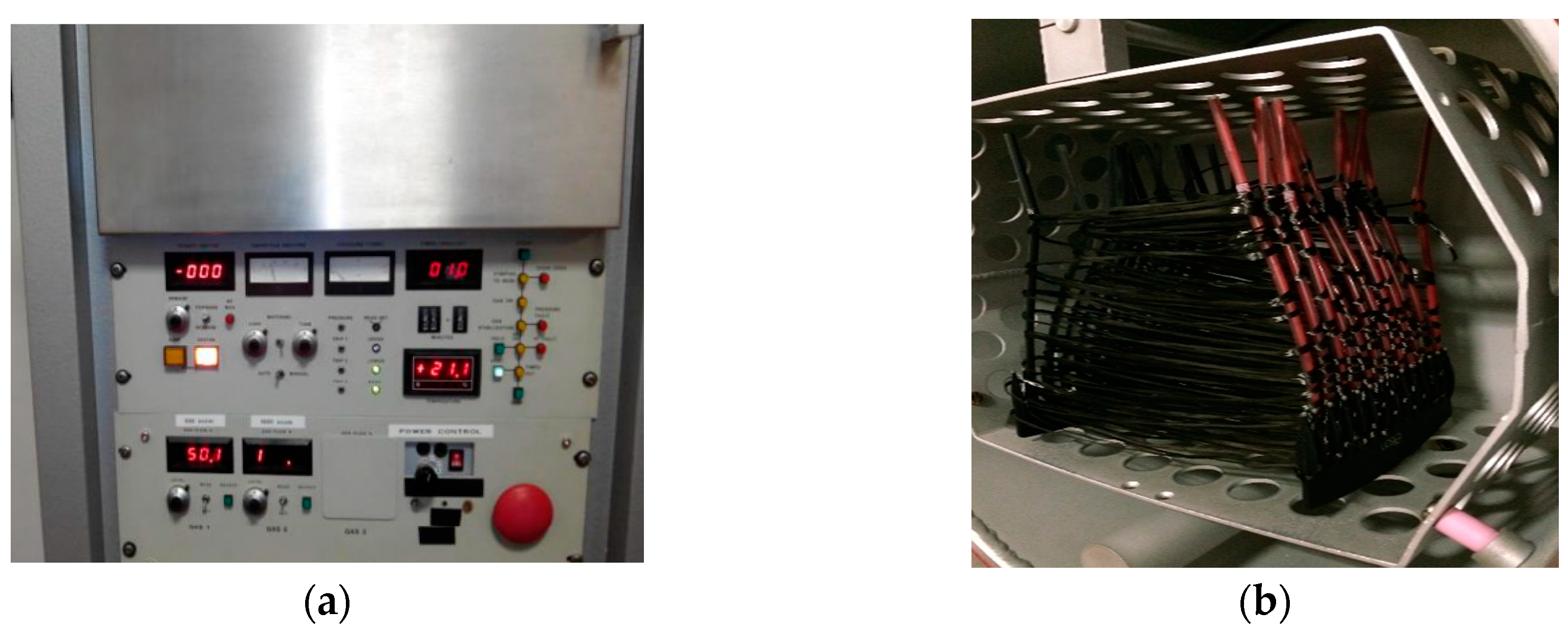
2.2.1. Low-Pressure Plasma
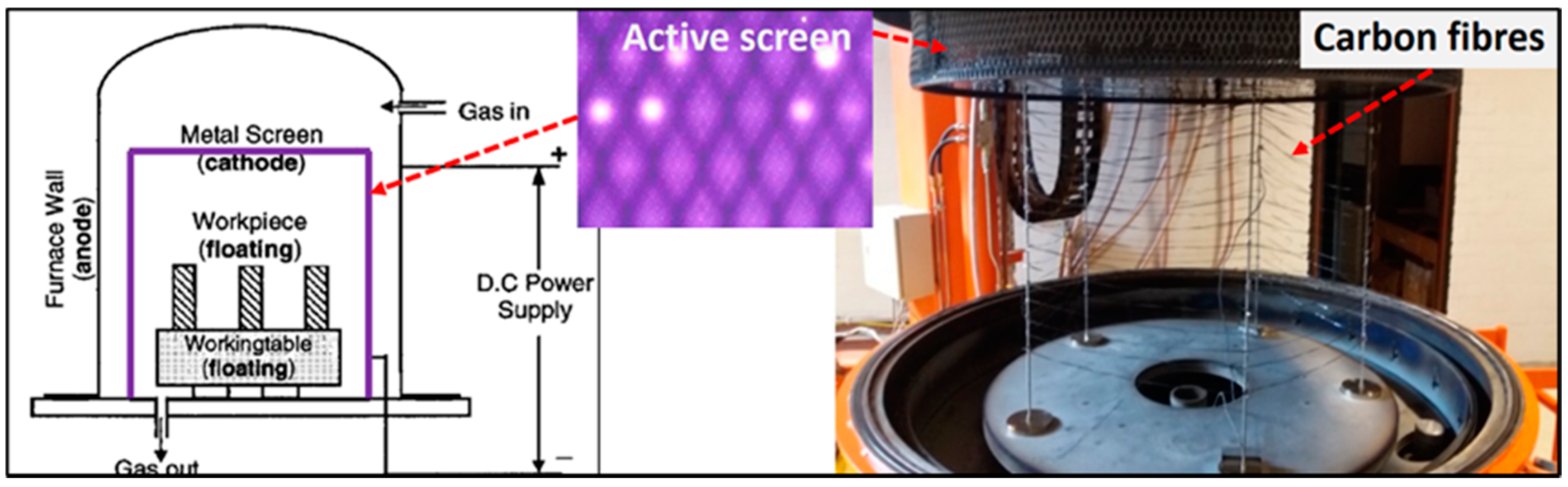
2.2.2. Active Screen Plasma
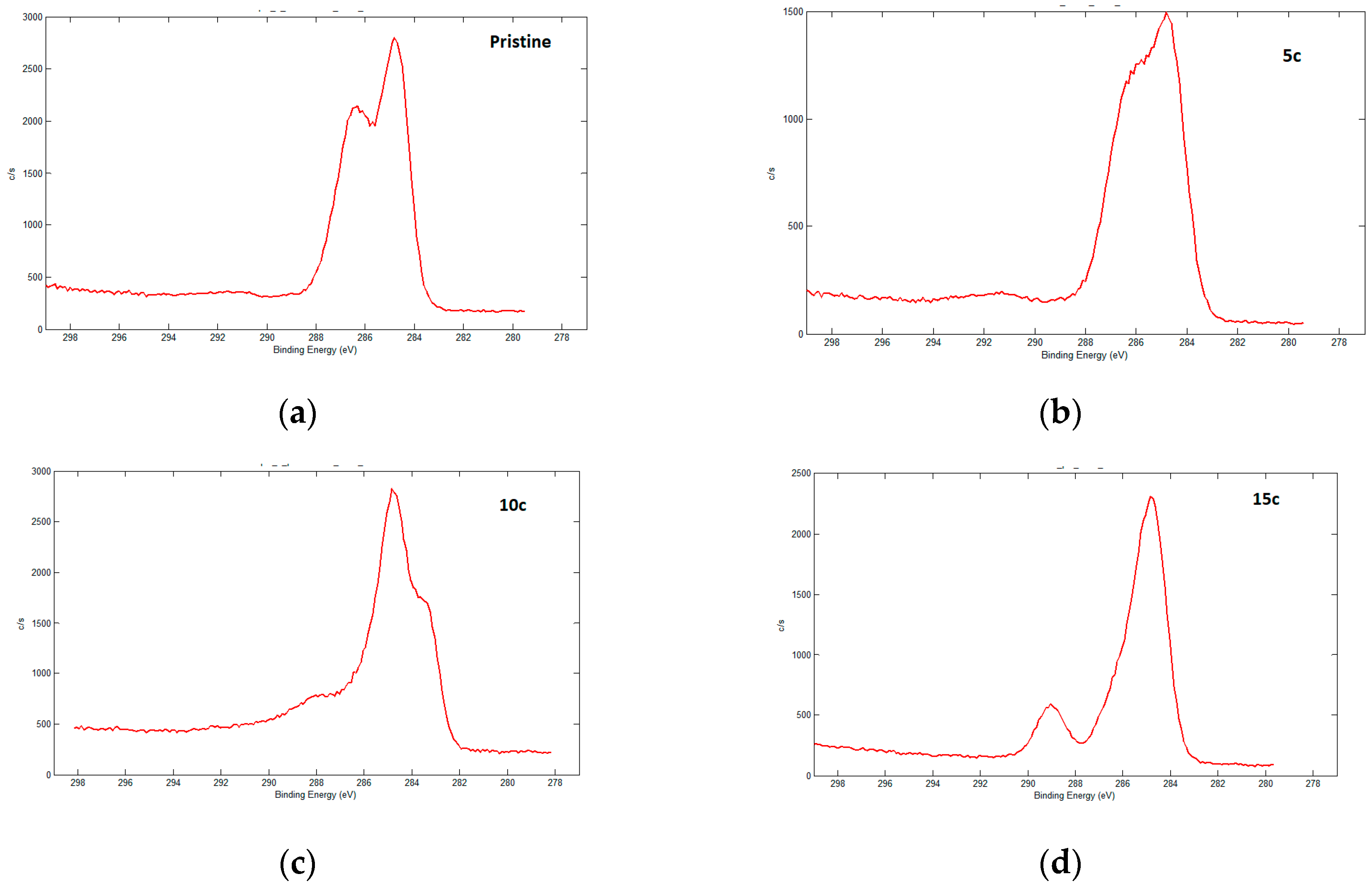
2.3. Characterisation Methods
3. Results and Discussion
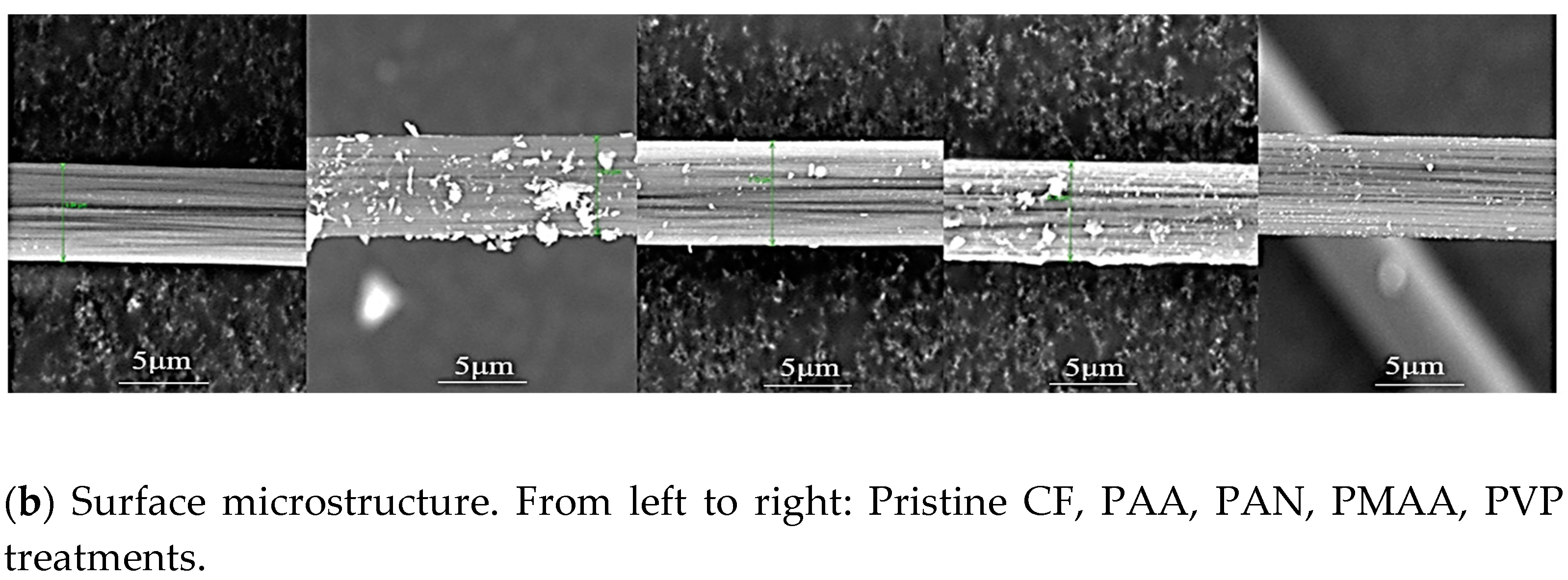
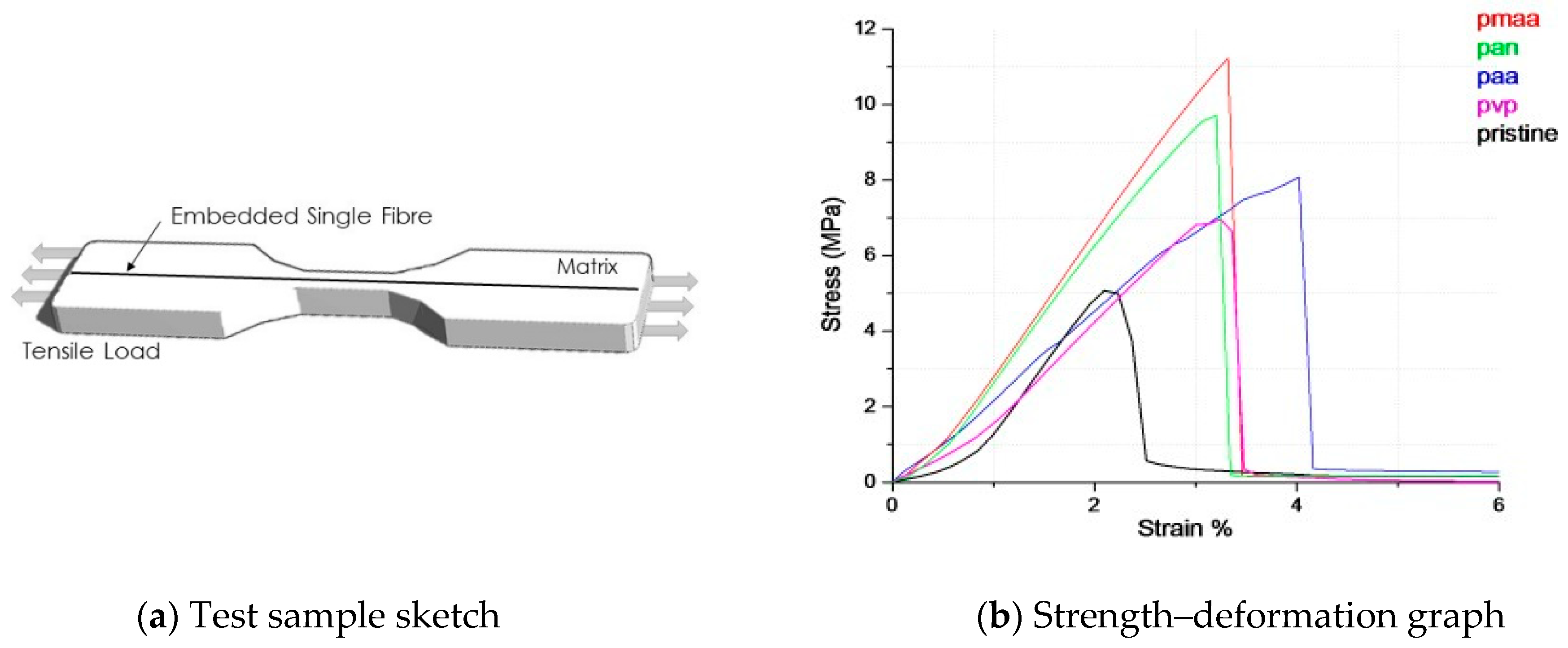
3.1. Assessment of Electrochemical Treatment
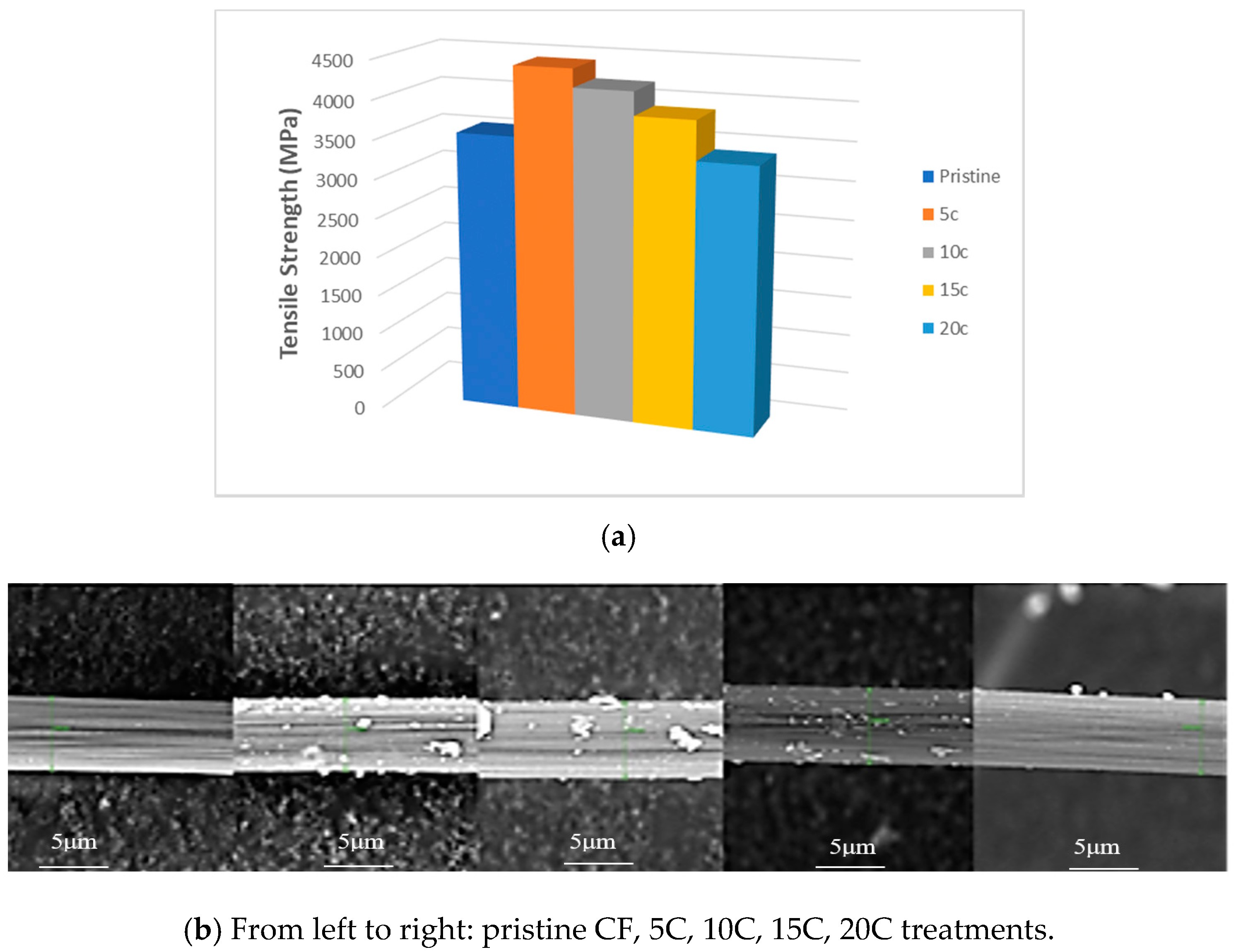
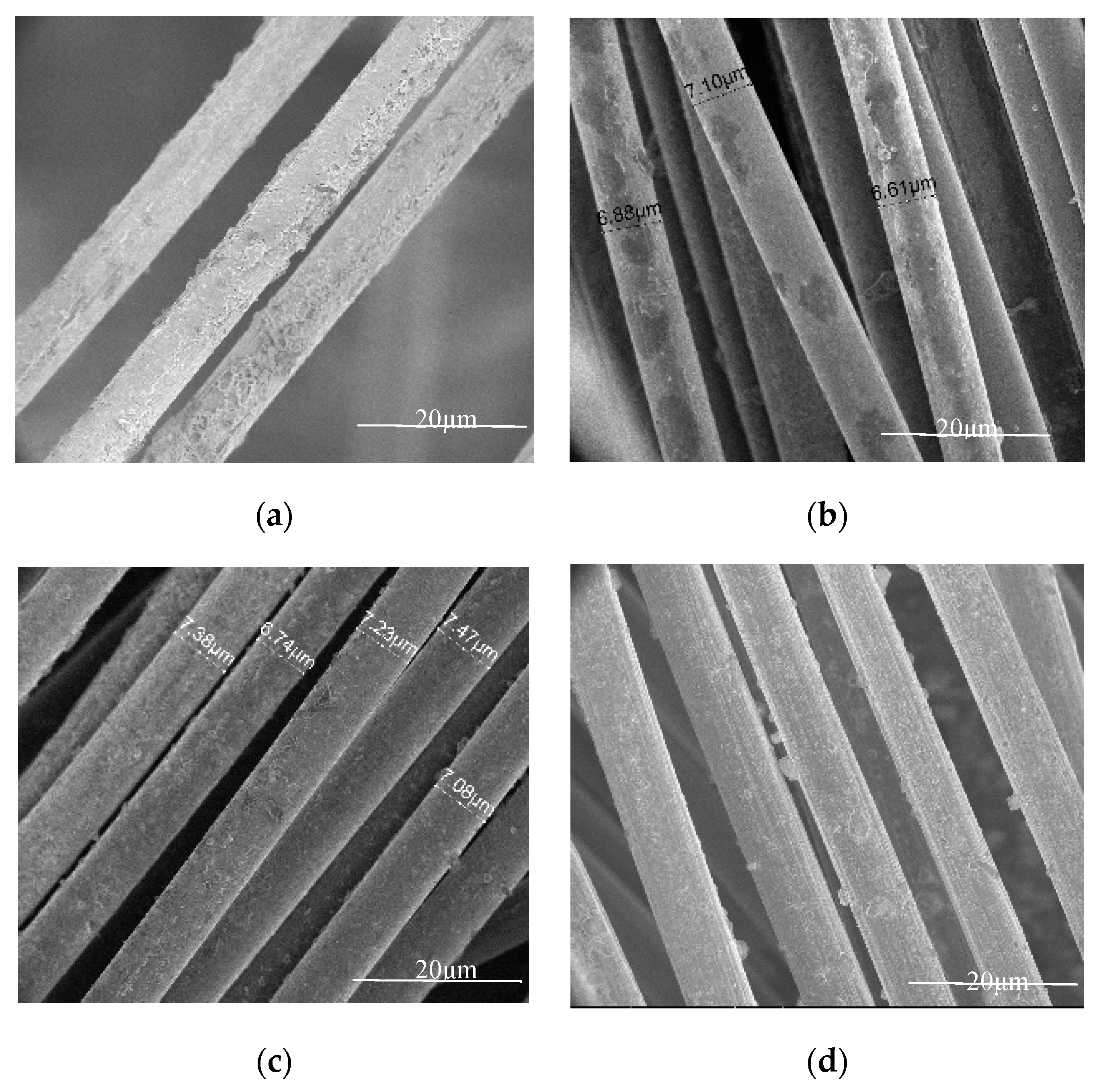
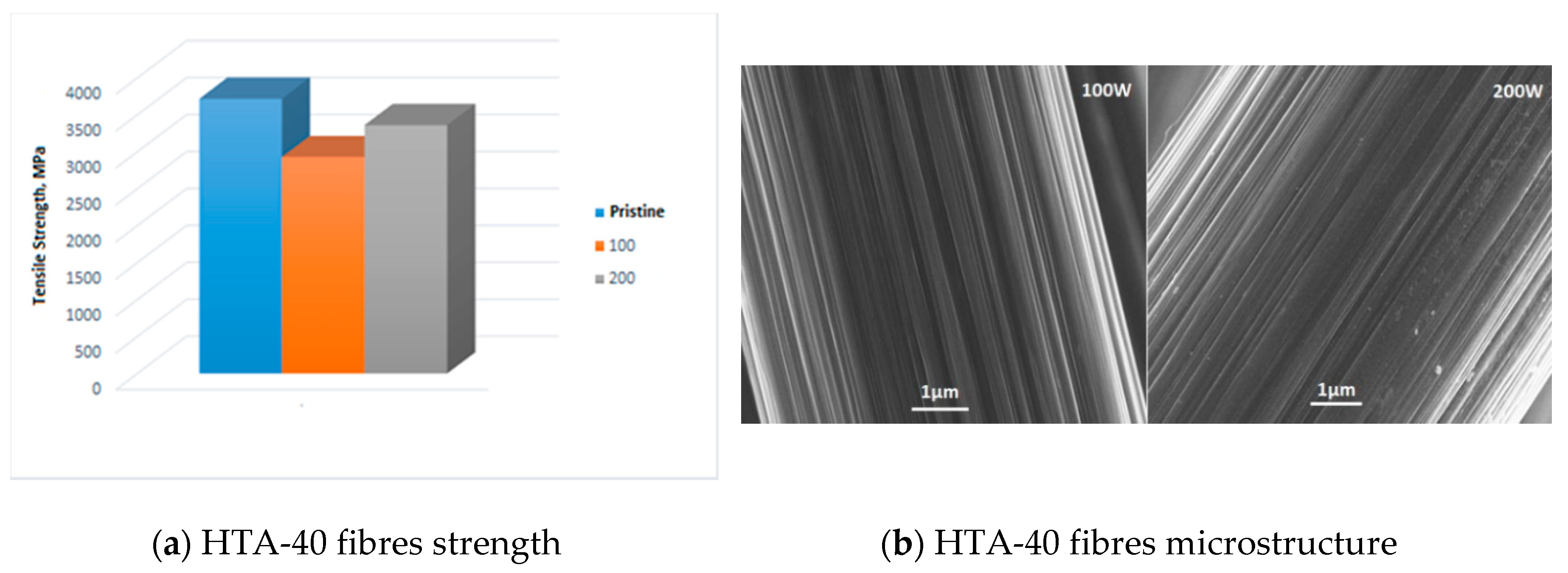
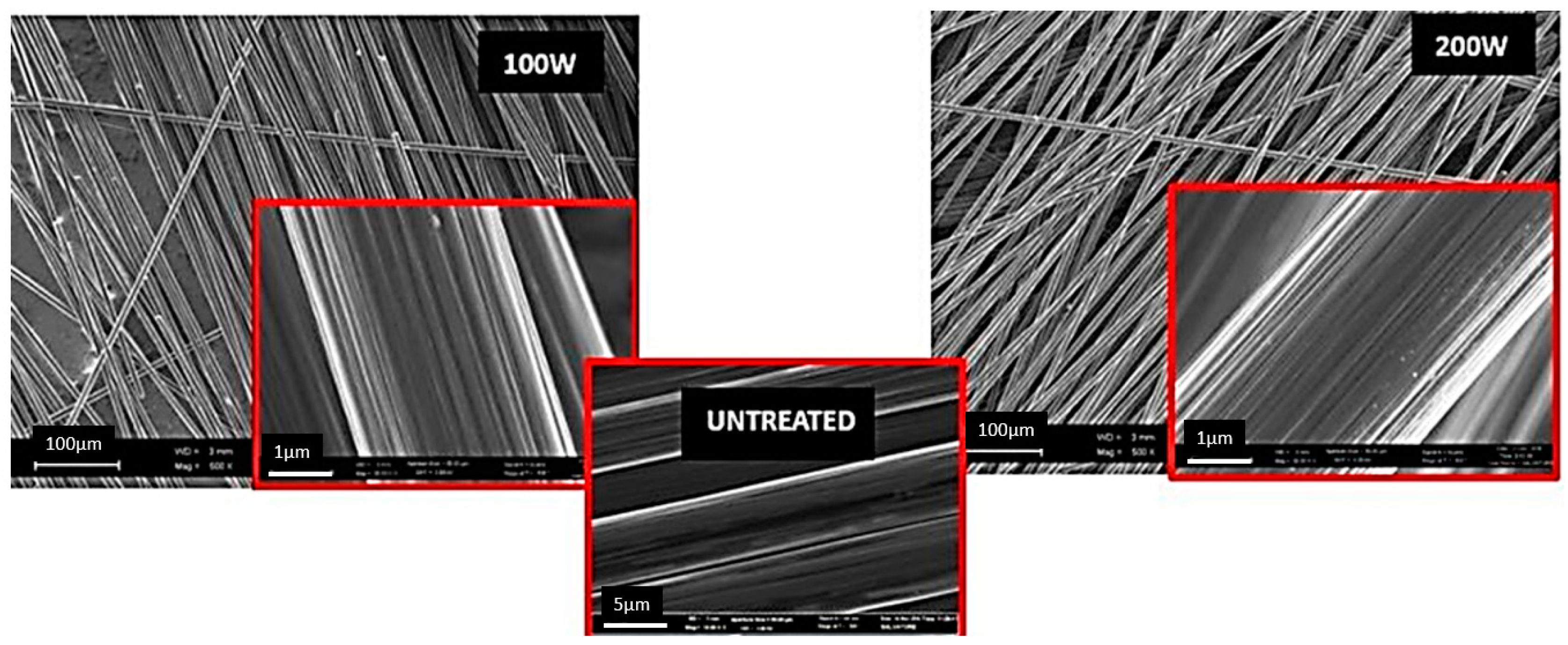
3.2. Assessment of Low-Pressure Plasma Treatments
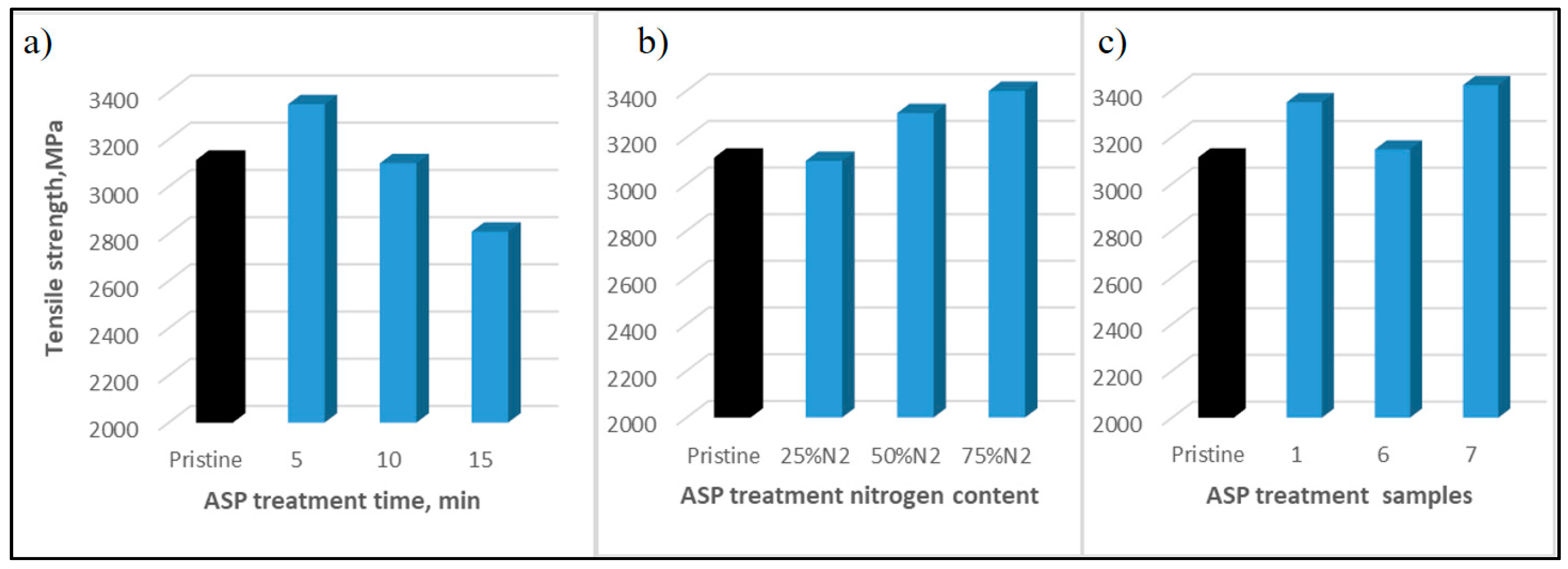
3.3. Accesment of Active Screen Plasma Treatments
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tiwari, S.; Bijwe, J. Surface Treatment of Carbon Fibres–A Review. Proc. Technol. 2014, 14, 505–512. [Google Scholar] [CrossRef] [Green Version]
- Vautard, F.; Fioux, P.; Vidal, L.; Schultz, J.; Nardin, M.; Defoort, B. Influence of the carbon fiber surface properties on interfacial adhesion in carbon fiber–acrylate composites cured by electron beam. Comp. Part A Appl. Sci. Manuf. 2011, 42, 859–867. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–90. [Google Scholar] [CrossRef] [Green Version]
- Xiao, H.; Lu, Y.; Zhao, W.; Qin, X. The effect of heat treatment temperature and time on the microstructure and mechanical properties of PAN-based carbon fibers. J. Mater. Sci. 2014, 49, 794–804. [Google Scholar] [CrossRef]
- Koumoulos, E.P.; Trompeta, A.F.; Santos, R.M.; Martins, M.; Monterio dos Santos, C.; Iglesias, V.; Böhm, R.; Gong, G.; Chiminelli, A.; Verpoest, I.; et al. Research and Development in Carbon Fibres and Advanced High-Performance Composites Supply Chain in Europe: A Roadmap for Challenges and the Industrial Uptake. J. Comp. Sci. 2019, 3, 86. [Google Scholar] [CrossRef] [Green Version]
- Dong-Kyu, K.; Kay-Hyeok, A.; Yun Hyuk, B.; Lee-Ku, K.; Sang-Yub, O.; Byung-Joo, K. Effects of electrochemical oxidation of carbon fibers on interfacial shear strength using a micro-bond method. Carbon Lett. 2016, 19, 32–39. [Google Scholar] [CrossRef] [Green Version]
- Almutairim, M.K.; Felemban, R.A.; Pasha, S.E.; Abo khashaba, N.T.; Mubaraki, H.I.; Yankesa, R.A.; Algamdi, M.F.; Bakkar, A.M.; Aldouweghri, A.A.; Sannan, M.F.; et al. The Effect of Different Surface Treatments of Carbon Fibers and their Impact on Composites. Egypt. J. Hosp. Med. 2018, 70, 1275–1281. [Google Scholar] [CrossRef]
- Gubanov, A. Development of the Process of Electrochemical Modification of the Surface of Carbon Fibre with the Aim of Increasing the Strength of Carbon Fibre. Dissertation Thesis, Dmitry Mendeleev University of Chemical Technology of Russia, Moscow, Russia, 2015. [Google Scholar]
- Termine, S.; Trompeta, A.F.; Dragatogiannis, D.; Charitidis, C.A. Novel CNTs grafting on carbon fibres through CVD: Investigation of epoxy matrix/fibre interface via nanoindentation. Matec Web Conf. 2019, 01014, 8. [Google Scholar] [CrossRef]
- Titchenal, N.; Lam, H.; Ye, H.; Gogosti, Y.; Ko, F.; Liu, J.; Willis, P. SWNT and MWNT reinforced Carbon Nanocomposite Fibrils. In Proceedings of the 45th Structural Dynamics & Materials Conference, Palm Springs, CA, USA, 19–22 April 2004. [Google Scholar] [CrossRef]
- Li, D.; Liu, H.; Chen, B.; Niu, D.; Lei, B.; Ye, G.; Jiang, W.; Shi, Y.; Yin, L.; Lai, G. Amorphous Carbon-Induced Surface Defect Repair for Reinforcing the Mechanical Properties of Carbon Fiber. Materials 2019, 12, 1244. [Google Scholar] [CrossRef] [Green Version]
- Moosburger-Will, J.; Jäger, J.; Strauch, J.; Bauer, M.; Strobl, S.; Linscheid, F.F.; Horn, S. Interphase formation and fiber matrix adhesion in carbon fiber reinforced epoxy resin: Influence of carbon fiber surface chemistry. Compos. Interfaces 2017, 24, 691–710. [Google Scholar] [CrossRef]
- Di Salvo, D.T.; Sackett, E.E.; Johnston, R.E.; Thompson, D.; Andrews, P.; Bache, M.R. Mechanical characterisation of a fibre reinforced oxide/oxide ceramic matrix composite. J. Eur. Ceram. Soc. 2015, 35, 4513–4520. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J. Different Surface Treatments of Carbon Fibers and Their Influence on the Interfacial Properties of Carbon Fiber/Epoxy Composites. Materials. Ph.D. Thesis, Ecole Centrale Paris, Hervé Biausser, France, 2012. [Google Scholar]
- Procedure for Strengthening Carbon Fibres. Patent RU 2413799; MPK D01F 9/12, 10 March 2010.
- Georgiou, P.; Walton, J.; Simitzis, J. Surface modification of pyrolyzed carbon fibres by cyclic voltammetry and their characterization with XPS and dye adsorption. Electrochim. Acta 2010, 55, 1207–1216. [Google Scholar] [CrossRef]
- Kim, J.; Mauchauffé, R.; Kim, D.; Kim, J.; Moon, S.Y. Mechanism study of atmospheric-pressure plasma treatment of carbon fibre reinforced polymers for adhesion improvement. Surf. Coat. Technol. 2020, 393. [Google Scholar] [CrossRef]
- Hansong, L.; Yan, Z.; Na, L.; Xiaoran, Z.; Xiao, H.; Shuang, L.; Wenkuo, L.; Kai, W.; Shanyi, D. Enhanced interfacial strength of carbon fiber/PEEK composites using a facile approach via PEI&ZIF-67 synergistic modification. J. Mater. Res. Technol. 2019, 8, 6289–6630. [Google Scholar]
- Liang, Y.; Li, X.; Semitekolos, D.; Charitidis, C.; Dong, H. Enhanced properties of PAN-derived carbon fibres and resulting composites by active screen plasma surface functionalization. Plasma Process. Polym. 2020, 17, e1900252. [Google Scholar] [CrossRef] [Green Version]
- Kainourgios, P.; Kartsonakis, I.A.; Dragatogiannis, D.A.; Koumoulos, E.P.; Goulis, P.; Charitidis, C.A. Electrochemical surface functionalization of carbon fibres for chemical affinity improvement with epoxy resins. Appl. Surf. Sci. 2017, 416, 593–604. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.; Tong, Y.; Xu, L. Anodic Oxidation on Structural Evolution and Tensile Properties of Polyacrylonitrile Based Carbon Fibres with Different Surface Morphology. J. Mater. Sci. Technol. 2012, 28, 1123–1129. [Google Scholar] [CrossRef]
- Bijwe, J.; Sharma, M. Carbon fabric-reinforced polymer composites and parameters controlling tribological performance. In Wear of Advanced Materials; Davim, J.P., Ed.; ISTE Wiley: Hoboken, NJ, USA, 2011; pp. 1–59. [Google Scholar]
- Theodoridou, E.; Besenhard, J.O.; Fritz, H.P. Chemically modified carbon fibre electrodes: Part I. Bulk-functionalized carbon fibres. J. Electroanal. Chem. 1981, 122, 67–71. [Google Scholar] [CrossRef]
- Jones, C. Effects of Electrochemical and Plasma Treatments on Carbon Fibres Surfaces. Surf. Interf. Anal. 1993, 20, 357–367. [Google Scholar] [CrossRef]
- Subramanian, R.V.; Jakubowski, J.J. Electropolymerization on graphite fibers. Polym. Eng. Sci. 1978, 18, 590–600. [Google Scholar] [CrossRef]
- Besenhard, J.O.; Jakob, J.; Möller, P.; Sauter, R.F. Gic-Formation in Neutral Aqueous Electrolytes: An Undesired Side-Reaction during Electrochemical Surface Oxidation of Highly Oriented Carbon Fibres. Synth. Met. 1989, 34, 719–724. [Google Scholar] [CrossRef]
- Chang, J.; Bell, J.P.; Shkolnik, S. Electro-Copolymerisation of Acrylonitrile and Methyl Acrylate onto Graphite Fibres. J. Appl. Polym. Sci. 1987, 34, 21052124. [Google Scholar] [CrossRef]
- Donnet, J.B.; Brendle, M.; Dhami, T.L.; Bahl, O.P. Plasma treatment effect on the surface energy of carbon and CFs. Carbon 1986, 24, 757–770. [Google Scholar] [CrossRef]
- Sun, M.; Hu, B.; Wu, Y.; Tang, Y.; Huang, W.; Da, Y. Surface of CFs continuously treated by cold plasma. Comp. Sci. Tech. 1989, 34, 353–364. [Google Scholar]
- Semitekolos, D.; Kainourgios, P.; Jones, C.; Rana, A.; Koumoulos, E.P.; Charitidis, C.A. Advanced carbon fibre composites via poly methacrylic acid surface treatment; surface analysis and mechanical properties investigation. Comp. Part B Eng. 2018, 155, 237–243. [Google Scholar] [CrossRef]
- Koumoulos, E.P.; Kainourgios, P.; Charitidis, C.A. Assessing the integrity of CFRPs through nanomechanical mapping: The effect of CF surface modification. Matec Web Conf. 2018, 188, 01006. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CF | Number of Filaments | Nominal Linear Density | Tensile Strength (MPa) | Tensile Modulus (GPa) | Elongation at Break (%) | Filament Diameter (μm) | Density (g/cm3) | Sizing Type |
|---|---|---|---|---|---|---|---|---|
| HΤA 40 Ε13 | 6000 | 400 tex | 3950 | 238 | 1.7 | 7 | 1.76 | Epoxy 1.3% w/w |
| Item Number | Reagent | Treatment Time (min) | Capacity (W·s) | Pressure (Pa) | Gas Concentration |
|---|---|---|---|---|---|
| 1 | O2 | 5 | 100 | 20–40 | 75 |
| 2 | O2 | 5 | 200 | 20–40 | 75 |
| Sample | Atmosphere | Time (min) | Pressure, Pa (±20) | Tensile Strength, MPa |
|---|---|---|---|---|
| Pristine | - | - | - | 3113 |
| 1 | 25%N2 + 75%H2 | 5 | 70 | 3349 |
| 2 | 25%N2 + 75%H2 | 10 | 70 | 3099 |
| 3 | 25%N2 + 75%H2 | 15 | 70 | 2809 |
| 4 | 50%N2 + 50%H2 | 10 | 70 | 3304 |
| 5 | 75%N2 + 25%H2 | 10 | 70 | 3399 |
| 6 | 25%Ar + 75%H2 | 5 | 70 | 3147 |
| 7 | 20%Ar + 80%H2 | 5 | 70 | 3422 |
| 8 | 25%N2 + 75%H2 | 10 | 50 | 3755 |
| HTA-40 Carbon Fibre Treatment | Pristine | ASP1 Treatment (75%H2 + 25%N2, 5 min, 75 Pa) | ASP2 Treatment (71%H2 + 5%Ar + 24%N2, 5 min, 75 Pa) |
|---|---|---|---|
| Breaking tensile strength, MPa | 3420.0 | 3398.0 | 3117.0 |
| Breaking strength under shearing, MPa | 66.0 | 68.3 | 63.9 |
| Breaking strength under bending, (along/cross fibres), MPa | 872.1/65.2 | 1015.01/76.4 | 972.8/61.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Semitekolos, D.; Trompeta, A.-F.; Husarova, I.; Man’ko, T.; Potapov, A.; Romenskaya, O.; Liang, Y.; Li, X.; Giorcelli, M.; Dong, H.; et al. Comparative Physical–Mechanical Properties Assessment of Tailored Surface-Treated Carbon Fibres. Materials 2020, 13, 3136. https://doi.org/10.3390/ma13143136
Semitekolos D, Trompeta A-F, Husarova I, Man’ko T, Potapov A, Romenskaya O, Liang Y, Li X, Giorcelli M, Dong H, et al. Comparative Physical–Mechanical Properties Assessment of Tailored Surface-Treated Carbon Fibres. Materials. 2020; 13(14):3136. https://doi.org/10.3390/ma13143136
Chicago/Turabian StyleSemitekolos, Dionisis, Aikaterini-Flora Trompeta, Iryna Husarova, Tamara Man’ko, Aleksandr Potapov, Olga Romenskaya, Yana Liang, Xiaoying Li, Mauro Giorcelli, Hanshan Dong, and et al. 2020. "Comparative Physical–Mechanical Properties Assessment of Tailored Surface-Treated Carbon Fibres" Materials 13, no. 14: 3136. https://doi.org/10.3390/ma13143136